Область техники, к которой относится изобретение
Настоящее изобретение относится к металлообработке, в частности к державке резца и соединенной с ней режущей вставке. Настоящее изобретения также относится к способу сборки державки резца и соответствующей режущей вставки для образования инструмента.
Уровень техники
В процессе металлообработки режущая вставка обычно устанавливается на державке резца, которая обеспечивает надежное закрепление этой режущей вставки, когда ее применяют для обработки деталей заготовки. Обычно режущая вставка вставляется в гнездо определенной формы, находящееся на этой державке резца, и удерживается в этом гнезде или с помощью прижимного винта, или зажима. Однако когда режущая вставка удерживается в гнезде, важно, чтобы в этом гнезде был предусмотрен зазор для режущей кромки вставки, чтобы не повредить эту кромку или вставку, и, более того, важно, чтобы гнездо для вставки было механически обработано таким образом, чтобы режущая кромка вставки могла должным образом контактировать с обрабатываемой деталью.
Таким образом, для инструмента требуются державка резца и режущая вставка, чтобы можно было точно разместить режущую вставку в державке резца и в то же время закрепить ее в державке резца относительно просто.
Сущность изобретения
Один вариант осуществления настоящего изобретения относится к державке резца, предназначенной для установки в нее режущей вставки, имеющей конический хвостовик и обращенную назад поверхность. Державка резца имеет корпус державки, отверстие, проходящее назад и имеющее центральную ось, проходящую через него, а также обращенную вперед поверхность, проходящую вокруг отверстия для создания опоры с обращенной назад поверхностью вставки. Отверстие имеет сужающуюся секцию таких размеров, чтобы обеспечить хвостовику упругую посадку с натягом, когда обращенная вперед поверхность упирается в поверхность, обращенную назад, причем сужающаяся секция сужается по мере того, как это отверстие проходит назад.
Второй вариант осуществления настоящего изобретения относится к режущей вставке, предназначенной для установки в державке резца, имеющей отверстие, проходящее внутри нее назад, и находящуюся на нем обращенную вперед поверхность. Эта вставка включает корпус режущей вставки, имеющий передний конец с находящейся на нем режущей кромкой; хвостовик, вставляемый в отверстие и проходящий назад от переднего конца; центральную ось, проходящую через вставку; и обращенную назад поверхность, расположенную между передним концом и хвостовиком вставки для упора в обращенную вперед поверхность державки резца. Хвостовик имеет секцию таких размеров, чтобы обеспечить упругую посадку с натягом относительно отверстия, когда обращенная назад поверхность вставки упирается в обращенную вперед поверхность державки резца.
Третий вариант осуществления настоящего изобретения относится к сборному резцу, содержащему державку резца и режущую вставку. Державка резца имеет корпус с отверстием, проходящим назад; центральную ось, проходящую через него; и обращенную вперед поверхность, проходящую вокруг отверстия. Режущая вставка имеет передний конец с находящейся на нем режущей кромкой; хвостовик вставки, проходящий назад от переднего конца и имеющий центральную ось, проходящую через него; и обращенную назад поверхность. Обращенная вперед поверхность державки резца находится в контакте с обращенной назад поверхностью вставки. Отверстие державки резца имеет секцию, а хвостовик имеет слегка не совпадающее с этой секцией сужение, при этом оба эти элемента имеют такие размеры, чтобы обеспечить упругую посадку с натягом относительно друг друга, когда обращенная вперед поверхность державки резца упирается в обращенную назад поверхность вставки.
Четвертый вариант осуществления настоящего изобретения относится к способу съемной установки режущей вставки в державке резца, имеющей отверстие, проходящее назад, и обращенную вперед поверхность, проходящую вокруг отверстия. Вставка имеет передний конец, хвостовик, проходящий назад от него, и обращенную назад поверхность. Хвостовик имеет сужающуюся форму, которая сужается от переднего конца. Настоящий способ включает следующие этапы: а) введение вставки в отверстие державки резца, b) упругую посадку с натягом сужающегося хвостовика в отверстии державки резца и с) упирание обращенной назад поверхности вставки в обращенную вперед поверхность державки резца.
Краткое описание чертежей
Фиг.1 - вид в перспективе инструмента, в котором режущая вставка установлена внутри державки резца.
