Изобретение относится к технологическому оборудованию для сборки роторов электрических машин и может быть использовано в электротехнической промышленности.
Цель изобретения - повышение качества путем исключения деформации вала при сборке.
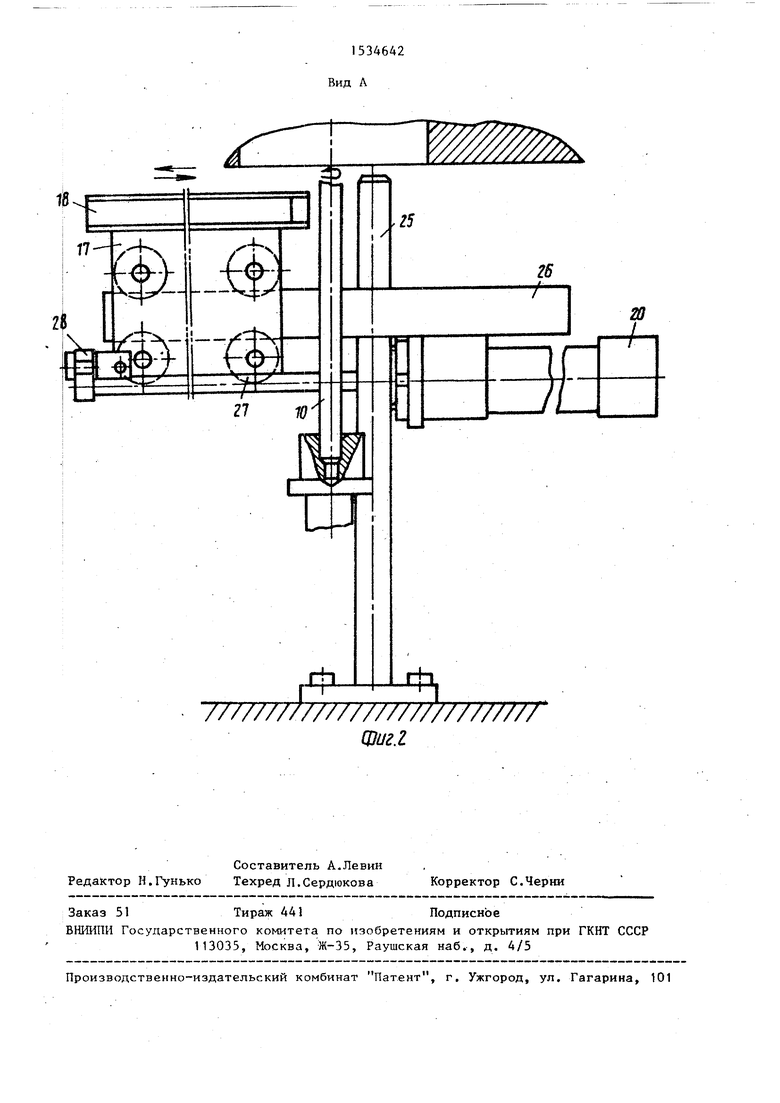
На фиг. 1 показано устройство для сборки пакета магнитопровода с ва- лом ротора, общий вид; на фиг. 2 - вид А на иг. 1.
Устройство для сборки пакета магнитопровода с валом ротора состоит из основания 1, на котором установлены верхняя 2 и нижняя 3 плиты, со- единенные между собой колонками 4, приспособление 5 для опрессовки пакета 6 магнитопровода с элементами 7 для ориентации и фиксации пакета совместно с приспособлением - спутником 8, приспособление 9 для установки вала 10, выполненное в виде базирующей втулки 11, закрепленной на штоке прес са 12.
На колонках 4 установлено средство 13 дозированного нанесения клея на поверхность вала 10, выполненное в виде иглы 14, соединенной с дозатором 15, а на нижней плите 3 установлено приспособление 16 для вращения вала 10, выполненное в виде каретки 17, которая имеет регулируемую в плоскости, перпендикулярной оси запрессовки, планку 18, выполненную из эластичного материала. Игла 14 и каретка 17 снабжены приводами 19 и 20 возвратно-поступательного горизонтального перемещения.
