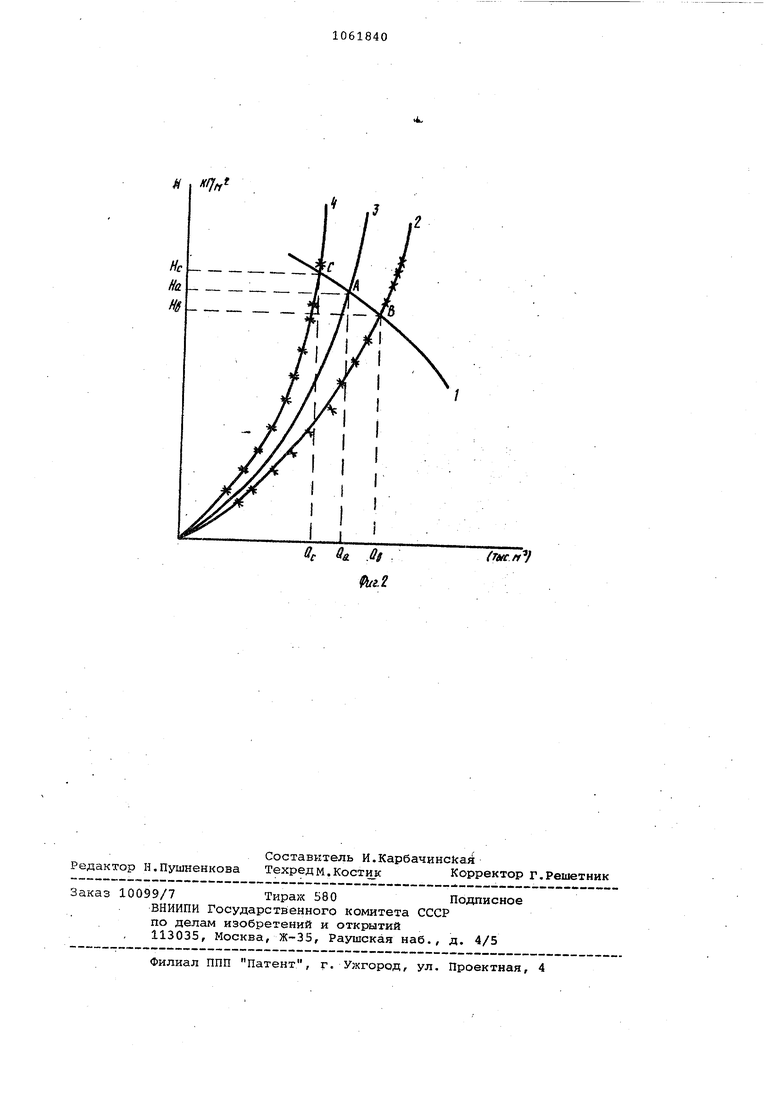
Изобретение относится к сепараци металла из потока сыпучего материал например из угля на топливоподачах ТЭС, и может найти применение в эне гетической; угольной, горнорудной, строительной промышленности. Известен пневмосепаратор метал- ла, включающий вентилятор, металлосборник, разгонную трубу, сепаратор циклон, шнековый питатель, бункер, металлоискатель, плужковое устройство . Управление двигателями вентилятора и питателя выполнено по типо вой схепе пуска и останова 1 . Известен автоматический пневмосепаратор металла, содержащий сбрас ватель , питатель и вентилятор с соо ветствующими двигателями, пусковыми элементами и блоками управления, металлоискатель, бункер с датчиками верхнего и нижнего уровней, разгонную трубу питателя, два блока задер ки и суг.-яматор, причем датчик нижнего уровня подключен к одному извходо блока управления вентилятора через один из блоков задержки, а. датчик верхнего уровня подключен непосредственно ко второму входу блока управления вентилятора, к третьему входу которого подключен выход пускового элемента привода вентилятора, а выходы подключены ко входам пускового элемента и второго блока задержки времени,выход которого и датчик нижнего уровня подключены ко входам сумматора, выход последнего подключен к приводу питателя 2J , Известный автоматический пневмосепаратор металла имеет ряд существенных недостатков, что снижает в целом надежность, а в отдельных сл: чаях может привести к аварийным релшмам, в частности, включение и о ключение вент-илятора и дозатора осуществляется при срабатывании вер него и нижнего датчика, хотя по тех нологии включение установки должно происходить при дости5кении верхнего уровня и отключение при достижении нижнего. Наряду с понижением надежности работы это приводит к существенному усложнению схеглы) управление приводом дозатора осуществляется отсумматора при условии равенства сигнал от двух датчиков. Как известно, сум матор это не логический, а аналог вый элемент, который имеет сигнал н выходе всегда, когда имеется сигна на входе, таким образом, управление приводом дозатора осуществляетс только в том случае, когда сигнал равен 0. Однако без введения дополнительмых элементов в эту систему управление приводом дозатора практически неосуществимо. Кроме того, включение и отключение вентилятора и дозатора осуществляется без контроля истинного состояния этих устройств. Включение дозатора по сигналам от элементов управления вентилятора приводит к ситуации, когда в действительности по ряду причин, (например, отсутствие напряжения, питающего двигатель и др.) вентилятор не включается, хотя вся логическая схема работает правильно, а включение в такой ситуации дозатора вызывает аварийное состояние установки: завал установки топливом, устранение которого требует ручного труда и значительного времени на устранение аварии.. При этом автоматический сепаратор не контролирует режим свой работы, что при изменении гранулометрического состава угля может привести к срыву сепарации, кроме того, автоматический сепаратор включает двигатель питателя