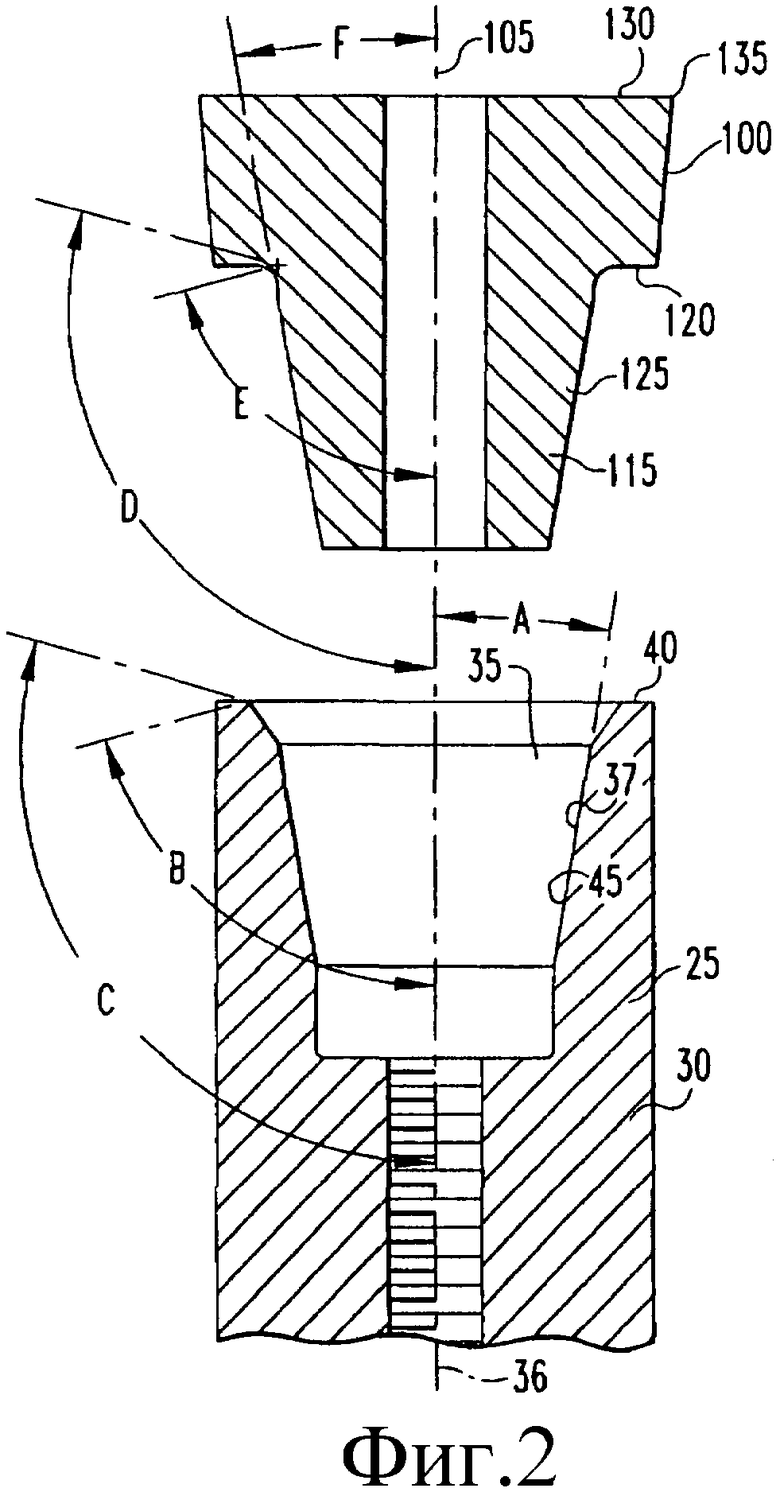
Фиг.2 - детальный вид в разрезе вставки и соответствующей ей державки резца.
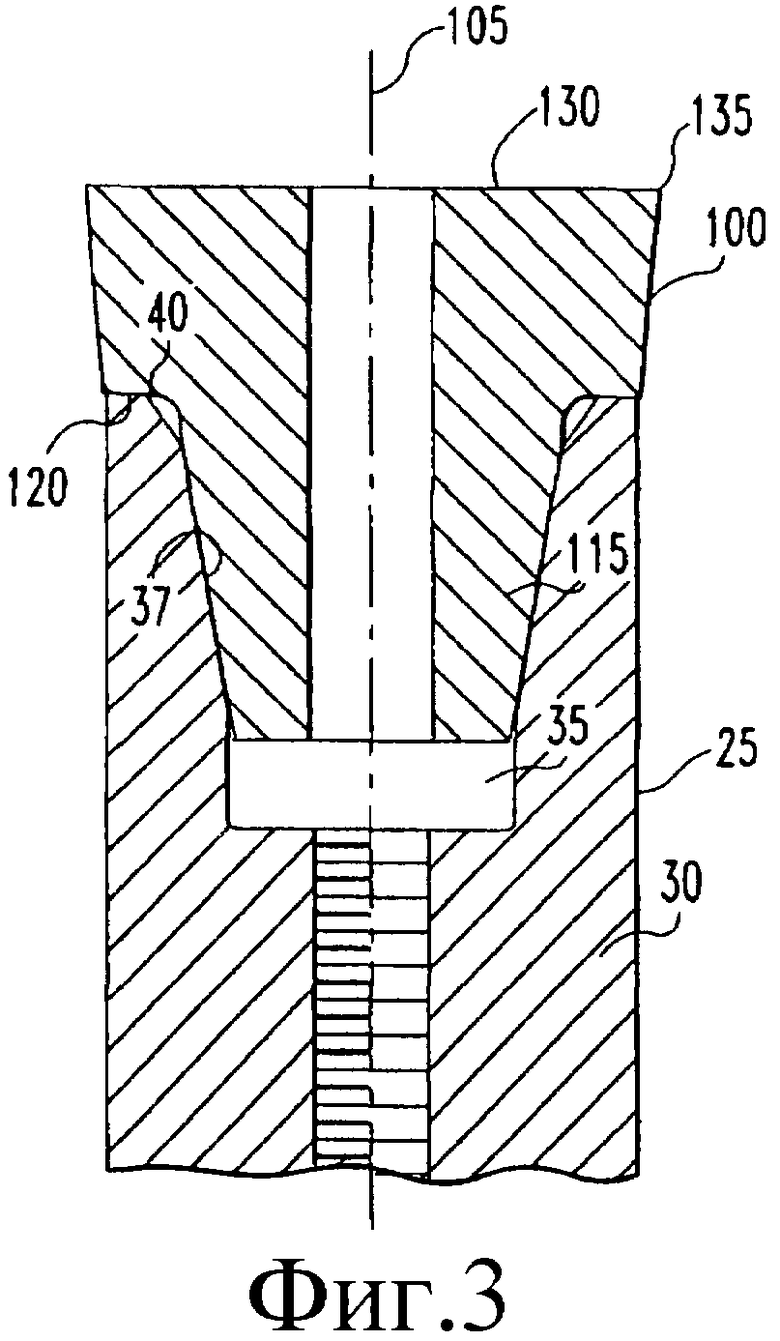
Фиг.3-вид в разрезе вставки, показанной на фиг.2, вставленной в державку резца.
