Область техники, к которой относится изобретение
Изобретение относится к области литейного производства, конкретнее к центробежному электрошлаковому литью крупногабаритных деталей трубопроводной арматуры, в частности тройников для соединения участков труб.
Уровень техники
Наиболее широко для изготовления тройников, фитингов и других соединительных деталей трубопроводов применяют методы ковки и гидравлической холодной штамповки. Детали, полученные методом ковки, характеризуются высокими механическими свойствами. Получение таких деталей с небольшим условным проходом 80-100 мм осуществляется на прессах малой и средней мощности и не вызывает затруднений. Однако с увеличением условного прохода для ковки таких заготовок необходимо использовать мощное и дорогостоящее кузнечно-прессовое оборудование. При этом получаемая заготовка является цельной, и при формировании проходных отверстий значительное количество металла переходит в отходы.
Последняя проблема исключается в случае получения упомянутых деталей из трубной заготовки методом гидроштамповки, например, в известном способе изготовления равнопроходного патрубка, включающем отбортовку стенок предварительно вырезанного в заготовке овального отверстия и вытяжку горловины патрубка расположенным в заготовке пуансоном (см. заявку на изобретение №2004137702, МПК В21С 37/29, опубл. 2006.06.10). Однако в этом случае происходит истончение стенок детали в месте вытяжки патрубка, что снижает ее прочность и надежность.
Известен способ изготовления полых деталей с отводами, равнопрочных с исходной трубой (см. патент на изобретение №2205713, МПК В21С 37/29, опубл. 2003.06.10), используемых при монтаже трубопроводов высокого давления. Способ заключается в пластическом деформировании трубной заготовки под действием давления наполнителя на внутреннюю поверхность заготовки, при этом проблему истончения стенок решают путем торцевой осадки, осуществляемой одновременно с процессом деформирования. Однако этот способ, так же как и предыдущий, требует использования дорогостоящего гидравлического оборудования, а процесс изготовления является сложным и многостадийным.
Известно производство тройников высокого давления (до 25 МПа) с условным проходом 125 мм из стали 15ХСНД, используемых для газоконденсатных месторождений Севера, изготавливаемых методом центробежного электрошлакового литья (ЦЭШЛ), разработанным в институте электросварки им. Е.О.Патона (см. Электрошлаковая тигельная плавка и разливка металла. / под ред. Б.Е.Патона и Б.И.Медовара, Киев: Наукова думка, 1988 г., стр.123, 130). Достоинством метода является возможность получения высококачественных заготовок нужной формы с размерами, близкими к размерам готовой детали, сразу при их литье, минуя стадию изготовления трубной заготовки.
В качестве ближайшего аналога заявляемого способа принят способ изготовления заготовок тройников методом ЦЭШЛ, приведенный в справочнике: В.А.Ефимов, Специальные способы литья. - М.: Машиностроение, 1991 г., стр.413, рис.23. Способ включает подготовку жидкого металла методом электрошлакового переплава, заливку жидкого металла вместе со шлаком во вращающуюся вокруг вертикальной оси форму, содержащую сообщенные между собой основную формообразующую полость и полость, формирующую отвод, кристаллизацию металла и извлечение отливки. Заливку расплава в форму производят через полость, формирующую отвод, которая ориентирована вертикально, вдоль оси вращения, проходящей через нее. В этом случае форма сбалансирована относительно оси вращения, ось вращения совпадает с осью симметрии получаемой отливки, выполняется условие равновесия, соблюдение которого необходимо при центробежном литье фасонных деталей, к каковым относятся тройники.
Недостатком способа является получение цельной отливки, без проходных отверстий, следовательно, при формировании последних значительное количество ценного чистого металла пойдет в отходы. Решение проблемы экономного расходования металла особенно значимо в случае производства крупногабаритных заготовок с диаметром проходного отверстия 200-500 мм и более.
Раскрытие изобретения
Задачей заявляемого изобретения является решение проблемы экономичного использования металла при изготовлении методом ЦЭШЛ заготовок полых деталей с отводами, преимущественно тройников, большого диаметра, за счет формирования основной проходной полости одновременно с литьем заготовки.
Поставленная задача решена за счет того, что в способе изготовления заготовок полых деталей с отводами, преимущественно тройников, методом центробежного электрошлакового литья, включающем заливку расплава во вращающуюся вокруг вертикальной оси форму, содержащую сообщенные между собой основную формообразующую полость и полость, формирующую отвод, кристаллизацию металла и извлечение отливки, согласно заявляемому изобретению заливку расплава осуществляют в основную формообразующую полость формы, ориентированную вертикально, причем ось вращения проходит через упомянутую полость, а массу расплава, формирующего отвод, уравновешивают путем формирования на наружной поверхности отливки с противоположной отводу стороны, прибыльной части, рассчитанной из условия размещения центра масс отливки на оси вращения.
