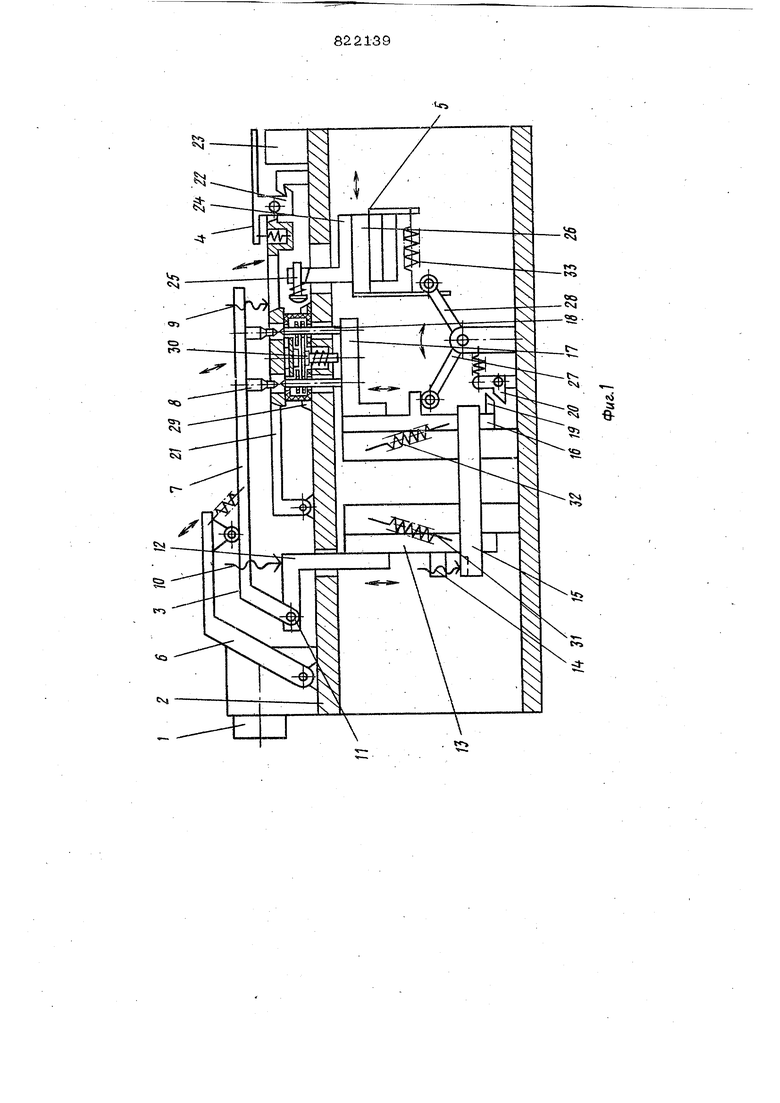
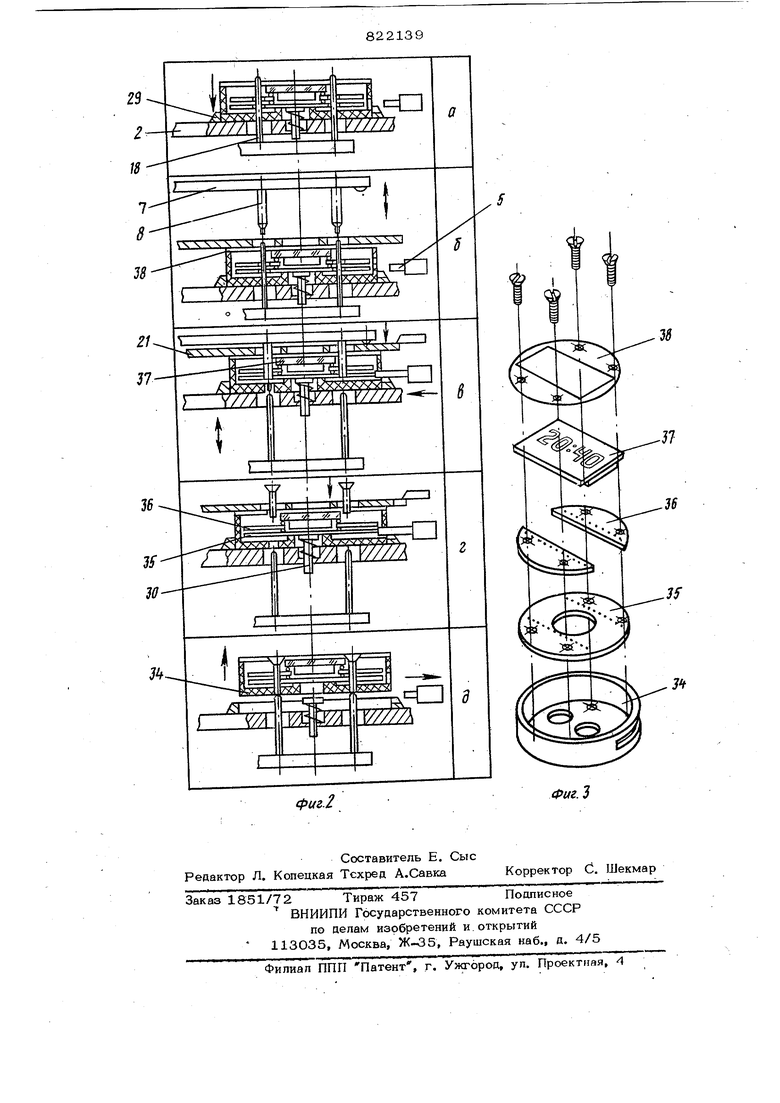
Изобретение относится к производству электронных часов, в частности к устройствам для сборки электронного блока часов. Известно устройство для сборки анкерных вилок, содержащее установочный стол с базовым отверстием, механизм при жима YJ. Наиболее близким по технической сущности к изобретению является устройство для сборки электронного блока часов, содержащее установочный стол, в котором выполнено гнездо для установки электронного блока, подпружиненные контакты подвода питания, механизм прижима электронного блока р. Однако недостатками данного устройства является отсутствие четкого, однозначного центрирования всех составных частей блока относительно друг друга, отсутствие промежуточной центровки блока, ввиду чего работу блока можно проконтролировать лищь после того, как полностью завернуты соединительные винты; отсутствие какого-либо устройства для подведения контактов к блоку. Указанные недостатки приводят к снижению качества сборки и производительности труда. Цель изобретения - повышение производительности труда и качества сборки. Для достижения поставленной цели устройство для сборки электронного блока часов снабжено механизмом контроля электронного блока и механизмом центровки . элементов электронного блока, который выполнен в виде расположенного над установЬчным столом рычага, один конец которого закреплен с возможностью поворота на первом кронштейне, установленном в первом отверстии установочного стола и жестко закрепленном на первой каретке, а на другом конце рычага расположены центраторы соосно ловителям, которые укреплены под установочным столом на втором кронштейне, жестко закрепленном на второй каретке, которая соединена планкой с первой каре1кой, при этом механизм конт- рол9. электронного ьлока выполнен в виде 38 третьей каретки, на которой расположен третий кронштейн с контактной головкой, установленный во втором отверстии становочного стопа, причем третья каретка соединена через второй и третий рычаги со второй кареткой. Кроме, того, центраторы выполнены ступенчатыми. На фиг, 1 приведена схема устройства; На фиг. 2 - технология операции сбор ки (на фиг. 2.а - положение составных частей блока, предварительно сбазированных при помощи ловителей; на фиг. 2,6положение центраторов механизма центровки непосредственно перед операцией центровки, с механизмом контроля, нахо- дящимся в исходном положении; на фиг. 2,в взаимное расположение механизмов центровки, прижима и контроля после окончания процесса центровки деталей блока; на фиг. 2;Г - положение, в котором механизм центровки отведен в.исходное положение, а в отверстия деталей блока вводятся винты; на фиг. 2 д - процесс возвращения вверх ловителей после окончания сборки блока, причем механизм.контроля снова возвращен в исходное положение); на фиг. 3 - составные части электронного блока. Устройство СОСТОИТ ИЗ привода 1 (фиг. l расположенного на установочном столе 2, механизма 3 центровки, механизма 4 при жима и механизма 5 контроля. Механизм 3 центровки состоит из верхнего рычага 6, рычага 7, несущего центраторы 8 и винт 9, посредством винта 10 и шарнира llj связанного с кронштейном 12 и установленного с возможностью поворота относительно шарнира 11. Кронштейн 12 установлен на каретке 13 и через винт 14 связан с планкой 15, закрепленной на каретке 16, несущей кронштейн 17 с .