Изобретение относится к машиностроению, а именно к оснастке обрабатывающих станков, где применяется дисковый инструмент, и может быть использовано при обработке деталей шлифовальными и полировальными кругами, иглофрезами и раскатниками, дисковыми фрезами и другим подобным инструментом.
Известно устройство для крепления шлифовального круга, имеющее консольную оправку со сферической головкой, на которой установлены основной и прижимной фланцы со стопорным кольцом для базирования и фиксации угла поворота инструмента [1].
Недостатками этого устройства являются сложность и трудоемкость изготовления сферической головки оправки и сопрягаемого с ней сферического отверстия фланца, невозможность регулировки с целью совмещения плоскости симметрии шлифовального круга с центром сферической головки оправки при сборке, что приводит к смещению центра масс и появлению дисбаланса, вызывающего самовозбуждение автоколебаний, которые резко снижают точность и качество обработки. Устройство не позволяет возбуждать параметрические колебания, облегчающие съем материала, стружкообразование и улучшение самозатачивания зерен, тем более управлять вибрациями и устранять автоколебания.
В качестве прототипа выбрано устройство для крепления шлифовального круга на шпинделе под углом к плоскости его вращения, осуществляемое с помощью двух съемных косых под углом α фланцев и гайки, при этом центральное отверстие круга выполнено под углом α к торцу [2].
Недостатком этого устройства является невозможность повышения качества и производительности обработки, особенно трудношлифуемых склонных к прижогам материалов, которые можно улучшить, например, наложением вибраций. Устройство не позволяет возбуждать параметрические колебания, облегчающие съем материала, стружкообразование и улучшение самозатачивания зерен, тем более управлять вибрациями и устранять автоколебания.
Задачей изобретения является расширение технологических возможностей путем возбуждения нормальных вибраций и управление ими с использованием шлифовальных кругов с аксиально-смещенным режущим слоем, а также повышение качества и производительности обработки.
Это достигается с помощью предлагаемого устройства для крепления шлифовального круга под углом к плоскости вращения шпинделя, содержащего два съемных косых под углом α фланца, гайку и шлифовальный круг с центральным отверстием, выполненным под углом α к торцам, при этом устройство снабжено плотно входящей в отверстие шлифовального круга втулкой с высотой, равной высоте круга, запрессованной во втулке шайбой с отверстием в виде сферы и плотно сидящим на шпинделе кольцом, имеющим наружную поверхность в виде сферы и размещенным в сферическом отверстии шайбы с образованием вместе с ней шарнира, при этом сферы шайбы и кольца выполнены радиусом R с центром в точке пересечения плоскости симметрии шлифовального круга с осью шпинделя. Кроме того, устройство снабжено упругим элементом, состоящим из двух втулок с косыми под углом α буртиками и с завулканизированными металлическими вкладышами, при этом шлифовальный круг установлен на шпинделе посредством упругого элемента, а упомянутый шарнир расположен между втулками упругого элемента.