Под «основной формообразующей полостью» принята полость формы, формирующая часть заготовки, содержащую проходное отверстие, т.е. часть, соответствующую трубной заготовке.
В отличие от прототипа в заявляемом способе заливка расплава осуществляется непосредственно в основную формообразующую полость формы, ориентированную вертикально, т.е. вдоль проходящей через нее оси вращения. Такое решение позволяет уже при литье сформировать проходное отверстие детали, что особенно важно в случае изготовления крупногабаритной детали с проходным отверстием большого диаметра. Однако в отличие от известного центробежного литья цилиндрических деталей, которое также позволяет сформировать центральное проходное отверстие, в заявляемом способе расплав, попадая в полость, предназначенную для формирования отвода, вызывает дисбаланс формы.
Для уравновешивания формы относительно оси вращения в заявляемом способе осуществляют формирование прибыльной части (прибыли) на наружной поверхности отливки со стороны, противоположной отводу. Величину и расположение прибыльной части рассчитывают исходя из условия размещения центра масс отливки на оси вращения. Масса расплава, идущего на формирование прибыли, уравновешивает массу расплава, образующего отвод.
Для формирования прибыльной части на заготовке на рабочей стенке основной полости формы напротив полости, формирующей отвод, выполняют углубление, размеры и форму которого рассчитывают исходя из условия размещения центра масс получаемой отливки на оси вращения.
Таким образом, заявленный способ позволяет получить заготовку высокого качества с размерами, близкими к размерам готовой детали, с практически сформированными проходными отверстиями, требующими лишь незначительной механической доработки. Заявляемое изобретение позволяет значительно сократить расход металла и механической обработки, что способствует уменьшению трудоемкости и снижению себестоимости деталей.
Предлагаемый способ является простым и экономичным, а центробежная машина, реализующая этот способ, значительно дешевле и проще, чем соответствующее прессовое и гидравлическое оборудование.
Дополнительным положительным результатом заявляемого изобретения является простота варьирования, т.е. увеличения или уменьшения толщины стенки изделия.
Известно выполнение на отливке прибыльной части для питания отливки в процессе кристаллизации и исключения дефектов усадки и для предотвращения «захлебывания» струи металла в заливочном отверстии (см. Электрошлаковая тигельная плавка и разливка металла, под ред. Б.Е.Патона и Б.И.Медовара. Киев: Наукова Думка, 1988 г., стр.134; и справочник В.А.Ефимов, Специальные способы литья. / М.: Машиностроение, 1991 г., стр.408, рис.16).
В заявляемом же решении формирование прибыли осуществляют с целью уравновешивания отливки относительно оси вращения.
Предпочтительным является выполнение прибыльной части вытянутой по наружной поверхности отливки, при этом необходимым является соблюдение условия нахождения центра масс отливки на оси вращения. Вытягивая прибыльную часть, добиваются ее распределения на более широкую площадь поверхности отливки. В силу того, что решение предназначено для получения крупногабаритных деталей, то разница между размерами (диаметром и высотой) детали в целом и размерами отвода велика, следовательно, и прибыль, соответствующая отводу, значительно меньше размеров самой детали. При вытягивании такой прибыли и ее распределении по наружной поверхности отливки происходит только некоторое утолщение стенки детали при сохранении размера ее проходного отверстия. Это позволяет не производить последующего удаления прилива с заготовки, а подвергать механической обработке лишь внутреннюю поверхность, образующую проходное отверстие детали, размеры которого строго регламентируются. Незначительное же наружное утолщение стенок будет обеспечивать дополнительный запас прочности детали.
С целью облегчения извлечения отливки целесообразным является исполнение формы в виде состоящей из двух полуформ с горизонтальной плоскостью разъема.
Целесообразным является также использование вставки для формирования отверстия отвода, размещаемой между полуформами.
