Уровень техники
Это изобретение относится, в основном, к способу алкилирования субстрата для алкилирования алкилирующим агентом. Это изобретение, в частности, относится к отделению и к теплообмену с участием отходящего потока алкилирования.
Алкилирование субстрата для алкилирования (например, изопарафина) алкилирующим агентом (например, олефином) является экзотермической реакцией. В промышленном масштабе практикуется применение катализатора при относительно низких температурах, что позволяет поднять выход ценного продукта - алкилата. Оптимальная температура алкилирования зависит от многих факторов, включая выбор катализатора, но реакторы алкилирования обычно работают в интервале температур от -50 до 100°С (от -58 до 212°F). Отходящий поток реактора алкилирования обычно имеет ту же температуру. Таким образом, отходящий поток может решать уникальную техническую задачу, состоящую из трех аспектов - выделять продукт - алкилат, использовать тепло, выделяющееся при реакции алкилирования, и возвращать реагенты в реактор при подходящей низкой температуре.
В существующем уровне техники в установках для алкилирования эту задачу решают мгновенным испарением отходящего потока реактора. Испарение дает пар, который содержит, в основном, непрореагировавший субстрат для алкилирования. Этот пар затем применяют в качестве охладителя в системе охлаждения; и действительно, он обычно называется "охладитель". Пар сжимают, конденсируют и затем испаряют. Эти стадии обеспечивают поток, который одновременно является охлаждающим и реагирующим. Следовательно, такой поток хорошо подходит для рециклирования в реакторе. Американский патент 5 750 818 (Mehlberg et al.) описывает способ алкилирования с охлаждением непрореагировавшего углеводородного субстрата, который возвращается в реактор алкилирования. Process Economics Program Report № 88A, Alkylation of Motor Fuels (февраль 1993) Elaine J. Chang, SRI International, Menlo Park, California описывает способы алкилирования, которые применяют серную кислоту и автоохлаждение.
К сожалению, установки, описанные в уровне техники, работают неудовлетворительно, если пар содержит легкие компоненты, которые не конденсируются при традиционных условиях конденсации. Эти компоненты часто включают (но не ограничиваются таковыми) водород, хлорид водорода, метан и этан. Такие компоненты обычно называют "неконденсирующимися," даже если они, конечно, будут конденсироваться при очень высоком давлении и низкой температуре. Но сжатие охладителя в способе алкилирования до такого высокого давления является чрезмерно дорогим.
Следовательно, существует потребность в эффективных методах выделения алкилата, применения тепла, выделяемого в процессе реакции и возврата непрореагировавшего субстрата для алкилирования.
Сущность изобретения
Настоящее изобретение раскрывает способ алкилирования, в котором охладитель охлаждают теплообменом с отходящим потоком реактора алкилирования. Достоинства способа можно оценить, когда отходящий поток содержит компоненты, которые не конденсируются при традиционных условиях конденсации, для их возврата в реактор алкилирования. Это происходит в случае, когда катализатор алкилирования содержит хлорид и отходящий поток содержит хлорид водорода. Способ, раскрытый в настоящем описании, помогает возвращать легкие компоненты, такие как хлорид водорода, и предотвращать потери хлорида водорода без чрезмерных затрат на сжатие. Этот способ также применим, когда прямое охлаждение реактора алкилирования с применением отходящего потока реактора не практикуется из-за конструкции реактора алкилирования и/или свойств отходящего потока реактора.
В одном воплощении это изобретение представляет собой способ алкилирования. Субстрат для алкилирования алкилируют алкилирующим агентом в реакторе с образованием алкилата. Из реактора выделяют отходящий поток реактора, содержащий алкилат и субстрат алкилирования. По меньшей мере, у части отходящего потока реактора понижают давление и, предпочтительно, мгновенно испаряют с образованием питания для теплообменника с охлаждающим агентом, содержащего алкилат и субстрат для алкилирования. По меньшей мере, часть питания для теплообменника с охлаждающим агентом нагревают в теплообменнике с охлаждающим агентом. Отходящий поток из теплообменника с охлаждающим агентом, содержащий алкилат и субстрат для алкилирования, выводят из теплообменника с охлаждающим агентом. По меньшей мере, часть отходящего потока из теплообменника с охлаждающим агентом подают в сепаратор для отделения паровой фазы отходящего потока от жидкой. Паровую фазу, содержащую субстрат для алкилирования, и жидкую фазу, содержащую алкилат, выделяют из сепаратора для отделения паровой фазы отходящего потока от жидкой. Паровую фазу сжимают с образованием потока под давлением, содержащего субстрат для алкилирования. По меньшей мере, часть потока под давлением, по меньшей мере, частично конденсируют с образованием конденсированного потока, содержащего субстрат для алкилирования. В теплообменнике с охлаждающим агентом происходит непрямой теплообмен от, по меньшей мере, части конденсированного потока к, по меньшей мере, части питания для теплообменника с охлаждающим агентом для образования охлажденного возвратного потока, содержащего субстрат для алкилирования. По меньшей мере, часть охлажденного возвратного потока возвращают в реактор. Алкилат выделяют из жидкой фазы.
Дополнительные воплощения и достоинства этого изобретения описываются в подробном описании изобретения.
Краткое описание чертежей
Фигуры 1 и 2 показывают воплощения по изобретению.