5
о
0
5
0
Приспособление 5 для опрессовки пакета магнитопровода 6 содержит размерную втулку 21, выполненную с базирующим отверстием 22 под вал 10, а также сменную опорную втулку 23, расположенную в отверстии плиты 2 и привода 24.
Приспособление 16 для вращения вала 10 содержит стойку 25 с закрепленной на ней направляющей 26, ко которой имеет возможность перемещаться каретка 17 с помощью роликов 27 от привода 20 посредством соединения через рычаг 28.
Устройство для сборки пакета магнитопровода с валом ротора работает в составе линии сборки якорей микродвигателей следующим образом (устройство может работать и автономно).
По команде с пульта управления гибкой автоматизированной сборочной линией (не показаны) по транспортеру на позицию1 сборки поступает приспособление-спутник с валом 10 (в случае автономного применения устройства вал 10 поштучно поступает из питателя) и через отверстие в сменной опорной втулке 23 вал 10 устанавливается с помощью толкателя (не показан)- в базовом отверстии 22 размерной втулки 2 1 , а своим торцом - в гнезде базирующей втулки 11, приспособление- спутник, перемещаясь по транспортеру, освобождает позицию сборки.
При установке вала 10 от датчика наличия вала (не показан) сигнал поступает в средство 13 дозированного нанесения клея, и привод 19 перемещает иглу 14 к валу 10.
Затем начинает перемещение каретка 17 от действия привода 20, и планка 18 из эластичного материала за счет фрикционных сил при соприкосновении с поверхностью вала 10 вращает его вокруг оси. Одновременно с началом вращения вала 10 от дозатора 15 доза клея через отверстие в игле 14 попадает на поверхность вала. После нанесения дозы клея каретка 17 и игла 14 возвращаются в исходное положение. В то же время по транспортеру на позицию сборки поступает приспособление-спутник 8 с пакетом 6 магнито- провода и от датчика наличия (не показан) пакета 6 - на позицию сборки, начинает движение вверх приспособление 5 для опрессовки пакета. Одновременно начинает движение и шток пресса 12 вместе с приспособлением 9 и валом 10.
За счет дросселирования подачи воздуха в приводе пресса 12 и приводах 24 приспособления 5 движение вала вверх происходит медленнее, поэтому сначала фиксирующие элементы 7 размерной втулки 21 точно ориентируют пакет 6 вместе с приспособлением- спутником 8 и путем прижима к торцу сменной опорной втулки 23 спрессовывают его. После опрессовки пакета 6 происходит запрессовка вала 10 до тех пор, пока верхний торец втулки 1 не дойдет до нижней поверхности размерной втулки 21, тем самым выдерживая требуемый (по чертежу собранного изделия) размер от торца вала 10 до торца пакета 6.
Далее приспособления 9 и 5 возвращаются в исходные положения, а вал 10 в сборе с пакетом 6 магнитопровода вместе с приспособлением-спутником 8 перемещается на следующую позицию сборки в линии, и так далее в автоматическом режиме работы.
Формула изобретения
1. Устройство для сборки пакета магнитопровода с валом ротора, содержащее неподвижные верхнюю и нижнюю
5 плиты, приспособление для опрессовки пакета с элементами для ориентации и фиксации пакета, приспособление для установки вала и ориентации его относительно пакета, о т л и ч а0 ю щ е е с я тем, что, с целью повышения качества путем исключения деформации вала при сборке, оно снабжено колонками, приспособлением нанесения клея на вал, выполненным в ви5 де иглы, соединенной с дозатором, расположенным на колонках и снабженным приводом возвратно-поступательного перемещения, приспособлением для вращения вала, выполненным в виде карет0 ки с планкой из эластичного материала и снабженным приводом возвратно-поступательного перемещения в направлении, перпендикулярном оси вала, при этом колонки жестко связаны с плитами.