Краткое описание чертежей
Заявляемый способ изготовления заготовок полых деталей с отводами поясняется чертежами,
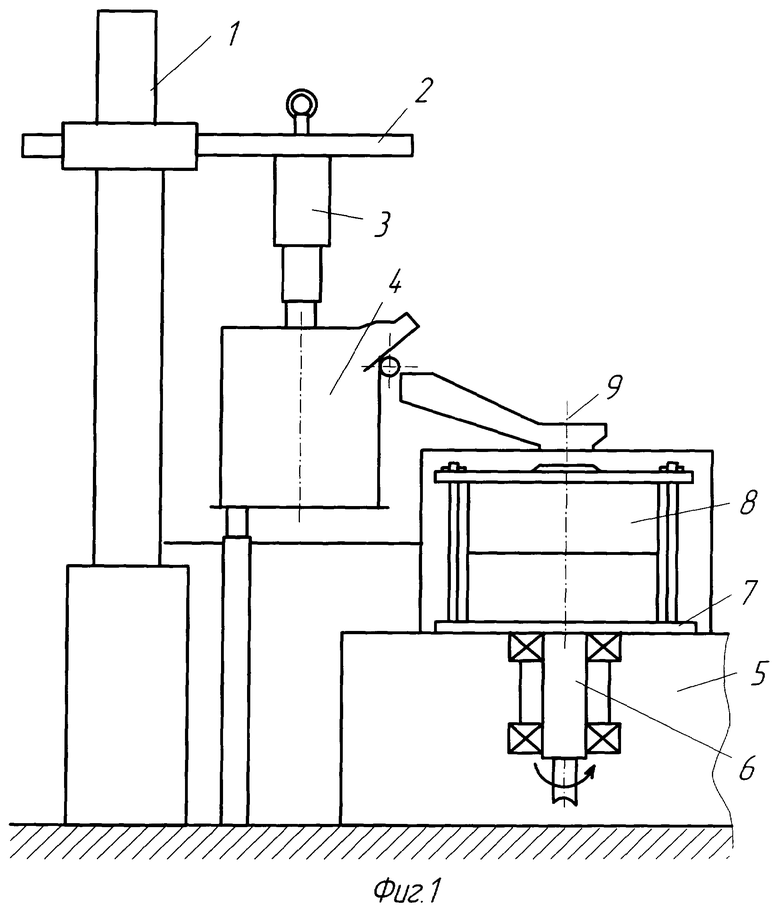
где на фиг.1 схематично показан общий вид устройства для осуществления способа;
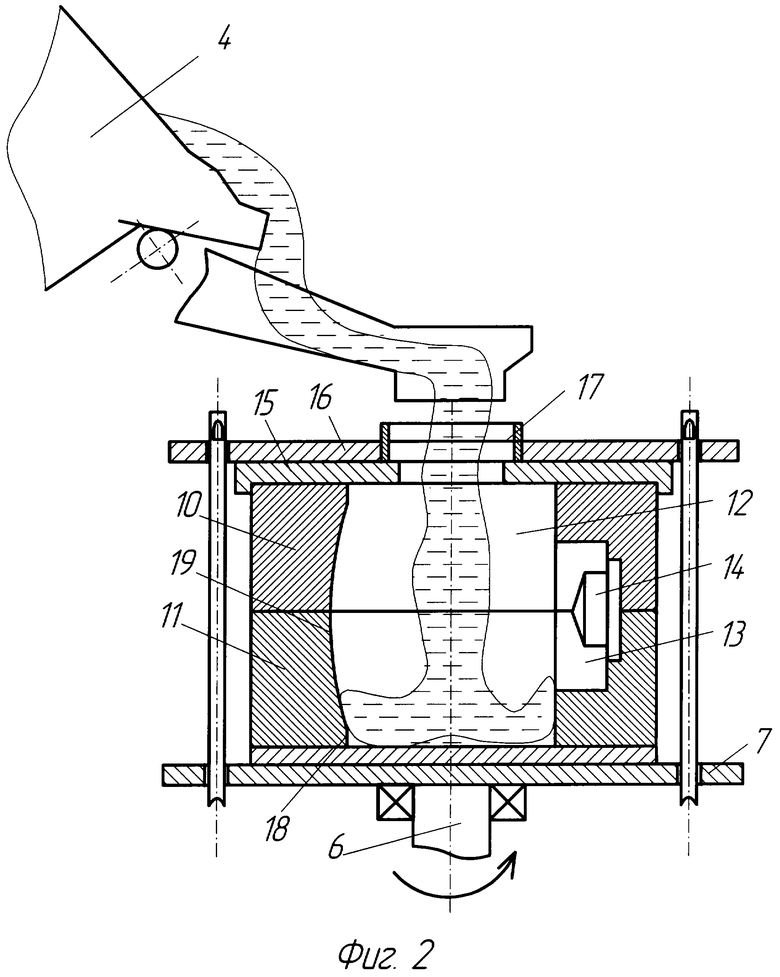
на фиг.2 показана литейная форма в разрезе (начало процесса заливки);