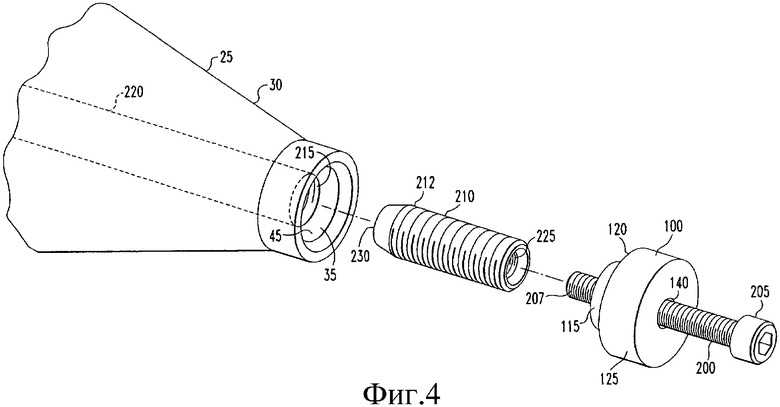
фиг.4 - вид в перспективе элементов одного из вариантов осуществления настоящего изобретения.
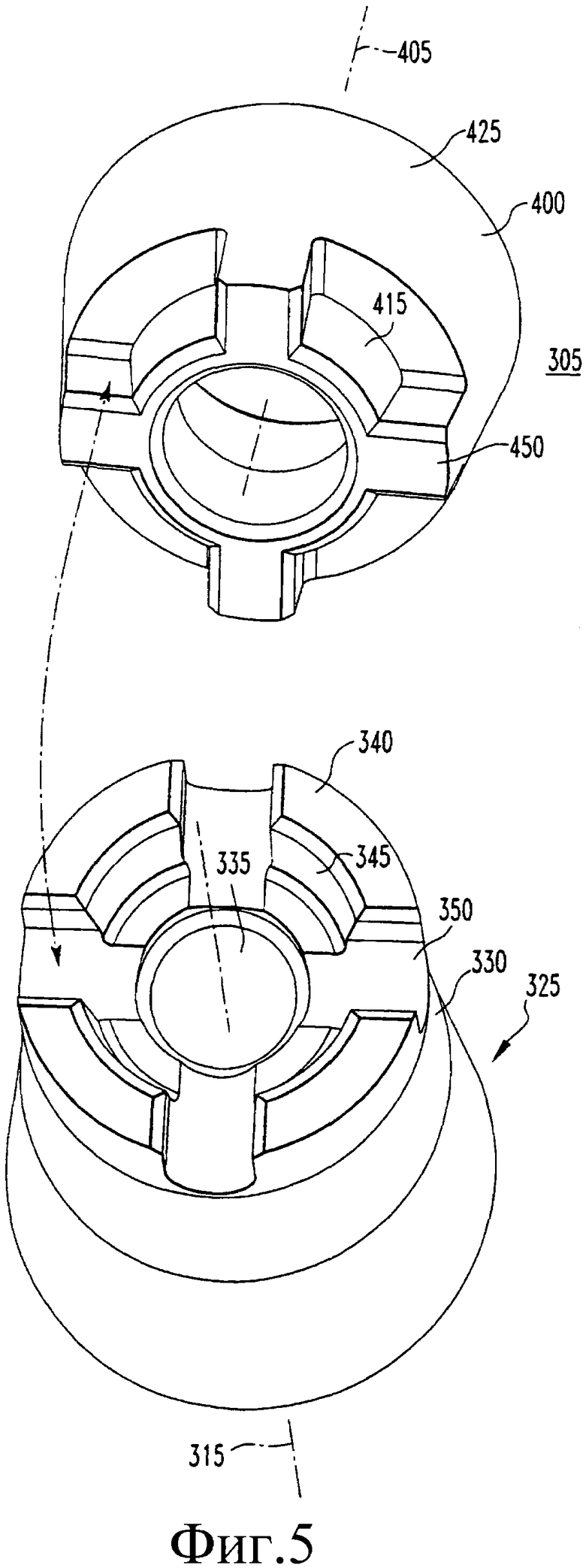
Фиг.5 - вид в перспективе второго варианта осуществления державки резца и режущей вставки.
Фиг.6 - вид сбоку инструмента, показанного на фиг.5.
Фиг.7А - вид сверху отверстия державки резца/хвостовика вставки, имеющего овальную форму.
Фиг.7В - вид сверху отверстия державки резца/хвостовика вставки, имеющего треугольную форму.
Фиг.7С - вид сверху отверстия державки резца/хвостовика вставки, имеющего форму треугольника с округлыми сторонами.
Описание предпочтительных вариантов осуществления изобретения
На фиг.1 показана деталь 10, вращающаяся вокруг центральной линии 15 в направлении, обозначенном стрелкой 20, когда эта деталь 10, например, закреплена на токарном станке. На державке 25 резца установлена режущая вставка 100 для образования инструмента 5. Вставка 100, установленная на державке 25 резца, может вращаться вокруг центральной оси 105, проходящей через хвостовик вставки (115 на фиг.2) в направлении, обозначенном стрелкой 110. Державка 25 резца может также надежно закрепляться и без вращения. Для обсуждаемых здесь целей инструмент может использоваться как в невращающемся, так и во вращающемся варианте.
