Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах различных отраслей народного хозяйства для штамповки крупногабаритных деталей из листовых материалов (металлов и неметаллов), преимущественно для выполнения заключительной операции правки полуфабриката после всех предыдущих операций штамповки крупногабаритных кузовных деталей автомобилей, тракторов, сельхозмашин, бытовой и другой техники.
Известен способ правки полуфабриката, включающий его укладку в штамп на пуансон, при ходе ползуна пресса вниз правку полуфабриката при помощи пуансона и матрицы, при обратном ходе ползуна пресса вверх выталкивание правленой детали из матрицы при помощи выталкивателя и подъем детали над пуансоном при помощи подъемника для удобства удаления детали со штампа (Нефедов А.П. Конструирование и изготовление штампов. М.: Машиностроение, 1973, с.87, рис.66).
Известен штамп для правки полуфабриката, содержащий пуансон, матрицу, выталкиватель и подъемник (Нефедов А.П. Конструирование и изготовление штампов. М.: Машиностроение, 1973, с.87, рис.66).
Недостатком указанных способа и штампа для его осуществления является то, что производится одновременная правка всех поверхностей полуфабриката при помощи цельного пуансона внутри цельной матрицы, вследствие чего процесс правки является малопрогнозируемым, плохо управляемым и малопредсказуемым, часто приводящим к низкой точности правленой детали, к образованию складок и разрывов.
Технической задачей изобретения является разработка способа правки и штампа для правки пластическим деформированием сложной крупногабаритной детали из листового материала, позволяющего повысить точность отштампованной детали.
Техническим результатом использования изобретения является получение отштампованных деталей без складок и разрывов.
