Изобретение относится к глубинному периферийному шлифованию материалов, предрасположенных к дефектообразованию в виде прижогов и трещин.
Известна схема периферийного шлифования инструментом, выступы которого выполнены с убыванием зернистости от фронтальной части к тыльной /1/. Схема позволяет осуществить послойный съем припуска и совместить черновые и чистовые проходы, что повышает производительность и одновременно на 25-40% снижает теплонапряженность процесса шлифования.
Недостатком схемы является уменьшение, обусловленное наличием впадин, виброустойчивости, прочности и площади рабочей поверхности инструмента, что снижает размерную и общую стойкость инструмента, качество и производительность обработки. Кроме того, схема не позволяет управлять вибрациями с целью повышения эффективности шлифования.
Известен способ прерывистого шлифования, при котором шлифовальному кругу с изменяющейся в окружном направлении зернистостью с участками, ограниченными кривыми переменного радиуса, сообщают вращение и перемещение относительно обрабатываемого изделия, при этом берут круг, каждый участок которого ограничен выпуклой кривой, кроме того, направление вращение круга периодически реверсируют /2/.
Недостатками способа являются невозможность возбуждения вибраций для повышения эффективности шлифования и управления ими, сложность реализации способа, которая потребует создание специального станка и сложность правки для получения криволинейных участков шлифовального круга.
Задача изобретения - снижение энергозатрат, повышение эффективности процесса и стойкости инструмента, а также производительности обработки при прерывистом шлифовании.
Поставленная задача решается предлагаемым способом прерывистого шлифования, который включает в себя сообщение шлифовальному кругу вращения и продольной подачи относительно обрабатываемого изделия, при этом шлифовальный круг устанавливают под углом α к плоскости вращения на упругом элементе с шарниром для создания аксиально-смещенного режущего слоя и обеспечения черновой, чистовой обработки и выхаживания, кроме того, черновое шлифование осуществляют в положении круга (+α) при встречном направлении осцилляции аксиально-смещенного режущего слоя шлифовального круга и его продольной подаче за счет увеличения угла α на Δα при набегании торца шлифовального круга на изделие, чистовую обработку ведут в положении круга, близком к α = 0, а выхаживание - в положении круга (-α), причем величину угла наклона α определяют по формуле
α ≥ arctg(Bα/Dпр),
где Bα и Dпр - соответственно высота и диаметр правленого шлифовального круга.
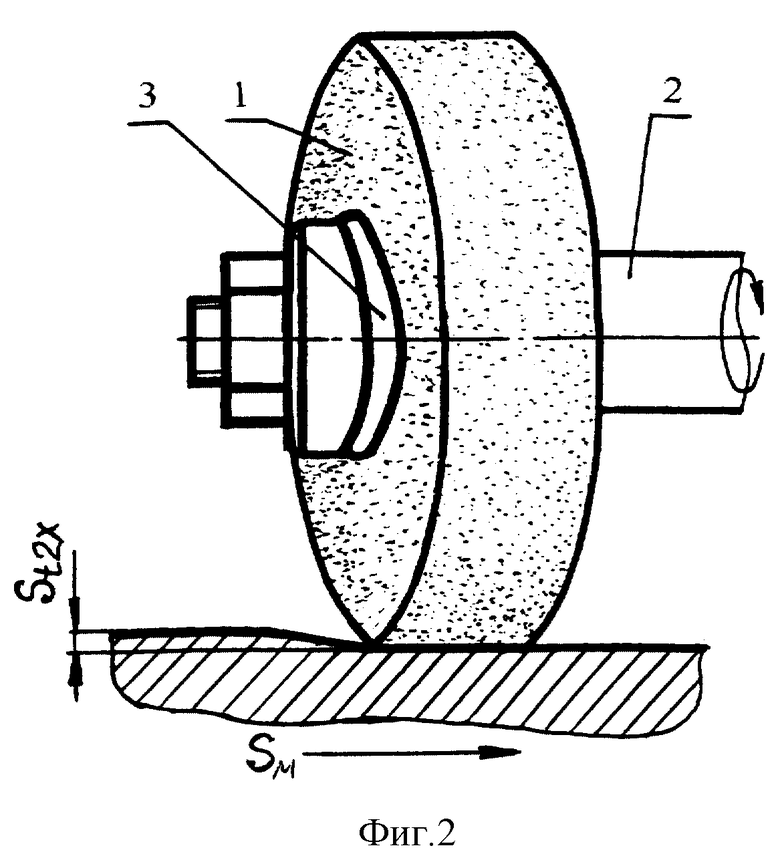