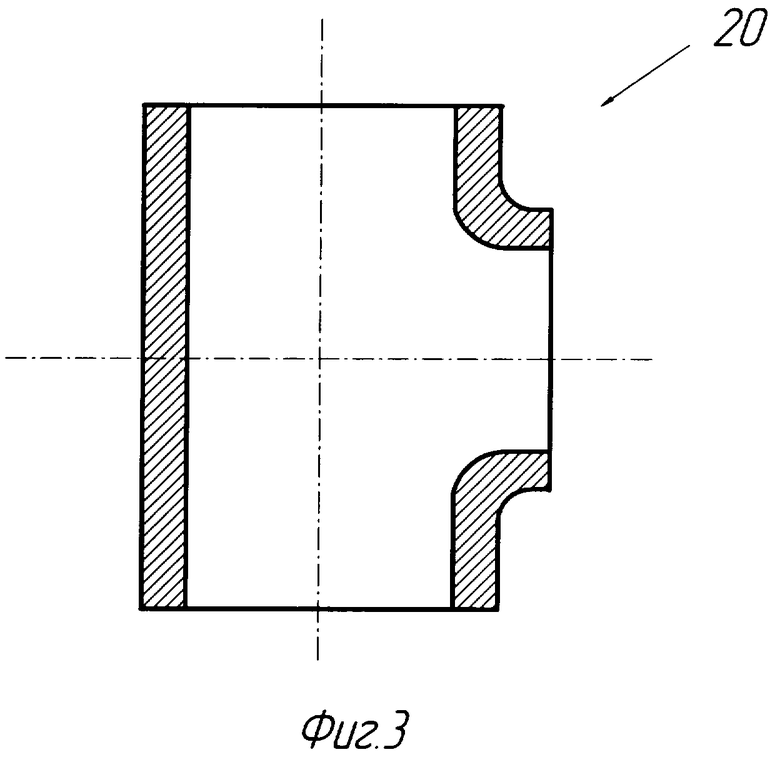
на фиг.3 - тройник, вид сбоку, в разрезе;
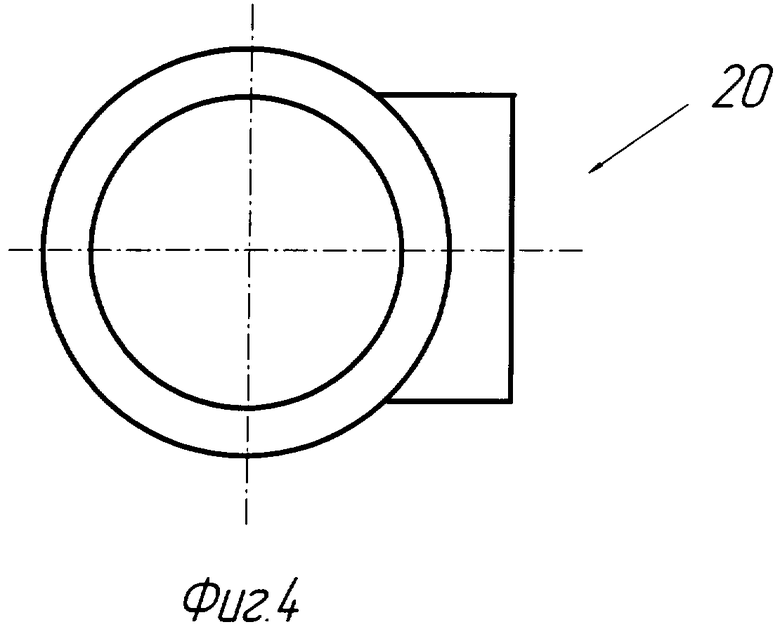
на фиг.4 - тройник, вид сверху;
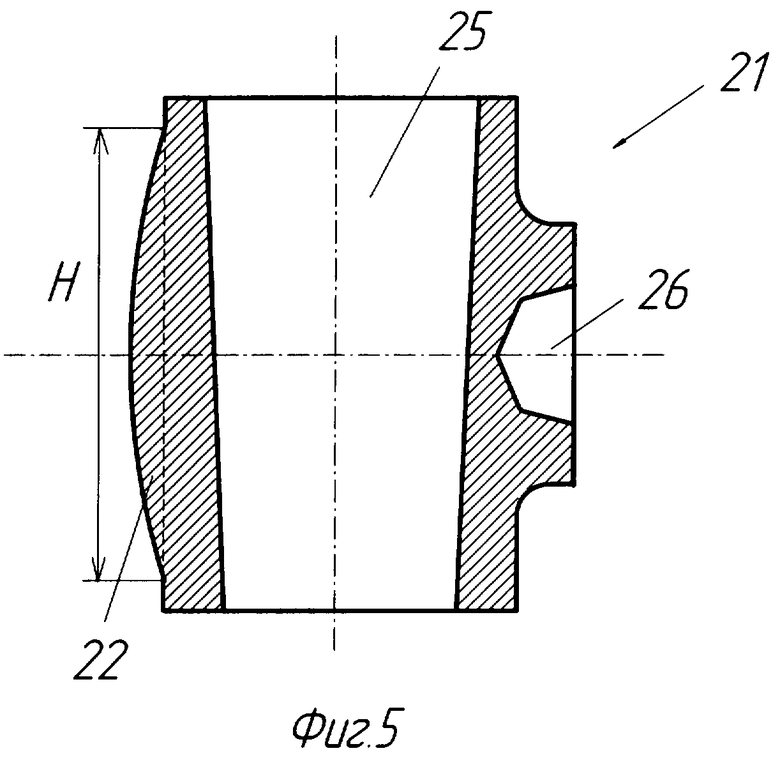
на фиг.5 - получаемая отливка, вид сбоку, в разрезе;
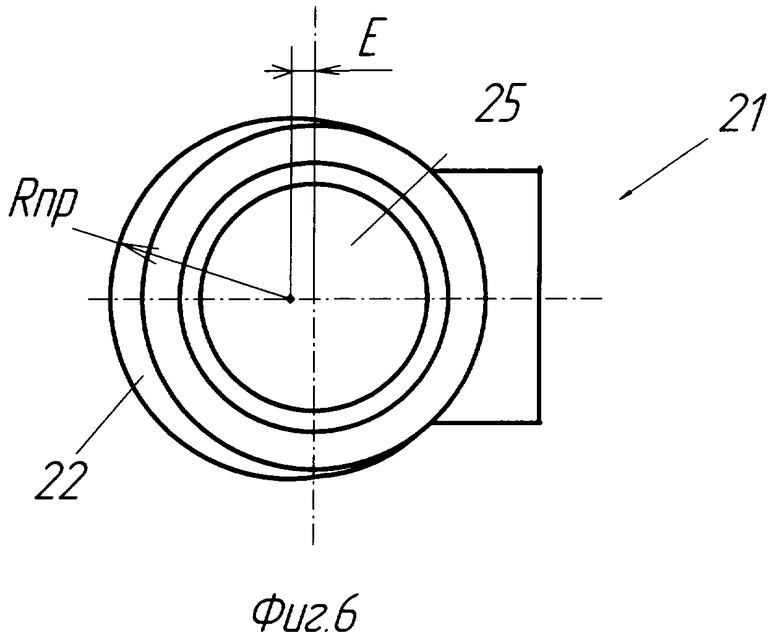
на фиг.6 - получаемая отливка, вид сверху;