Дополнительные детали вставки, державки резца и опорного элемента для удержания державки резца можно найти в заявке на патент США 10/653,712, озаглавленной «Способ и устройство для вращения вставленной в нее режущей вставки с жидкостным ударом», поданной 2 сентября 2003 г. на имя заявителя настоящей заявки, и которая включена сюда посредством ссылки.
На фиг.2 и 3 показан вид в разрезе державки 25 резца и режущей вставки 100 в соответствии с настоящим изобретением. С целью обозначения: направление от основания до вершины на фиг.2 обозначено как направление вперед, а противоположное ему направление обозначено как направление назад. Державка 25 резца предназначена для установки в нее режущей вставки 100, имеющей сужающийся хвостовик 115 с проходящей через него центральной осью 105 и обращенной назад поверхностью 120. Обращенная назад поверхность 120 расположена между передним концом 130 корпуса 125 вставки и хвостовиком 115 корпуса 125 вставки. Державка 25 резца имеет корпус 30 державки и проходящее от него в направлении назад отверстие 35. Отверстие 35 имеет проходящую через него центральную ось 36. Кроме того, корпус 30 державки имеет обращенную вперед поверхность 40, проходящую вокруг отверстия 35, для образования упора с обращенной назад поверхностью 120 вставки 100.
С целью пояснения, хотя хвостовик 115 режущей вставки имеет центральную ось 105, и отверстие 35 державки резца имеет центральную ось 36, но когда вставка 100 вставляется в державку 25 резца, их оси 105, 36 совмещаются. Поэтому везде в тексте настоящей заявки будет делаться ссылка на одну единственную центральную ось 105, подразумевая при этом обе оси 105, 36, когда вставка 100 и державка 25 резца соединены вместе, а когда они не соединены, то хвостовик 115 вставки и отверстие 35 державки резца имеют каждую свою отдельную центральную оси, соответственно 105, 36.
Отверстие 35 имеет сужающуюся секцию 45 для обеспечения упругой посадки с натягом хвостовика 115, когда обращенная вперед поверхность 40 упирается в обращенную назад поверхность 120. Сужающаяся секция 45 сужается по мере того, как отверстие 35 проходит назад. Как показано на фиг.3, когда вставка 100 полностью вставлена в отверстие 35 корпуса 30 державки резца, обращенная назад поверхность 120 режущей вставки 100 упирается в обращенную вперед поверхность 40 корпуса 30 державки резца, тогда как в то же самое время сужающийся хвостовик 115 корпуса 125 режущей вставки контактирует со стенкой 37 отверстия 35, чтобы обеспечить упругую посадку с натягом. Как показано на фиг.2, стенка 37 конической секции 45 отверстия 35 образует с центральной осью 36 угол конусности А, составляющий величину в пределах 5-15 градусов, предпочтительно, около 10 градусов.
Кроме того, хвостовик 115 корпуса 125 режущей вставки может образовывать с центральной осью 105 угол конусности F, составляющий величину в пределах 5-15 градусов, предпочтительно 10 градусов, но угол конусности хвостовика 115 и угол конусности секции 45 корпуса 30 державки резца немного не совпадают, и разница такого несовпадения приблизительно составляет от 0,5 до 3,0 градусов, предпочтительно 0,5 градуса.
В частности, угол конусности F хвостовика 115 будет больше, чем угол конусности А отверстия 35, так что упругая посадка с натягом будет выполняться настолько близко к обращенной вперед поверхности 40 корпуса 30 державки резца, насколько это возможно.
В предпочтительном варианте разница между углом конусности А отверстия 35 и углом конусности F хвостовика 115 при измерении от центральной оси 105 составляет 0,5 градуса. При этом угол конусности А державки резца составляет 9,5 градусов, а угол конусности хвостовика F составляет 10 градусов.
Кроме того, обращенная вперед поверхность 40 корпуса 30 державки резца предпочтительно является перпендикулярной центральной оси 36 отверстия 35 или может образовывать с этой центральной осью 36 угол, составляющий от 80 до 100 градусов, как это показано на фиг.2, углами В и С.
Как уже упоминалось, режущая вставка 100 имеет корпус 125 с передним концом 130 и находящейся на нем режущей кромкой 135. Обращенная назад поверхность 120 режущей вставки 100 находится между передним концом 130 и хвостовиком 115. Подобно тому, как обращенная вперед поверхность 40 корпуса 30 державки резца может иметь угол в пределах от 80 до 100 градусов, так и обращенная назад поверхность 120 корпуса 125 режущей вставки может образовывать с центральной осью 105 угол D, Е, составляющий величину в пределах 80-100 градусов. Однако предпочтительно обращенная назад поверхность 120 является перпендикулярной центральной оси 105 корпуса 125 режущей вставки.
Вполне возможно вставить режущую вставку 100 в державку 25 резца таким образом, чтобы она могла оставаться в этой державке резца только благодаря своей упругой посадке с натягом, находясь при этом между сужающейся секцией 45 отверстия 35 и сужающимся хвостовиком 115 режущей вставки 100. Однако, как показано на фиг.4, возможно также закрепить режущую вставку 100 в державке 25 резца с помощью прижимного болта 200. Прижимной болт 200 проходит через отверстие 140, проходящее через корпус 125 режущей вставки. Головка 205 прижимного болта 200 имеет больший размер, чем отверстие 140 корпуса 125 режущей вставки, так, что когда этот прижимной болт 200 закреплен в корпусе 30 державки резца, корпус 125 режущей вставки надежно удерживается в державке резца. В частности, прижимной болт 200 имеет меньший диаметр, чем отверстие 140, и он также имеет резьбу 207. Винт-толкатель 210 имеет резьбу 212, которая входит в зацепление с соответствующей ей резьбой 215 в канале 220, проходящем через корпус 30 державки резца. Резьба 207 прижимного болта 200 входит затем в зацепление с внутренней резьбой 225 винта-толкателя 210, так что прижимной болт 200 удерживает корпус 125 режущей вставки в отверстии 35 корпуса 30 державки резца таким образом, что обращенная назад поверхность 120 корпуса 125 режущей вставки упирается в обращенную вперед поверхность 40 корпуса 30 державки резца, а сужающийся хвостовик 115 корпуса 125 режущей вставки обеспечивает упругую посадку с натягом относительно сужающейся секции 45 отверстия 35 державки резца.