сразу на номинальную производительность, что являе гся импульсным возмущением и может привести к срыву сепарации. Цель изобретения - повышение надежности и экономичности работы автоматического сепаратора. Цель достигается тем, что в автоматическом пневмосепараторе металла, содержащем сбрасыватель, питатель и вентилятор с соответствующими двигателями, пусковыми элементами и блоками управления, металлоискатель, бункер хз датчиками верхнего и нижнего уровней,, разгонную трубу питателя и два блока задержки, снабжен датчиками скорости двигателей питателя и вентилятора, двумя релейными элементами и элементами ИЛИ, причем выходы датчика верхнего уровня и пускового элемента двигателя вентилятора соединены с входами элемента ИЛИ, выход которого подключен к первому входу блока управления двигателя вентилятора, к другому входу которого через первый блок задержки и первый релейный элемент подключен выход датчика скорости двигателя питателя, а датчик скорости двигателя вентилятора через второй релейньяй элемент и второй блок задержки подключен ко второму входу блока управления двигателем питателя. J Кроме того, для стабилизации режима пневмосепаратор снабжен блоком изменения числа оборотов двигателя питателя, датчиком давления пьшевоздушной смеси за вентилятором, блоком сравнения, блоком переключения и регулятором, выход которого соединен с блоком изменения числа оборотов двигателя питателя, а вход соединен с выходом блока переключения, входы которого соединены с -датчиком скорости двигателя питателя, выходом блока сравнения и датчиком давления, прич выходы блока сравнения соединены с датчиком давления и даачиком скорости двигателя питателя. При этом для предотвращения срыв сепарации в период пуска пневмосепа ратор снабжен программным задатчико выходы которого соединены со вторым входом регулятора и третьим входом блока управления двигателем питател На фиг.1 приведена блок-схема ус ройства на фиг.2 - характеристики вентилятора и пневмосепаратора, при различных его сопротивлениях , R. R причем (. Автоматический пневмосепаратор м талла включает в себя металлоискатель 1, блок 2 управления, пусковое устройство 3, привод 4, плужковое устройство 5, бункер б сыпучего материала, с установленными в нем датчиком 7 нижнего уровня и датчико 8-.верхнего уровня. В разгонную трубу 9, соединенную трубопроводами с вентилятором 10, который приводится в движение двигателем 11 через пусковое устройство 12, питателем 13 подается засоре ный металлом уголь. Питатель приводится во вращение двигателем 14 через пусковое устройство 15. Логический элемент ИЛИ 16 соединей с блоком 17 управления. Датчик скорости двигателя питателя 18 чере первый релейный элемент 19 соединен с первым блоком 20 задержки, а датчик скорости двигателя вентилятора 21 через второй релейный элемент 22 и второй блок 23 задержки, соединен со входом блока 24 управления двигателем питателя. . Устройство содержит также датчик 25 давления, регулятор 26, связанный с блоком 27 изменения числа оборотов двигателя питателя, а также блок 28 сравнения, который соеди нен с блоком 29 