Подробное описание изобретения
Сырье для этого изобретения представляет собой субстрат для алкилирования и алкилирующий агент. Субстрат для алкилирования представляет собой парафиновый углеводород, такой как разветвленный парафин, имеющий 4-6 атомов углерода. Подходящие парафиновые углеводороды включают: 2-метилпропан (обычно называемый изобутаном), 2-метилбутан (или изопентан), 2,3-диметилбутан, 2-метилпентан и 3-метилпентан. Может применяться более чем один парафин.
Субстрат для алкилирования алкилируют алкилирующим агентом. Алкилирующий агент обычно представляет собой олефиновый углеводород, содержащий 2-6 атомов углерода. Примеры таких олефинов включают этилен, пропилен, 1-бутен, цис-2-бутен, транс-2-бутен и изобутен. Может применяться более чем один олефин.
Алкилирование может проводиться с применением любого подходящего катализатора. Хотя катализатор алкилирования может быть жидким, таким как фтористоводородная или серная кислота, предпочтительно, когда катализатор является твердым или гетерогенным. Американский патент 6392114 B1 (Shields et al.), который включается в описание путем ссылки, описывает подходящие твердые катализаторы. Способ, описанный в указанном патенте, хорошо подходит, в основном, для катализаторов, которые содержат галид. Один такой катализатор представляет собой огнеупорный неорганический оксид, импрегнированный моновалентным катионом, особенно катионом щелочного или щелочно-земельного металла, у которого связанные с поверхностью гидроксильные группы, по меньшей мере, частично реагируют с галидами металлов Фриделя-Крафтса, как описано в американском патенте 6392114 В1. Реактор алкилирования может быть любым подходящим реактором алкилирования. Когда катализатор алкилирования является твердым, может применяться транспортный реактор. Американский патент 6392114 описывает подходящий стояковый реактор.
Подходящие условия алкилирования включают температуру от -50 до 100°С (от -58 до 212°F) и давление, требуемое для поддержания углеводорода в жидком состоянии. Давление обычно варьируется от 1380 до 4830 кПа(и) (от 200 до 700 psi(и)). Так как обычно обеспечивают избыток субстрата для алкилирования по отношению к алкилирующему агенту, общее молярное соотношение субстрата для алкилирования к алкилирующему агенту обычно составляет от 5:1 до 20:1. Для поддержания среднего молярного соотношения, которое выше, чем общее молярное соотношение, применяют впрыски алкилирующего агента в ряд отверстий в реакторе алкилирования. Реактор алкилирования может быть любым подходящим реактором, таким как стояковый реактор. Реактор и реакционные условия обычно выбирают для достижения требуемых значений конверсии реагента, селективности продукта и стабильности катализатора. Однако, если требуется, для влияния на выделение продукта и возврат компонентов специалист в данной области может оптимизировать эти параметры.
Отходящий поток реакции алкилирования обычно содержит требуемый продукт алкилирования (алкилат), побочные продукты побочных реакций и непрореагировавший субстрат для алкилирования. При алкилировании бутенов изобутаном отходящий поток реакции алкилирования обычно содержит углеводороды, имеющие от 1 до 12 атомов углерода, включая метан, этан, пропан, пропен, бутаны, бутены, пентаны, пентены, гексаны, гептаны, октаны, нонаны, деканы, ундеканы и додеканы. В зависимости от катализатора алкилирования, отходящий поток реакции алкилирования также может содержать галогенсодержащие продукты. Галогенсодержащие продукты обычно присутствуют в концентрации более, чем 250 вес.-ppm (весовые миллионные доли) галогена и обычно от 1000 до 10000 вес.-ppm галогена, исходя из веса отходящего потока реакции алкилирования. Примеры галогенсодержащих продуктов включают органические галиды и галиды водорода. Эти продукты включают органические фториды, органические хлориды, органические бромиды, фторид водорода, хлорид водорода и бромид водорода. Примеры органических галидов включают продукты галогенирования алкилирующего агента, такие как пропилхлориды и бутилхлориды.
В соответствии со способом, раскрытым в описании, в отходящем потоке реактора алкилирования частично или полностью понижают давление по сравнению с давлением в реакторе. Предпочтительно, этого добиваются путем мгновенного испарения. Мгновенное испарение, предпочтительно, протекает при постоянной энтальпии, хотя энтальпия отходящего потока реактора может изменяться. Так как углеводороды в отходящем потоке реактора алкилирования обычно присутствуют в жидкой фазе, мгновенное испарение обычно приводит к испарению в отходящем потоке некоторых легких углеводородов, таких как субстрат для алкилирования. Конечный отходящий поток реактора может, таким образом, быть двухфазной смесью пара и жидкости.
Мгновенное испарение также понижает температуру отходящего потока реактора. Даже если отходящий поток реактора может перенести часть тепла, генерированного реакцией алкилирования, температура отходящего потока после мгновенного испарения является достаточно низкой, чтобы часть или весь отходящий поток применялся для охлаждения другого потока непрямым теплообменом с этим потоком. Этот поток, в свою очередь, нагревает отходящий поток реактора. Поток, который охлаждают, образуется, по меньшей мере, частично из паровой фазы, которая сама образуется фазовым разделением отходящего потока реактора после непрямого теплообмена.