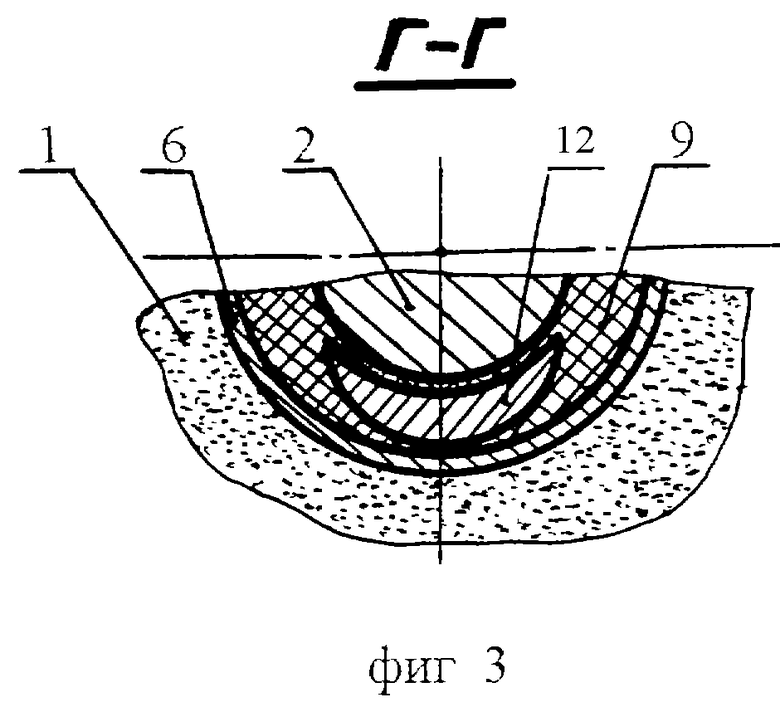
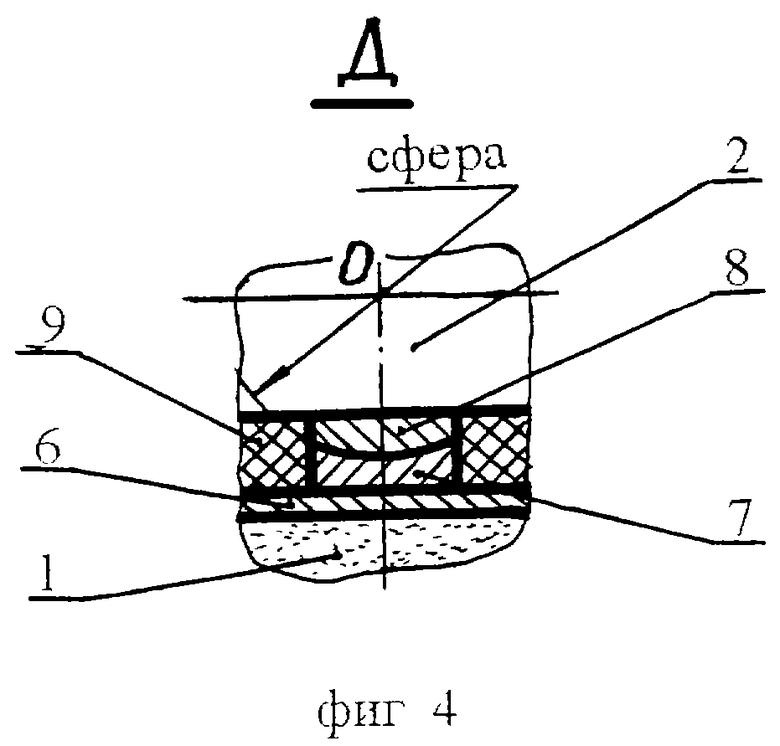
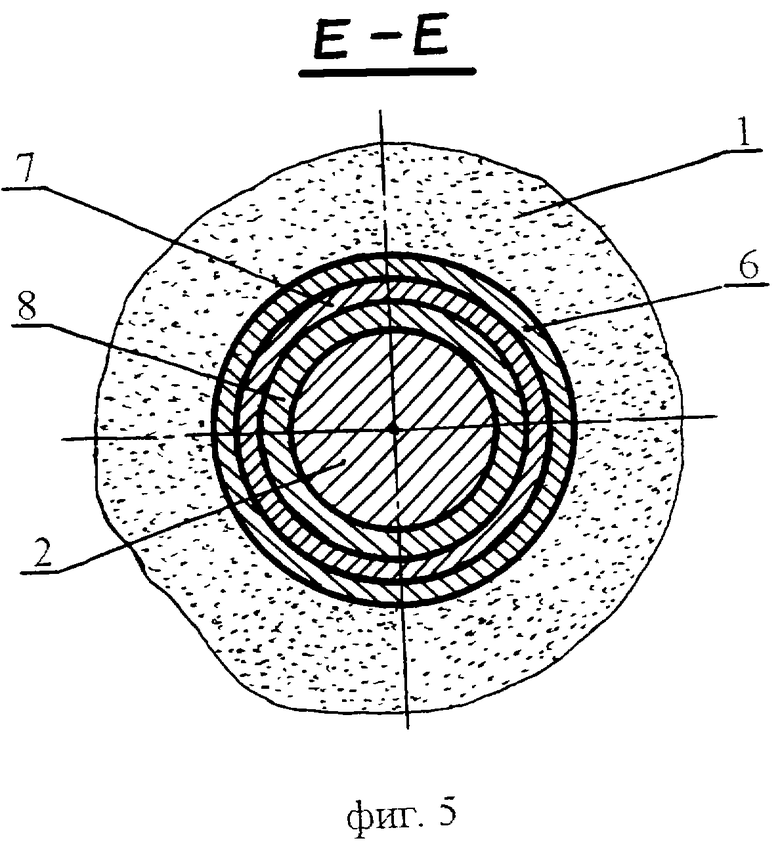
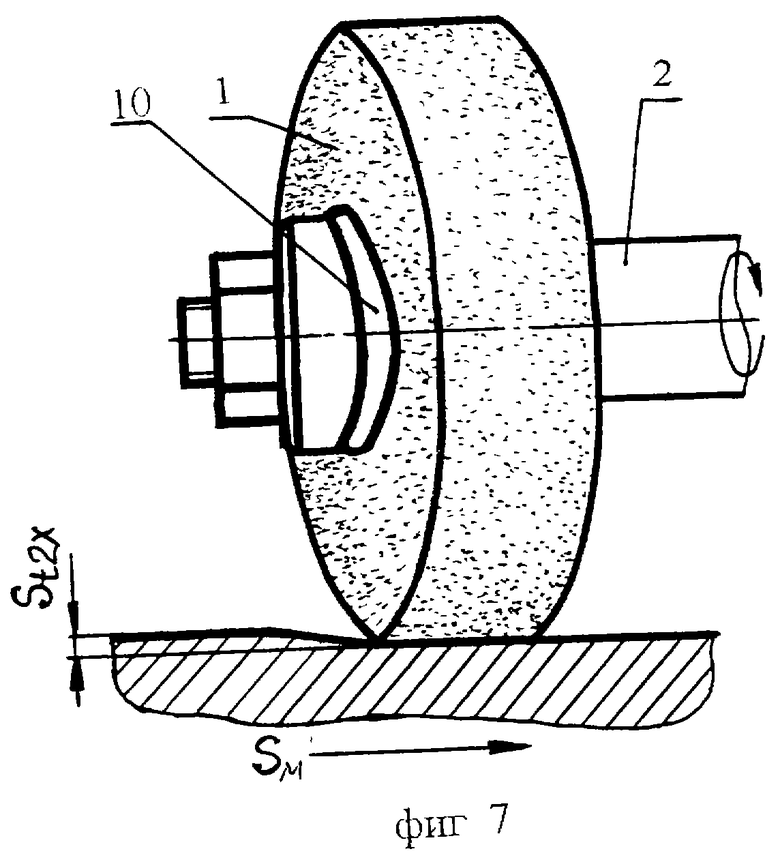
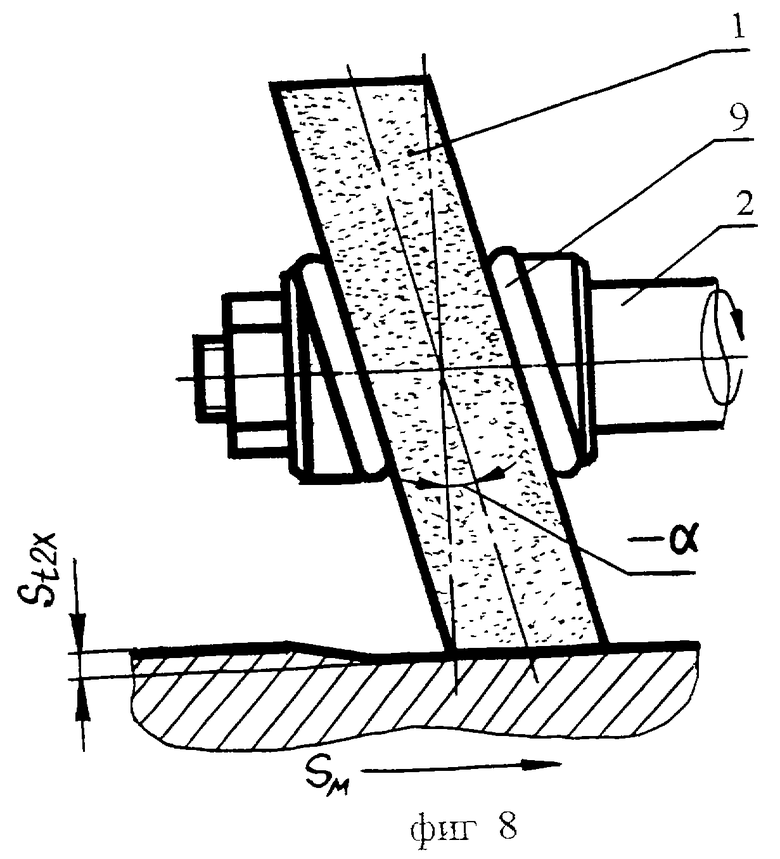
На фиг. 1 изображены инструмент и устройство для его крепления на шпинделе; на фиг.2 - вид Б на фиг. 1; на фиг. 3 - сечение Г-Г на фиг.1; на фиг.4 - элемент Д на фиг. 1; на фиг. 5 - сечение Е-Е на фиг. 1; на фиг. 6.7 и 8 изображены схемы съема припуска в различных положениях [соответственно (+α); α = 0; (-α)] шлифовального круга.
Устройство для крепления шлифовального круга 1 под углом α плоскости вращения шпинделя 2 содержит два съемных косых под углом α фланца 3 и 4 и гайку 5. Шлифовальный круг имеет конструктивную