Изобретение относится к горной промышленности и может быть использовано в сепараторах или системах технологического контроля для сепарации исходного сырья естественного или техногенного происхождения. Наиболее эффективным является использование изобретения в условиях, когда исходное сырье представлено кусковой горной массой различного гранулометрического состава, содержащей полезный компонент в виде металлических включений, форма и размер которых может колебаться от мелкодисперсных вкраплений, распределенных по объему куска, до отдельных слитков, обломков или кусков металла.
Изобретение может быть использовано при промышленном обогащении кускового сырья, полезный компонент в котором представлен различными включениями ферромагнитных и неферромагнитных металлов, которые находятся в шлаках металлургического производства или хвостах обогащения руд черных и цветных металлов.
Известно устройство для выявления одиночных металлических включений в потоке сырья, представляющее собою индукционный датчик с четырьмя секциями, разнесенными в пространстве и ориентированными под разными углами относительно направления движения сырья (АС СССР №1509779, опубл. 23.09.1989 г., Бюл. №35).
Недостатком известного устройства является то, что его применение ограничено выявлением единичных металлических включений в общем потоке сырья. Его применение не позволяет определить положение и геометрические размеры металлосодержащих кусков в транспортируемом сырье. Использование известного устройства ограничено теми случаями, когда металлические включения не являются характерными и систематическими для исходного сырья.
Известно устройство для выявления и селекции металлических частиц в потоке содержит последовательно соединенные генератор, вихретоковый датчик, усилитель переменного тока, детектор, усилитель постоянного тока, селектор формы импульса, блок автоматики и индикатор. Вихревой датчик выполнен в виде последовательно включенных секций из ферритовых сердечников, расположенных ступенчато в плоскости контролируемой зоны с шагом перекрытия по ширине контролируемой зоны, равной половине длины ферритового сердечника. Любая из секций выполнена в виде Ш-образного ферритового сердечника, на центральном стержне которого намотана передающая, а на крайних стержнях - две встречновключенные приемные катушки (АС СССР №1295349, опубл. 07.03.1987 г, Бюл. №9).
Недостатком известного устройства является то, что область применения датчика ограничена металлическими включениями больших размеров. Это делает невозможным его применение для обогащения сырья, представленного мелкокусковой металлосодержащей массой, в которой полезный компонент представлен в виде вкраплений или породных сростков.
Кроме того, индукционные элементы датчика не позволяют точно определить координаты металлического или металлосодержащего куска на конвейерной ленте в процессе ее движения, что в значительной мере ухудшает последующий процесс сепарации, который состоит в отделении металлических или металлосодержащих частиц от другого вида сырья или пустой породы.
Наиболее близким техническим решением, выбранным в качестве прототипа, является система идентификации полезного компонента в металлосодержащем сырье природного или техногенного происхождения, которая включает ленточный конвейер с плоской рабочей поверхностью рабочей ветви, металлочувствительное устройство, расположенное над или под рабочей поверхностью и связанное с сортирующим устройством (АС СССР №1651260, опубл. 23.05.1991 г., Бюл. №19).
Известное устройство позволяет получить информацию о пространственном положении металлического объекта в потоке сырья за счет размещения его относительно разных точек контроля, который обеспечивается индукционными датчиками.
Как и вышеописанные аналогичные устройства, это техническое решение позволяет определить координаты единичного включения полезного компонента, расположенного в зоне контроля. Поэтому его эффективность ограничена исходным сырьем, где металлическое включение является единичным и несистематическим.
Эффективность работы устройства резко падает и не дает точной и объективной информации, если в зоне контроля находится одновременно несколько металлических включений.
Задачей изобретения является усовершенствование устройства идентификации полезного компонента в металлосодержащем сырье природного или техногенного происхождения за счет расположения плоскости индукционных датчиков параллельно транспортирующей плоскости конвейерной ленты. Продольное и поперечное расположение датчиков, которые входят в состав устройства идентификации, регламентировано относительно оси рабочей ветви конвейера исходя из условия регистрации металлосодержащих элементов по всей рабочей поверхности конвейерной ленты.
