Изобретение относится к металлообрабатывающей промышленности, а более конкретно к финишной обработке заготовок при круглом наружном шлифовании.
Заявляемое изобретение направлено на решение задачи, заключающейся в обеспечении повышения качества и производительности обработки заготовок при круглом врезном наружном шлифовании.
Известен способ управления круглым врезным шлифованием при работе в цикле, содержащем этап выхаживания и этап основного припуска, включающий изменение значения скорости съема припуска и соответствующее изменение скорости врезной подачи (см. патент РФ №2034692. Способ управления круглым врезным шлифованием при работе в цикле. / Ефимов В.В., Веткасов Н.И., Епифанов В.В. М. кл. В24В 51/00. Опубл. БИ №13, 1995 г.), причем на этапе врезания обработку осуществляют с постоянной врезной подачей соответствующей максимальной скорости съема припуска, а на этапе съема основного припуска врезную подачу уменьшают по линейному закону до допустимого бесприжогового значения скорости съема припуска к моменту окончания цикла шлифования.
К недостаткам этого способа относятся: во-первых, обработку ведут в жестких неподвижных центрах, поэтому обеспечивается недостаточно высокое качество обработки; во-вторых, из-за преждевременного засаливания шлифовального круга при максимальной скорости съема припуска снижается период стойкости инструмента, в результате чего падает производительность и качество обработки на этапе выхаживания.
Известен также способ врезного круглого наружного шлифования с выхаживанием (см., например, Ковшов А.Н. Технология машиностроения. Учебник для студентов машиностроительных специальностей вузов. - М.: Машиностроение, 1987, с.158). К недостаткам этого способа относятся невысокие качество и производительность обработки.
Наиболее близким по технической сущности и достигаемому результату является выбранный в качестве прототипа способ осциллирующего врезного шлифования, при котором шлифовальному кругу сообщаются дополнительные осевые осциллирующие движения с амплитудой до 3 мм, а снятие припуска осуществляется при непрерывной или периодической (на один оборот детали) подаче круга в радиальном направлении (см., например, Ковшов А.Н. Технология машиностроения. Учебник для студентов машиностроительных специальностей вузов. - М.: Машиностроение, 1987, с.158-159).
К недостаткам этого способа можно отнести следующее. Во-первых, осевые осциллирующие движения при таком шлифовании обеспечивают с помощью шлифовальной бабки, в результате чего усиливаются колебания технологической системы из-за больших масс и инерционности системы, поэтому снижается точность обрабатываемых заготовок. Во-вторых, осевые осциллирующие движения осуществляются при амплитудах, значительно превышающих зернистость круга, поэтому шероховатость снижается незначительно, а в большинстве случаев даже возрастает.
Техническая задача изобретения заключается в обеспечении повышения качества и производительности обработки заготовок при круглом врезном наружном шлифовании.
Для решения поставленной задачи предлагается способ осциллирующего круглого врезного наружного шлифования, включающий вращение заготовки и шлифовального круга в условиях осевых осциллирующих движений и непрерывную или периодическую подачу шлифовального круга в радиальном направлении, отличающийся тем, что заготовку закрепляют в подвижных в осевом направлении центрах, а осевые осциллирующие движения накладывают на заготовку в течение всего цикла шлифования с амплитудой, величину которой выбирают в пределах зернистости шлифовального круга.
У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки: круглое врезное наружное шлифование включает вращение заготовки и шлифовального круга в условиях осевых осциллирующих движений; непрерывная или периодическая подача шлифовального круга осуществляется в радиальном направлении.
По отношению к прототипу у заявляемого изобретения имеются следующие отличительные признаки: осевые колебания накладываются на заготовку в течение всего цикла шлифования, а не на шлифовальный круг; центры в отличие от традиционного врезного круглого наружного шлифования не жесткие, а подвижные (плавающие) в осевом направлении; амплитуда колебаний находится в пределах зернистости круга.
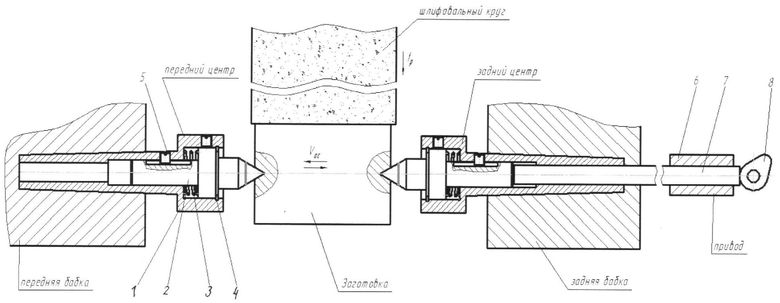
На чертеже изображено устройство для реализации способа, состоящее из задней и передней бабок шлифовального станка, шлифовального круга, обрабатываемой заготовки, переднего и заднего центров, привода для создания колебаний, поводка (не показан).