особенность в виде центрального отверстия, выполненного под углом α к плоскопараллельным торцам. Устройство снабжено втулкой 6, плотно входящей в отверстие шлифовального круга 1, и высотой, равной высоте наклонного круга; шайбой 7, запрессованной во втулке 6, причем отверстие шайбы 7 выполнено сферическим радиусом R с центром в точке О пересечения плоскости симметрии шлифовального круга 1 с осью шпинделя 2; кольцом 8, которое плотно сидит на шпинделе 2 и имеет сферическую наружную поверхность радиусом R с центром в точке пересечения плоскости симметрии шлифовального круга с осью шпинделя 2, и расположено в сферическом отверстии шайбы 7. Шайба 7, неподвижно связанная с шлифовальным кругом, и кольцо 8, неподвижно сидящее на шпинделе 2, образуют шарнир с центром в точке О, относительно которого шлифовальный круг может поворачиваться и изменять угол наклона α. Шлифовальный круг установлен на шпинделе 2 на упругом элементе, состоящем из двух резиновых втулок 9 и 10 с косыми под углом α буртиками. В местах, где буртики образуют острый угол с цилиндрической частью резиновых втулок, завулканизированы металлические вкладыши II и 12, которые имеют форму полумесяца круглого сечения и служат ограничителем при изменении угла наклона α шлифовальным кругом.
Втулки 9 и 10 расположены с двух торцов упомянутого шарнира и при зажиме гайки 5 заполняют пространство в отверстии шлифовального крута, центрируя последний относительно шпинделя 2.