На фиг. 1 изображена схема съема припуска и инструмент с устройством для его крепления для осуществления предлагаемого способа шлифования; инструмент в положении (+α); на фиг. 2 и 3 - в положениях α = 0 и (-α). Способ прерывистого шлифования осуществляется следующим образом. Берут шлифовальный круг 1 и устанавливают его на шпинделе 2 шлифовального станка с помощью упругого элемента 3, состоящего из двух резиновых втулок с буртиками. В отверстии шлифовального круга между резиновыми втулками на линии симметрии установлены две шайбы, вставленные одна в другую и сопрягаемые по сферической поверхности с центром О, расположенным на пересечении линии симметрии шлифовального круга с осью шпинделя. При этом шлифовальный круг (например, формы ПП) имеет некоторую особенность в конструкции. Центральное отверстие круга наклонено под углом α к плоскостям торцов. При вращении инструмента, установленного под углом к плоскости вращения, который определяется из соотношения
α ≥ arctg(Bα/Dпр),
где Bα и Dпр - высота и наружный диаметр шлифовального правленого круга.
Наружный периферийный режущий слой осциллирует с амплитудой A = Bα.
При достижении зоны резания крайнего левого положения (+α) фиг. 1) сила Ру, действующая в нормальном направлении, стремится опрокинуть, т.е. повернуть круг относительно центра О пересечения осей симметрии шлифовального круга и вращения шпинделя. Упругий элемент 3 и две шайбы, образующие шарнир с центром О, способствуют действию опрокидывающей силы Ру, и круг поворачивается на дополнительный угол Δα. Величина Δα зависит от свойств упругого элемента 3, размеров и характеристики круга, определяющие усилие Ру, глубины шлифования, твердости материала изделия и др. факторов.
В этом положении периферийный аксиально-смещенный режущий слой круга работает как заборный конус, осуществляя предварительное черновое шлифование.
При дальнейшем повороте круга относительно собственной оси, при приближении его к положению α = 0 (фиг. 2) опрокидывающее действие силы Ру прекращается и производится чистовое обычное шлифование.
В крайнем правом положении зоны резания (фиг. 3) при угле наклона (-α) шлифовального круга припуск в основном уже снят, поэтому опрокидывающая сила Ру будет близка к нулю. В этом положении идет процесс выхаживания раннее обработанной поверхности. Здесь на этапе выхаживания вступает в работу неизношенная и незасаленная предшествующим шлифованием часть циклично повторяющегося участка, чем обеспечивается точность обработки и улучшение шероховатости поверхности.
Как видно, способ позволяет осуществить послойный съем припуска и совместить черновые и чистовые проходы, что повышает производительность и одновременно на половину снижает теплонапряженность процесса шлифования благодаря осцилляции зоны резания.
Предлагаемый способ шлифования с сообщением инструменту параметрических колебаний с частотой, равной частоте вращения круга, можно отнести к вибрационному высокоэффективному энергосберегающему способу шлифования, периодически изменяющему глубину шлифования, но не изменяющему нормальное давление в зоне обработки по причине ее осцилляции.
Послойный съем металла облегчает резание, не уступает по производительности высокоскоростному шлифованию и обеспечивает более высокое качество обработанной поверхности и позволяет в несколько раз сократить расход энергии на резание и трение в опорах шпинделя.