После непрямого теплообмена имеет место фазовое разделение отходящего потока реактора при давлении обычно от 0 до 483 кПа(и) (от 0 до 70 psi(и)) и при температуре обычно от -9 до 32°С (от 15 до 90°F). (Давление также может быть ниже атмосферного, что требует проведения мероприятий по ограничению и предотвращению попадания воздуха). Более конкретно, эти условия частично зависят от числа испарений отходящего потока реактора (или жидкой фазы, полученной из отходящего потока) на пути от реактора алкилирования до секции выделения продукта, алкилата. Каждая стадия мгновенного испарения понижает давление и температуру потока, который испаряют, и, следовательно, обычно чем больше число стадий, тем меньшим бывает скачок давлений и температур от стадии к стадии. Таким образом, чем больше число стадий, тем ближе давление и температура фазового разделения отходящего потока реактора после непрямого теплообмена к давлению и температуре самого реактора алкилирования. Фазовое разделение с одной стадией мгновенного испарения протекает при давлении обычно от 69 до 207 кПа(и) (от 10 до 30 psi(и)), предпочтительно от 103 до 172 кПа(и) (от 15 до 25 psi(и)), и при температуре обычно от 7 до 18°С (от 45 до 65°F), предпочтительно от 10 до 16°С (от 50 до 60°F). Если проводят две стадии мгновенного испарения, это фазовое разделение проходит обычно при давлении от 207 до 414 кПа(и) (от 30 до 60 psi(и)), предпочтительно от 241 до 379 кПа(и) (от 35 до 55 psi(и)), и при температуре обычно от 7 до 24°С (от 45 до 75°F), предпочтительно от 10 до 21°С (от 50 до 70°F). Если проводят три стадии мгновенного испарения, это фазовое разделение протекает при давлении обычно от 241 до 483 кПа(и) (от 35 до 70 psi(и)), предпочтительно от 276 до 448 кПа(и) (от 40 до 65 psi(и)), и температуре обычно от 18 до 32°С (от 65 до 90°F), предпочтительно от 21 до 29°С (от 70 до 85°F). Паровая фаза, которая получается таким фазовым разделением, обогащена субстратом для алкилирования относительно отходящего потока реактора, а полученная жидкая фаза обеднена субстратом для алкилирования.
Поток, который охлаждают непрямым теплообменом с отходящим потоком реактора, в этом документе иногда называют охлаждающим агентом, поскольку в способе по изобретению он применяется аналогично охлаждающему агенту, который применяют в системе охлаждения. Охлаждающий агент, который образуется, по меньшей мере, частично из паровой фазы после фазового разделения, сжимают. После сжатия и перед охлаждением на стадии непрямого теплообмена охлаждающий агент, по меньшей мере, частично конденсируют с применением конденсатора. Обычно конденсатор представляет собой теплообменник с водяным или воздушным охлаждением, но возможно применение других охладителей. Например, охладитель конденсатора может быть рабочей охлаждающей жидкостью внешней холодильной установки или может быть потоком в секции выделения продукта, который требует ребойлинга.
Непрямой теплообмен может сам по себе частично конденсировать, завершать конденсацию или понижать температуру охладителя. Может применяться любой непрямой теплообменник. После стадии непрямого теплообмена температура охладителя обычно бывает на от 2 до 11°С (от 3 до 20°F) и предпочтительно от 3 до 8°С (от 5 до 15°F) выше, чем температура фазового разделения отходящего потока реактора после непрямого теплообмена. Давление охладителя обычно является достаточным для достижения требуемой степени конденсации.
После непрямого теплообмена охлаждающий агент либо становится двухфазной парожидкостной смесью, содержащей компоненты, которые не конденсируются (частично конденсируются), или однофазной жидкостью (полностью конденсированной). Обычно охлаждающий агент резко охлаждают непрямым теплообменом до низкой температуры настолько, насколько это практически возможно. Хотя охлаждающий агент содержит, по большей части, субстрат для алкилирования, который почти полностью конденсируется после непрямого теплообмена, отходящий поток реактора и, следовательно, охлаждающий агент могут содержать компоненты, которые не конденсируются на стадии конденсации или на стадии непрямого теплообмена. Эти компоненты не конденсируются, поскольку их концентрации в охладителе повышаются или как-либо иначе оказываются выше уровня их растворимости в охлаждающем агенте при условиях температуры и давления, которые достигаются после того, как охлаждающий агент подвергли непрямому теплообмену с отходящим потоком реактора. Эти неконденсированные компоненты обычно имеют меньшее количество атомов углерода, чем субстрат для алкилирования. Эти неконденсированные компоненты составляют большую часть любой паровой фазы, которая присутствует после стадии непрямого теплообмена, за исключением некоторой равновесной (или близкой к равновесной) концентрации субстрата для алкилирования, связанной с тем, что паровая фаза находится в контакте с жидкой фазой.
В некоторых примерах эти неконденсированные компоненты в охлаждающем агенте, предпочтительно, возвращают в реактор алкилирования. Например, хлорид водорода может не конденсироваться в охлаждающем агенте при выходных условиях стадии непрямого теплообмена, но если алкилирование имеет место в присутствии хлоридсодержащего твердого катализатора, будет предпочтительным конденсировать хлорид водорода. Если хлорид водорода будет конденсироваться, и если затем жидкая фаза будет возвращаться в реактор алкилирования, хлорид водорода будет также возвращен в реактор. Таким образом, в этом случае предпочтительные условия охлаждающего агента после непрямого теплообмена должны подходить для удерживания в растворе в жидкой фазе, по меньшей мере, 99% и, более предпочтительно, всего хлорида водорода охлаждающего агента. Любое количество неконденсированного хлорида водорода будет потеряно из охлаждающего агента и должно быть заменено прибавлением свежего хлорида в реактор алкилирования, если он (хлорид водорода) как-то иначе не извлекается и не возвращается в процесс.