установленными в нем ловителями 18 и имеющей выступ 19 для взаимодействия с фиксатором 20. Механизм 4 прижима состоит из прижимной планки 21,. несущей фиксатор 22, связанный с магнитом 23. Механизм 5, контроля состоит из кро штейна 24, несущего контактну,ю головку с контактами 25, .который расположен на каретке 26, связанной через рычаги 27 и 28 с кареткой 16. Корпус установочного стола 2 имеет гнездо 29 для установки деталей блока и контакты Зр лля подведения к блоку питания, необходимо- .го для его контроля. Пружины служат для возвращения в исходное поло жение кареток 13 16 и 26 соответствен но. Электронный блок состоит из корпусе 9 34, платы 3-5, контактирующих сегментов 36,блока жидкокристаллического индикатора (ЖКИ) 37 и крышки . Устройство для сборки электронного блока часов работает следующим образом. -В исходном, положении верхний рычаг 6 (фиг. 1) механизма 3 центровки, рычаг 7 и прижимная планка 21 механизма 4 прижима отводятся в крайнее левое положение. При этом каретка 16 под действием пружины 32 перемещается вверх, вводя ловители 18 в гнездо 29 установочного стола (фиг. 2;а). В гнездо 29 последовательно устанавливаются корпус 34 электронного блока, плата 35, контактирующие сегменты 36, блок ЖКИ 37 и крышка 38 электронного блока, взаимная ориентация которых обеспечивается ловителями 18. После установки деталей блока прижимная планка 21 опускается на крышку 38 блока. Затем при помощи привода 1 передается крутящий момент к рычагу 6 механизма 3 центровки, который воздействуя на рычаг 7, несущий центраторы 8, поворачивает его вокруг шар. нира 11 до тех пор, пока винт Ю не придет в соприкосновение с кронштейном 12. Каретка 13, жестко связанная с кронштейном 12, начинает поступательно пе.ремещаться вниз и через винт 14 и планку 15 приводит в действие каретку 16, которая также перемещается вниз вместе с кронштейном 17 и ловителями 18, освобождая отверстия в деталях электронного блока для центраторов 8 механизма 3 центровки. Центраторы 8 механизма 3 центровки, двигаясь поступательно вслед за- опускающимися вниз ловителями 18, производят окончательную ориентацию крышки 38 блока (фиг. 2 б) блока ЖКИ 37, контактирующих сегментов 36 и платы 35 относительно корпуса 34. Опускаясь вниз, механизм 3 центровки через винт 9, закрепленный в рычаге 7, передает усилие на прижимную планку 21 механизма 4 прижима, заставляя ее сжимать детали собираемого блока (фиг. 2 в). В нижнем положении планка 21 фиксируется фиксатором 22. Во время движения вниз каретка 16 через рычаги 27 и 28 приводит в движение каретку 26 механизма 5 контроля, которая подводит контактную головку с контактами 25, закрепленную на кронштейне 24 к контактам Электронного блока. В крайнем нижнем по- ложении каретка 16 фиксируется фиксатором 2О, взаимодействующим с выступом 19, расположенным на каретке. После окончания прсщесса центровки механизм 3 центровки при помощи пружины 31 и привода 1 возвращается в исходное положение. После этого на подпружиненные контакты 30, расположенные в гнезде 29 корпуса установочного стопа 2 подается