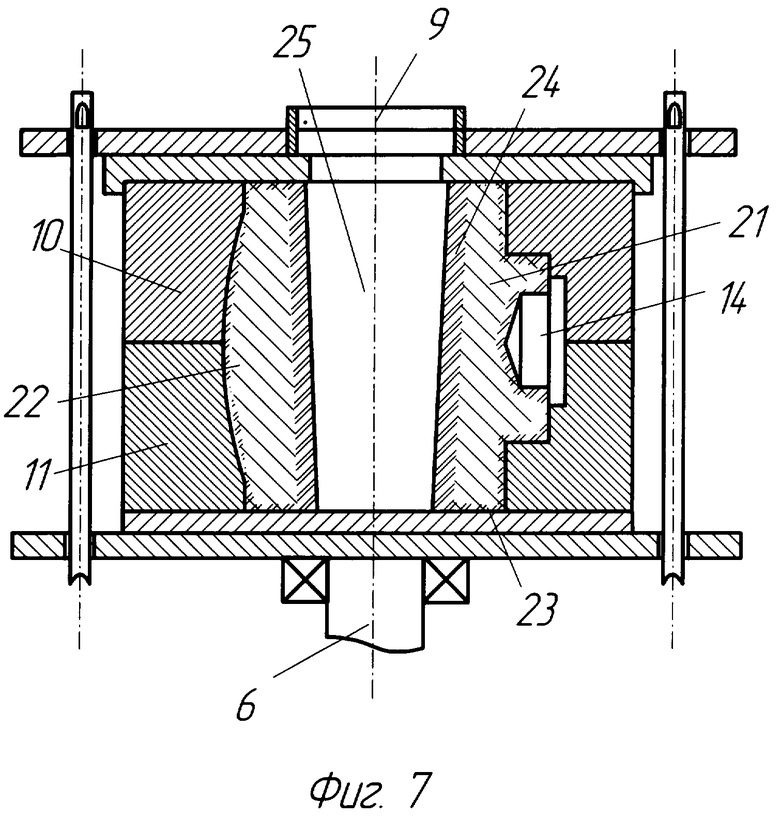
на фиг.7 - литейная форма в разрезе (процесс кристаллизации отливки);
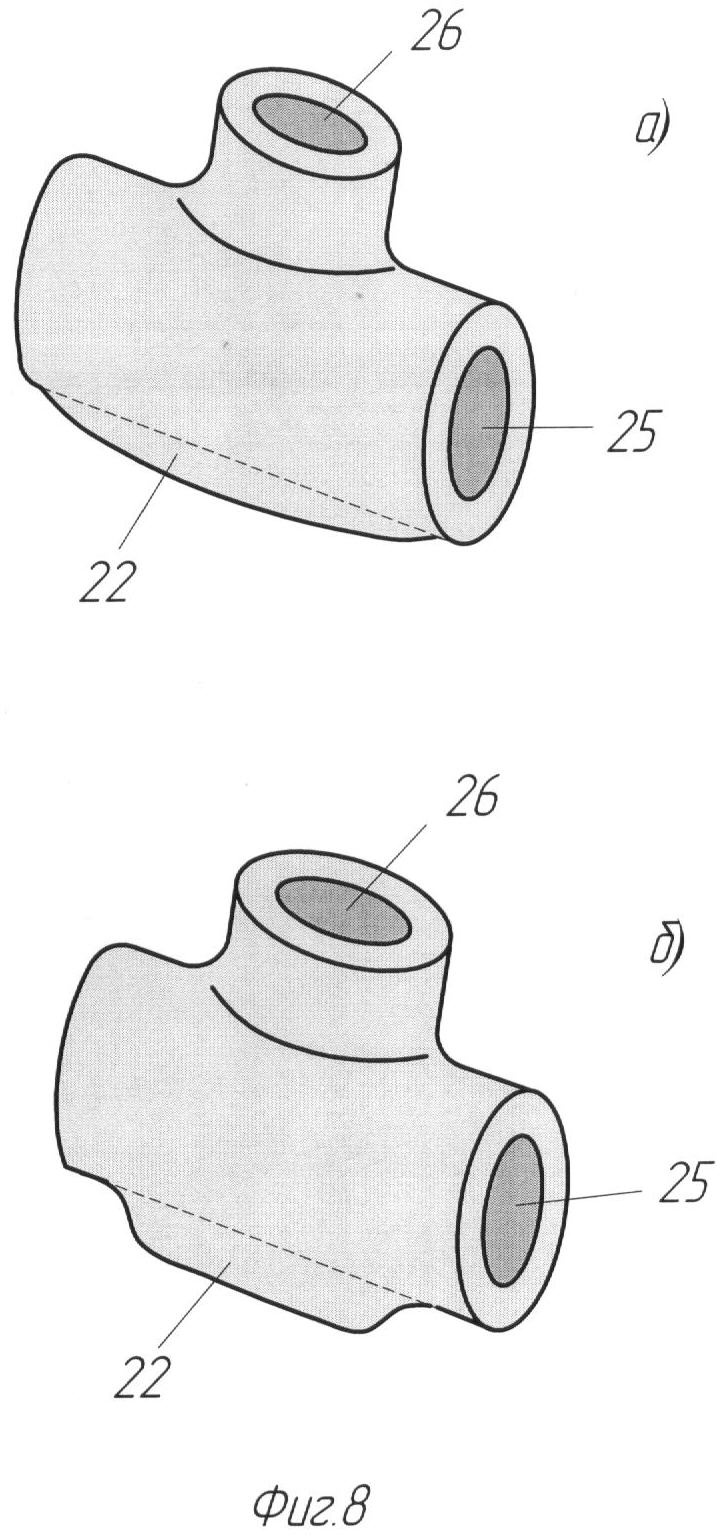
на фиг.8 показана объемная модель получаемой заготовки - два исполнения прибыльной части (а) и (б).
Осуществление изобретения
Для осуществления заявляемого способа могут быть использованы известные устройства для электрошлакового переплава и центробежные машины, например известная установка для ЦЭШЛ (см. книгу Янишевская А.Г., Жеребцов С.Н. Электрошлаковое литье: Монография. - М.: Изд-во «Машиностроение-1», 2006 г., стр.74-79, рис.3.3, 3.4) и специально спроектированная и изготовленная форма.