Указанный технический результат достигается за счет того, что способ осуществляют следующим образом: укладывают полуфабрикат в штамп, при ходе ползуна пресса вниз производят правку полуфабриката при помощи пуансона и матрицы, при обратном ходе ползуна пресса вверх производят выталкивание правленой детали из матрицы и подъем детали над пуансоном для удобства удаления детали со штампа. Причем правку осуществляют последовательно за два этапа. Сначала проводят предварительную правку боковой поверхности полуфабриката и затем окончательную правку верхней и нижней поверхностей полуфабриката. Полуфабрикат может быть размещен как на пуансоне, так и на матрице. Диаграмму изменения по ходу правки силы управляемых пневмо- или гидропружин устанавливают по максимуму таким образом, чтобы на этапе предварительной правки боковой поверхности полуфабриката центральная часть пуансона не перемещалась и оставалась в исходном положениии.
Для осуществления предлагаемого способа используют штамп, содержащий пуансон, матрицу, верхнюю и нижнюю плиты пресса, причем применяют пуансон, состоящий из центральной подвижной части, опирающейся на управляемые пневмо- или гидропружины, и периферийной неподвижной части. Пуансон и управляемые пневмо- или гидропружины могут быть размещены на нижней плите пресса или на верхней плите пресса, и соответственно матрица размещается на верхней плите пресса или на нижней плите пресса.
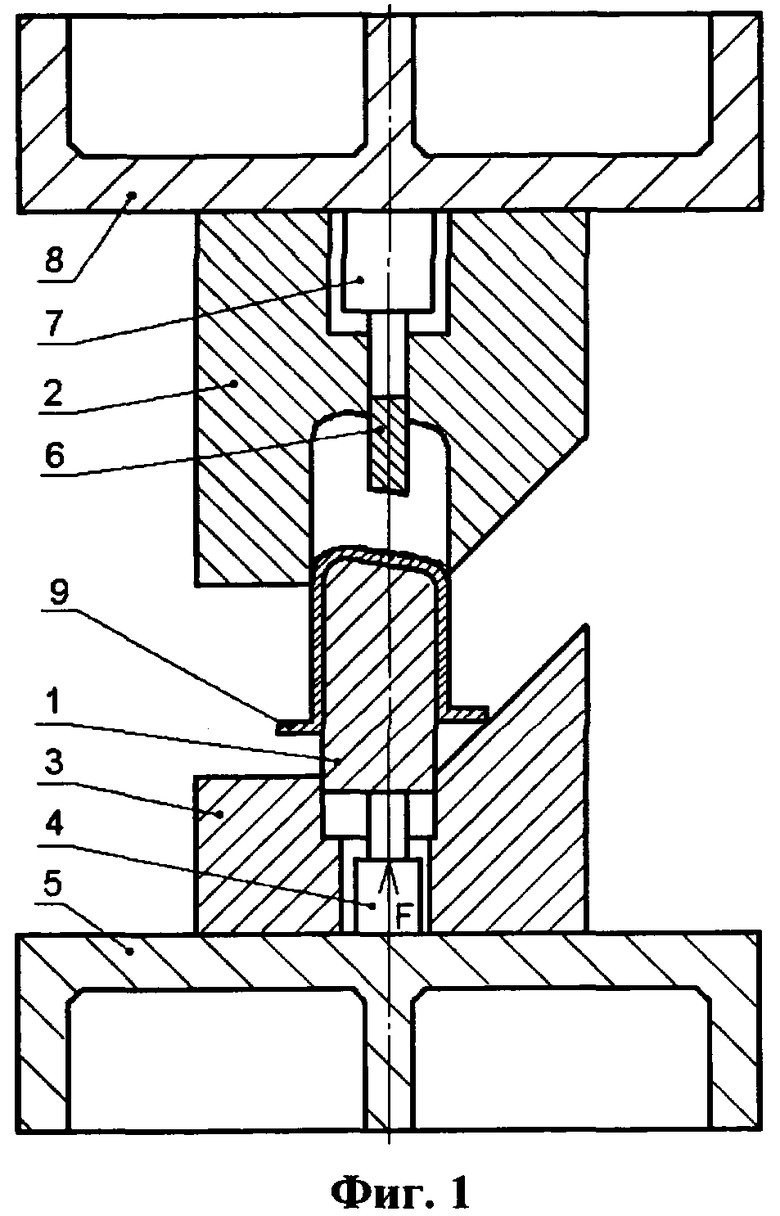
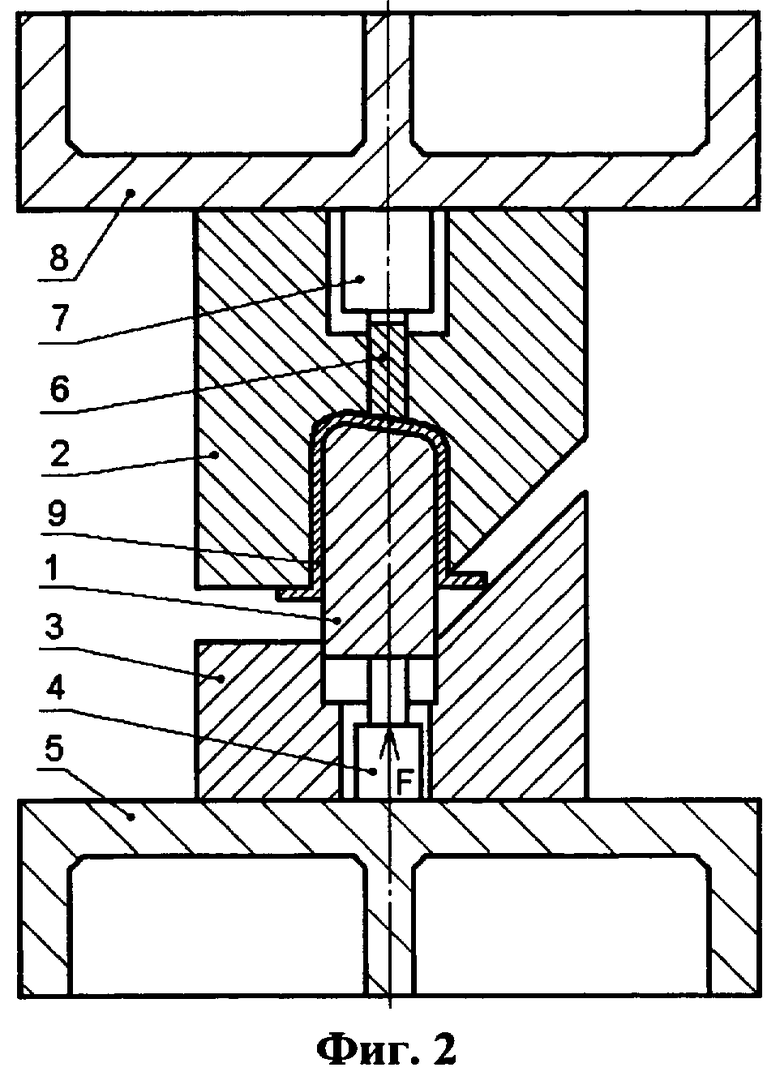
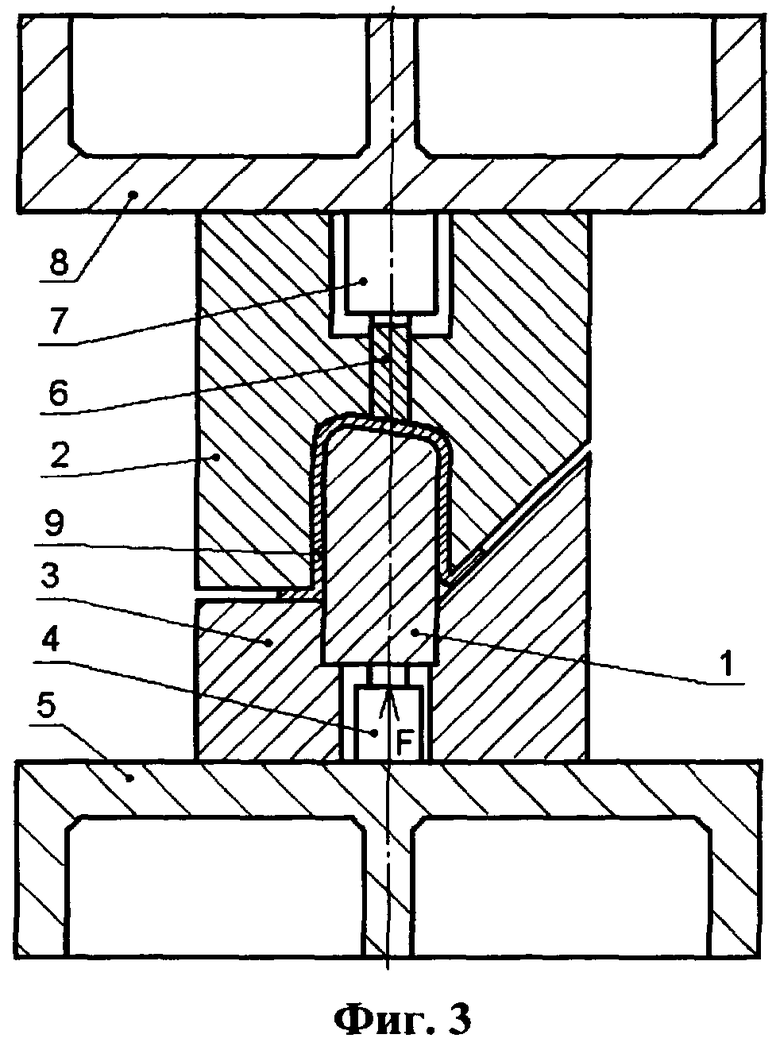
Сущность изобретения характеризуется фиг.1-4. На фиг.1 показан общий вид штампа и начальный момент этапа предварительной правки полуфабриката, на фиг.2 - конечный момент этапа предварительной правки полуфабриката и начальный момент этапа заключительной правки, на фиг.3 - конец процесса правки, на фиг.4 - штамп в раскрытом состоянии с приподнятой пуансоном деталью для удобства ее удаления со штампа средствами механизации.
