Изобретение относится к измерительной технике, а именно к сборке магнитного преобразователя угла, осуществляющего измерения угловых размеров при эксплуатации в условиях повышенных нагрузок.
Известен способ сборки фотоприемных устройств, заключающийся в клеевой сборке основных узлов, склейке фоточувствительных элементов с элементами конструкции на основе полимерных материалов, RU №2301478 C1, H01L 31/18, 2007.06.20.
Известна установка регулировочных прокладок в магнитном преобразователе, содержащем корпус с базовой поверхностью, шарикоподшипники, вал, цилиндрический магнит, плату обработки, установленную на базовой поверхности корпуса, магниточувствительный элемент, размещенный на плате обработки, при этом регулировочные прокладки устанавливают между корпусом и платой обработки в процессе проведения регулировочных операций и не вынимают после проведения всех регулировочных работ, RU №72319 U1, G01B 7/30, Н01L 43/04, 2008.04.10.
Известен магнитный преобразователь угла, содержащий корпус, шарикоподшипники, установленные в корпусе, вал, цилиндрический магнит, закрепленный на валу, плату обработки и магниточувствительный элемент, расположенный на плате обработки с зазором по отношению к магниту, RU №74463 U1, G01B 7/30, Н01L 43/04, 2008.06.27.
Известен способ сборки многогранного зеркального сканера путем введения в центральное базовое отверстие технологического цилиндра, SU №1553941 A1, G02B 26/10, 1990.03.30.
Данное техническое решение принято в качестве «ближайшего аналога» настоящего изобретения.
Сборку в «ближайшем аналоге» проводят путем введения в центральное базовое отверстие устройства технологического цилиндра, а в радиальные пазы устройства - шпонок, проведения технологических операций по сборке и удаления технологического цилиндра и шпонок после ее окончания. Операции по сборке в «ближайшем аналоге» имеют функциональные ограничения, определяемые конструктивными особенностями собираемого устройства, при этом производится установка деталей только одного типа - зеркальных призм в радиальном направлении.
В основу настоящего изобретения положено решение задачи, позволяющей повысить производительность сборки, упростить установку базовых узлов и расширить использование функциональных приспособлений для обеспечения надежности сборки и эксплуатации преобразователя.
Технический результат настоящего изобретения заключается в использовании приспособлений для установки платы обработки, цилиндрического магнита, выполненных в виде двух технологических цилиндров, соответственно, с возможностью удаления их после сборки, и ограничительного устройства для цилиндрического магнита, выполненного в виде ограничительного цилиндрического элемента, закрепленного в вале, а также в проведении последовательных операций сборки с ними.
Согласно изобретению эта задача решается за счет того, что комплект приспособлений для сборки магнитного преобразователя угла, содержащего корпус, шарикоподшипники, установленные в корпусе, вал с базовым торцем, выполненный с центральным отверстием, цилиндрический магнит с внешним и внутренним основаниями, закрепленный в центральном отверстии вала, плату обработки и магниточувствительный элемент, расположенный на плате обработки с зазором по отношению к внешнему основанию цилиндрического магнита, включает установочное устройство в виде технологического цилиндра.
Приспособления содержат установочные устройства в виде технологических цилиндров для платы обработки и цилиндрического магнита и ограничительное устройство цилиндрического магнита в виде ограничительного цилиндрического элемента, закрепленного в вале, технологический цилиндр для платы обработки с контактным и установочным основаниями выполнен из немагнитного материала, технологический цилиндр для цилиндрического магнита с контактным и установочным основаниями выполнен из магнитного материала, и ограничительный цилиндрический элемент, соответствующий глубине центрального отверстия вала, одна из плоских поверхностей которого сопряжена с внутренним основанием цилиндрического магнита, выполнен из немагнитного материала, при этом технологические цилиндры для платы обработки и для цилиндрического магнита соизмеримы с центральным отверстием вала.
Кроме того, технологический цилиндр для платы обработки снабжен технологическим фланцем.
Кроме того, технологический цилиндр для цилиндрического магнита снабжен технологическим фланцем.