Винт-толкатель 210 не только помогает удерживать режущую вставку 100 в державке 25 резца, но также помогает извлекать режущую вставку 100 из державки 25 резца. В частности, канал 220 проходит по всей длине корпуса 30 державки резца таким образом, что доступ к этому каналу 220 возможен с другой стороны корпуса 30 державкм резца. Конец 230 винта-толкателя 210 имеет отверстие, например, в форме шестигранника, чтобы соответствовать применяемому к нему инструменту, так чтобы винт-толкатель 210 можно было вращать, чтобы он, в свою очередь, совершал нажимное действие и способствовал извлечению вставки 100 из державки 25 резца. Это особенно важно, поскольку сужающаяся секция 45 отверстия 35 державки резца и сужающийся хвостовик 115 режущей вставки 100 имеют упругую посадку с натягом относительно друг друга.
Корпус 125 режущей вставки может быть выполнен из относительно жесткого материала, такого как цементированный карбид вольфрама, керамика на основе нитрида кремния или керамика на основе сиалона, и упругая посадка с натягом между хвостовиком 115 и сужающейся секцией 45 отверстия 35 державки резца становится возможной, прежде всего, благодаря расширению корпуса 30 державки резца, который обычно выполняется из стали (например, из инструментальной стали Н 13).
В одном конкретном варианте инструмента, используя в качестве ссылки фиг.2 и фиг.3, корпус 125 вставки имеет круглую режущую кромку 135 и общий диаметр, равный 1,000 дюйму. Для сужающейся секции 45 державки резца наружный диаметр конуса составляет 0,707 дюйма, а наружный диаметр конуса сужающегося хвостовика 115 корпуса 125 режущей вставки равен 0,709 дюйма. Эта разница в 0,002 дюйма, взятая вместе с номинальным углом конусности, составляющим 10 градусов, приводит к появлению так называемого "зазора", образованного между обращенной назад поверхностью 120 корпуса 125 вставки и обращенной вперед поверхностью 40 корпуса 30 державки резца и составляющего 0,0056 дюйма. Использование таких размеров приводит к образованию средней окружной деформации на переднем конце сужающейся секции 45 державки резца, составляющей приблизительно 0,0028 дюйма на дюйм, когда обращенная назад поверхность 120 корпуса 125 вставки и обращенная вперед поверхность 40 корпуса 30 державки резца полностью опираются друг на друга. Эта деформация в достаточной мере меньше, чем деформация при пределе текучести материала, из которого выполнена державка резца, но при этом она достаточна для поддержания посадки инструмента во время работы, при которой могут проявляться различия в температурах и показателях расширения. В этом варианте державка резца выполнена из инструментальной стали Н 13, имеющей показатель твердости Rc (твердость по Роквеллу) равный 45, а режущая вставка выполнена из материала KYONR 1540, который являются керамикой на основе сиалона.
Специалистам в данной области должно быть очевидно, что такие показатели были выбраны для одного определенного размера державки резца и вставки. У державки резца и/или пластин, имеющих другие размеры или выполненных из других материалов, могут быть другие показатели, выходящие за рамки рассмотренных, и при этом они могут считаться подходящими для достижения аналогичных результатов.
Согласно настоящему изобретению конструкция инструмента может использоваться для размещения в ней вставки, имеющей широкий диапазон размеров. Однако для пластин малого размера (то есть, 1/2 дюйма I.C.), с целью избегания создания избыточного растягивающего напряжения в области обращенной вперед поверхности 40 корпуса 30 державки резца, представляется возможным уменьшить посадку с натягом, так чтобы упругая посадка с натягом все еще оставалась, а напряжение, создаваемое ею, было уменьшено. При таких обстоятельствах может быть желательным ограничить вращение корпуса 125 вставки в отверстии 35 с помощью жестких упоров.
Как видно из фиг.5 и 6 инструмент 305 состоит из державки 325 резца, имеющей корпус 330, и режущей вставки 400, имеющей корпус 425. Описанный выше корпус 30 державки резца идентичен корпусу 330 державки резца, показанному на фиг.5 и 6, за исключением того, что корпус 330 державки резца теперь дополнительно включает проходящие продольно пазы 350, которые проходят назад от обращенной вперед поверхности 340 корпуса 330 державки резца. Как показано на фиг.5, пазы 350 расположены симметрично вокруг центральной оси 315 отверстия державки резца.
Корпус 425 режущей вставки, в свою очередь, включает продольно проходящие выступы 450, которые расположены симметрично вокруг центральной оси 405 хвостовика вставки.
Цель такой конструкции двоякая. Прежде всего, пазы 350 корпуса 330 державки резца обеспечивают большую возможность для расширения сужающейся секции 345 отверстия 335. Кроме того, путем зацепления выступов 450 корпуса 425 режущей вставки за пазы 350 корпуса 330 державки резца корпус 425 режущей вставки надежно удерживается на месте, предотвращая вращение режущей вставки 400 в державке 325 резца.