Штамп содержит центральную подвижную часть пуансона 1, матрицу 2, периферийную неподвижную часть пуансона 3, проволочные пневмо- или гидропружины 4, нижнюю плиту штампа 5, выталкиватель 6, пружины 7, верхнюю плиту штампа 8, штампуемую деталь 9.
Способ осуществляется следующим образом. При наладке процесса правки силу F и характер изменения по ходу правки управляемых пневмо- или гидропружин 4, на которые опирается центральная часть пуансона 1, устанавливают по максимуму, таким образом, чтобы на этапе предварительной правки боковой поверхности полуфабриката 9 центральная часть пуансона 1 не перемещалась. После укладки полуфабриката 9 на центральную часть пуансона 1 (фиг.1) при ходе ползуна с закрепленной на нем матрицей 2 вниз выполняют предварительную правку боковой поверхности полуфабриката 9 при помощи матрицы 2 и не перемещающейся центральной части пуансона 1 (фиг.2). На заключительном участке хода до крайнего нижнего положения ползуна и штампа выполняют окончательную правку верхней и нижней поверхностей полуфабриката 9 при помощи матрицы 2 и перемещающейся центральной части пуансона 1, которая упирается в неподвижную периферийную часть пуансона 3, и получают готовую деталь повышенной точности (фиг.3). Так как правка осуществляется без принудительного утонения полуфабриката, то зазор между рабочими поверхностями неподвижной и подвижной частей пуансона и матрицы в крайнем нижнем положении ползуна равен толщине исходного листового материала с учетом верхнего предельного отклонения. При ходе ползуна пресса вверх деталь 9 выталкивают из матрицы 2 при помощи выталкивателя 7, центральная часть пуансона 1 под воздействием пневмо- или гидропружин 4 поднимает деталь над неподвижной периферийной частью пунсона 3 (фиг.4) для удобства съема и удаления детали со штампа средствами механизации.