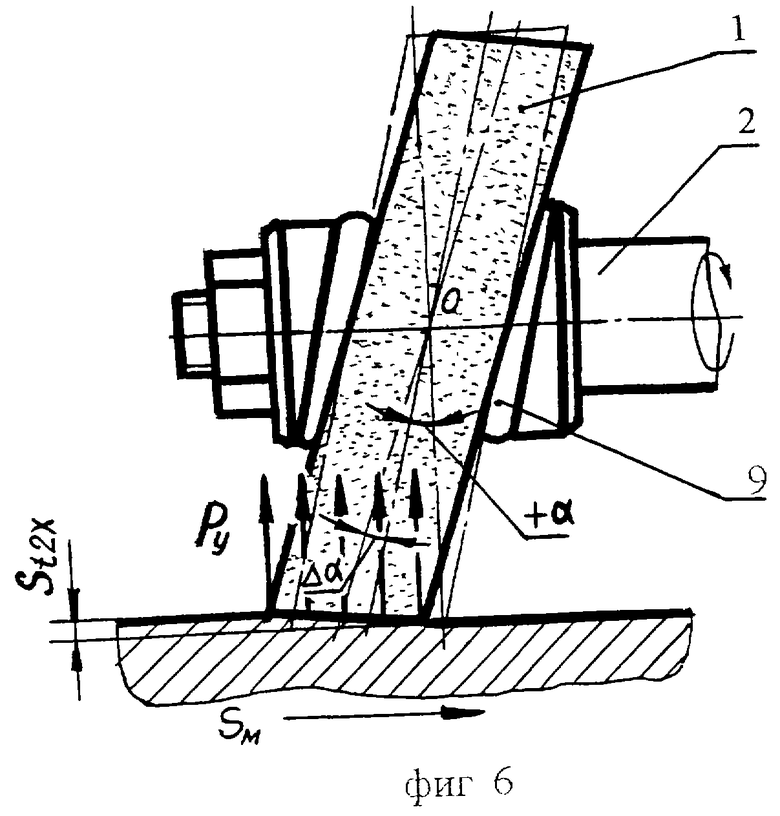
Угол наклона шлифовального круга выбирают из расчета, во-первых, максимального плеча опрокидывающей силы Pу относительно центра О (фиг. 6) и, во-вторых, непрерывности процесса резания осциллирующим аксиально-смещенным режущим слоем в поперечном сечении по формуле
α ≥ arctg(Bα/Dпр);
где Bα и Dпр - высота и наружный диаметр шлифовального правленного круга, установленного под углом α к плоскости вращения.
При α = arctg (B α /Dпр) наружный периферийный слой осциллирует с амплитудой A = Bα.
Работа шлифовального круга, закрепленного с помощью предлагаемого устройства, заключается в следующем.
В положении (+α), когда зона резания переместилась в крайнее левое положение, согласно фиг. 6, сила Pу, действующая в нормальном направлении, стремится повернуть круг относительно центра О пересечения плоскости симметрии шлифовального круга и оси шпинделя. Упругие втулки 9 и 10 и сферический шарнир, состоящий из шайбы 7 и кольца 8, способствуют действующей опрокидывающей силе P, и круг поворачивается на дополнительный угол Δα, зависящий от свойств упругих элементов, размера и характеристики шлифовального круга, глубины шлифования, твердости материала изделия и других факторов. При входе в это положение и выходе аксиально-смещенный режущий слой круга работает как заборный конус, осуществляя предварительное черновое шлифование.
При дальнейшем вращении круга относительно оси шпинделя при приближении его к положению α = 0 (фиг. 7) плечо опрокидывающего момента силы Pу стремится к нулю и производится чистовое обычное шлифование. За один оборот шлифовального круга таких положений два.
В крайнем правом положении зоны резания (фиг. 8) при угле наклона (-α) шлифовальный круг не будет поворачиваться на дополнительный угол Δα, как в положении (+α). Во-первых, потому что опрокидывающий момент силы Pу не действует, т.к. припуск уже снят или будет минимальный, и опрокидывающий момент не способен преодолеть упругость втулок 9 и 10. Во-вторых, металлические вкладыши 11 и 12, которые служат ограничителями, заполняя зазор в отверстии шлифовального круга между втулкой 6 и шпинделем 2, воспрепятствуют дополнительному повороту круга.
В этом положении идет процесс выхаживания ранее обработанной поверхности. Здесь на этапе выхаживания вступает в работу неизношенная и незасаленная предшествующим шлифованием часть циклично повторяющегося участка круга, чем обеспечивается точность обработки и улучшение шероховатости поверхности.
Как видно, устройство позволяет осуществить послойный съем припуска и совместить черновые и чистовые проходы, что повышает производительность и одновременно на половину снижает теплонапряженность процесса шлифования благодаря осцилляции зоны резания.