Возбуждение колебаний при традиционном вибрационном шлифовании обычно осуществляется с помощью магнитострикционных и электромагнитных вибраторов. В предлагаемом способе осуществляется параметрическое возбуждение нормальных колебаний силой, действующей в осциллирующей зоне контакта инструмента и заготовки при использовании кругов с аксиально-смещенным режущим слоем без затрат энергии на возбуждение колебаний.
Способ прерывистого шлифования инструментом предлагаемой конструкции позволяет вести обработку с использованием всей периферийной рабочей части инструмента с сохранением преимуществ процесса прерывистого шлифования.
Использование всей периферийной рабочей части инструмента повышает его размерную и общую стойкость, а в совокупности с совмещением чернового и чистового проходов и выхаживания - производительность и качество обработки.
В качестве примера проводилась обработка отверстия гильзы на внутришлифовальном станке мод. 3К228В, оснащенным шлифовальным кругом ПП 80х20 24А25ПС25К8А, который был установлен под α = 14o, по предлагаемому способу. Материал обрабатываемой заготовки - труба,  НВ 280, диаметр обрабатываемого отверстия 95 мм.
НВ 280, диаметр обрабатываемого отверстия 95 мм.
Режим обработки: скорость круга nк=4500 (об/мин); Vк=22,38 м/с, скорость изделия nu= 100 (об/мин); Vu=30 м/мин, продольная минутная подача Sm=540,0 мм/мин, поперечная подача круга S t2x=0,1 мм/дв. ход, припуск на обработку - 0,2 мм.
Обработку осуществляли за 4 прохода. Охлаждающая жидкость - эмульсия. Шлифовальный круг в положении (+α) поворачивался на дополнительный угол Δα = 4′12″. Абразивная обработка отверстия по предлагаемому способу позволила в 2,5 раза (с 0,04 мм/дв. ход - при традиционном глубинном шлифовании до 0,10 мм/дв. ход) увеличить глубину резания, при которой на обработанной поверхности не появились микротрещины и прижоги. Кроме того, существенно снизились энергозатраты на единицу объема снимаемого металла, в 3 раза повысилась производительность обработки при сохранении качества изделия по шероховатости.
Таким образом, при использовании предлагаемого способа шлифования, обеспечивающего наложение нормальных колебаний, облегчается съем материала и стружкообразование и полностью подавляются автоколебания, благодаря чему улучшается качество обработанной поверхности, в несколько раз повышается производительность обработки и уменьшается расход энергии на резание и трение по сравнению с аналогичными показателями при традиционных способах шлифования.
Предлагаемый способ может реализоваться на малых и средних станках малой жесткости и заменять высокоскоростное шлифование.
Способ прерывистого шлифования наиболее целесообразно использовать при обработке заготовок малой жесткости из труднообрабатываемых сплавов на малых станках вместо традиционных способов шлифования, при которых возбуждаются интенсивные автоколебания.
Источники информации
1. Авт. св. SU N 1388269, кл. B 24 D 5/14, 1985.