На фиг.1 представлена общая схема установки, позволяющей осуществить заявляемый способ. Установка включает колонну 1 с электрододержателем 2 для подачи расходуемого (переплавляемого) электрода 3 в плавильную емкость (тигель) 4 и центробежную машину (ЦМ) 5. На валу 6 ЦМ 5 смонтирована планшайба 7, на которой установлена и закреплена литейная форма 8 с вертикальной осью вращения 9, выполненная согласно заявляемому изобретению.
Форма 8 для изготовления заготовки тройника (см. фиг.2) содержит верхнюю и нижнюю полуформы 10 и 11, образующие после сборки две сообщающиеся между собой формообразующие полости - основную 12 и полость 13, формирующую отвод. Между полуформами 10 и 11 размещена вставка 14 для формирования отверстия отвода.
Ось вращения 9 проходит через полость 12. В крышке 15 и прижимной плите 16 выполнено заливочное отверстие 17, соосное оси вращения 9. На рабочей стенке 18 основной полости 12 напротив полости 13 выполнено углубление 19.
Расчет и проектирование формы осуществляют на основании исходных параметров магистрали, в которой будет установлена готовая деталь (тройник), используя известные методики, формулы, коэффициенты и т.д.
Например, известны диаметр трубы магистрали: Dм=325 мм, диаметр трубы отвода: Do=219 мм, толщина стенки трубы магистрали: Sм=14 мм, толщина стенки трубы отвода: So=12 мм, рабочее давление Р=7.5 МПа и условия работы трубопровода.
Расчеты осуществляют в следующем порядке.
1. Производят расчет параметров готовой детали 20 (тройника, представленного на фиг.3 и 4) и расчет прочности ее стенок.
2. По рассчитанным параметрам детали 20 производят расчет размеров отливки 21, изображенной на фиг.5, 6.
3. Осуществляют разработку и построение чертежей объемной модели детали и ее отливки.
4. По чертежу и объемной модели отливки осуществляют расчет и построение внутренней поверхности формы.
5. Находят объем и массу расплава, соответствующего свободной (от вставки 14) части полости 13, предназначенного для формирования отвода.
6. Осуществляют уравновешивание отливки 21 путем расчета и построения ее прибыльной части 22. Изменяя параметры (Е, Rпр, Н, см. фиг.6) прибыли 22, которая служит противовесом отводу, совмещают центр масс (Цм) тройника с вертикальной осью вращения 9.
7. Корректируют внутреннюю поверхность формы в соответствии с прибыльной частью 22 отливки.
8. Рассчитывают заливочный вес металла исходя из массовых характеристик детали:
Рзал.=Vдет×Q×1.03,
при этом изменяя количество (массу) заливаемого металла, регулируют толщину стенок отливки.
9. Рассчитывают число оборотов центробежной машины. Оптимизируют число оборотов, уточняя наименьший (нижний) радиус конуса внутренней полости отливки.
Изготовление тройника осуществляют следующим образом.
Путем переплава под слоем шлака расходуемого электрода 3 в плавильной емкости 4 накапливают порцию жидкого металла, используя схему: одна плавка - одна отливка, т.е. когда весь накопленный в плавильном тигле металл заливают со шлаком в одну литейную форму. Жидкий металл вместе со шлаком через отверстие 17 заливают во вращающуюся предварительно нагретую литейную форму 8 (см. фиг.2). Нагрев служит для предотвращения растрескивания формы и может быть осуществлен, например, путем предварительной заливки некоторой части расплавленного металла в неподвижную форму, в процессе кристаллизации которого форма нагревается.
Попадая в форму, некоторая часть жидкого шлака при соприкосновении с относительно холодной формой кристаллизуется на ее внутренней поверхности, образуя шлаковый гарнисаж 23, предохраняющий отливку 21 от приваривания к форме. Остальная часть шлака 24 вытесняется металлом к оси вращения 9, т.е. на внутреннюю поверхность отливки (см. фиг.7).
Формообразование и кристаллизация отливки происходят под действием центробежных сил, в десятки раз превышающих силу тяжести. Имеющее место мощное гравитационное поле уплотняет металл, способствуя образованию заготовок без пор и рыхлот. Вовлекаемый во вращение жидкий металл отжимается центробежными силами на периферию, при этом вдоль вертикальной оси вращения 9 в отливке 21 образуется полость 25 без использования каких-либо приспособлений - стержней, дорнов и других. Полость 25 имеет форму усеченного конуса, расширенного кверху (см. фиг.7).