Предлагаемое устройство является как бы возбудителем параметрических колебаний с частотой, равной частоте вращения круга, а процесс шлифования можно отнести к вибрационному высокоэффективному энергосберегающему способу, периодически изменяющему глубину шлифования, но не изменяющему нормальное давление в зоне обработки по причине ее осцилляции. Послойный съем металла облегчает резание, не уступает по производительности высокоскоростному шлифованию и обеспечивает более высокое качество обработанной поверхности и позволяет в несколько раз сократить расход энергии на резание и трение в опорах шпинделя.
Возбуждение колебаний при традиционном вибрационном шлифовании обычно осуществляется с помощью магнитострикционных и электромагнитных вибраторов. Предлагаемое устройство способствует возбуждению параметрических нормальных колебаний силой, действующей в осциллирующей зоне контакта инструмента и заготовки при использовании кругов с аксиально-смещенным режущим слоем без затрат энергии на возбуждение колебаний.
Устройство для крепления шлифовального круга позволяет вести обработку с использованием всей периферийной рабочей части инструмента с сохранением преимуществ процесса прерывистого шлифования. Использование всей периферийной рабочей части инструмента повышает его размерную и общую стойкость, а в совокупности с совмещением чернового и чистового проходов и выхаживания - производительность и качество обработки.
Таким образом, при использовании предлагаемого устройства, обеспечивающего наложение нормальных колебаний на процесс шлифования, облегчается съем материала и стружкообразование и полностью подавляются автоколебания, благодаря чему улучшается качество обработанной поверхности, в несколько раз повышается производительность обработки и уменьшается расход энергии на резание и трение по сравнению с аналогичными показателями при традиционном шлифовании.
Предлагаемое устройство эффективно может реализоваться на малых и средних станках малой жесткости и заменять высокоскоростное шлифование.
Устройство наиболее целесообразно использовать при обработке заготовок мачтой жесткости из труднообрабатываемых сплавов на малых станках вместо традиционного шлифования, при котором возбуждаются интенсивные автоколебания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146600C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188116C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200083C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2164852C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188117C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ПОНИЖАЮЩЕГО ТЕМПЕРАТУРУ ШЛИФОВАНИЯ | 2001 |
|
RU2199429C1 |

Изобретение относится к машиностроению и может быть использовано при обработке деталей шлифовальными и полировальными кругами, иглофрезами и раскатниками, дисковыми фрезами и другим подобным инструментом. Устройство содержит два съемных косых под углом α фланца, гайку и шлифовальный круг с центральным отверстием, выполненным под углом α к торцам. В отверстие шлифовального круга плотно входит втулка высотой, равной высоте круга. Во втулке запрессована шайба с отверстием в виде сферы радиусом R. На шпинделе плотно установлено кольцо, имеющее наружную поверхность в виде сферы радиусом R и расположенное в сферическом отверстии шайбы, образуя вместе с ней шарнир. При этом центры сферы шайбы и кольца размещены в точке пересечения плоскости симметрии шлифовального круга с осью шпинделя. Шлифовальный круг установлен на шпинделе на упругом элементе, состоящем из двух втулок с косыми под углом α буртиками. Во втулках завулканизированы металлические вкладыши. Упомянутый шарнир расположен между упругими втулками. При использовании устройства облегчаются съем материала и стружкообразование и полностью подавляются автоколебания, а также улучшается качество обработанной поверхности и повышается производительность обработки. 1 з.п. ф-лы, 8 ил.
| Сборный шлифовальный круг | 1984 |
|
SU1194662A2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2102220C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2094215C1 |
| Устройство для крепления шлифовального круга | 1988 |
|
SU1611714A1 |
| Планшайба для крепления шлифовального круга | 1976 |
|
SU776903A1 |
| Планшайба для крепления шлифовального круга | 1987 |
|
SU1454669A1 |
| Топливный бак трактора с дизельным двигателем | 1983 |
|
SU1206130A1 |
| CH 670063 A5, 12.05.1989. | |||