2. Устройство по п. 1, отличающееся тем, что приспособление для опрессовки пакета содержит втулку для базирования вала.
5
Вид Л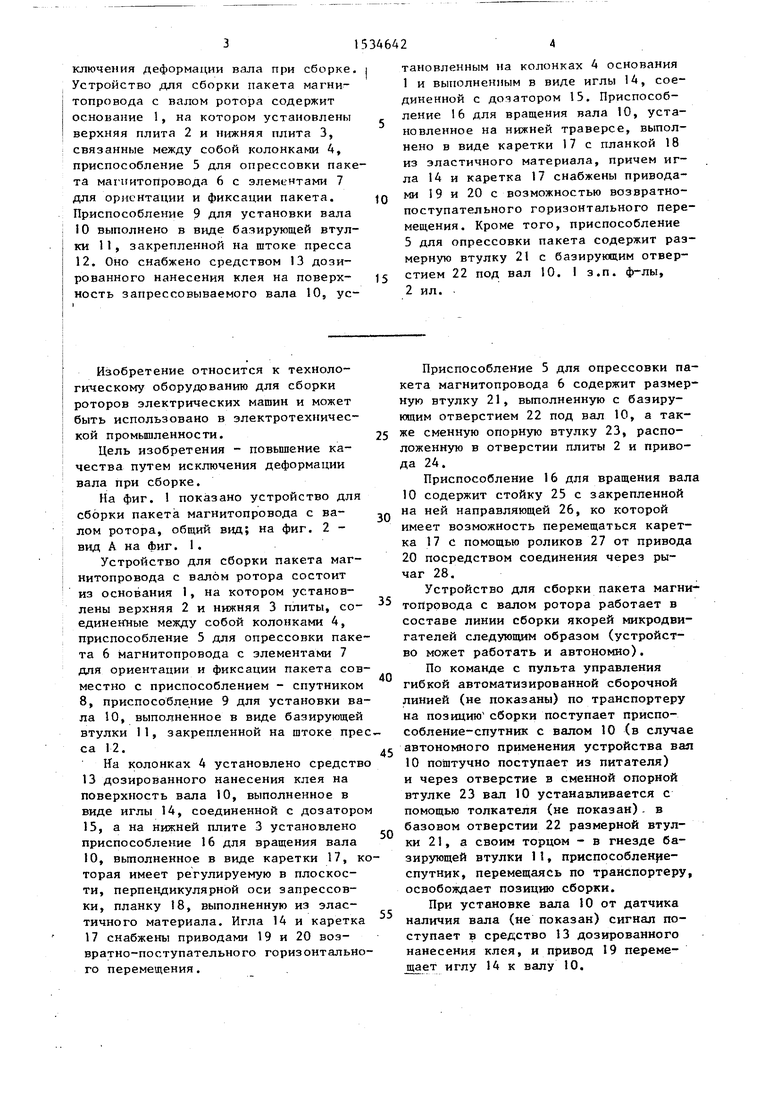
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сборки якоря электрической машины | 1988 |
|
SU1661921A1 |
| Автоматическая линия сборки роторов электрических машин | 1990 |
|
SU1830594A1 |
| Устройство для сборки пакета магнитопровода с валом ротора | 1981 |
|
SU1001328A1 |
| Автоматическая линия для изготовления пакетов магнитопроводов | 1980 |
|
SU970572A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1981 |
|
SU970573A1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1983 |
|
SU1176395A1 |
| Способ изготовления магнитопроводов и устройство для его осуществления | 1984 |
|
SU1216818A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Устройство для сборки магнитопроводов электрических машин | 1975 |
|
SU612349A1 |
| Установка для пропитки и сушки обмоток электрических машин | 1989 |
|
SU1705971A2 |
Изобретение относится к технологическому оборудованию для сборки роторов электрических машин и может быть использовано в электротехнической промышленности. Цель изобретения - повышение качества путем исключения деформации