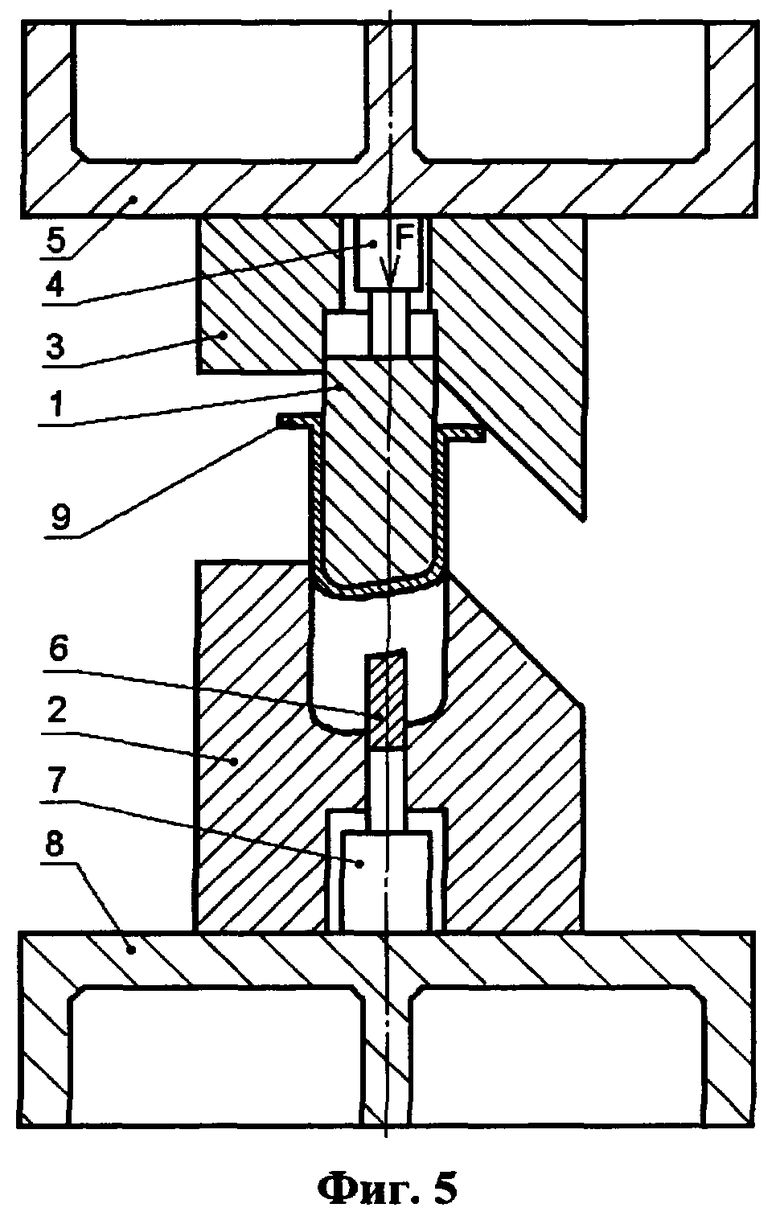
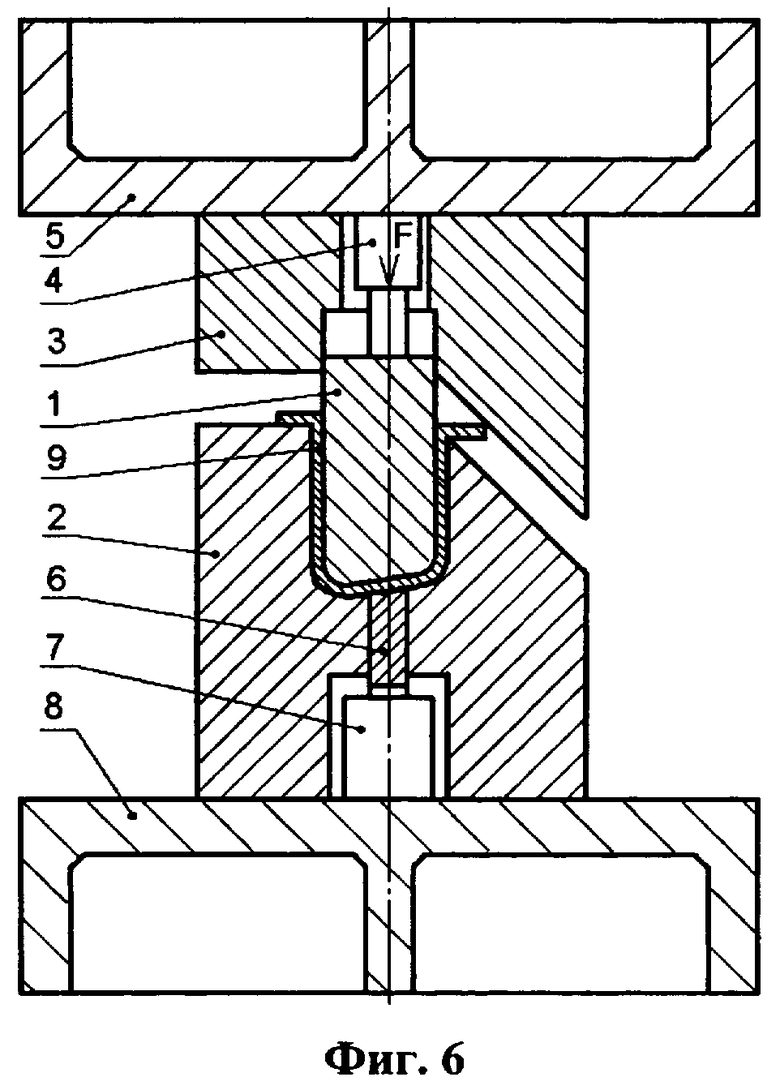
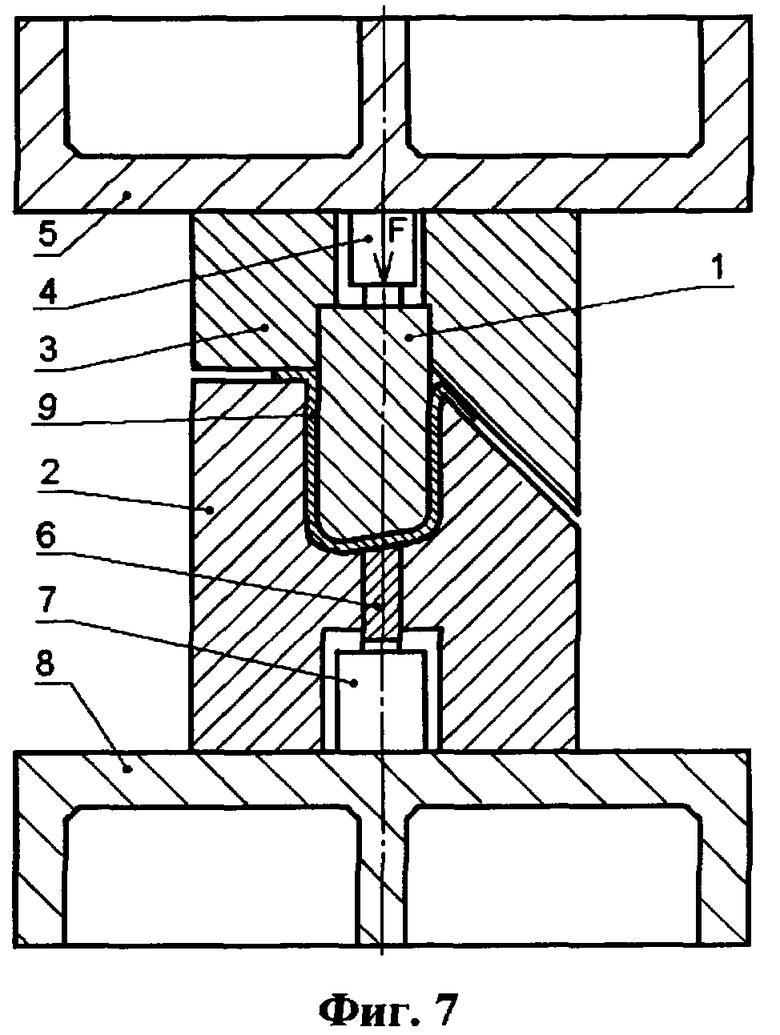
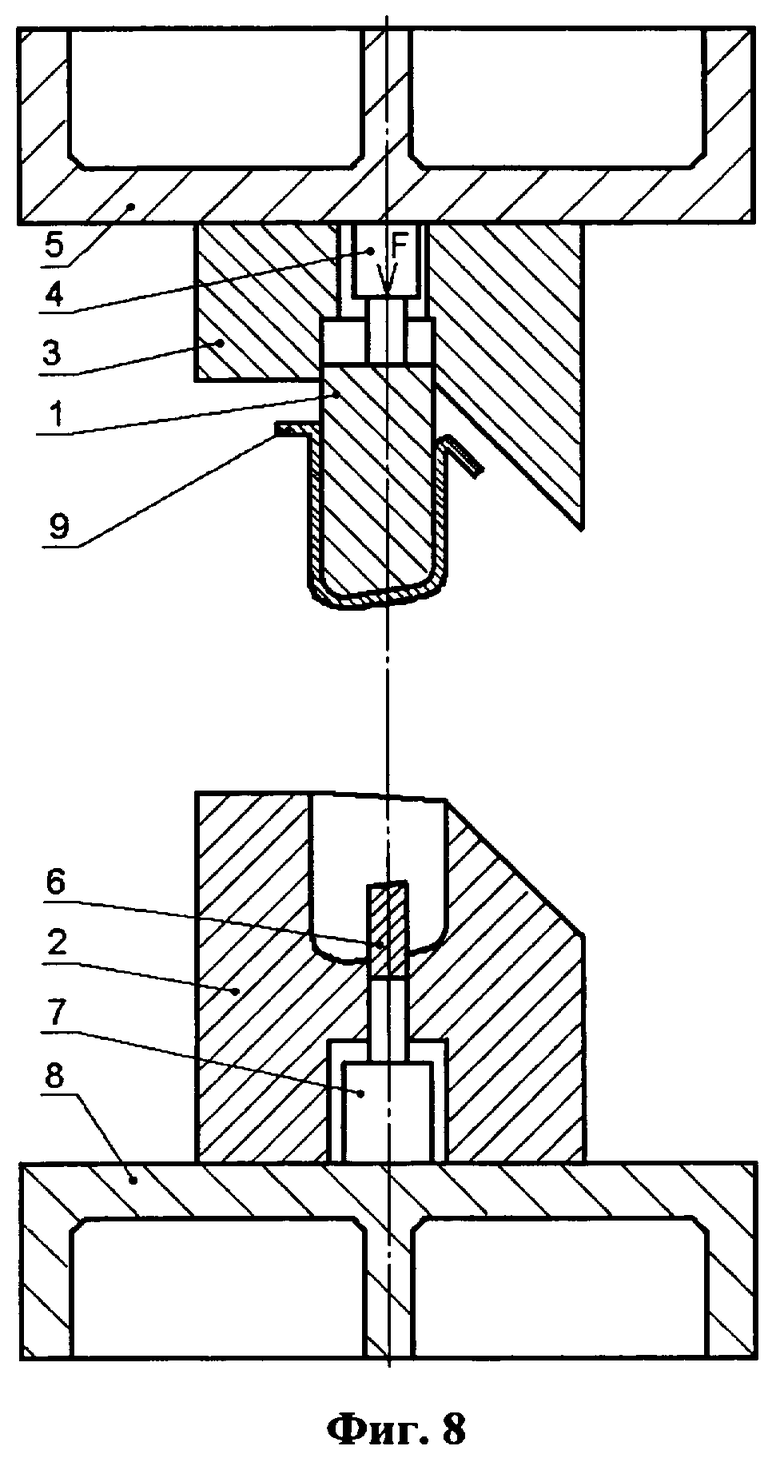
На фиг.5-8 показан вариант способа, когда перед правкой полуфабрикат укладывают не на пуансон 1, а на матрицу 2, для чего подвижная 1 и неподвижная 3 части пуансона установлены на верхней плите штампа 8, а матрица 2 - на нижней плите штампа. Способ осуществляется аналогично варианту 1, но со следующими отличиями. После укладки полуфабриката 9 на матрицу 2 (фиг.5) при ходе ползуна вниз с закрепленными на нем подвижной 1 и неподвижной 3 частями пуансона выполняют предварительную правку боковой поверхности полуфабриката при помощи матрицы 2 и не перемещающейся центральной части пуансона 1 (фиг.6). На заключительном участке хода до крайнего нижнего положения ползуна и штампа выполняют окончательную правку верхней и нижней поверхностей полуфабриката 9 при помощи перемещающейся центральной части пуансона 1, неподвижной периферийной части пуансона 3 и матрицы 2 с получением готовой детали (фиг.7). При ходе ползуна пресса вверх деталь 9 выталкивают из матрицы 2 при помощи выталкивателя 6 и пружин 7, центральная часть пуансона 1 под воздействием пневмо- или гидропружин 4 выдвигает деталь над неподвижной периферийной частью пунсона 3 (фиг.8) для удобства съема детали 9 с подвижной части пуансона 1 и удаления детали со штампа средствами механизации.