Реализация поставленной задачи позволяет обеспечить эффективное обогащение кускового металлосодержащего сырья за счет качественной идентификации полезного компонента по всей плоскости конвейерной ленты и определения его координат относительно рабочего органа сортирующего устройства. Это обеспечивает эффективное отделение кусков содержащих металлические включения от кусков пустой породы.
Поставленная задача решается за счет того, что устройство идентификации полезного компонента в металлосодержащем сырье природного или техногенного происхождения включает ленточный конвейер с плоской поверхностью рабочей ветви, систему измерения, расположенную над или под рабочей поверхностью ленты конвейера и связанную с сортирующим устройством.
В соответствии с изобретением система измерения выполнена в виде металлочувствительного устройства, которое содержит индукционные датчики, расположенные параллельно поверхности рабочей ветви конвейера, с возможностью идентификации полезного компонента в отдельно лежащих кусках металлосодержащего сырья, причем смещение между центрами датчиков в проекции на плоскость, перпендикулярную вектору движения конвейерной ленты, определяется из выражения
ds≤2·Rs,
где ds - смещение положения центров датчиков в проекции на плоскость, перпендикулярную вектору движения ленты конвейера;
Rs - радиус зоны чувствительности датчика для куска минимального размера с металлическими включениями,
кроме того, расстояния между центрами рядом расположенных датчиков должно быть не меньше радиуса зоны их взаимного влияния, при этом система измерения связана с электронно-вычислительным устройством расчета координат центров и параметров кусков исходного сырья, которое формирует управляющие сигналы для сортирующего устройства.
Для повышения точности измерения при изменении температуры окружающей среды, где производится обогащение сырья, металлочувствительное устройство снабжено системой температурной стабилизации.
Для изменения уровня граничной чувствительности датчиков в зависимости от содержания полезного компонента в сырье система измерения дополнительно содержит калиброванные эталонные металлические массы, которые искусственно установлены в зоне взаимодействия индукционных датчиков с измеряемыми кусками сырья и выполнены с возможностью оперативного изменения их пространственного положения.
Заявленное изобретение иллюстрируется чертежами, где на фиг.1 изображена измерительная система устройства идентификации; на фиг.2 - график зависимости выходного сигнала индукционного датчика от массы полезного компонента, распределенного в объеме зоны измерения этого датчика; на фиг.3 - кривые зоны измерения индукционных датчиков; на фиг.4 - базовая схема устройства идентификации; на фиг.5 - схема устройства идентификации с системой температурной стабилизации металлочувствительного устройства; на фиг.6 - пример расположения индукционных датчиков металлочувствительного устройства.
На приведенных схемах указаны следующие обозначения:
1 - лента конвейера; 2 - система измерения; 3 - калиброванные эталонные металлические массы; 4 - металлочувствительное устройство; 5 - индукционный датчик; 6 - кусок исходного сырья; 7 - кривая зависимости выходного сигнала (U) индукционного датчика от общей металлической массы (Q), распределенной в объеме зоны измерения этого датчика; 8 - кривая зоны измерения базового индукционного датчика; 9 - кривая зоны измерения более чувствительных по сравнению с базовым индукционных датчиков; 10 - кривая зоны измерения базового индукционного датчика с задействованной в зоне измерения калиброванной эталонной металлической массой; 11 - сортирующее устройство; 12 - разгрузочная часть конвейера; 13 - интерфейс, преобразующий электрические сигналы индукционных датчиков во входные сигналы электронно-вычислительного устройства расчета координат центров и параметров кусков исходного сырья; 14 - электронно-вычислительное устройство расчета координат геометрических центров и параметров кусков исходного сырья; 15 - терморегулятор системы температурной стабилизации; 16 - температурный датчик; 17 - электрический нагревательный элемент.
Металлочувствительное устройство выполнено в виде индукционных датчиков, которые образуют плоскость, параллельную поверхности рабочей ветви конвейера (фиг.1).