Согласно изобретению эта задача решается за счет того, что способ сборки известного магнитного преобразователя угла осуществляют с помощью установочных устройств в виде технологических цилиндров для платы обработки и цилиндрического магнита, выполненных с контактными и установочными основаниями, соизмеримых с центральным отверстием вала и снабженных технологическими фланцами, и ограничительного устройства цилиндрического магнита в виде ограничительного цилиндрического элемента, закрепленного в вале.
Технологический цилиндр для платы обработки устанавливают в центральном отверстии вала до соприкосновения контактного основания с базовым торцем вала, доводят магниточувствительный элемент до соприкосновения с установочным основанием технологического цилиндра, проводят приклейку платы обработки и после полимеризации клея технологический цилиндр для платы обработки вынимают, затем на установочное основание технологического цилиндра для цилиндрического магнита устанавливают цилиндрический магнит соосно с ним, в центральное отверстие вала в зоне установки цилиндрического магнита вводят клей и технологический цилиндр с цилиндрическим магнитом до соприкосновения контактного основания с базовым торцем вала, после полимеризации клея технологический цилиндр для цилиндрического магнита вынимают, а ограничительный цилиндрический элемент устанавливают в центральное отверстие вала до соприкосновения одной из его плоских поверхностей с внутренним основанием цилиндрического магнита, проводят приклейку и полимеризацию клея, при этом установку технологического цилиндра для платы обработки, технологического цилиндра для цилиндрического магнита и ограничительного цилиндрического элемента проводят последовательно.
Кроме того, технологический цилиндр для платы обработки устанавливают в центральном отверстии вала до соприкосновения его технологического фланца с базовым торцем вала.
Кроме того, технологический цилиндр для цилиндрического магнита устанавливают в центральном отверстии вала до соприкосновения технологического фланца с базовым торцем вала.
Заявителем не выявлены источники, содержащие информацию о технических решениях, идентичных настоящему изобретению, что позволяет сделать вывод о его соответствии критерию «новизна».
За счет реализации отличительных признаков изобретения (в совокупности с признаками, указанными в ограничительной части формулы) достигаются важные новые свойства объекта.
Наличие в комплекте установочных устройств в виде технологических цилиндров для платы обработки и цилиндрического магнита, имеющих возможность удаления их после сборки, и ограничительного устройства цилиндрического магнита в виде ограничительного цилиндрического элемента, закрепленного в вале, расширяет функциональное использование приспособлений.
Выполнение технологических цилиндров для платы обработки и цилиндрического магнита с контактными и установочными основаниями, используемыми при установке платы обработки и цилиндрического магнита, упрощает проведение операций при осевой установке узлов и повышает производительность сборки.
Выполнение ограничительного цилиндрического элемента, одна из плоских поверхностей которого сопряжена с внутренним основанием цилиндрического магнита, и устанавливаемого в центральное отверстие вала, повышает надежность установки и крепления магнита, т.е. всей сборки преобразователя.
Выполнение технологических цилиндров для платы обработки и для цилиндрического магнита, соизмеримых с центральным отверстием вала, обеспечивает совмещение технологических, установочных и контрольных базовых поверхностей, а это повышает производительность и повторяемость сборки.
Выполнение технологического цилиндра для платы обработки и ограничительного цилиндрического элемента из немагнитного материала, а технологического цилиндра для цилиндрического магнита из магнитного материала упрощает установку платы обработки и цилиндрического магнита, а значит, повышает надежность проведения сборки.
Приклейка платы обработки, цилиндрического магнита, осуществляемые посредством проведения установочных работ с помощью соответствующих технологических цилиндров и приклейка ограничительного цилиндрического элемента (при последующих полимеризациях клея) обеспечивают надежность осевой установки элементов, сборки в целом и надежность эксплуатации преобразователя.
Последовательная установка технологического цилиндра для платы обработки, технологического цилиндра для цилиндрического магнита и ограничительного цилиндрического элемента позволяет обеспечить пооперационное проведение операций, упростить сборку и повысить ее производительность.