Представляется возможным обеспечить закрепление режущей вставки, обладающей свойствами, подобными режущей вставке 100 на фиг.4, то есть вставки, не имеющей выступов 450 (фиг.5), в корпусе 330 державки резца, где имеются пазы 350, подобные тем, что показаны на фиг.5. Это может быть особенно удобно для режущих пластин малого диаметра, в которых диаметр в области обращенной вперед поверхности 340 может быть недостаточным, чтобы выдержать деформацию упругого расширения, вызываемую вставкой хвостовика 415 в отверстие 335. Со ссылкой снова на фиг.4, можно также заметить, что хвостовик 115 корпуса 125 режущей вставки может иметь продольно проходящие пазы, которые входят в зацепление с продольно проходящими выступами в отверстии 35 корпуса 30 державки резца. Более того, возможны также выступы, проходящие или от обращенной вперед поверхности 40 корпуса 30 державки резца, или же от обращенной назад поверхности 120 корпуса 125 режущей вставки для вхождения в зацепление с соответствующими выемками, находящимися на обращенной вперед поверхности 40 или на обращенной назад поверхности 120.
Подобно варианту, показанному на фиг.4, в варианте на фиг.6 может использоваться прижимной болт 500, чтобы удерживать корпус 425 режущей вставки в корпусе 330 державки резца. Более того, винт-толкатель 510 (показанный пунктиром) может также использоваться в качестве механизма для перемещения корпуса 425 режущей вставки из корпуса 330 державки резца, когда корпус 425 режущей вставки требуется вынуть оттуда.
Использование конструкции, предложенной в соответствии с настоящим изобретением, обеспечивает хорошую соосность при установке вставки 100 в державку 25 резца и предотвращает относительное вращение между вставкой 100 и державкой 25 резца. Кроме того, такая конструкция предусматривает использование натяжного болта 200, который должен обладать адекватной прочностью только для того, чтобы должным образом разместить и удерживать вставку 100. Эта отличительная черта не свойственна предшествующему уровню техники, в котором прижимной болт должен был обладать достаточной прочностью, чтобы удерживать вставку в державке резца, оказывая сопротивление силам резания, которые способствуют смещению или удалению режущей вставки из державки резца.
Хотя описанные выше примеры относятся к коническим сужающимся секциям, например, таким как сужающаяся секция 45 в отверстии 35 державки 25 резца и сужающийся хвостовик 115 режущей вставки 100, с таким же успехом возможно использование сужающейся секции державки резца и сужающегося хвостовика режущей вставки некруглой формы, такой как овал 600, как это показано на фиг.7А, если при всем этом такая форма все еще сужается и обеспечивает упругую посадку с натягом между этой сужающейся секцией отверстия и сужающимся хвостовиком вставки. Кроме того, возможно, что сужающаяся секция отверстия и сужающийся хвостовик имеют многоугольную форму, например форму треугольника 605 (фиг.7В) или форму треугольника 610 с округлыми сторонами (фиг.7С).
Режущая вставка 100 показана с круглой режущей кромкой 135. Следует оценить тот факт, что форма режущей кромки может быть любой которая может поддерживаться хвостовиком 115, форма которого, в свою очередь, не ограничивается конусом.
Далее следует отметить, что описанный до сих пор инструмент может использоваться для вращающейся державки резца или для неподвижной державки резца. В том случае, когда применение связано с вращающейся державкой резца и режущей вставкой, то, обратив внимание на фиг.5, можно заметить, что симметричное расположение выемок 350 и выступов 450 вокруг центральной оси 405, 315 становится важным, поскольку инструмент 305 должен быть сбалансирован для применения с вращением. Однако в том случае, когда инструмент 305 подвергается только статическому применению, то в его конструкцию допустимо включить одиночный выступ 450 или же по-другому расположить асимметричные выступы, которые входят в зацепление с одной или несколькими выемками 350 в корпусе 330 державки резца. Следует заметить, что для поддержания соосности и одинаковой силы закрепления корпуса 425 режущей вставки выемки 350 в корпусе 330 державки резца, показанного на фиг.5, должны быть симметричными.
Возвращаясь к фиг.4, можно увидеть, что режущая вставка 100 может быть установлена в корпусе 30 державки резца следующим образом. Винт-толкатель 210 закрепляется в канале 220 резьбовым соединением. Затем в отверстии 35 размещают режущую вставку 100, и прижимной болт 200 поворачивают так, что он входит в зацепление с резьбой 225 в винте-толкателе 210. Прижимной болт 200 затягивается до тех пор, пока режущая вставка 100 полностью не установится в державке 25 резца и, в частности, пока обращенная назад поверхность 120 этой режущей вставки 100 полностью не упрется в обращенную вперед поверхность 40 державки 25 резца. В таком положении инструмент готов к использованию. Чтобы вынуть режущую вставку 100 из державки 25 резца, прижимной болт 200 ослабляют, вставляя в конец 230 винта толкателя 210 соответствующий инструмент и поворачивая его, как показано на фиг.4, направляя винт-толкатель 210 аксиально вправо и, тем самым, толкая режущую вставку 100. Поскольку диаметр канала 140, проходящего через вставку 100, больше, чем диаметр прижимного болта 200, то этот прижимной болт 200 может поворачиваться относительно корпуса 125 режущей вставки. Вращение винта толкателя 210 приводит к аксиальному перемещению вправо и последующему извлечению вставки 100 из державки 25 резца.