Расположение датчиков выполнено таким образом, что любой кусок исходного сырья, который транспортируется на конвейере, обязательно проходит зону регистрации хотя бы одного датчика. Это обеспечивается тем, что расстояние в проекции на ось, перпендикулярную вектору движения конвейерной ленты, между центрами смежно расположенных датчиков задается выражением
ds≤2·Rs
где ds - смещение положения центров датчиков в проекции на ось, перпендикулярную вектору движения транспортирующей ленты конвейера (см. фиг.6);
Rs - радиус зоны чувствительности датчика для куска с минимальным содержанием металлических включений.
Основными факторами для выбора значения ds является гранулометрический состав исходного сырья и необходимая точность определения координат и геометрических размеров кусков исходного сырья, что зависит от параметров сортирующего устройства, с которым используется устройство идентификации. Чем меньшее значение ds по сравнению с 2·Rs, тем больше точность определения координат и размеров кусков исходного сырья, и соответственно необходимо большее количество индукционных датчиков.
Если известен минимальный размер металлического включения, тогда смещение положения центров датчиков может задаваться выражением
ds≤2·Rs+Ame min,
где Amemin - минимальный размер металлического включения.
Распределение датчиков по плоскости металлочувствительного устройства выполняется таким образом, чтобы расстояние между центрами рядом расположенных датчиков было не менее радиуса зоны их взаимного влияния (Rвв).
Исходное сырье может быть представлено некондиционными рудами или техногенными отходами, которые содержат куски как с крупными единичными включениями, так и с мелкими вкраплениями, распределенными по объему куска. Содержание металлических частиц в куске шлака колеблется от металлических кусков и обломков металла до мелкодисперсных металлических частиц в виде сростков, а также соединений, образованных спеканием или плавлением. При обогащении сырья порог срабатывания датчиков, регистрирующих содержание металлических включений, обязательно должен быть изменяемым, с возможностью оперативного регулирования, при неизменном конструктивном исполнении регистрирующего устройства.
Разделение сырья на полезную и пустую составляющие выполняется из условия:
Q≥Qгр
где Q - измеренное значение содержания полезного компонента в куске;
Qгp - граничное значение полезного компонента в куске.
Установка граничного значения содержания полезного компонента осуществляется изменением чувствительности индукционных датчиков. Для оперативного изменения граничного значения чувствительности датчиков, при изменении качественных характеристик исходного сырья и изменения его гранулометрического состава, система измерения дополнительно содержит калиброванные эталонные металлические массы, которые искусственно устанавливаются в зоне взаимодействия индукционных датчиков с измеряемыми объектами.
Таким образом, при наличии калиброванных эталонных масс измерение содержания полезного компонента осуществляется согласно формуле:
Q=Qкалибр+Qизмер
где Qкалибр - известная калиброванная эталона масса, искусственно внесенная в зону действия датчика между его рабочей поверхностью и измеряемым объектом;
Qизмер - металлическая масса, которая подлежит измерению.
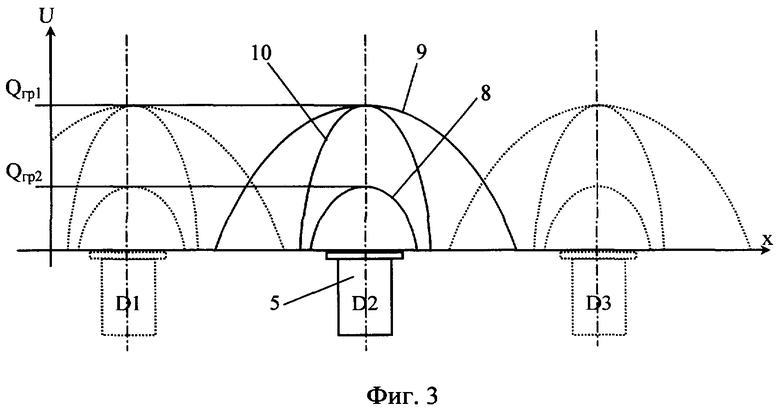
На фиг.2 изображена зависимость выходного сигнала (U) индукционного датчика от общей металлической массы (Q), которая распределена в зоне регистрации этого датчика - кривая 7. Соотношение Qкалибр и Qизмер является таким, чтобы Qкалибр обеспечивало приблизительно 90% порога срабатывания датчика, а измерению подлежит только 10%. Такое решение системы измерения обеспечивает необходимые качественные показатели процесса обогащения. Для их иллюстрации обратимся к фиг.3, где изображены экспериментальные зависимости: кривая 8 - диаграмма направленности базового датчика; кривая 9 - диаграмма направленности другого, более чувствительного датчика с более широкой зоной срабатывания; кривая 10 - диаграмма направленности базового датчика, который задействован в системе измерения с калиброванной металлической массой.