Оптимальное количество конденсаций для компонента в охлаждающем агенте, который, предпочтительно, возвращают в реактор алкилирования, зависит от экономического баланса цен неконденсирующегося компонента и цен конденсирующегося компонента. Цены неконденсирующегося компонента, такого как хлорид водорода, будут включать цену прибавленного свежего хлорида водорода и цену утилизации потерянного хлорида водорода. Эти цены компенсируются ценами оборудования высокого давления и электроэнергии, необходимой для сжатия охлаждающего агента до подходящего высокого давления нагнетания для конденсирования компонента. Специалист в данной области может определить эти оптимальные условия.
В других примерах неконденсированные компоненты охлаждающего агента, предпочтительно, не возвращают в реактор алкилирования, как, например, в случае, когда парафины являются более легкими или имеющими меньшее количество атомов углерода, чем субстрат для алкилирования. Примеры включают: пропан, этан и метан, когда изобутан является субстратом для алкилирования. Такие компоненты, предпочтительно, поддерживают в паровой фазе и отделяют от субстрата для алкилирования дистилляцией или фазовым разделением перед возвратом субстрата для алкилирования в реактор алкилирования.
Жидкая фаза, получаемая после фазового разделения отходящего потока реактора алкилирования после непрямого теплообмена, сама по себе может подвергаться мгновенному испарению с последующим разделением фаз однократно или многократно. Каждое последовательное испарение и фазовое разделение отбирает более и более субстрат для алкилирования и другие компоненты из жидкой фазы. Таким образом, каждая полученная паровая фаза является обогащенной субстратом для алкилирования, и каждая полученная жидкая фаза является истощенной субстратом для алкилирования, по отношению к жидкой фазе, которую испаряют. Полученная паровая фаза(ы) может быть сжата в одну или более стадий сжатия и может быть, в конце концов, объединена с паровой фазой из первоначального разделения фаз отходящего потока реактора алкилирования. Специалист в данной области может оптимизировать количество мгновенных испарений, фазовых разделений и стадий сжатия и условий их проведения для того, чтобы добиться требуемого извлечения субстрата для алкилирования и алкилата и для минимизации затрат для данных издержек в капитальном оборудовании. При проведении двух стадий мгновенного испарения (и конденсации) второе фазовое разделение проводят при давлении обычно от 21 до 117 кПа(и) (от 3 до 17 psi(и)), предпочтительно от 55 до 83 кПа(и) (от 8 до 12 psi(и)), и при температуре обычно от -4 до 13°С (от 25 до 55°F), предпочтительно от -1 до 10°С (от 30 до 50°F). При проведении трех стадий мгновенного испарения второе фазовое разделение проводят при давлении обычно от 138 до 276 кПа (и) (от 20 до 40 psi(и)), предпочтительно от 172 до 241 кПа(и) (от 25 до 35 psi(и)), и при температуре обычно от 4 до 18°С (от 40 до 65°F), предпочтительно от 7 до 16°С (от 45 до 60°F). При проведении трех стадий мгновенного испарения третья стадия фазового испарения протекает при давлении обычно от 0 до 69 кПа(и) (от 0 до 10 psi(и)), предпочтительно от 7 до 34 кПа(и) (от 1 до 5 psi(и)), и при температуре обычно от -9 до 2°С (от 15 до 35°F), предпочтительно от -7 до -1°С (от 20 до 30°F). В этом последнем случае давление может быть ниже атмосферного, при условии ранее приведенных комментариев относительно доступа воздуха.
Для более полного понимания способа, раскрытого в изобретении, приводятся фигуры 1 и 2. Описание фигур 1 и 2 приводится в переводе на изобутан в качестве субстрата для алкилирования, смеси изомеров бутена в качестве алкилирующего агента и хлорида водорода в качестве галогенсодержащего продукта в отходящем потоке реактора.
Однако выбор этих реагентов и этого галогенсодержащего продукта не ограничивает объем изобретения, установленный в пунктах формулы.
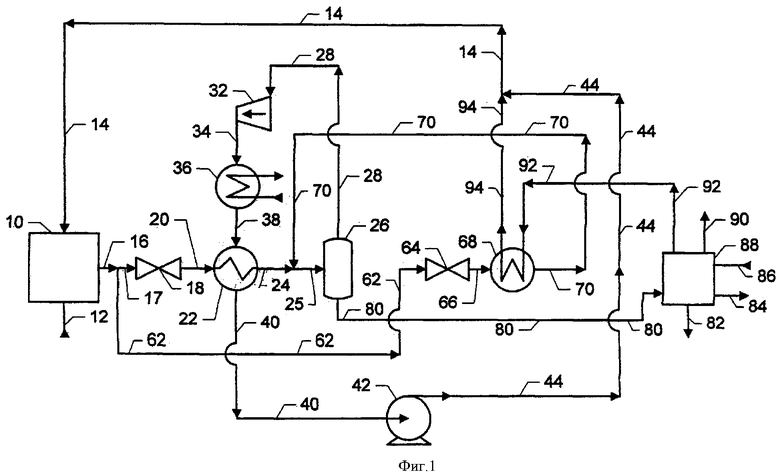
Ссылаясь на фиг.1, сырьевую смесь бутенов вводят в реактор алкилирования 10 через трубопровод 12. Бутены могут вводиться в реактор 10 через более чем одно отверстие. Поток, содержащий свежий и возвратный изобутан в качестве субстрата для алкилирования, вводят в реактор 10 через трубопровод 14. Реактор алкилирования использует твердый катализатор, использующий хлорид. Отходящий поток реактора алкилирования содержит алкилат, изобутан, пропан, этан, метан и хлорид водорода. С1-С3 парафины могут вводиться в реактор с сырьем или могут образовываться в качестве побочных продуктов алкилирования. Отходящий поток может даже содержать некоторое количество водорода вследствие регенерации катализатора.