Цель настоящего изобретения также касается способа съемного закрепления режущей вставки 100 в державке 25 резца, как это описано здесь, и включает этапы: установки вставки 100 в державке 35 резца, упругую посадку с натягом сужающегося хвостовика 115 в отверстие 35 державки резца и соединение с упором обращенной назад поверхности 120 вставки 100 с обращенной вперед поверхностью 40 державки резца 25.
В то время как конкретные варианты осуществления настоящего изобретения были описаны подробно, специалистам в данной области понятно, что к уже описанным вариантам могут быть разработаны различные модификации. Описанные в данном тексте предпочтительные варианты осуществления имеют только иллюстративный характер и не ограничивают объем настоящего изобретения, которое описано во всей полноте в приложенной формуле изобретения и в любых ее вариантах.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ С ЗАЖИМНЫМ МЕХАНИЗМОМ | 2010 |
|
RU2502582C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ХВОСТОВИКА ИНСТРУМЕНТАЛЬНОЙ ГОЛОВКИ | 1995 |
|
RU2106934C1 |
| ВТУЛКА РЕЗЦЕДЕРЖАТЕЛЯ | 2019 |
|
RU2788362C2 |
| ВРАЩАЮЩИЙСЯ УЗЕЛ ДЛЯ МЕТАЛЛООБРАБОТКИ (ВАРИАНТЫ) | 2008 |
|
RU2457080C2 |
| ДЕРЖАВКА РЕЖУЩЕГО ИНСТРУМЕНТА С ВНУТРЕННИМ КАНАЛОМ ДЛЯ ОХЛАЖДАЮЩЕЙ СРЕДЫ, ИМЕЮЩАЯ СЖИМАЕМЫЙ ЭЛЕМЕНТ | 2013 |
|
RU2633201C2 |
| ОТРЕЗНОЙ СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ С ИМЕЮЩЕЙ ОДНУ РЕЖУЩУЮ КРОМКУ СПЛОШНОЙ РЕЖУЩЕЙ ПЛАСТИНОЙ И ДЕРЖАВКА С ЖЕСТКИМ ГНЕЗДОМ ПОД ПЛАСТИНУ | 2016 |
|
RU2729677C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2002 |
|
RU2292991C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА С ЗАДНЕЙ УПРУГОЙ ЩЕЛЬЮ | 2013 |
|
RU2635597C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| Врубовая машина | 2018 |
|
RU2761231C2 |


Державка и вставка в сборе образуют резец, содержащий корпус державки, имеющий отверстие, проходящее назад и обращенную вперед поверхность, проходящую вокруг этого отверстия, корпус режущей вставки, имеющий передний конец с режущей кромкой, хвостовик вставки, проходящий назад от переднего конца, и обращенную назад поверхность, расположенную между передним концом вставки и хвостовиком. При этом обращенная вперед поверхность державки контактирует с обращенной назад поверхностью вставки с обеспечением посадки с натягом, когда обращенная вперед поверхность державки упирается в обращенную назад поверхность вставки. Корпус вставки имеет по меньшей мере один продольно проходящий паз, а в отверстии корпуса державки выполнен по меньшей мере один продольно проходящий выступ, предназначенный для зацепления с пазом. Технический результат: повышение надежности закрепления режущей вставки и упрощение производства. 6 н. и 21 з.п. ф-лы, 7 ил.
1. Державка резца, предназначенная для установки в нее режущей вставки, имеющей сужающийся хвостовик и обращенную назад от него поверхность, содержащая корпус, отверстие, проходящее назад в нем и имеющее центральную ось, проходящую через это отверстие, обращенную вперед поверхность, проходящую вокруг данного отверстия для опоры на обращенную назад поверхность вставки, при этом отверстие имеет сужающуюся секцию таких размеров, чтобы обеспечить упругую посадку с натягом хвостовика, когда обращенная вперед поверхность упирается в поверхность, обращенную назад, причем сужающаяся секция сужается по мере того, как данное отверстие проходит назад, при этом державка дополнительно содержит продольные пазы, проходящие назад от обращенной вперед поверхности державки.
2. Державка по п.1, в которой стенки сужающейся секции образуют с центральной осью угол конусности, составляющий величину в пределах 5-15°.
3. Державка по п.2, в которой угол конусности приблизительно составляет 10°.
4. Державка по п.1, в которой сужающееся отверстие имеет коническую форму.
5. Державка по п.1, в которой сужающееся отверстие имеет некруглую форму.
6. Державка по п.1, в которой сужающееся отверстие имеет многоугольную форму.
7. Державка по п.1, в которой пазы расположены симметрично вокруг центральной оси державки.
8. Державка по п.1, в которой обращенная вперед поверхность выполнена конической и образует с центральной осью угол конусности, составляющий от 80 до 100°.
9. Державка по п.1, в которой обращенная вперед поверхность перпендикулярна центральной оси отверстия.
10. Державка по п.1, в которой отверстие выполнено доступным с заднего конца державки для перемещения или извлечения размещенной внутри державки режущей вставки.
11. Державка резца, предназначенная для установки в нее режущей вставки, имеющей сужающийся хвостовик и обращенную назад от него поверхность, содержащая корпус, отверстие, проходящее назад в нем и имеющее центральную ось, проходящую через это отверстие, при этом отверстие имеет сужающуюся секцию, которая сужается по мере того, как отверстие проходит назад, и обращенную вперед поверхность, проходящую вокруг этого отверстия и в основном перпендикулярную центральной оси, при этом державка дополнительно содержит продольные пазы, проходящие назад от обращенной вперед поверхности державки.