питание и при помощи контактной гоЛов ки с контактами 25. механизма 5 контроля производится проверка работоспособности блока (фиг. 2 г). В том случае, если блок оказывается годным, он оконча- тельно собирается при помощи винтов (фиг. 2 д) после чего посредством магни та 23 производится расфиксация механизма 4 прижима, и прижимная крышка 21 поворачивается влево, /освобождая блок. Затем отводится фиксатор 20, и каретка 16 под действием рружины 32 начинает перемещаться вверх, а механизм 5 контроля вправо, при этом ловители 18 выводят собранный блок из гнезда 29 в пла- те 2. В случае, если в процессе контроля выясняется, что одна из деталей электрон ного блока требует замены, то сначала отводится фиксатор 20, и ловители 18 снова вводятся в отверстия блока, а ме. ханизм 5 контроля отводится в исходное положение. Затем посредством магнита 23 освобождается механизм 4 прижима и прижимная крышка 21 поворачивается влево, освобождая блок. Производится замена негодной детали, крышка 21 опуска ется и вновь повторяется процесс центровки с последующим контролем и оконча тельной сборкой блока. Применение предлагаемого устройства в производстве электронных часов позволяет повысить производительность груда и качество сборки, поскольку механизм центровки деталей блока обеспечивает однозначную и надежную ориентацию детале блока относительно друг дpyгa механизм прижима обеспечивает надежную фиксацию деталей блока относительно друг друга без окончательной сборки блока, что позволяет производить контроль работы блок и замену неисправных деталей; наличие механизма контроля позволяет произво- дить оперативную проверку работоспособности блока. формула изобретения 1.Устройство для сборки электронного блока часов, содержащее установочный стол, в котором выполнено гнездо для установки электронного блока, подпружиненные контакты подвода питания, механизм прижима- электронного блока, отличающееся тем, 4TOi с целью повышения производительности труда и качества сборки, оно снабжено механизмом контроля электронного блока и механизмом центровки элементов электронного блока, который выполнен в виде расположенного над установочным столом рычага, один конец кото{Х)го закреплен с возможностью поворота на первом кронштейне, установленном в первом отверстии установочного стола и жестко закрепленном на первой каретке, а на другом конце рычага расположены центраторы соосно ловителям,, которые укреплены под установочнь1м столом на втором кронштейне, жестко закрепленном на второй каретке, которая соединена планкой с первой кареткой, при этом механизм контроля электронного блока выполнен в виде третьей каретки, на которой расположен третий кронштейн с контактной головкой, установ ленный во втором отверстии установочного стола, причем третья каретка соединена через второй и третий.рычаги со второй кареткой; 2.Устройство по п. 1, о т л и ч а-ю щ е е с я тем, что центраторы выполнены ступенчатыми. Р1СТОЧНИКК информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР N9 6О1654, кл. Q О4 О 3/О4, 1976. 2.Приспособление для сборки блока электронных часов., Сборочный чертеж 78ОО.886.1СБ, операционная каретка технологического процесса ЛРО 281.900ТК, лист 12 ПО Интеграл, Минск, 1078 (прототип).