Отходящий поток реактора алкилирования подается через трубопровод 16 и разделяется на два потока. Один поток поступает по трубопроводу 17 и мгновенно испаряется при прохождении через расширительный клапан 18, который понижает давление и температуру потока. Поток, подвергшийся испарению, представляет собой двухфазную парожидкостную смесь, которая имеет тот же состав, что и отходящий поток реактора. Поток после испарения подается через трубопровод 20 в теплообменник с охлаждающим агентом 22. С помощью непрямого теплообмена поток после испарения отнимает тепло от потока, подающегося через трубопровод 38, тем самым нагревая этот поток отходящего потока реактора. Нагретый поток все еще представляет собой двухфазную парожидкостную смесь. Поток подается через трубопровод 24, объединяется с потоком, подаваемым по трубопроводу 70, подается по трубопроводу 25 и попадает в парожидкостный сепаратор 26. На фигурах 1 и 2 сепаратор 26 и другие парожидкостные сепараторы обозначаются как цилиндрические вертикально ориентированные сосуды, но для этих парожидкостных сепараторов могут применяться горизонтально ориентированные сосуды или любые подходящие устройства для фазового разделения, включая внутрикорпусные устройства, способствующие фазовому разделению. Паровую фазу, обогащенную изобутаном и содержащую пропан, этан, метан и хлорид водорода, возвращают из сепаратора 26 в трубопровод 28. (Может присутствовать водород, но только если он присутствует в небольших количествах по сравнению с хлоридом водорода). Эту паровую фазу рассматривают как охлаждающий агент для способа. Компрессор 32 сжимает эту паровую фазу и подает ее в трубопровод 34. Конденсатор с водяным охлаждением 36 конденсирует поток под давлением в трубопровод 34, и двухфазная парожидкостная смесь подается через трубопровод 38 к теплообменнику 22. В теплообменнике 22 протекает дальнейшая конденсация изобутана. Теплообменник 22 охлаждает охлаждающий агент до такой степени, что при данном давлении охлажденного возвратного потока, выделенного из выходного отверстия теплообменника 22, значительное количество хлорида водорода конденсируется и растворяется в растворе изобутанобогащенной жидкой фазы в трубопроводе 40.
Охлажденный возвратный поток, подающийся по трубопроводу 40, содержит парафины, более легкие, чем субстрат для алкилирования и/или хлорид водорода. Так как эти компоненты не реагируют в реакторе алкилирования, возврат всех С1-С3 парафинов и любого водорода позволит им аккумулироваться в охлаждающем агенте до концентраций, которые не конденсируются. Эти компоненты, предпочтительно, удаляются из охлаждающего агента в любом удобном месте. Одна возможность состоит в том, чтобы выбрасывать поток пониженного давления из трубопровода 28. Хотя эта возможность понизит затраты на компрессию потока пониженного давления в компрессоре 32, всасывающее давление компрессора может быть слишком низким с практической точки зрения, чтобы поток пониженного давления был использован где-то еще. Две другие возможности предусматривают выпуск потока пониженного давления из трубопроводов 34 или 38. Хотя при этом расположении поток пониженного давления будет выбрасываться при более высоком и более применимом давлении, они будут предотвращать теплообмен потока пониженного давления с отходящим потоком реактора в теплообменнике 22, тем самым понижая испарение отходящего потока реактора и, таким образом, самого потока охлаждающего агента. Эти две возможности, однако, не являются эквивалентными с точки зрения производительности конденсатора 36. (Конденсатор 36 и/или теплообменник 22 могут также иметь обычно закрытое отверстие, которое открывают для удаления неконденсирующихся веществ). Если охлажденный возвратный поток в трубопроводе 40 представляет собой двухфазную смесь, четвертая возможность состоит в том, чтобы направлять часть или весь поток, протекающий в трубопроводе 40, к парожидкостному сепаратору (не показан), формирующему паровую фазу и жидкую фазу, выпуская паровую фазу из процесса и направляя полученную жидкую фазу к насосу 42. Это поможет предотвратить кавитацию в насосе 42 и минимизировать потери изобутана путем концентрирования С1-С3 парафинов и/или водорода в выпускном потоке. С другой стороны, если охлажденный возвратный поток в трубопроводе 40 представляет собой однофазную жидкую фазу, может быть предпочтительным направить поток пониженного давления из трубопровода 44 в секцию выделения продукта 88. Там поток пониженного давления может быть загружен в испарительную камеру или пропаноотгонную дистилляционную колонну (не показана). Испарительная камера и пропаноотгонная колонна будут концентрировать С1-С3 парафины и/или водород в их верхнем потоке, который выводят из процесса через трубопровод 90, а изобутан будет выделяться в нижнем потоке для возврата в реактор алкилирования 10 через трубопровод 92 или через трубопровод 12 (посредством трубопровода, который не показан). Секция выделения продукта 88 может включать как испарительную камеру, так и пропаноотгонную колонну. Специалисты в данной области смогут выбрать оптимальные условия среди этих возможностей.
Независимо от расположения, выбранного для очистки С1-С3 парфинов и хлорида водорода, большая часть или весь охлаждающий агент протекает по трубопроводу 40 и закачивается насосом 42 до давления, требуемого для загрузки либо в реактор алкилирования 10, или в секцию выделения продукта 88. За исключением любых потоков пониженного давления, выделенных в секции выделения продукта 88, выходящий из насоса 42 поток протекает через трубопровод 44, объединяется с потоком, подающимся по трубопроводу 94 и возвращается в реактор алкилирования через трубопровод 14.
