Изобретение относится к обработке металлов давлением и предназначено для обжатия различных корпусных деталей, например, при ремонте хвостовой части корпуса автосцепки железнодорожного подвижного состава.
Известно устройство для обработки обжатием корпусных деталей, содержащее станину со смонтированньми на ней матрицей, а также горизонтальным и вертикальным пуансонами 1
Недостаток этого устройства состоит в том, что оно не позволяет производить обработку внутренних поверхностей корпусных деталей сложной конфигурации. Это снижает производительность труда, так как требует дополнительных операций по обработке этих поверхностей.
Цель изобретения - повышение производительности труда и качества обработки.
Поставленная цель достигается тем, что в устройстве для обработки обжатием корпусных деталей, содержащем станину со (Смонтированными на ней матрицей, а также горизонтальным и вертикальным пуансонами вертикальный пуансон снабжен вертикальной и горизонтальной панелями.
а также оправкой, при этом в матрице выполнены профилированные пазы под панели вертикального пуансона.
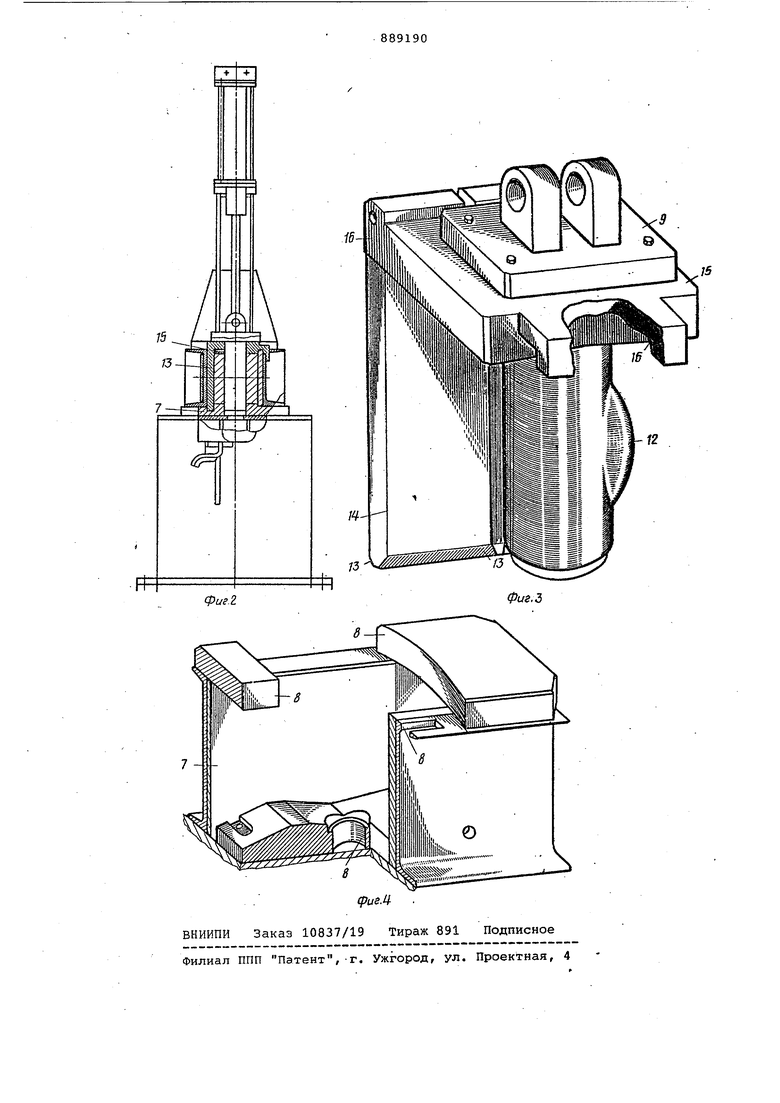
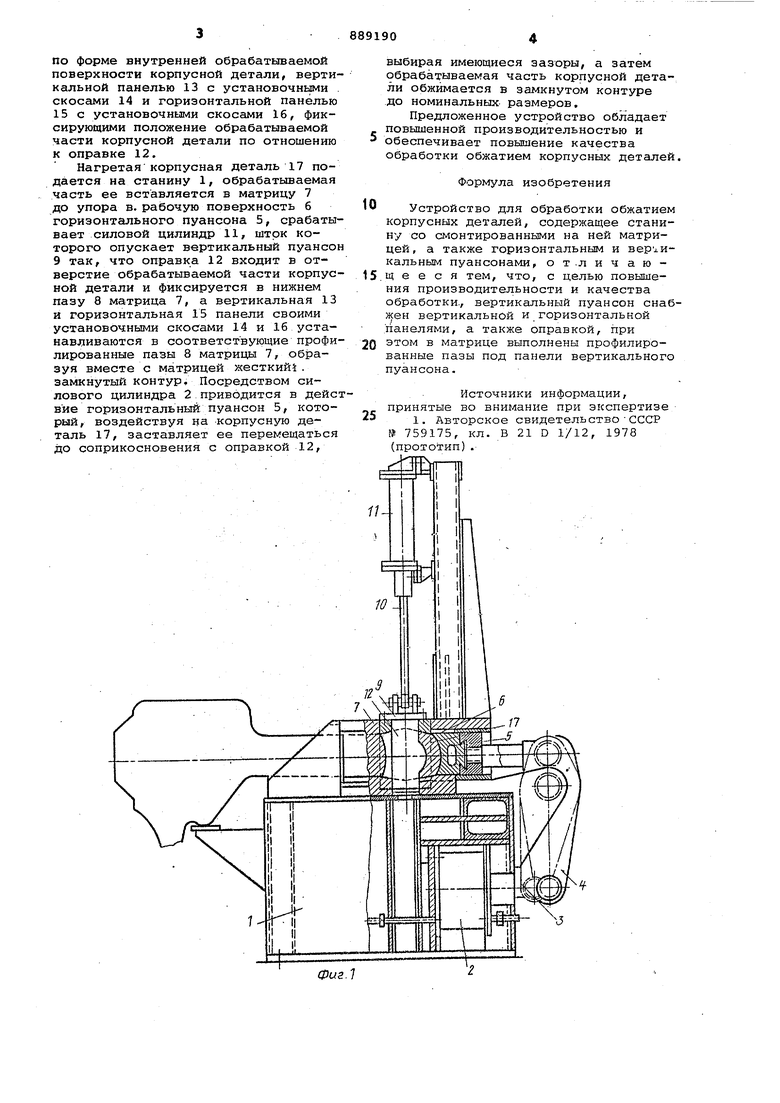
На фиг.1 изображено устройство, общий вид; на фиг.2 - то же, вид сбоку; на фиг.З - вертикальный пуансон, аксонометрия; на фиг,4матрица, аксонометрия.