Установка работает следующим образом. Заготовка закрепляется в центрах, каждый из которых состоит из неподвижного корпуса 1, плавающего центра 2, пружины 3, разжимного кольца 4, винта 5. Благодаря наличию плавающих центров 2 и пружин 3 заготовка имеет возможность осциллировать в осевом направлении со скоростью Voc с помощью привода, состоящего из кронштейна 6, толкателя 7 и механизма возмущения колебаний 8 (например, кулачкового, электромагнитного и др.). При подводе шлифовального круга к заготовке с рабочей подачей в радиальном направлении tp все зазоры в центрах выбираются и образуется натяг в технологической системе, который выбирается на конечном этапе цикла шлифования. Причем после выборки небольших зазоров в центрах ось центров смещается и шлифование осуществляется на этой неподвижной оси.
К преимуществам предлагаемого способа можно отнести следующее: во-первых, осевая осцилляция заготовки позволяет получить такую же шероховатость обрабатываемой поверхности заготовки при шлифовании без выхаживания, какая обеспечивается при шлифовании этой заготовки в жестких центрах с выхаживанием, а следовательно, этап выхаживания можно исключить из цикла шлифования, и в результате повышается производительность шлифования; во-вторых, при предлагаемом способе осевая осцилляция позволяет выбирать натяг в технологической системе в течение каждого периода осцилляции постепенно, а при шлифовании в жестких центрах натяг выбирается во время выхаживания в конце цикла шлифования, в результате точность заготовок несколько выше в первом, чем во втором, случае; в-третьих, осцилляция заготовок в осевом направлении осуществляется для малых масс системы в отличие от осцилляции, например, шлифовального круга или стола с заготовкой. Поэтому потребуются простые устройства для осцилляции, и, кроме того, будут меньшие вибрации и инерционность технологической системы и стоимость устройств; в-четвертых, при традиционном врезном шлифовании заготовка зажимается в левом неподвижном центре и в правом подпружиненном подвижном центре, поэтому при образовании натяга в системе зазоры выбираются лишь в заднем центре. Таким образом, в целом эффективность предлагаемого способа будет выше, чем при использовании существующих методов, что подтверждено экспериментально.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО КРУГЛОГО ВРЕЗНОГО НАРУЖНОГО ШЛИФОВАНИЯ НА ЭТАПЕ ВЫХАЖИВАНИЯ | 2008 |
|
RU2377112C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО КРУГЛОГО НАРУЖНОГО ШЛИФОВАНИЯ С ПРОДОЛЬНОЙ ПОДАЧЕЙ СТОЛА | 2008 |
|
RU2377114C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО КРУГЛОГО НАРУЖНОГО ШЛИФОВАНИЯ С ВЫХАЖИВАНИЕМ И С ПРОДОЛЬНОЙ ПОДАЧЕЙ СТОЛА | 2008 |
|
RU2378101C1 |
| Способ врезного плоско-профильного глубинного шлифования | 2024 |
|
RU2837566C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177867C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146599C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2392107C1 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
Изобретение относится к области абразивной обработки и может быть использовано при финишной обработке заготовок на операциях круглого наружного шлифования. Заготовку закрепляют в подвижных в осевом направлении центрах. Сообщают вращение заготовке и шлифовальному кругу и непрерывную или периодическую подачу шлифовальному кругу в радиальном направлении. На заготовку в течение всего цикла шлифования накладывают осевые осциллирующие движения с амплитудой, величину которой выбирают в пределах зернистости шлифовального круга. В результате повышаются качество и производительность обработки заготовок. 1 ил.
Способ осциллирующего круглого врезного наружного шлифования, включающий вращение заготовки и шлифовального круга в условиях осевых осциллирующих движений и непрерывную или периодическую подачу шлифовального круга в радиальном направлении, отличающийся тем, что заготовку закрепляют в подвижных в осевом направлении центрах, а осевые осциллирующие движения накладывают на заготовку в течение всего цикла шлифования с амплитудой, величину которой выбирают в пределах зернистости шлифовального круга.
| КОВШОВ А.Н | |||
| Технология машиностроения | |||
| - М.: Машиностроение, 1987, с.158-159 | |||
| SU 1158329 А, 30.05.1985 | |||
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1999 |
|
RU2162399C1 |
| US 4221080 A, 09.09.1980 | |||
| US 4109420 A, 29.08.1978. | |||