Другая часть отходящего потока реактора подается через трубопровод 62 и мгновенно испаряется при прохождении расширительного клапана 64, который понижает давление и температуру данного потока. Эта часть после испарения представляет собой двухфазную парожидкостную смесь с тем же составом, что и отходящий поток реактора. Испаренный поток подается по трубопроводу 66 в теплообменник 68. Применяя непрямой теплообмен, этот испаренный поток эффлюента реактора удаляет тепло из возвратного потока, содержащего изобутан, подающегося по трубопроводу 92. Во время охлаждения возвратного потока перед его возвратом в реактор алкилирования 10 этот теплообмен нагревает и/или испаряет некоторое количество этой другой части отходящего потока реактора. Отходящий поток теплообменника 68 подается через трубопровод 70, объединяется с отходящим потоком, подающимся по трубопроводу 24, подается через трубопровод 25 и входит в сепаратор 26.
Жидкая фаза, выделенная из сепаратора 26 в трубопроводе 80, содержит алкилат и обычно также некоторое количество изобутана, но также является обедненной изобутаном относительно потока, подающегося в трубопроводе 25. Эта жидкая фаза подается в секцию выделения продукта 88. Хотя не показано, секция выделения продукта 88 обычно содержит ранее упомянутую испарительную камеру или пропаноотгонную дистилляционную колонну, также как и дистилляционную колонну для отгонки изобутана (не показана), которую обычно называют изостриппером. Жидкая фаза по трубопроводу 80 и поток жидкости, получаемой из природного газа, которая содержит смесь нормального бутана и изобутана, по трубопроводу 86 поступают в изостриппер. Поток нормального бутана из трубопровода 84, поток алкилата из трубопровода 82 и поток изобутана из трубопровода 92 (который содержит как свежий изобутан, поступающий через трубопровод 86, так и возвратный изобутан) выделяют из изостриппера. При необходимости некоторая часть или весь нормальный бутан может быть выделен из трубопровода 82.
Изобутан в потоке трубопровода 92 возвращают в реактор алкилирования 10 через теплообменник 68, трубопровод 94 и трубопровод 14. Этот путь охлаждает возвратный и свежий изобутан в теплообменнике 68 перед его введением в реактор алкилирования 10. Поток трубопровода 14 обычно имеет температуру от -4 до 27°С (от 25 до 80°F). Хотя не показано на фиг.1, потоки в трубопроводах 92 и 12 могут охлаждаться теплообменом с частью или всей жидкой фазой, протекающей по трубопроводу 80.
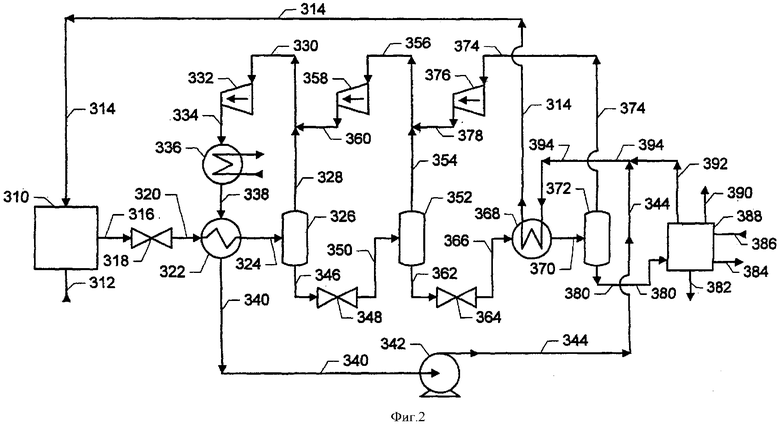
Фигура 2 показывает систему, аналогичную фигуре 1, но с тремя стадиями компрессии. Аналогичные позиции в фиг.1 и 2 даны с аналогичной (но не идентичной) нумерацией. Бутеновое сырье попадает в реактор 310 через трубопровод 312. Изобутансодержащий поток попадает в реактор 310 по трубопроводу 314. Отходящий поток реактора алкилирования подается по трубопроводу 316 и мгновенно испаряется при прохождении клапана 318. Полученная парожидкостная смесь подается по трубопроводу 320 к теплообменнику с охлаждающим агентом 322, где далее испаряется таким образом, чтобы охладить поток трубопровода 338. Отходящий поток после теплообмена протекает через трубопровод 324 и входит в сепаратор для отделения жидкости от пара 326. Паровую фазу, обогащенную изобутаном и содержащую С1-С3 парафины и хлорид водорода, выделяют из сепаратора 326 в трубопровод 328. Эту паровую фазу объединяют с потоком трубопровода 360 и получают поток трубопровода 330, который в этом процессе функционирует как охладитель. Компрессор 332 сжимает этот поток и выпускает его в трубопровод 334. Конденсатор с водяным охлаждением 336 конденсирует часть потока трубопровода 334, и парожидкостная смесь подается по трубопроводу 338 в теплообменник 322, где протекает существенно более полная конденсация. Весь хлорид водорода находится в растворе в изобутанобогащенной жидкой фазе в трубопроводе 340.