переключений. Для обеспечения стабильности сепарации в пусковых режимах устройство содержит программньШ задатчик 30. Автоматический пневмосепаратор р ботает следуюищм образом. При отсутствии металлических пре метов в угле плужковое устройство 5 поднято, двигатель 4 отключен, а бункер б пуст - устройство не работает. Вентилятор 10 и питатель 13. отключены. Как только в угле металлоискатель 1 обнаружит металлически предмет, блок 2 управления через п ковое устройство 3 и привод 4 включает и опускает плужковое устройство 5 HJ. ленту конвейера. Металличес кий .предмет вместе с некоторым коли чеством угля сбрасывается с ленты конвейера в бункер б. После чего плужок поднимается в исходное полож ние, в котором он остается, пока в угле не появится следующий металлический предмет. После того, как в бункер б поступит определенное количество засоренного металлом угля, датчик 8 верхнего уровня выдает сигнал на первый вход логического элемента ИЛИ 16. Логический элемент ИЛИ 1 выдает сигнал на вход блока 17 управления вентилятором, который через пусковое устройство 12 вБщает сигнал на включение двигателя 11 вентилятора 10 и одновременно на второй вход логического элемента ИЛИ 16. Вентилятор 10 включается и подает воздух в разгонную трубу 9 пневмосепаратора. При включении вентилятора датчик 21 скорости контролирует скорость вращения вентилятора и через второй релейный элемент 22 и второй блок задержки 23 выдает сигнал на один из входов блока 24 упавления питателя , который через пусковое устройство 15 включает двигатель 14 питателя. Питатель 13 осуществляет подачу засоренного металлом угля из бункера б в разгонную трубу 9, где в восходящем потоке воздуха происходит разделение угля и металлических включений.. При включении питателя датчик 18 скорости через релейный элемент 19 и первый блок 2.0 задержки выдает сигнал на один из входов блока 17 управления вентилятором. После того, как весь уголь в бункере будет сработан до датчика 7 нижнего уровня, последний снимает сигнал со входа блока 24 .управлениями . двигатель питателя 14 останавливается. Одновременно с остановом двигателя питателя 14 его датчик 18 скорости через первый релейный элемент 19 и первыйблок 20 задержки снимает сигнал с входа блока 17 управления двигателем вентилятора, который отключает пусковое устройство 12. Пусковое устройство 12 отключает двигатель вентилятора и, одновременно, снимает сигнал с входа логического элемента ИЛИ 16, систе- .. ма приходит в исходное состояние. Режим работы пневмосепаратора является переменным вследствие большого числа возмущакяцих воздействий, вызванных изменением фракционного состава угля. В связи с этим работа устройства в заданном эффективном и экономическом режиме без регулятора 26 практически неосуществима. Характеристика пневмосепаратора 2 является оптимальной с точки зрения Эффективности и экономичности процесса сепарации. При изменении фракционного состава/ например |При увеличении его крупности, водрастает сопротивление пневмосепаратора и становится равным . Этому, новому состоянию соответствует точка пересечения С- характеристик