Из анализа фиг.3 можно сделать вывод, что перенастройка системы обогащения из базового режима Qгр1 на желательный режим Qгр2 может быть выполнена в двух вариантах:
а) использование другого более чувствительного датчика (кривая 9);
б) внесение в зону срабатывания действующего датчика дополнительной эталонной калиброванной массы (кривая 10).
Очевидно, что в первом варианте перенастройка возможна только при изменении осевых расстояний между датчиками и конструкции в целом, поскольку чувствительность датчика распространяется по всему объему, что приводит к расширению зоны срабатывания D2 на зону D1 и D3. При использовании второго варианта существует искусственный фокусирующий эффект, который позволяет изменять настройки системы обогащения без существенного изменения конструкции - за счет изменения плоскости с другими калиброванными массами. Кроме того, это способствует улучшению идентификации отдельных металлических кусков сырья.
Устройство идентификации полезного компонента в металлосодержащем сырье естественного или техногенного происхождения иллюстрируется схемой, на которой представлен вариант расположения индукционных датчиков относительно рабочей ветви ленты конвейера (фиг. 4).
Устройство идентификации полезного компонента в металлосодержащем сырье естественного или техногенного происхождения содержит рабочую ветвь конвейерной ленты 1, на которой находятся лежащие отдельно друг от друга куски исходного сырья 6. Под или над рабочей ветвью ленты конвейера расположена система измерения 2, которая содержит металлочувствительное устройство 4, состоящее из индукционных датчиков 5, и калиброванные эталонные металлические массы 3. Система измерения образует плоскость, которая параллельная рабочей поверхности конвейерной ленты.
На заданном расстоянии от разгрузочной части 12 конвейерной ленты 1 расположена зона сортирующего устройства 11, которое разделяет куски исходного сырья на пустую породу и куски, которые содержат полезный компонент. Для изменения граничной чувствительности системы индукционных датчиков, между ними и конвейерной лентой расположены калиброванные эталонные металлические массы 3, форма и размер которых зависит от содержания и геометрических размеров частиц полезного компонента в обогащаемом сырье.
Электрические сигналы от индукционных датчиков 5 поступают через интерфейс 13 в электронно-вычислительное устройство расчета координат центров и параметров кусков сырья 14, которое управляет сортирующим устройством 11.
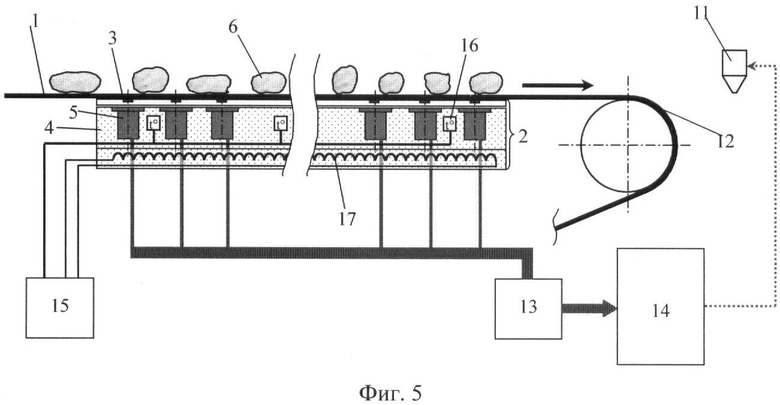
Для повышения точности измерения и устранения зависимости полученных результатов измерения от температуры окружающей среды металлочувствительное устройство 4 системы измерения 2 дополнительно содержит блок температурной стабилизации (фиг.5). Поддержание постоянной температуры обеспечивается с помощью электрических нагревательных элементов 17, которые равномерно распределены по объему металлочувствительного устройства 4. Подача электрического тока на нагревательные элементы 17 выполняется терморегулятором 15, который контролирует температуру внутри металлочувствительного устройства 4 с помощью температурных датчиков 16. Расположение и количество температурных датчиков 16 выбирается таким, чтобы обеспечить равномерное распределение температуры внутри металлочувствительного устройства 4.