12. Режущая вставка, предназначенная для установки в державку резца, имеющую отверстие внутри, проходящее назад, и на нем обращенную вперед поверхность, содержащая корпус, имеющий передний конец с расположенной на нем режущей кромкой, хвостовик, вставляемый в отверстие, проходящий назад от переднего конца и имеющий центральную ось, проходящую через него, обращенную назад поверхность, расположенную между передним концом и хвостовиком корпуса для упирания в обращенную вперед поверхность державки, при этом хвостовик имеет сужающуюся секцию таких размеров, чтобы обеспечить упругую посадку с натягом в отверстии, когда обращенная назад поверхность корпуса упирается в обращенную вперед поверхность державки, причем сужающийся хвостовик сужается по мере того, как он проходит назад, причем во вставке дополнительно выполнены продольные выступы, проходящие назад от обращенной назад поверхности вставки для вхождения в зацепление с соответствующими пазами державки.
13. Вставка по п.12, в которой стенки хвостовика образуют с центральной осью угол конусности, составляющий величину в пределах 5-15°.
14. Вставка по п.13, в которой угол конусности хвостовика составляет предпочительно 10°.
15. Вставка по п.13, в которой хвостовик имеет коническую форму.
16. Вставка по п.13, в которой хвостовик имеет некруглую форму.
17. Вставка по п.13, в которой хвостовик имеет многоугольную форму.
18. Вставка по п.12, в которой выступы расположены симметрично вокруг центральной оси вставки.
19. Вставка по п.13, в которой обращенная назад поверхность выполнена конической и образует с центральной осью угол конусности от 80 до 100°.
20. Вставка по п.13, в которой обращенная назад поверхность перпендикулярна центральной оси хвостовика вставки.
21. Режущая вставка, предназначенная для установки в державку резца, имеющую внутри отверстие, проходящее назад, и обращенную вперед поверхность, проходящую вокруг этого отверстия, содержащая корпус, хвостовик, вставляемый в отверстие, проходящий назад от переднего конца корпуса вставки и имеющий центральную ось, проходящую через него, при этом хвостовик имеет сужающуюся секцию, которая сужается по мере того, как хвостовик проходит назад, и обращенную назад поверхность, по существу перпендикулярную центральной оси и расположенную между передним перпендикулярную центральной оси и расположенную между передним концом корпуса и хвостовиком, причем во вставке дополнительно выполнены продольные выступы, проходящие назад от обращенной назад поверхности вставки для вхождения в зацепление с соответствующими пазами державки.
22. Сборный резец, содержащий корпус державки, имеющий отверстие, проходящее назад и имеющее проходящую через него центральную ось, обращенную вперед поверхность, проходящую вокруг этого отверстия, корпус режущей вставки, имеющий передний конец с режущей кромкой, хвостовик вставки, проходящий назад от переднего конца и имеющий проходящую через него центральную ось, и обращенную назад поверхность, расположенную между передним концом вставки и хвостовиком, при этом обращенная вперед поверхность державки контактирует с обращенной назад поверхностью вставки, причем отверстие державки имеет сужающуюся секцию, а хвостовик имеет слегка не совпадающее с этой секцией сужение, при этом оба эти элемента имеют такие размеры, чтобы обеспечить относительно друг друга упругую посадку с натягом, когда обращенная вперед поверхность державки упирается в обращенную назад поверхность вставки, причем корпус режущей вставки имеет по меньшей мере один продольно проходящий паз, а в отверстии корпуса державки выполнен по меньшей мере один продольно проходящий выступ, при этом по меньшей мере один выступ входит в зацепление с по меньшей мере одним пазом.
23. Резец по п.22, в котором отверстие державки выполнено сужающимся и образует угол конусности с центральной осью, а сужающийся хвостовик также образует угол конусности с центральной осью, при этом разность величины угла конусности отверстия и угла конусности хвостовика составляет до 3°.
24. Резец по п.23, в котором разность величины угла конусности отверстия и угла конусности хвостовика составляет до 1,0°.
25. Резец по п.22, в котором отверстие державки образует с центральной осью угол конусности, равный 9,5°, а сужающийся хвостовик образует с центральной осью угол конусности, равный 10°.
26. Резец по п.22, в котором от одной из обращенных вперед поверхностей корпуса державки или от обращенной назад поверхности корпуса режущей вставки проходит по меньшей мере один выступ, при этом по меньшей мере один соответствующий указанному выступу паз проходит по другой обращенной вперед поверхности корпуса державки или обращенной назад поверхности корпуса режущей вставки, а по меньшей мере один выступ входит в зацепление по меньшей мере с одним пазом.
27. Способ съемной установки режущей вставки в державку резца, имеющую проходящее назад отверстие и обращенную вперед поверхность, проходящую вокруг этого отверстия, при этом вставка имеет передний конец, хвостовик, проходящий назад от указанного конца, и обращенную назад поверхность, причем хвостовик имеет сужающуюся форму, которая сужается от переднего конца, причем во вставке дополнительно выполнены продольные выступы, проходящие назад от обращенной назад поверхности вставки для вхождения в зацепление с соответствующими пазами державки, включающий введение вставки в отверстие державки, упругую посадку с натягом сужающегося хвостовика в отверстии державки упирание обращенной назад поверхности вставки в обращенную вперед поверхность державки.
| Способ получения глинозема высокотемпературной обработкой бокситов раствором щелочи | 1958 |
|
SU121441A1 |
| Наборный режущий инструмент | 1985 |
|
SU1349887A1 |
| Устройство для дозирования сыпучих сред | 1982 |
|
SU1084614A1 |
| US 6394466 B1, 28.05.2002 | |||
| US 6312199 А, 06.11.2001 | |||
| Корпус паровой турбины | 1976 |
|
SU661123A1 |
| Политехнический словарь, изд | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Советская энциклопедия, 1980, с.466. | |||