Устройство содержит смонтирован10ный на станине 1 гидроцилиндр 2, шток 3 которого шарнирно соедийен посредством рычага 4 с горизонтальным пуансоном 5, рабочая поверхность 6 которого выполнена по форме обраба15тываемой наружной поверхности корпусной детали. Горизонтальный пуансон 5 перемещается в нап|)авляющих матрицы 7, закрепленной на станине 1 . Внутренние рабочие поверхности
20 матрицы 7 вместе с рабочей поверхностью 6 горизонтального пуансона образуют контур, повторянвдий наружную конфигурацию обрабатываемой части корпусной детали. Матрица 7 имеет
25 профилированные пазы 8 дляЖесткого соединения с вертикальным пуансоном 9, который шарнирно закреплен на /атоке 10 пневматического силового цилиндра 11. Вертикальный пуансон 19 снабжен оправкой 12, выполненной
30
по форме внутренней обрабатываемой поверхности корпусной детали, вертикальной панелью 13 с установочными скосами 14 и горизонтальной панелью 15 с установочнБлли скосами 16, фиксирующими положение обрабатываемой части корпусной детали по отношению к оправке 12.
Нагретая корпусная деталь 17 подается на станину 1, обрабатьшаемая часть ее вставляется в матрицу 7 до упора в. рабочую поверхность б горизонтального пуансона 5, срабатывает силовой цилиндр 11, шток которого опускает вертикальный пуансон 9 так, что оправка 12 входит в отверстие обрабатываемой части корпусной детали и фиксируется в нижнем пазу 8 матрица 7, а вертикальная 13 и горизонтальная 15 панели своими установочными скосами 14 и 16 устанавливаются в соответствующие профилированные пазы 8 матрицы 7, образуя вместе с матрицей жесткий. замкнутый контур. Посредством силового цилиндра 2 приводится в действие горизонтальный пуансон 5, который, воздействуя на корпусную деталь 17, заставляет ее перемещаться до соприкосновения с оправкой 12,
выбирая имеющиеся зазоры, а затем обрабатываемая часть корпусной детали обжимается в замкнутом контуре до номинальных размеров.
Предложенное устройство обладает повышенной производительностью и Обеспечивает повышение качества обработки обжатием корпусных деталей.
Формула изобретения
Устройство для обработки обжатием корпусных деталей, содержащее станину со смонтированными на ней матрицей, а также горизонтальным и вертикальным пуансонами, от.личаю5.Щ е е с я тем, что, с целью повышения производительности и качества обработки., вертикальный пуансон снабжен вертикальной и горизонтальной панелями, а также оправкой, при
0 этом в матрице выполнены профилированные пазы под панели вертикального пуансона.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельствоСССР № 759175, кл. В 21 D 1/12, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования фланца на конце трубы из термопластов | 1989 |
|
SU1729778A1 |
| Устройство для пробивки отверстийВ пОлыХ дЕТАляХ | 1978 |
|
SU799866A1 |
| Устройство для пробивки отверстий в стенках полых деталей | 1981 |
|
SU1015978A1 |
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Устройство для групповой клепки | 1980 |
|
SU929297A1 |
| ШТАМП ДЛЯ ОДНОВРЕМЕННОЙ ПРОБИВКИ ОТВЕРСТИЙ В СТЕНКАХ НЕСКОЛЬКИХ ПОЛЫХ ДЕТАЛЕЙ | 1986 |
|
SU1840347A1 |
| ПАНТОГРАФИЧЕСКАЯ МАШИНА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТРОИТЕЛЬНЫХ ПАНЕЛЕЙ | 2012 |
|
RU2688995C2 |
| Устройство для сборки деталей типа вал-втулка | 1974 |
|
SU516499A1 |
| ПАНТОГРАФИЧЕСКАЯ МАШИНА, ОБОРУДОВАННАЯ ЛЕЗВИЯМИ И НАГРЕВАЕМЫМИ РЕЖУЩИМИ ПРЕДВАРИТЕЛЬНО ПРОФИЛИРОВАННЫМИ ПУАНСОНАМИ И РЕЗАКАМИ ДЛЯ ОБРАБОТКИ ПАНЕЛЕЙ, В ЧАСТНОСТИ ПАНЕЛЕЙ ДЛЯ НЕСЪЕМНОЙ ОПАЛУБКИ ICF, В ЦЕЛОМ ИЗ ВСПЕНЕННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2706998C2 |