Устройство работает следующим образом.
Исходное сырье, представленное кусковыми техногенными отходами с металлическими включениями или рудой, содержащей полезный компонент, поступает из питателя на рабочую ветвь конвейерной ленты 1. Условием, которое позволяет обеспечить высококачественную сепарацию, является необходимость формирование слоя из отделенных друг от друга кусков горной массы. Наиболее эффективно это обеспечивается при применении вибрационных питателей, которые позволяют получить заданное распределение в зависимости от оптимальной частоты и амплитуды вибрации транспортирующего органа питателя во взаимосвязи со скоростью движения конвейерной ленты. Вибрационный питатель позволяет управляемо распределять куски сырья равномерно по плоскости конвейерной ленты на заданном расстоянии друг от друга.
После загрузки сырье перемещается в сторону системы измерения 2 для идентификации. Индукционные датчики 5 металлочувствительного устройства 4 расположены таким образом, что после прохождения куском сырья 6 всей системы измерения 2 (то есть на момент перемещения куска к разгрузочной части конвейера 12) по результатам измерения каждого индукционного датчика 5 рассчитывается место положения каждого куска 6 с полезным компонентом, его геометрические размеры и информация о содержании полезного компонента.
Главными предпосылками расположения датчиков 5 является максимальный охват кусков сырья по плоскости конвейерной ленты 1 и избирательная чувствительность.
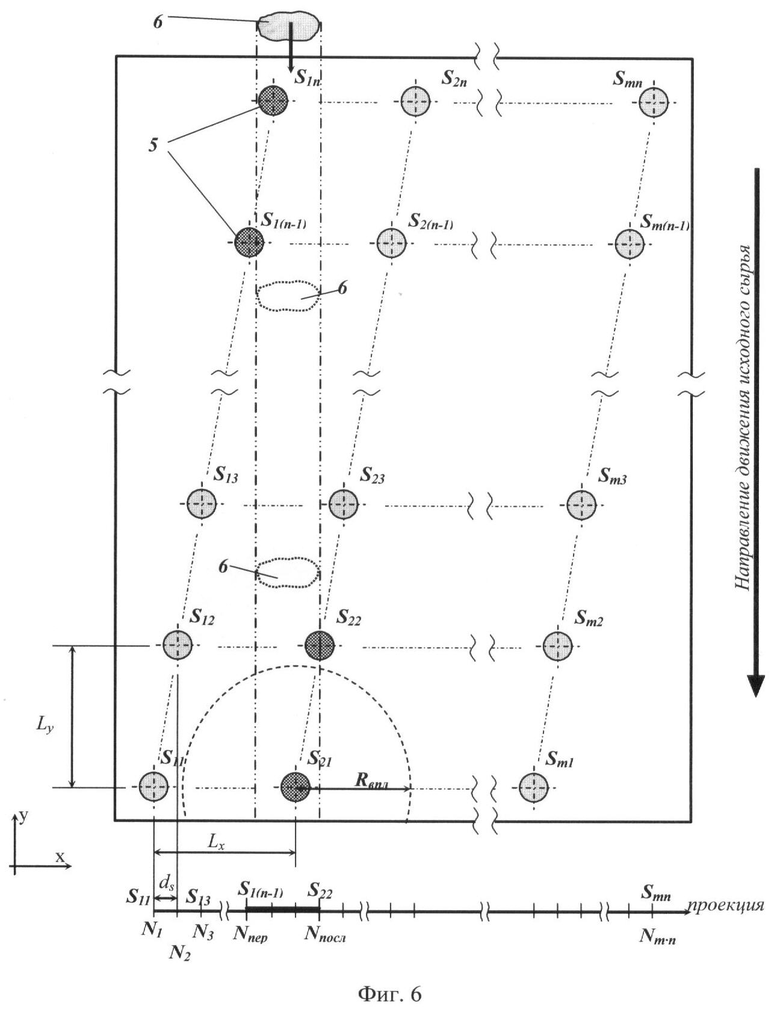
Возможно различное расположение датчиков 5 металлочувствительного устройства 4 в зависимости от типа конвейера и его ленты 1, а также конструктивных особенностей конвейерного става. В качестве примера рассматривается вариант размещения датчиков 5, изображенный на фиг.6. Для упрощения на фиг.6 изображено движение только одного куска сырья 6. Выполнение расчетов используется в системе координат, где ось "x" перпендикулярна вектору движения транспортерной ленты конвейера 1, а ось "y" параллельна вектору движения транспортерной ленты конвейера 1. Начало координат системы совпадает с центром датчика S11.