сети пневмосепаратора 4 и вентилятора 1, которой соответствует более высокое давление Н/ и низкий расход Q аэросмеси в пневмосепараторе. Датчик 25 давления воспринимает изменение давления , причем сигнал датчика является задающим сигналом регулятора 26. В зависимости от величины этого сигнала регулятор 26 воздействует через блок 27 изменения числа оборотов на двигатель 14 таким образом, что пита тель 13 уменьшает подачу сепарируемого материала в разгонный участок 9 При этом концентрация аэросмеси и сопротивления пневмосепаратора умень шается, например, до значения „.Это.«му состоянию соответствует-точка пер сечения А характеристики 3 пневмосе паратора .с характеристикой вентилято ра. Причем параметры HQ и Q а являются оптимальными с точки зрения эффек тивности и экономичности. Регулятор 26 стабилизирует давление и расход воздуха в пределах зоны ограниченной точками 8 О , причем сепарация в этой зоне осуществляется наиболее эффективно и экономично., Во избежание импульсных возмущени при пуске с помощью программного задат чика 30, регулятора 26, блока 28 сра нения, блока 27 изменения числа оборотов формируется плавный закон пус ка двигателя 14 писателя. Работа автоматического пневмосепаратора формулы осуществляется следующим образом. При поступлении сигнала на вход блока 24 управления питателем 13 с блока 23 задержки, через пусковое устройство 15 включается двигатель 1 При этом датчик 25 давления, контролирует давление и сигнал с первого его выхода поступает на первый вход блока 28 сравнения, на второй вход которого поступает сигнал с датчика 18 скорости питателя. При большой разнице уровней сигналов блок 28 сравнения вьщает сигнал в блок 29 переключения, который при этом подключает на первый вход регулятора 26 второй В1ЛХОД датчика 18 скорости питателя 13 и отключается второй выход датчика 25 давления. Програм- . мный задатчик 30 формирует на втором входе регулятора 26 оптимальный закон пуска питателя, после Запуска питателя на вход регулятора 26 подключается выход задатчика 25 давления и отключается -датчик 1,8 скорости питателя. Далее схема работает аналогично п.2 формулы. Технико-экономическая эффективность от внедрения предлагаемого устройства взамен известного достигается за счет повышения надежности работы айтоматического сепаратора и предотвращения аварийных режимов его работы, что в свою очередь повысит надежность защиты -пылеприготовительного оборудования ТЭС. По сравнению с базовым предложенное устройство обладает следующими преимуществами: возможность контроля истинного состояния вентилятора, дозатора, а также контроль режима работы пневмосепаратора, плавное включение питателя) автоматическое поддерлание наиболее эффективного и экономичного режима сепарации. Автоматический пневмосепаратор металла оезладает также социальным эффектом, так как исключает ручной труд, связанный с устранением последствий аварий.
/ГАГ/у;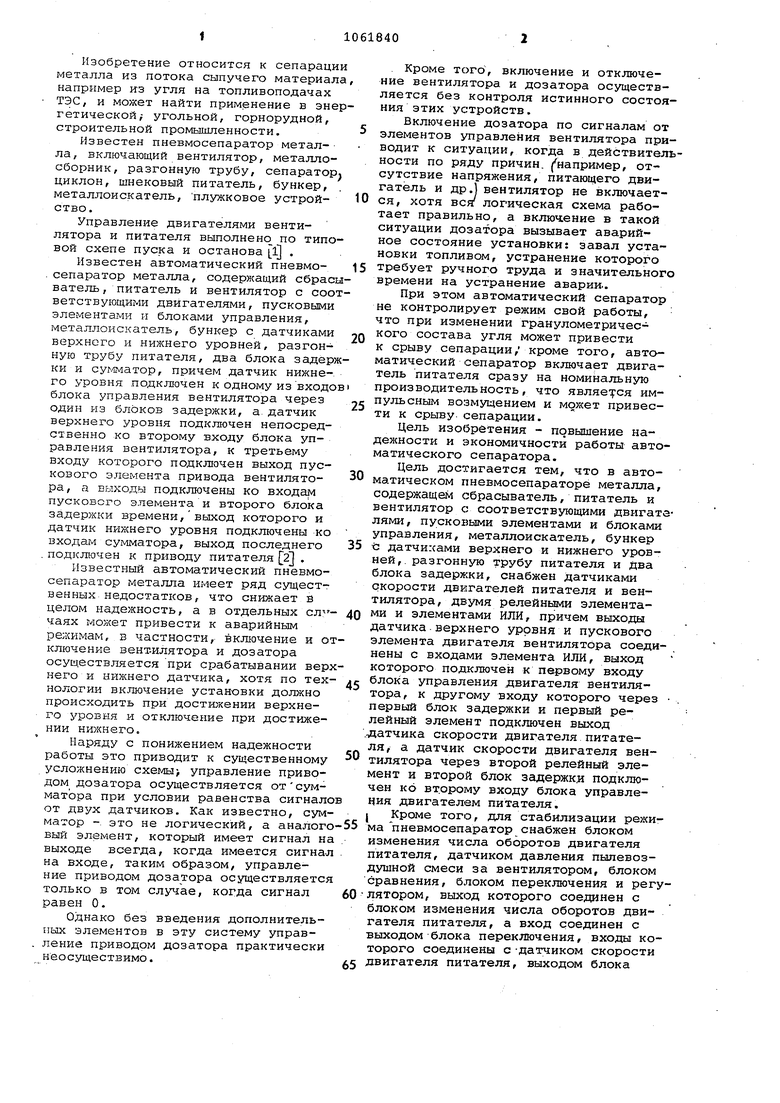
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический сепаратор металла | 1978 |
|
SU727235A1 |
| Способ подготовки топлива к сжиганию и устройство для его осуществления | 1984 |