4s
ем
«4 I
. «Ч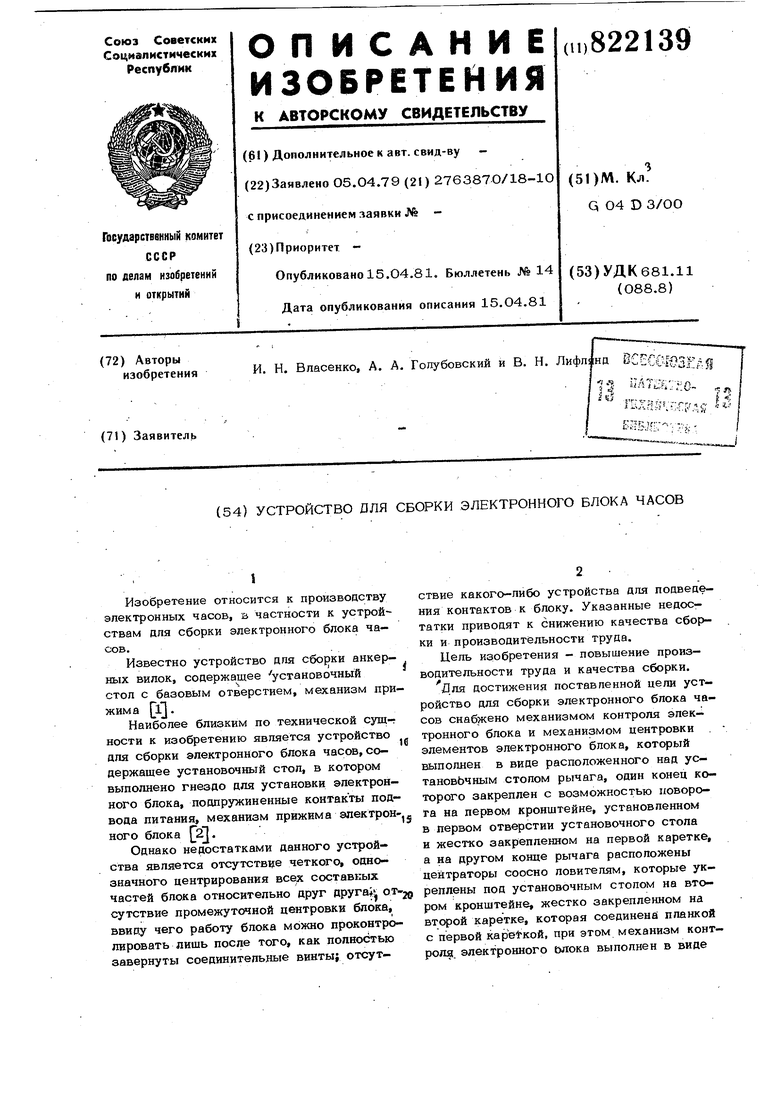
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Устройство для перемещения и фиксации перфорированной ленты | 1982 |
|
SU1029269A1 |
| НИТКОШВЕЙНАЯ МАШИНА И ЕЕ ШВЕЙНЫЙ МЕХАНИЗМ, МЕХАНИЗМ ПЕРЕНОСА НИТИ, МЕХАНИЗМ ПРОКОЛА И НИТЕПРОВОДЯЩИЙ МЕХАНИЗМ | 2004 |
|
RU2283774C2 |
| Устройство для сборки под сварку металлоконструкций | 1990 |
|
SU1738573A1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| Многооперационное устройство сАВТОМАТичЕСКОй СМЕНОй иНСТРуМЕНТА | 1978 |
|
SU831487A1 |
| Устройство для формирования настила ткани на закройном столе | 1988 |
|
SU1664705A1 |