Смещение положения центров ds индукционных датчиков 5 в проекции на ось "x" в данном примере расположения датчиков выбрано как
ds=1,75·Rs,
где Rs - радиус зоны чувствительности датчика для куска с минимальным содержанием металлических включений.
Система индукционных датчиков выполнена в виде n рядов, расстояние между которыми определяется минимальным расстоянием между центрами рядом расположенных датчиков S(и)(j), S(и)(j+1), при котором исключается взаимовлияние датчиков для заданной чувствительности:
Ly>Rвл,
где Ly - расстояние между рядами датчиков;
Rвл - радиус зоны взаимовлияния индукционных датчиков.
Количество рядов датчиков определяется минимально возможным расстоянием между ними внутри ряда. Эти два параметра определяются системой уравнений:
 ,
,
где Lx - расстояние между центрами соседних датчиков в ряду;
ds - смещение положения центров датчиков в проекции на ось "x";
n - количество рядов датчиков;
Количество датчиков m в ряду определяется шириной конвейерной ленты 1 и задается таким, чтобы лента целиком перекрывалась датчиками в поперечном сечении.
Координаты центра датчика Sij для рассмотренного варианта рассчитываются по формулам:
где i - порядковый индекс датчика в ряду;
j - порядковый индекс ряда с датчиками.
Для упрощения расчетов использована линейная (одномерная) нумерация датчиков в проекции на ось "x" вместо матричной (двухмерной).
Расчет линейного номера датчика S(u)(j) исходя из индексов i, j выполняется по формуле:

где n - количество рядов датчиков.
В процессе транспортирования куска сырья 6 на транспортерной ленте он регистрируется группой индукционных датчиков с линейными номерами Nпер…Nпосл,
где Nпep - первый линейный номер из последовательности датчиков, которые зарегистрировали кусок исходного сырья;
Nпосл - последний линейный номер из последовательности датчиков, которые зарегистрировали кусок исходного сырья.
Для приведения координаты куска и его размеров в общую систему координат используются формулы



где сОN(k) - значение счетчика импульсов датчика перемещения в момент перехода индукционного датчика с номером k в активное состояние (момент срабатывания на полезный кусок);
сОFF(k) - значение счетчика импульсов датчика перемещения в момент перехода индукционного датчика с номером k в неактивное состояние после активного;
fs - коэффициент пересчета импульсов датчика перемещения в миллиметры;
а - размер куска по оси "y";
b - размер куска по оси "x";
yk - координата по оси "y" датчика с порядковым номером k;
ус - координата геометрического центра куска по оси "y";
xс - координата геометрического центра куска по оси "x".
В результате взаимодействия индукционных датчиков 5 с куском сырья 6 через интерфейс 13 электрические сигналы поступают в электронно-вычислительное устройство расчета координат центров и параметров кусков сырья 14, где определяются координаты геометрического центра этого куска на конвейерной ленте 1, его геометрические размеры и информация о содержании полезного компонента. Определение координат пространственной ориентации куска позволяет фиксировать отсчетную точку для процесса сепарации. Исходя из установленной точки координат, геометрических размеров куска, постоянной скорости перемещения конвейерной ленты 1 и расстояния к ее разгрузочному концу 12 сигнал подается на исполнительное устройство, которое в заданный момент времени включает исполнительный орган сортирующего устройства 11. Сортирующее устройство 11 отбирает из общего потока куски сырья с содержанием полезного компонента более заданного граничного значения Qгр.