По обоим вариантам правка полуфабриката последовательно за два этапа сначала предварительной правки боковой поверхности и затем окончательной правки верхней и нижней поверхностей полуфабриката позволяет добиться того, что новый способ становится хорошо прогнозируемым, управляемым и предсказуемым. Повышается точность отштампованной детали и устраняются складки и разрывы на детали.

Изобретение относится к области обработки давлением и может быть использовано для правки пластическим деформированием сложной крупногабаритной детали из листового материала. Правку уложенного в штамп полуфабриката осуществляют последовательно за два этапа. Для правки применяют пуансон, состоящий из центральной подвижной части, опирающейся на управляемые пневмо- или гидропружины, и периферийной неподвижной части. На первом этапе проводят предварительную правку боковой поверхности полуфабриката при неподвижной центральной части пуансона. На втором этапе проводят окончательную правку верхней и нижней поверхностей полуфабриката. Повышается точность отштампованной детали. 2 н.п. ф-лы, 8 ил.
1. Способ правки пластическим деформированием сложной крупногабаритной детали из листового материала, включающий укладку полуфабриката в штампе, его правку при ходе ползуна пресса вниз при помощи пуансона и матрицы, а при обратном ходе ползуна пресса вверх - выталкивание детали из матрицы и ее подъем над пуансоном для удобства удаления из штампа, отличающийся тем, что полуфабрикат размещают на пуансоне или на матрице, его правку осуществляют последовательно за два этапа, на первом из которых проводят предварительную правку боковой поверхности полуфабриката, а на втором - окончательную правку верхней и нижней поверхностей полуфабриката, причем этап предварительной правки боковой поверхности полуфабриката осуществляют без перемещения от исходного положения центральной части пуансона, опирающейся на управляемые пневмо- или гидропружины, изменение силы которых по ходу правки устанавливают по максимуму.
2. Штамп для правки пластическим деформированием сложной крупногабаритной детали из листового материала, содержащий пуансон, матрицу, верхнюю и нижнюю плиты пресса, отличающийся тем, что пуансон выполнен в виде центральной подвижной части, опирающейся на управляемые пневмо- или гидропружины, и периферийной неподвижной части, причем пуансон и управляемые пневмо- или гидропружины выполнены с возможностью размещения на нижней или на верхней плите пресса, а матрица - с возможностью размещения соответственно на верхней или нижней плите пресса.
| НЕФЕДОВ А.П | |||
| Конструирование и изготовление штампов | |||
| - М.: Машиностроение, 1973, с.87, рис.66 | |||
| Устройство для обработки обжатием корпусных деталей | 1979 |
|
SU889190A1 |
| ШТАМП ДЛЯ ПРАВКИ РАСТЯЖЕНИЕМ КОРОБЧАТЫХ' •*'-'^^'^'''^^Й'^4'КАЯДЕТАЛЕЙJ.^Ц^.['^::Р1"«А | 0 |
|
SU281394A1 |
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКОГО ФЛАНЦЕВОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211738C1 |
| Устройство для токовой защиты электрических машин | 1985 |
|
SU1267521A1 |