По окончании процесса кристаллизации отливку 21 удаляют из литейной формы 8, очищают от шлакового гарнисажа и подвергают дальнейшей обработке.
Достоинством полученной заготовки является близость ее параметров к размерам готовой детали, в том числе наличие проходного отверстия 25 и частично сформированного вставкой 14 отверстия 26 отвода, что позволяет применять минимальную механическую обработку.
Высокая чистота заливаемого в форму металла и благоприятные условия кристаллизации отливки обуславливают высокое качество выплавляемых изделий.
На фиг.8(а) показан пример выполнения прибыльной части в виде выступа (прилива) на поверхности отливки.
На фиг.8(б) показан случай, когда прилив на наружной поверхности заготовки, т.е. прибыльная часть 22 равномерно распределена по наружной поверхности и образует утолщение, не влияющее на важные параметры детали (для соединительных деталей трубопроводов это внутренние диаметры отверстий и посадочные(стыковочные) поверхности). Вследствие чего этот прилив не подлежит последующему удалению, напротив, он повышает прочность, а значит и надежность детали.
В настоящее время освоено производство заявляемым способом равнопроходных и переходных (т.е. с разными диаметрами магистрали и отвода) тройников с диаметрами Dm: 219, 325, 377, 426 и 530 мм. При этом существует возможность производства заявляемым способом более крупногабаритных деталей при увеличении мощности используемой центробежной машины.
Приведенный пример изготовления тройников иллюстрирует заявляемый способ, однако не ограничивает возможность его применения для получения других переходных соединительных деталей трубопроводов. Например, с двумя и более отводами, несимметрично расположенными относительно друг друга.
Оборудование ЦЭШЛ является несложным, при этом качество получаемых изделий и экономический эффект производства очень высокие.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2414989C1 |
| Способ центробежного литья биметаллических заготовок | 1986 |
|
SU1359061A1 |
| Способ литья стальной заготовки | 2019 |
|
RU2720415C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ТРУБНЫХ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ И/ИЛИ КОБАЛЬТА | 2007 |
|
RU2344019C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ЛИТЬЕМ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2193945C2 |
| Способ литья с формированием однородной мелкозернистой структуры металла | 2020 |
|
RU2765031C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2410195C1 |
| Способ производства фасонных отливок и литейная форма для его осуществления | 1991 |
|
SU1782191A3 |
| Центробежная форма для продольной подпитки отливок | 1981 |
|
SU959913A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК МЕТОДОМ ЭЛЕКТРОШЛАКОВОГО ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2010 |
|
RU2447161C2 |
Изобретение относится к центробежному электрошлаковому литью крупногабаритных деталей трубопроводной арматуры, преимущественно тройников для соединения труб. Литейная форма содержит основную формообразующую полость и сообщающуюся с ней полость, формирующую отвод тройника. На наружной поверхности отливки, противоположной отводу, формируют прибыльную часть, которая уравновешивает массу расплава, формирующую отвод. Расплав заливают в основную формообразующую полость формы, вращающейся вокруг вертикальной оси, проходящей через полость. Прибыльную часть рассчитывают из условия размещения центра масс отливки на оси вращения. Отлитые заготовки имеют высокое качество, размеры, близкие к размерам готовой детали, и сформированные проходные отверстия. Сокращается расход металла, уменьшается трудоемкость изготовления деталей. 1 з.п. ф-лы, 8 ил.
1. Способ изготовления заготовок полых деталей с отводами, преимущественно тройников, методом центробежного электрошлакового литья, включающий заливку расплава во вращающуюся вокруг вертикальной оси форму, содержащую сообщенные между собой основную формообразующую полость и, по меньшей мере, одну полость, формирующую отвод, кристаллизацию металла и извлечение отливки, отличающийся тем, что заливку расплава осуществляют в основную формообразующую полость формы, ориентированную вертикально так, что ось вращения проходит через упомянутую полость, а массу расплава, формирующего отвод, уравновешивают путем формирования на наружной поверхности отливки с противоположной отводу стороны прибыльной части, рассчитанной из условия размещения центра масс отливки на оси вращения.
2. Способ по п.1, отличающийся тем, что прибыльную часть выполняют вытянутой по наружной поверхности отливки при соблюдении условия нахождения центра масс отливки на оси вращения.
| ЕФИМОВ В.А | |||
| Специальные способы литья | |||
| - М.: Машиностроение, 1991, с.413, рис.23 | |||
| ФОРМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1971 |
|
SU419013A3 |
| Устройство для центробежного литья несбалансированных заготовок | 1974 |
|
SU517390A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |

