Изобретение относится к литейному производству, может быть использовано в металлургической и других областях промышленности для получения любых деталей из стальной заготовки, выполненной указанным способом литья.
Известен способ литья под низким давлением по патенту RU №2669657, опубликованному 12.10.2018, включающий: заполнение литейной формы расплавленным металлом в печи для выдержки, при которой поднимают уровень расплавленного металла в металлопроводе, имеющем погруженный в расплавленный металл в печи для выдержки нижний конец, для подачи расплавленного металла в литейную форму через литниковый канал, прекращение заполнения литейной формы с опусканием уровня расплавленного металла в металлопроводе, открывание литейной формы и извлечение литого изделия из литейной формы, при этом осуществляют корректировку заполнения расплавленным металлом литейной формы на следующем этапе литья на основе высоты поверхности расплавленного металла в металлопроводе. Способ направлен на минимизацию окисления расплавленного металла, предотвращение примешивания примесей в литое изделие и уменьшение времени цикла.
Недостатком данного способа является высокая продолжительность изготовления литейной формы, использование расходных материалов на изготовление литейной формы.
Известен способ получения стальных отливок центробежным литьем по патенту RU № 2 647975, опубликованному 21.03.2018, включающий заливку расплава во вращающуюся форму и одновременную подачу тугоплавких дисперсных частиц, отличающийся тем, что сначала осуществляют подачу тугоплавких дисперсных частиц плотностью более 8000 кг/м3, прекращают их подачу после заливки 50% расплава и осуществляют подачу тугоплавких дисперсных частиц плотностью менее 8000 кг/м3 до окончания заливки расплава в форму. Способ направлен на получение стальных отливок центробежным литьем с высокими прочностными свойствами внешней и внутренней поверхностей отливки.
Недостатком данного способа является использование самих частиц, так как эти частицы после кристаллизации остаются в виде инородных частиц, тем самым усложняя механическую обработку таких заготовок. С целью подачи тугоплавких частиц при заливке, металл должен быть сильно перегретым, так как, попадая в струю, у металла снижается жидкотекучесть, усложняя процесс литья. Таким образом, заливка перегретого металла приводит к развитию усадочных дефектов в заготовке. Так же возникает необходимость в подготовке частиц и создания механизма по их подачи при заливке. Усадочные дефекты в заготовке приводят к увеличению металлоемкости и уменьшению коэффициента использования металла.
Наиболее близким решением (прототипом) к изобретению является способ получения стальных отливок центробежным литьем (патент RU №2647975, опубликованный 21.03.2018).
Технической проблемой, решение которой обеспечивается при использовании изобретения, является создание способа литья стальной заготовки, которая лишена усадочных дефектов и инородных частиц по сечению заготовки.
Технический результат изобретения: увеличение коэффициента использования металла за счет исключения усадочных дефектов в заготовке.
Для достижения технического результата в способе литья стальной заготовки, включающем заливку расплава во вращающуюся форму, согласно изобретению формируют прибыльную часть заготовки, в качестве основы для формирования прибыльной части применяют материал с низкой теплопроводностью, а после заливки прибыльную часть покрывают экзотермической смесью и укрывают материалом с низкой теплопроводностью.
Прибыльная часть заготовки устанавливается на тепловой узел заготовки и служит для компенсации усадочных процессов. За счет применения материалов с низкой теплопроводностью и экзотермической смеси металл в прибыльной части долгое время сохраняет повышенную температуру. Благодаря этому, в процессе кристаллизации заготовки нижние слои получают металл из прибыльной части, тем самым обеспечивается направленное затвердевание и все усадочные дефекты остаются в прибыльной части.
Применение материала с низкой теплопроводностью в качестве основы для формирования прибыльной части, применение экзотермической смеси, которой покрывается прибыльная часть после заливки, и укрывание прибыльной части материалом с низкой теплопроводностью позволяет сократить усадочные дефекты в заготовке, тем самым увеличить коэффициент использования металла и обеспечить направленное затвердевание
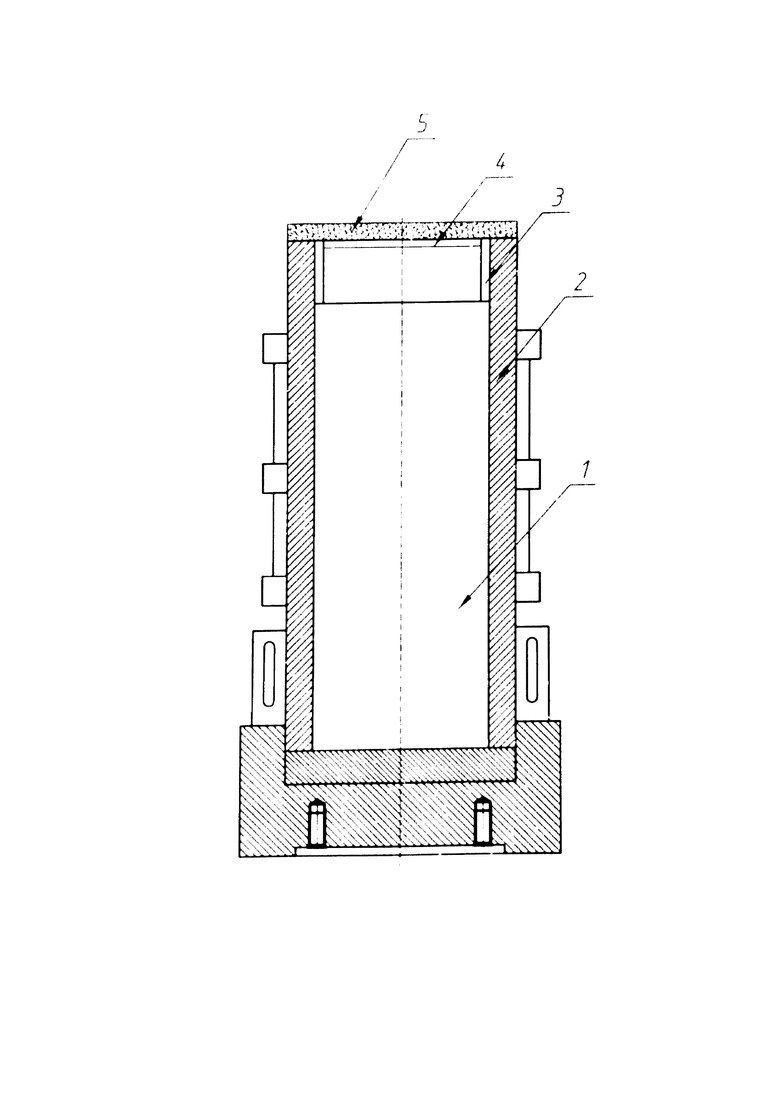
Сущность заявляемого технического решения поясняется чертежом (фиг.), где изображена заготовка.
Изобретение осуществляется следующим образом.
Получение мерной цилиндрической заготовки 1 необходимого диаметра и высоты производится посредством центробежного литья расплава во вращающуюся металлическую форму (кокиль) 2 с вертикальной осью вращения. Металлическая форма 2 вращается в вертикальном положении с определенной скоростью с целью создания центробежной силы для сбора неметаллических включений в прибыльной части 3 заготовки. Также вращение формы 2 позволяет минимизировать риск приваривания расплавленного металла к составным деталям формы 2. В заготовке формируют прибыльную часть 3. Прибыльная часть (прибыль) 3 - это технологическая часть заготовки, которая устанавливается на тепловой узел заготовки и служит для компенсации усадочных процессов. При дальнейшей обработке заготовки 1 прибыльная часть 3 удаляется и передается на повторное использование (переплав).
В качестве основы для формирования прибыльной части 3 заготовки 1 применяется материал с низкой теплопроводностью, например муллитокремнеземистое волокно, асбест.
После заливки прибыльная часть 3 покрывается экзотермической смесью 4 и дополнительно укрывается материалом с низкой теплопроводностью, выполняющим роль утеплительного слоя 5. В качестве такого материала может использовать муллитокремнеземистое волокно или асбест.
За счет применения материалов с низкой теплопроводностью и экзотермической смеси металл в прибыльной части 3 долгое время сохраняет повышенную температуру. Благодаря этому, в процессе кристаллизации заготовки, нижние слои получают металл из прибыльной части 3, тем самым обеспечивается направленное затвердевание и все усадочные дефекты остаются в прибыльной части 3.
Применение материала с низкой теплопроводностью в качестве основы для формирования прибыльной части 3, применение экзотермической смеси, которой покрывается прибыльная часть 3 после заливки, и укрывание прибыльной части 3 материалом с низкой теплопроводностью позволяет сократить усадочные дефекты в заготовке, тем самым увеличить коэффициент использования металла и обеспечить направленное затвердевание.
Полученная указанным способом литья заготовка может применяться для изготовления любых деталей.
Приведенный способ можно использовать для получения стальной заготовки, например, для изготовления плоского фланца.
Для этого производят заливку расплава во вращающуюся металлическую форму (кокиль) 2. В качестве основы для формирования прибыльной части 3 заготовки 1 применяется материал с низкой теплопроводностью - муллитокремнеземистое волокно. После заливки прибыльная часть 3 покрывается экзотермической смесью 4 и укрывается материалом с низкой теплопроводностью. Далее происходит процесс кристаллизации заготовки.
После этого из полученной заготовки изготавливается плоский фланец традиционными способами с помощью стандартного для таких деталей оборудования.
Полученная цилиндрическая заготовка проходит термическую обработку для улучшения структуры металла. Заготовка, прошедшая термическую обработку, подвергается предварительной токарной обработке с целью минимизации негативного влияния неметаллических включений на дальнейшую обработку. Далее заготовка распиливается на лентопильных станках на соответствующие заготовки. На индукционных установках, имеющих индукторы специальной конфигурации, происходит нагрев центральной части заготовки с последующим его удалением. Центр, полученный в результате штамповки на прессах с помощью матрицы, приобретает форму фланца.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБЫЛЬНОЙ ЧАСТИ ЛИТЕЙНОЙ ФОРМЫ | 1992 |
|
RU2015835C1 |
| Способ однонаправленного и ускоренного затвердевания крупногабаритных толстостенных центробежно-литых стальных заготовок | 2019 |
|
RU2727369C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| Способ литья с формированием однородной мелкозернистой структуры металла | 2020 |
|
RU2765031C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2006 |
|
RU2367540C2 |
Изобретение относится к литейному производству. Во вращающейся металлической форме формируют прибыльную часть стальной заготовки и заливают в металлическую форму расплав стали. После заливки прибыльную часть покрывают экзотермической смесью и укрывают материалом с низкой теплопроводностью. Для формирования прибыльной части применяют материал с низкой теплопроводностью. Обеспечивается увеличение коэффициента использования металла за счет исключения усадочных дефектов в заготовке. 1 ил.
Способ литья стальной заготовки, включающий заливку расплава во вращающуюся металлическую форму, отличающийся тем, что формируют прибыльную часть заготовки, в качестве основы которой применяют материал с низкой теплопроводностью, которую устанавливают во вращающуюся металлическую форму на тепловой узел заготовки, а после заливки расплава во вращающуюся металлическую форму прибыльную часть покрывают экзотермической смесью и дополнительно укрывают материалом с низкой теплопроводностью.
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК ЦЕНТРОБЕЖНЫМ ЛИТЬЕМ | 2016 |
|
RU2647975C1 |
| ВСЕСОЮЗНАЯ | 0 |
|
SU386703A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1976 |
|
SU582892A1 |
| Высоковольтный тиратронный коммутатор | 1990 |
|
SU1758843A1 |
| Способ возведения набивной сваи | 1982 |
|
SU1059063A1 |
| US 3478811 A1, 18.11.1969. | |||