Как вариант в качестве сортирующего устройства 11 может применяться система, которая представляет собою рядно расположенные сопла, которые установлены параллельно разгрузочной части конвейера. Количество сопел зависит от ширины конвейерной ленты 1 и преобладающего гранулометрического состава транспортируемого сырья. При подаче сигнала из управляющей системы сопло сортирующего устройства выбрасывает струю сжатого газа или жидкости. Скоростной поток воздействует на кусок с полезным компонентом, изменяет траекторию его движения после отрыва от разгрузочной части конвейера и направляет в соответствующий приемный бункер.
Опытно-промышленные испытания показали, что заявленное устройство обеспечивает высокое качество разделения горной массы или металлургического шлака на пустую породу и минеральную массу, которая содержит полезный компонент. Устройство позволяет оперативно изменять граничную чувствительность датчиков в зависимости от содержания полезного компонента. Это позволяет применять устройство без предварительного усреднения исходного сырья, а также перерабатывать его непосредственно в промежуточных технологических потоках.
Устройство идентификации полезного компонента разрешает выделить сырье с минимальной погрешностью за счет точного измерения содержания полезного компонента и точного определения координат куска на конвейерной ленте с учетом скорости его перемещение и расстояния между идентифицированным куском с полезным компонентом и сортирующим устройством.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СЕПАРАЦИИ ТЕХНОГЕННОГО СЫРЬЯ, ПРЕДСТАВЛЕННОГО МЕТАЛЛОСОДЕРЖАЩИМИ ОТХОДАМИ ИЛИ НЕКОНДИЦИОННЫМИ РУДАМИ | 2008 |
|
RU2379128C1 |
| СПОСОБ ОТКРЫТОЙ РАЗРАБОТКИ МЕСТОРОЖДЕНИЙ ПОЛЕЗНЫХ ИСКОПАЕМЫХ | 2009 |
|
RU2394158C1 |
| СПОСОБ ТЕРМОГРАФИЧЕСКОЙ КУСКОВОЙ СЕПАРАЦИИ СЫРЬЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2326738C2 |
| СПОСОБ ОТКРЫТОЙ РАЗРАБОТКИ МЕСТОРОЖДЕНИЙ ПОЛЕЗНЫХ ИСКОПАЕМЫХ | 2007 |
|
RU2353771C2 |
| СПОСОБ И СИСТЕМА СОРТИРОВКИ АЛМАЗОВ | 2020 |
|
RU2808530C1 |
| КОНВЕЙЕРНАЯ МАШИНА ОКУСКОВАНИЯ И ЕЕ ДИАГНОСТИРОВАНИЕ | 2004 |
|
RU2280221C2 |
| РОБОТИЗИРОВАННЫЙ АВТОМАТИЧЕСКИЙ КОМПЛЕКС ПО СОРТИРОВКЕ ТВЁРДЫХ КОММУНАЛЬНЫХ ОТХОДОВ НА ОСНОВЕ НЕЙРОННЫХ СЕТЕЙ | 2019 |
|
RU2731052C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПЛАВКИ МЕДНО-НИКЕЛЕВОГО СУЛЬФИДНОГО СЫРЬЯ В ПЕЧИ ВАНЮКОВА ПРИ ПЕРЕРАБОТКЕ СУЛЬФИДНОЙ ШИХТЫ НА ШТЕЙН | 2013 |
|
RU2571968C2 |
| Электромагнитный сепаратор | 1989 |
|
SU1741909A1 |
| РУДОСЕПАРАЦИОННЫЙ МОДУЛЬ | 2010 |
|
RU2422210C1 |


Изобретение относится к горной промышленности и может быть использовано в сепараторах или системах технологического контроля для сепарации исходного сырья естественного или техногенного происхождения, и может быть использовано при промышленном обогащении кускового сырья, полезный компонент в котором представлен различными включениями ферромагнитных и неферромагнитных металлов, которые находятся в шлаках металлургического производства или хвостах обогащения руд черных и цветных металлов. Устройство идентификации полезного компонента в металлосодержащем сырье естественного или техногенного происхождения включает ленточный конвейер с плоской поверхностью рабочей ветви, систему измерения, расположенную над или под рабочей поверхностью ленты конвейера и связанную с сортирующим устройством. Система измерения выполнена в виде металлочувствительного устройства, которое содержит индукционные датчики, расположенные параллельно