2. Авт. св. SU N 1726223, кл. B 24 D 5/14, 1992.4
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146599C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200083C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ПОНИЖАЮЩЕГО ТЕМПЕРАТУРУ ШЛИФОВАНИЯ | 2001 |
|
RU2199429C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177867C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2212326C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ ИНСТРУМЕНТОМ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2002 |
|
RU2211131C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |

Изобретение относится к глубинному периферийному шлифованию материалов, предрасположенных к дефектообразованию в виде прижогов и трещин. Шлифовальный круг устанавливают под углом α к плоскости вращения, создавая аксиально-смещенный режущий слой. Сообщают кругу вращение и перемещение относительно обрабатываемого изделия. Для осуществления черновой, чистовой обработки и выхаживания шлифовальный круг устанавливают на упругом элементе с шарниром. При набегании торца шлифовального круга на изделие при встречном направлении осцилляции аксиально-смещенного режущего слоя шлифовального круга и продольной подаче изделия производят черновое шлифование. Чистовую обработку ведут при положении круга, близком к α = 0, а выхаживание - в положении (-α). Приведена расчетная формула для определения угла наклона α. При использовании предлагаемого способа шлифования, обеспечивающего наложение нормальных колебаний, облегчается съем материала и стружкообразование и полностью подавляются автоколебания, а также улучшается качество, производительность обработки и уменьшается расход энергии на резание и трение. 3 ил.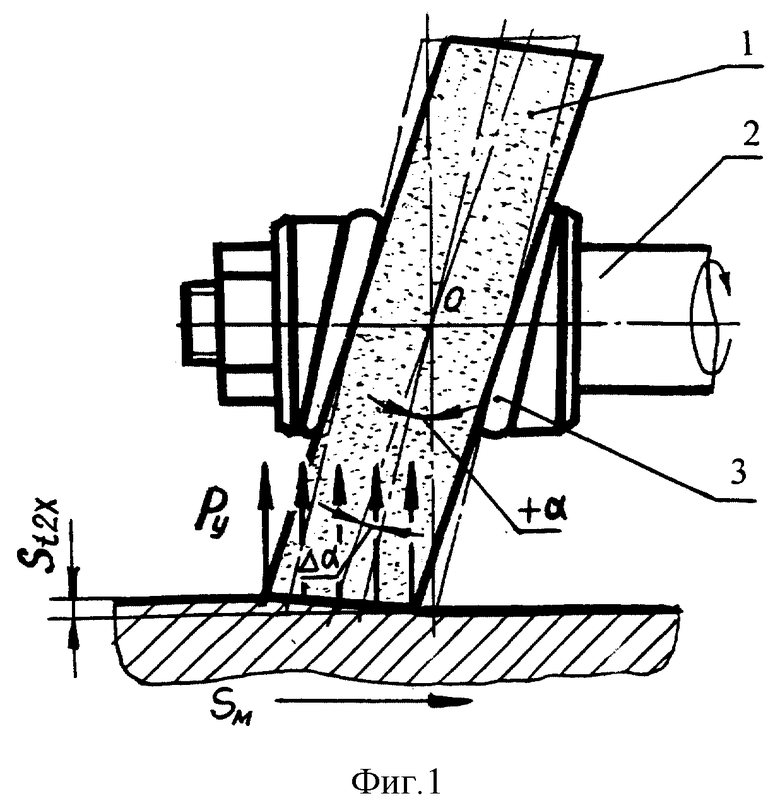
Способ прерывистого шлифования, включающий сообщение шлифовальному кругу вращения и продольной подачи относительно обрабатываемого изделия, отличающийся тем, что шлифовальный круг устанавливают под углом α к плоскости вращения на упругом элементе с шарниром для создания аксиально-смещенного режущего слоя и обеспечения черновой, чистовой обработки и выхаживания, при этом черное шлифование осуществляют в положении круга (+α) при встречном направлении осцилляции аксиально-смещенного режущего слоя шлифовального круга и его продольной подаче за счет увеличения угла α на Δα при набегании торца шлифовального круга на изделие, чистовую обработку ведут в положении круга, близком к α = 0, и выхаживание - в положении круга (-α), причем величину угла наклона α определяют по формуле
α ≥ arctg(BαDпр),
где Bα и Dпр - соответственно высота и диаметр правленного шлифовального круга.
| Способ прерывистого шлифования | 1989 |
|
SU1726223A1 |
| Устройство для крепления шлифовального круга | 1979 |
|
SU887140A1 |
| УСТРОЙСТВО для ТОЧНОЙ УСТАНОВКИ ШЛИФОВАЛЬНОГО КРУГА | 0 |
|
SU304115A1 |
| Привод шлифовального круга | 1982 |
|
SU1054034A1 |
| Устройство для крепления шлифовального круга | 1988 |
|
SU1611714A1 |
| US 1976233, 28.10.1929. | |||