вала при сборке. Устройство для сборки пакета магнитопровода с валом ротора содержит основание 1, на котором установлены верхняя плита 2 и нижняя плита 3, связанные между собой колонками 4, приспособление 5 для опрессовки пакета магнитопровода 6 с элементами 7 для ориентации и фиксации пакета. Приспособление 9 для установки вала 10 выполнено в виде базирующей втулки 11, закрепленной на штоке пресса 12. Оно снабжено средством 13 дозированного нанесения клея на поверхность запрессовываемого вала 10, установленным на колонках 4 основания 1 и выполненным в виде иглы 14, соединенной с дозатором 15. Приспособление 16 для вращения вала 10, установленное на нижней траверсе, выполнено в виде каретки 17 с планкой 18 из эластичного материала, причем игла 14 и каретка 17 снабжены приводами 19 и 20 с возможностью возвратно-поступательного горизонтального перемещения. Кроме того, приспособление 5 для опрессовки пакета содержит размерную втулку 21 с базирующим отверстием 22 под вал 10. 1 з.п. ф-лы, 2 ил.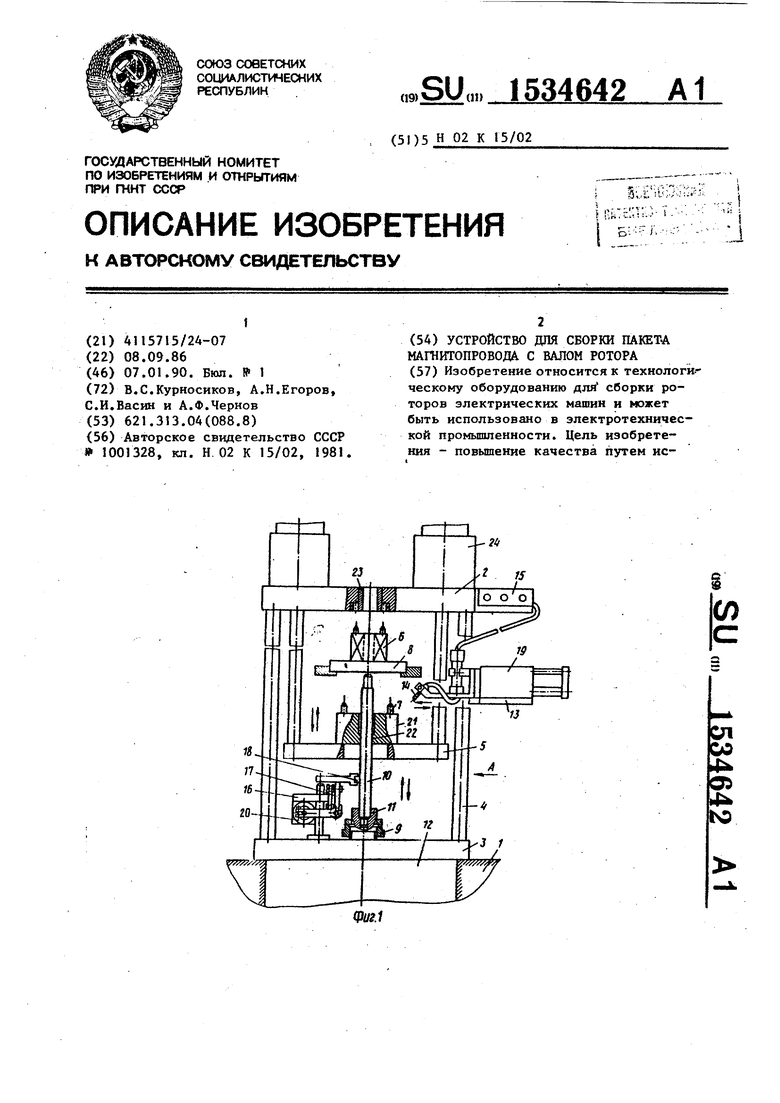
//////////////////////////V7
Шиг.1
| Устройство для сборки пакета магнитопровода с валом ротора | 1981 |
|
SU1001328A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