Весь охлаждающий агент протекает через трубопровод 340 в насос 342, который нагнетает охлаждающий агент в трубопровод 344. Трубопровод (не показан) переносит поток пониженного давления нагнетательного потока насоса 342 от трубопровода 344 к секции выделения продукта 388. Большая часть нагнетательного потока насоса 342 объединяется с потоком, протекающим по трубопроводу 392, подается по трубопроводу 394, охлаждается в возвратном теплообменнике 368 и возвращается в реактор алкилирования 310 via трубопровод 314.
Жидкая фаза, выделенная из сепаратора 326 в трубопровод 346, содержит алкилат и является обедненной изобутаном по сравнению с потоком, протекающим в трубопроводе 324. Жидкая фаза мгновенно испаряется при прохождении расширительного клапана 348, который понижает давление и температуру, и образует двухфазную смесь, которая подается по трубопроводу 350 к сепаратору для отделения жидкости от пара 352. Паровую фазу, обогащенную изобутаном и содержащую метан, этан, пропан и хлорид водорода, выделяют из сепаратора 352 в трубопровод 354. Эту паровую фазу смешивают с потоком, протекающим в трубопроводе 378, и получают поток трубопровода 356. Компрессор 358 сжимает этот поток и выпускает его в трубопровод 360.
Жидкая фаза, выделенная из сепаратора 352 в трубопровод 362, содержит алкилат и истощена по изобутану по сравнению с потоком, протекающим в трубопроводе 350. Жидкую фазу мгновенно испаряют при переходе через расширительный клапан 364, который снижает давление и температуру и образует двухфазную смесь, которая подается по трубопроводу 366 в теплообменник 368. Эта испаренная жидкая фаза охлаждает изобутансодержащий поток, подающийся по трубопроводу 394, и переходит в виде парожидкостной смеси по трубопроводу 370 к парожидкостному сепаратору 372. Паровую фазу, обогащенную изобутаном и содержащую метан, этан, пропан и хлорид водорода, выделяют из сепаратора 372 в трубопровод 374. Компрессор 376 сжимает этот поток и выпускает его в трубопровод 378. Жидкую фазу, содержащую алкилат и обедненную изобутаном, выделяют из сепаратора 372 в трубопровод 380.
Жидкая фаза в трубопроводе 380 протекает к секции выделения продукта 388. Трубопровод 386 переносит поток жидкости, получаемой из природного газа, содержащий изобутановое сырье, к секции выделения продукта 388. Легкий поток, содержащий метан, этан, пропан и хлорид водорода, выводят из процесса по трубопроводу 390. Поток нормального бутана по трубопроводу 384, поток продукта алкилата по трубопроводу 382 и изобутансодержащий поток (который содержит как свежий, так и возвратный изобутан) по трубопроводу 392 выделяют из секции выделения продукта.
Вариант воплощения на фиг.2 содержит две стадии сжатия. Таким образом, клапан 348, трубопровод 350, сепаратор 352 и трубопровод 362 исключаются, вследствие этого поток из трубопровода 346 протекает напрямую в клапан 364. Трубопровод 354, трубопровод 356, компрессор 358 и трубопровод 360 также исключаются, и поток в трубопроводе 378 подается до соединения трубопроводов 328 и 330.
Изобретение относится к вариантам способа алкилирования, один из которых включает: а) алкилирование субстрата для алкилирования, в качестве которого используют парафиновые углеводороды, имеющие 4-6 атомов углерода, алкилирующим агентом, в качестве которого используют олефины с 2-6 атомами углерода, с образованием алкилата в реакторе; b) извлечение из реактора отходящего потока, содержащего алкилат и субстрат для алкилирования; с) мгновенное испарение, по меньшей мере, части отходящего потока реактора с образованием питания для теплообменника с охлаждающим агентом, содержащего алкилат и субстрат для алкилирования, где питание для теплообменника с охлаждающим агентом имеет такой же состав, как и, по меньшей мере, часть отходящего потока реактора; d) нагревание, по меньшей мере, части питания для теплообменника с охлаждающим агентом в указанном теплообменнике и извлечение из теплообменника с охлаждающим агентом отходящего потока, образованного питанием для теплообменника, который содержит алкилат и субстрат для алкилирования; е) пропускание, по меньшей мере, части отходящего потока, выходящего из теплообменника, в сепаратор для отделения жидкой фазы отходящего потока от пара и извлечение из сепаратора паровой фазы, содержащей субстрат для алкилирования, и жидкой фазы, содержащей алкилат; f) сжатие паровой фазы с образованием сжатого потока, содержащего субстрат для алкилирования; g) по меньшей мере, частичную конденсацию, по меньшей мере, части сжатого потока с образованием конденсированного потока, содержащего субстрат для алкилирования; h) непрямой теплообмен в теплообменнике с охлаждающим агентом от, по меньшей мере, части конденсированного потока к, по меньшей мере, части питания для теплообменника с охлаждающим агентом, с образованием охлажденного возвратного потока, содержащего субстрат для алкилирования; i) возврат, по меньшей мере, части охлажденного возвратного потока в реактор; и j) извлечение алкилата из жидкой фазы. Применение предлагаемого способа позволяет возвращать легкие компоненты, такие как хлорид водорода, и предотвращать потери хлорида водорода без чрезмерных затрат на сжатие. 2 н. и 10 з.п. ф-лы, 2 ил.