Наличие у технологических цилиндров для платы обработки и для цилиндрического магнита технологических фланцев и присоединение их до соприкосновения с базовым торцем вала при установочных работах обеспечивает необходимый зазор между магнитом и магниточувствительным элементом, что повышает надежность проведения сборочных операций, не требует сложных технологических приспособлений.
Заявителю не известны какие-либо публикации, которые содержали бы сведения о влиянии отличительных признаков изобретения на достигаемый технический результат. В связи с этим, по мнению заявителя, можно сделать вывод о соответствии заявляемого технического решения критерию «изобретательский уровень».
Сущность изобретения поясняется чертежами, где изображены:
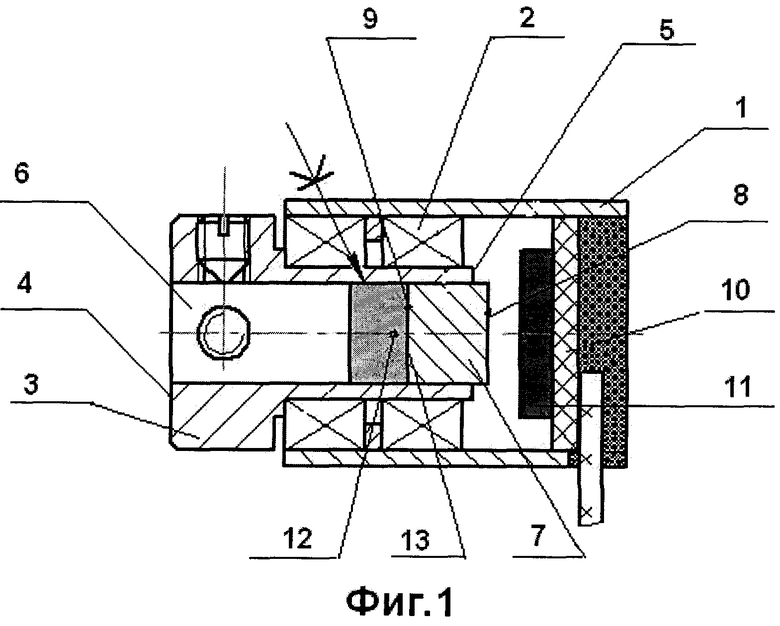
на фиг.1 - магнитный преобразователь угла в сборе;
на фиг.2 - магнитный преобразователь угла с установочным устройством для платы обработки;
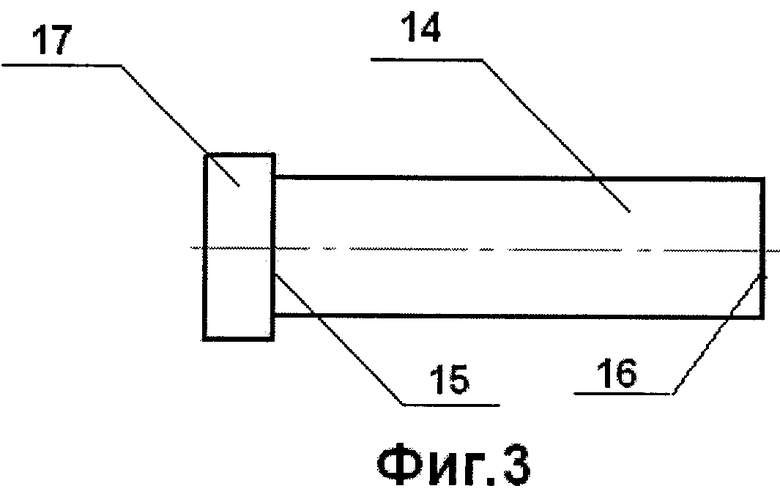
на фиг.3 - технологический цилиндр для платы обработки;
на фиг.4 - магнитный преобразователь угла с установочным устройством для цилиндрического магнита;
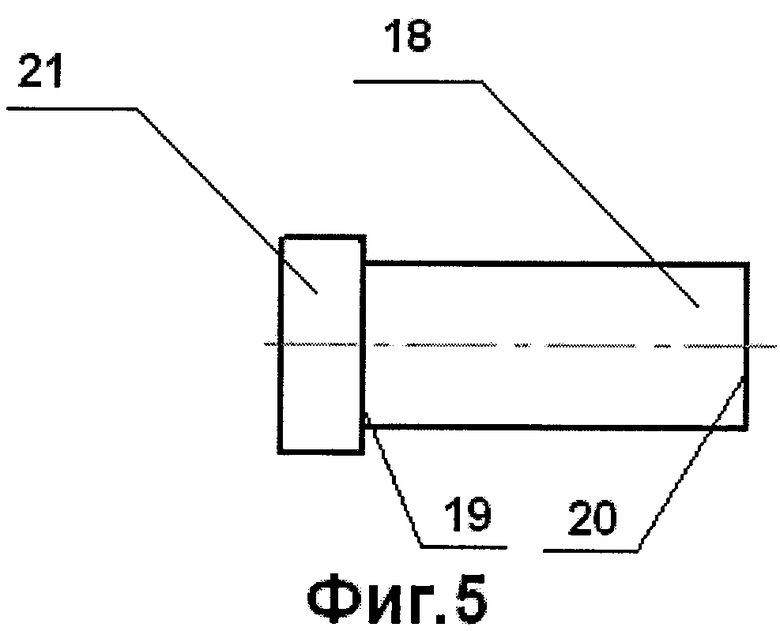
на фиг.5 - технологический цилиндр для цилиндрического магнита. Магнитный преобразователь угла содержит:
Корпус - 1.
Шарикоподшипники (в корпусе 1) - 2.
Вал - 3,
базовый торец (вала 3) - 4,
торец (вала 3) - 5,
центральное отверстие (в вале 3) - 6.
Цилиндрический магнит (в отверстии 6 вала 3) - 7,
внешнее основание (магнита 7) - 8,
внутреннее основание (магнита 7) - 9.
Плату обработки - 10.
Магниточувствительный элемент (на плате обработки 10) - 11.
Приспособления комплекта для сборки магнитного преобразователя угла содержат:
Ограничительное устройство в виде ограничительного цилиндрического элемента - 12,
плоскую поверхность (ограничительного цилиндрического элемента 12) - 13.