поверхности рабочей ветви конвейера, с возможностью идентификации полезного компонента в отдельно лежащих кусках металлосодержащего сырья. Смещение между центрами датчиков в проекции на плоскость, перпендикулярную вектору движения конвейерной ленты, определяется из выражения ds≤2·Rs, где ds - смещение положения центров датчиков в проекции на плоскость, перпендикулярную вектору движения ленты конвейера; Rs - радиус зоны чувствительности датчика для куска минимального размера с металлическими включениями. Расстояние между центрами рядом расположенных датчиков должно быть не менее радиуса зоны их взаимного влияния. Система измерения связана с электронно-вычислительным устройством расчета координат геометрических центров и параметров кусков исходного сырья, формирующим управляющие сигналы для сортирующего устройства. Технический результат - повышение эффективности обогащения кускового металлосодержащего сырья и качества разделения. 2 з.п. ф-лы, 6 ил.
1. Устройство идентификации полезного компонента в металлосодержащем сырье естественного или техногенного происхождения, включающее ленточный конвейер с плоской поверхностью рабочей ветви, систему измерения, расположенную над или под рабочей поверхностью ленты конвейера и связанную с сортирующим устройством, отличающееся тем, что система измерения выполнена в виде металлочувствительного устройства, которое содержит индукционные датчики, расположенные параллельно поверхности рабочей ветви конвейера, с возможностью идентификации полезного компонента в отдельно лежащих кусках металлосодержащего сырья, причем смещение между центрами датчиков в проекции на плоскость, перпендикулярную вектору движения конвейерной ленты, определяется из выражения
ds≤2·Rs,
где ds - смещение положения центров датчиков в проекции на плоскость, перпендикулярную вектору движения ленты конвейера;
Rs - радиус зоны чувствительности датчика для куска минимального размера с металлическими включениями, кроме того, расстояние между центрами рядом расположенных датчиков должно быть не менее радиуса зоны их взаимного влияния, при этом система измерения связана с электронно-вычислительным устройством расчета координат геометрических центров и параметров кусков исходного сырья, формирующим управляющие сигналы для сортирующего устройства.
2. Устройство по п.1, отличающееся тем, что металлочувствительное устройство имеет систему температурной стабилизации.
3. Устройство по п.1, отличающееся тем, что система измерения дополнительно содержит калиброванные эталонные металлические массы, которые искусственно установлены в зоне взаимодействия индукционных датчиков с кусками сырья и выполнены с возможностью оперативного изменения их пространственного положения.
| Устройство для обнаружения и селекции металлических частиц в потоке | 1985 |
|
SU1295349A1 |
| Устройство для обнаружения металлических включений в потоке сырья | 1987 |
|
SU1509779A1 |
| Устройство для автоматической сортировки кускового материала | 1977 |
|
SU617077A1 |
| Автоматический пневмосепаратор металла | 1982 |
|
SU1061840A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ КООРДИНАТ ГЕОМЕТРИЧЕСКОГО ЦЕНТРА ОБЪЕКТА | 1985 |
|
SU1380590A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ НАЛИЧИЯ МЕТАЛЛА | 2005 |
|
RU2297017C1 |
| Водоподъемное устройство | 1928 |
|
SU20965A1 |
| RU 2003121408 C, 10.01.2005 | |||
| ЗАМОК ДЛЯ СЕЙФОВ | 1948 |
|
SU79247A1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 2000 |
|
RU2188727C2 |