1. Способ алкилирования, включающий:
a) алкилирование субстрата для алкилирования, в качестве которого используют парафиновые углеводороды, имеющие 4-6 атомов углерода, алкилирующим агентом, в качестве которого используют олефины с 2-6 атомами углерода, с образованием алкилата в реакторе;
b) извлечение из реактора отходящего потока, содержащего алкилат и субстрат для алкилирования;
c) мгновенное испарение, по меньшей мере, части отходящего потока реактора с образованием питания для теплообменника с охлаждающим агентом, содержащего алкилат и субстрат для алкилирования, где питание для теплообменника с охлаждающим агентом имеет такой же состав, как и, по меньшей мере, часть отходящего потока реактора;
d) нагревание, по меньшей мере, части питания для теплообменника с охлаждающим агентом в указанном теплообменнике и извлечение из теплообменника с охлаждающим агентом отходящего потока, образованного питанием для теплообменника, который содержит алкилат и субстрат для алкилирования;
e) пропускание, по меньшей мере, части отходящего потока, выходящего из теплообменника, в сепаратор для отделения жидкой фазы отходящего потока от пара и извлечение из сепаратора паровой фазы, содержащей субстрат для алкилирования, и жидкой фазы, содержащей алкилат;
f) сжатие паровой фазы с образованием сжатого потока, содержащего субстрат для алкилирования;
g) по меньшей мере, частичную конденсацию, по меньшей мере, части сжатого потока с образованием конденсированного потока, содержащего субстрат для алкилирования;
h) непрямой теплообмен в теплообменнике с охлаждающим агентом от, по меньшей мере, части конденсированного потока к, по меньшей мере, части питания для теплообменника с охлаждающим агентом, с образованием охлажденного возвратного потока, содержащего субстрат для алкилирования;
i) возврат, по меньшей мере, части охлажденного возвратного потока в реактор и
j) извлечение алкилата из жидкой фазы.
2. Способ по п.1, который дополнительно характеризуется тем, что, по меньшей мере, часть конденсированного потока, по меньшей мере, частично конденсируется в теплообменнике с охлаждающим агентом, охлажденный возвратный поток содержит конденсированную фазу, причем возврат, по меньшей мере, части охлажденного возвратного потока включает возврат конденсированной фазы.
3. Способ по п.2, который дополнительно характеризуется тем, что охлажденный возвратный поток содержит галогеноводород, и конденсированная фаза содержит, по меньшей мере, 99% галогеноводорода в охлажденном потоке.
4. Способ по п.3, в котором галогеноводород содержит хлористый водород.
5. Способ по п.1, который дополнительно характеризуется тем, что алкилирование происходит в присутствии твердого катализатора.
6. Способ по п.1, в котором реактор представляет собой транспортный реактор.
7. Способ по п.6, в котором транспортный реактор представляет собой лифт-реактор.
8. Способ по п.1, который дополнительно характеризуется тем, что, по меньшей мере, часть отходящего потока, выходящего из теплообменника с охлаждающим агентом, разделяют в условиях, включающих давление приблизительно от 0 до 483 кПа(и) и температуру от -9 до 32°С.
9. Способ по п.1, который дополнительно характеризуется тем, что сепаратор для отделения жидкой фазы отходящего потока от пара работает при температуре фазового разделения, и температура охлажденного возвратного потока примерно на 2-11°С выше, чем температура фазового разделения.
10. Способ по п.1, который дополнительно характеризуется тем, что паровая фаза содержит легкий компонент, имеющий меньшее число атомов углерода, чем субстрат для алкилирования, удаляемый поток, содержащий легкий компонент, образуется из потока, выбранного из группы, состоящей из: паровой фазы, сжатого потока, конденсированного потока и охлажденного возвратного потока, причем легкий компонент удаляемого потока выводят из процесса.
11. Способ по п.1, который дополнительно характеризуется тем, что, по меньшей мере, часть питания для теплообменника с охлаждающим агентом содержит галогеноводород.
12. Способ алкилирования, включающий:
a) алкилирование субстрата для алкилирования, в качестве которого используют парафиновые углеводороды, имеющие 4-6 атомов углерода, алкилирующим агентом, в качестве которого используют олефины с 2-6 атомами углерода, с образованием алкилата в реакторе;
b) извлечение из реактора отходящего потока, содержащего алкилат и субстрат для алкилирования;
c) снижение давления, по меньшей мере, части отходящего потока реактора, при котором, по меньшей мере, часть отходящего потока реактора после снижения давления имеет тот же самый состав, что и отходящий поток реактора;
d) нагревание, по меньшей мере, части отходящего потока реактора после снижения давления в теплообменнике с охлаждающим агентом и извлечение из теплообменника с охлаждающим агентом отходящего потока, содержащего алкилат и субстрат для алкилирования;
e) пропускание, по меньшей мере, части отходящего потока теплообменника с охлаждающим агентом в сепаратор для отделения жидкой фазы отходящего потока от пара и извлечение из сепаратора паровой фазы, содержащей субстрат для алкилирования, и жидкой фазы, содержащей алкилат;
f) сжатие паровой фазы с образованием сжатого потока, содержащего субстрат для алкилирования;
g) по меньшей мере, частичную конденсацию, по меньшей мере, части сжатого потока с образованием конденсированного потока, содержащего субстрат для алкилирования;
h) непрямой теплообмен в теплообменнике с охлаждающим агентом от, по меньшей мере, части конденсированного потока к, по меньшей мере, части отходящего потока реактора с образованием охлажденного возвратного потока, содержащего субстрат для алкилирования;
i) возврат, по меньшей мере, части охлажденного возвратного потока в реактор; и
j) выделение алкилата из жидкой фазы.
| US 2977397 А, 28.03.1961 | |||
| US 5750818 А, 12.05.1998 | |||
| US 4128597 А, 05.12.1978 | |||
| RU 2004128925 А, 10.05.2005. |