Установочное устройство в виде технологического цилиндра (для платы обработки 10) - 14,
контактное основание (цилиндра 14) - 15,
установочное основание (цилиндра 14) - 16,
технологический фланец (цилиндра 14) - 17.
Установочное устройство в виде технологического цилиндра (для магнита 7) - 18,
контактное основание (цилиндра 18) -19,
установочное основание (цилиндра 18) - 20,
технологический фланец (цилиндра 18) - 21.
Приспособления содержат установочные устройства в виде технологического цилиндра 14 для платы обработки 10 и технологического цилиндра 18 для цилиндрического магнита 7 и ограничительное устройство цилиндрического магнита 7 в виде ограничительного цилиндрического элемента 12.
Технологические цилиндры 14, 18 для платы обработки 10 и цилиндрического магнита 7 выполнены с контактными 15, 19 и установочными 16, 20 основаниями, соответственно.
Технологические цилиндры 14, 18 соизмеримы с центральным отверстием 6 вала 3. Осевой размер технологического цилиндра 14 для платы обработки 10 больше осевого размера технологического цилиндра 18 для цилиндрического магнита 7.
Технологический цилиндр 14 для платы обработки 10 и ограничительный цилиндрический элемент 12 выполнены из немагнитного материала, а технологический цилиндр 18 для цилиндрического магнита 7 - из магнитного материала.
Технологические цилиндры 14, 18 снабжены технологическими фланцами 17, 21, соответственно.
Ограничительный цилиндрический элемент 12 закреплен в вале 3 и соответствует глубине центрального отверстия 6 вала 3. Одна из плоских поверхностей 13 ограничительного цилиндрического элемента 12 сопряжена с внутренним основанием 9 цилиндрического магнита 7. Осевой размер ограничительного цилиндрического элемента 12 меньше осевого размера вала 3.
Способ сборки магнитного преобразователя угла осуществляют следующим образом.