|
SU1220686A1 |
| УСТРОЙСТВО ДЛЯ СЕПАРАЦИИ ТЕХНОГЕННОГО СЫРЬЯ, ПРЕДСТАВЛЕННОГО МЕТАЛЛОСОДЕРЖАЩИМИ ОТХОДАМИ ИЛИ НЕКОНДИЦИОННЫМИ РУДАМИ | 2008 |
|
RU2379128C1 |
| Система металлоулавливания | 1981 |
|
SU986500A1 |
| Устройство для автоматической загрузки материала в бункера | 1979 |
|
SU889577A1 |
| Система защиты размольной мельницы от попадания магнитных и немагнитных металлов | 1982 |
|
SU1037957A1 |
| Устройство дискретного управления режимом работы погрузочной машины с нагребными лапами | 1982 |
|
SU1068596A1 |
| Устройство для управления периодической загрузкой бункеров | 1981 |
|
SU990286A1 |
| Устройство управления весовым дозатором | 1977 |
|
SU673993A1 |
| Устройство для регулирования процесса обработки дисперсного материала в потоке | 1987 |
|
SU1571484A1 |
1. АВТОМАТИЧЕСКИЙ ПНЕВМОСЕПАРАТОР МЕТАЛЛА, содержащий сбрасыватель , питатель и вентилятор с соответствующими двигателями, пусковыми элементами к блоками управления,метал-; лоискатель, бункер с датчиками верхнего и ню-снего уровней, разгонную трубу питателя и два блока задержки, отличающийся тем, что с целью повышения надежности работы, он снабжен датчиками скорости двигателей питателя и вентилятора, двумя релейными элементами и элементом ИЛИ, причем выходы датчика верхнего уровня и пускового элемента двигателя венти.лятора соединены с входами элемента ИЛИ, выход которого подключен к первому входу блока управления двигателя вентилятора,к дру-; гому входу которого через первый блок задержки и первый релейный элемент подключен выход датчика скорости двигателя питателя, а датчик скорости .двигателя вентилятора через второй релейный элемент и второй блок задержки подключен к второму входу блока управления двигателем питателя. 2.Пнев1.1осепаратор по п.1, отличающийся тем, что с целью стабилизации режима ,он снабжен блоком изменения числа оборотов двигателя питателя, датчиком давления пылевоздушной смеси за вентилятором, g блоком сравнения, блоком переключения (Л и регулятором, выход которого соединен с блоком изменения числа оборотов двигателя питателя, а вход соединен с выходом блока переключения входы которого соединены с датчиком скорости двигателя питателя, выходом блока сравнения и датчиком давления, .причем входы блока сравнения соединены с датчиком давления и датчиком б: скорости двигателя питателя. 3.Автоматический пневмосепаратор металла по пп.1 и 2, о т л и ч а ю00 Ы и и с я тем, что с целью предотвращения срывасепарации, в период пус hi ка, он снабжен программным задатчиком выходы которого соединены с вторым входом регулятора и третьим входом ;блока управления двигателем питате;ЛЯ.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Казаков в.И., Сорокина Н.Б., Юнусов М.Г | |||
| Испытание опытно-промышленной установки для отделения металла от угля на Верхне-Тагильской ГРЭС | |||
| - СВ.ВТИ Повышение надежности и экономичности энергетических блоков, .вып | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автоматический сепаратор металла | 1978 |
|
SU727235A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