Технологический цилиндр 14 для платы обработки 10 устанавливают в центральном отверстии 6 вала 3 до соприкосновения контактного основания 15 (технологического фланца 18) с базовым торцем 4 вала 3. Магниточувствительный элемент 11 доводят до соприкосновения с установочным основанием 16 технологического цилиндра 14. Проводят приклейку платы обработки 10. После полимеризации клея технологический цилиндр 14 для платы обработки 10 вынимают.
На установочное основание 20 технологического цилиндра 18 для цилиндрического магнита 7 устанавливают цилиндрический магнит 7. Цилиндрический магнит 7 устанавливают соосно технологическому цилиндру 18. В центральное отверстие 6 вала 3 в зоне установки цилиндрического магнита 7 вводят клей и технологический цилиндр 18 с магнитом 7. Технологический цилиндр 18 после полимеризации клея вынимают.
Ограничительный цилиндрический элемент 18 устанавливают в центральное отверстие 6 вала 3 до соприкосновения его плоской поверхности 13 с внутренним основанием 9 цилиндрического магнита 7. Проводят приклейку и полимеризацию клея.
Установку технологического цилиндра 14 для платы обработки 10, технологического цилиндра 18 для цилиндрического магнита 7 и ограничительного цилиндрического элемента 12 проводят последовательно.
Предложенный магнитный преобразователь угла изготовлен промышленным способом в ОАО «СКБ ИС», проведена сборка опытной партии посредством предложенного комплекта приспособлений, и это, по мнению заявителя, обусловливает его соответствие критерию «промышленная применимость».
Заявляемое изобретение позволяет:
- повысить производительность сборки за счет использования простых технологических приспособлений;
- упростить установку базовых узлов за счет использования технологических цилиндров с заданными осевыми размерами;
- расширить использование функциональных приспособлений за счет использования двух установочных технологических цилиндров и ограничительного элемента, определяющего глубину центрального отверстия для крепления устройства пользователя;
- обеспечить надежность сборки за счет использования простых приспособлений для сборки;
- обеспечить надежность эксплуатации преобразователя за счет сборки его с комплектом приспособлений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесконтактный истинно двухосевой датчик угла поворота вала | 2014 |
|
RU2615612C2 |
| Способ изготовления накопителя информации для оперативного запоминающего устройства | 1981 |
|
SU1076948A1 |
| СПОСОБ СБОРКИ ГРОМКОГОВОРИТЕЛЯ | 1996 |
|
RU2098926C1 |
| Способ сборки электродинамического громкоговорителя | 1987 |
|
SU1700772A1 |
| ОПОРНЫЙ ЭЛЕМЕНТ ДЛЯ РАЗГРУЗКИ ЗЕРКАЛА ТЕЛЕСКОПА С ГЛУХИМИ ПОЛОСТЯМИ ОБЛЕГЧЕНИЯ И СПОСОБ ПРИКЛЕЙКИ ОПОРНЫХ ЭЛЕМЕНТОВ В ГЛУХИЕ ПОЛОСТИ | 2023 |
|
RU2815326C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193259C1 |
| Устройство для сборки электронногоблОКА чАСОВ | 1979 |
|
SU822139A1 |
| Чувствительный элемент волоконно-оптического гироскопа | 2023 |
|
RU2807020C1 |
| Устройство для сборки пакета магнитопровода с валом ротора | 1986 |
|
SU1534642A1 |
| ОПОРНО-ПРИВОДНОЕ УСТРОЙСТВО | 1999 |
|
RU2193703C2 |
Изобретения относятся к сборке магнитного преобразователя угла, осуществляющего измерения угловых размеров. Сущность: приспособления содержат установочные устройства в виде технологического цилиндра 14 для платы обработки 10 и технологического цилиндра 18 для цилиндрического магнита 7 и ограничительное устройство магнита 7 в виде ограничительного цилиндрического элемента 12. Технологические цилиндры 14, 18 выполнены с контактными 15, 19 и установочными 16, 20 основаниями. Технологический цилиндр 14 и ограничительный цилиндрический элемент 12 выполнены из немагнитного материала, а технологический цилиндр 18 - из магнитного материала. Для сборки технологический цилиндр 14 устанавливают в центральном отверстии 6 вала 3 до соприкосновения контактного основания 15 с базовым торцом 4 вала 3. Магниточувствительный элемент 11 доводят до соприкосновения с установочным основанием 16. Проводят приклейку платы обработки 10 и после полимеризации клея технологический цилиндр 14 вынимают. На установочное основание 20 технологического цилиндра 18 устанавливают цилиндрический магнит 7 соосно с установочным основанием 20, в центральное отверстие 6 вала 3 вводят клей и технологический цилиндр 18 с магнитом 7, после полимеризации клея технологический цилиндр 18 вынимают. Ограничительный цилиндрический элемент 18 устанавливают в центральное отверстие 6 вала 3 до соприкосновения его плоской поверхности 13 с внутренним основанием 9 цилиндрического магнита 7. Проводят приклейку и полимеризацию клея. Технический результат: повышение производительности сборки, упрощение установки, обеспечение надежности сборки. 2 н. и 4 з.п. ф-лы, 5 ил.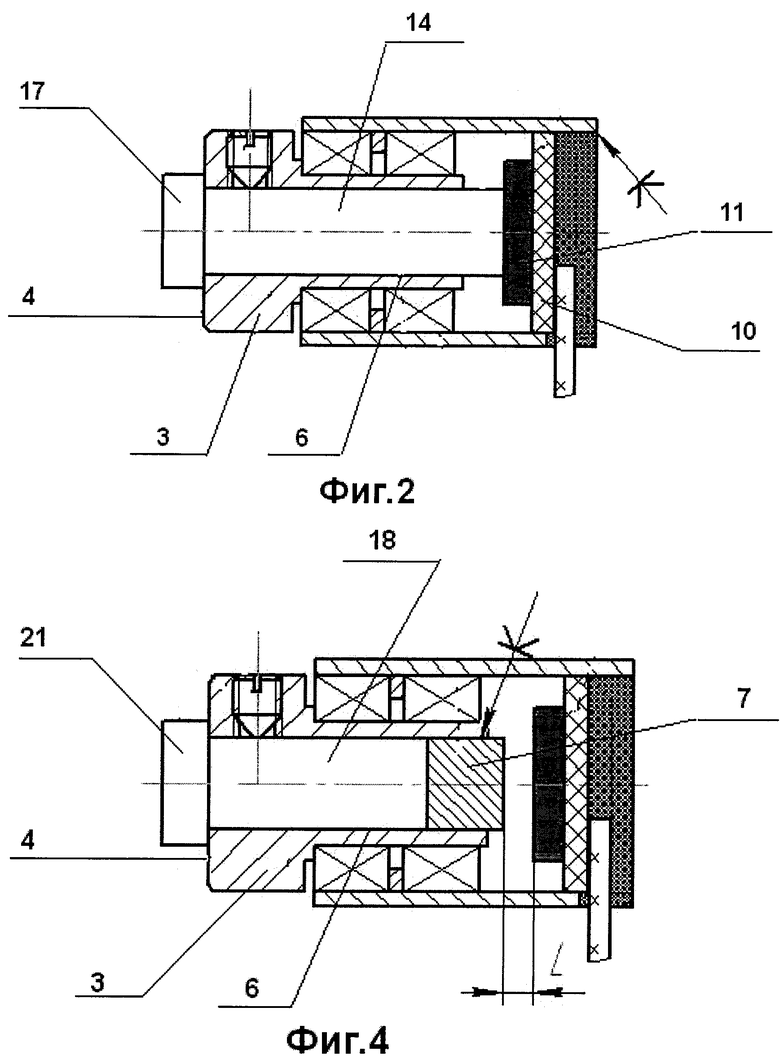
1. Комплект приспособлений для сборки магнитного преобразователя угла, содержащего корпус, шарикоподшипники, установленные в корпусе, вал с базовым торцем, выполненный с центральным отверстием, цилиндрический магнит с внешним и внутренним основаниями, закрепленный в центральном отверстии вала, плату обработки и магниточувствительный элемент, расположенный на плате обработки с зазором по отношению к внешнему основанию цилиндрического магнита, включающий установочное устройство в виде технологического цилиндра, отличающийся тем, что приспособления содержат установочные устройства в виде технологических цилиндров для платы обработки и цилиндрического магнита и ограничительное устройство цилиндрического магнита в виде ограничительного цилиндрического элемента, закрепленного в вале, технологический цилиндр для платы обработки с контактным и установочным основаниями выполнен из немагнитного материала, технологический цилиндр для цилиндрического магнита с контактным и установочным основаниями выполнен из магнитного материала, и ограничительный цилиндрический элемент, соответствующий глубине центрального отверстия вала, одна из плоских поверхностей которого сопряжена с внутренним основанием цилиндрического магнита, выполнен из немагнитного материала, при этом технологические цилиндры для платы обработки и для цилиндрического магнита соизмеримы с центральным отверстием вала.
2. Комплект по п.1, отличающийся тем, что технологический цилиндр для платы обработки снабжен технологическим фланцем.
3. Комплект по п.1, отличающийся тем, что технологический цилиндр для цилиндрического магнита снабжен технологическим фланцем.
4. Способ сборки магнитного преобразователя угла, содержащего вал с базовым торцем, выполненный с центральным отверстием, цилиндрический магнит с внешним и внутренним основаниями, закрепленный в центральном отверстии вала, ограничительный цилиндрический элемент, соответствующий глубине центрального отверстия вала и имеющий поверхность, сопрягаемую с внутренним основанием цилиндрического магнита, плату обработки и магниточувствительный элемент, расположенный на плате обработки с зазором по отношению к внешнему основанию цилиндрического магнита, осуществляющийся с помощью установочных устройств в виде технологических цилиндров для платы обработки и цилиндрического магнита, выполненных с контактными и установочными основаниями, соизмеримых с центральным отверстием вала и снабженных технологическими фланцами, и ограничительного устройства цилиндрического магнита в виде ограничительного цилиндрического элемента, закрепленного в вале, отличающийся тем, что технологический цилиндр для платы обработки устанавливают в центральном отверстии вала до соприкосновения контактного основания с базовым торцем вала, доводят магниточувствительный элемент до соприкосновения с установочным основанием технологического цилиндра, проводят приклейку платы обработки и после полимеризации клея технологический цилиндр для платы обработки вынимают, затем на установочное основание технологического цилиндра для цилиндрического магнита устанавливают цилиндрический магнит соосно с ним, в центральное отверстие вала в зоне установки цилиндрического магнита вводят клей и технологический цилиндр с цилиндрическим магнитом до соприкосновения контактного основания с базовым торцем вала, после полимеризации клея технологический цилиндр для цилиндрического магнита вынимают, а ограничительный цилиндрический элемент устанавливают в центральное отверстие вала до соприкосновения одной из его плоских поверхностей с внутренним основанием цилиндрического магнита, проводят приклейку и полимеризацию клея, при этом установку технологического цилиндра для платы обработки, технологического цилиндра для цилиндрического магнита и ограничительного цилиндрического элемента проводят последовательно.
5. Способ по п.4, отличающийся тем, что технологический цилиндр для платы обработки устанавливают в центральном отверстии вала до соприкосновения его технологического фланца с базовым торцем вала.
6. Способ по п.4, отличающийся тем, что технологический цилиндр для цилиндрического магнита устанавливают в центральном отверстии вала до соприкосновения технологического фланца с базовым торцем вала.
| Способ сборки многогранного зеркального сканера | 1986 |
|
SU1553941A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННОГО ЗЕРКАЛЬНОГО СКАНЕРА | 1994 |
|
RU2080636C1 |
| Буквопечатающий асинхронный телеграфный аппарат | 1945 |
|
SU72320A1 |
| Конденсатор для измерения влажности материалов | 1946 |
|
SU72319A1 |
| ЭЛЕКТРОИСКРОВОЙ СПОСОБ КРИВОЛИНЕЙНОЙ РЕЗКИ МЕТАЛЛА | 1948 |
|
SU74463A1 |
| Способ сборки электрической машины | 1978 |
|
SU741378A1 |
| US 7015688 B1, 21.03.2006. | |||

