Устройство относится к швейной промышленности и может быть использовано на универсальных швейных машинах без элементов автоматизации для выполнения закрепок и программного регулирования частоты стежка.
Известно устройство к швейной машине 483-34/01-900/99 BS фирмы «PFAFF» [каталог фирмы «PFAFF», www.pfaff.ru], где изменение длины стежка производится за счет исполнительных органов, представляющих из себя пневмоцилиндры, установленные на корпусе машины и связанные с рычагом обратного хода.
Недостатком является то, что данное решение может быть использовано только на оборудовании, подключенном к пневмосистеме, системе подачи сжатого воздуха.
Известно устройство для уменьшения частоты стежка строчки в начале и в конце к швейной машине 26 класса фирмы «Подольск» [Зак, И.С. Приспособления и агрегатные узлы к швейным машинам [Текст] / И.С.Зак, В.И.Лечицкий, С.Г.Бабаджанов - М.: Легкая индустрия, 1970, - 184 с., ил.], содержащее: рычаг с прорезью, в котором размещается подпружиненная шпилька регулятора частоты строчки. Рычаг установлен при помощи шарнирного винта и накладной пластины механизма отклонения иглы. Конец рычага снабжен ручкой, при опускании которой вниз происходит установление перемещения материала на нулевую частоту и исключение отклонения иглы поперек строчки. В таком положении машина выполняет 3-4 прокола в 10 мм строчки.
Недостатком является то, что конструкция приспособления выполнена только для швейной машины 26 класса фирмы «Подольск». Оно не может быть использовано на другом оборудовании, так как не учитывает особенностей исполнения механизма регулирования частоты строчки.
За прототип принято устройство для регулирования величины посадки на универсальной швейной машине при стачивании двух деталей с посадкой одной из них и для регулирования частоты стежка [Оборудование и средства малой механизации [Текст]: каталог / МЛП СССР, ЦНИИШП, Московский опытный механический завод. - М., 1987], содержащее регулирующий подпружиненный рычаг, связанный с регулятором длины стежка швейной машины. Устройство монтируется на универсальной швейной машине 8323/705, кл. «Текстима» Германия, оснащенной разделительной пластиной, установленной на поворотной опоре. Регулирующий частоту стежка подпружиненный рычаг соединяется через тягу и цепь с педалью. Процесс стачивания осуществляется следующим образом: на платформу машины укладываются стачиваемые детали, между ними вводится разделительная пластина, опускается лапка и производится стачивание. Для осуществления посадки (сборки) нужно нажать на педаль, величина посадки зависит от глубины хода педали.
Недостатком прототипа является: сложность изготовления и установки на технологическом оборудовании, наличие большого количества дополнительных монтажных элементов и вспомогательной педали, усложняющих конструкцию и увеличивающих стоимость приспособления.
Техническим результатом заявляемого изобретения является повышение качества шва за счет исключения дефекта ниточного соединения при изменении толщины стачиваемого пакета материалов, снижение трудоемкости выполнения ниточной строчки при смене частоты стежка в процессе стачивания, расширение технологических возможностей швейного оборудования, снижение себестоимости за счет меньшего количества основных и монтажных деталей.
Указанный технический результат достигается тем, что в устройстве для изменения частоты стежка в процессе стачивания на универсальной швейной машине, содержащем регулирующий частоту стежка подпружиненный рычаг, связанный с регулятором длины стежка швейной машины, согласно изобретению регулирующий частоту стежка подпружиненный рычаг выполнен составным с возможностью изменения его длины, верхняя часть которого имеет фиксирующие выступы, контактирующие с регулятором длины стежка швейной машины, а нижняя часть рычага установлена на основании с возможностью качательного движения.
Технический результат изобретения достигается по следующим причинам.
1. Качество швов повышается за счет обеспечения постоянной частоты стежка при изменении толщины стачиваемых пакетов материалов. Из графика (фиг.3) видно, что на участках с резким увеличением толщины частота стежка при выполнении швов на универсальном оборудовании:
- без специального приспособления возрастает на 45%;
- с применением прототипа возрастает на 7,5%;
- с применением заявляемого устройства возрастает на 2,5%.
Это является причиной дефекта ниточного соединения. Использование изобретения дает незначительное отклонение частоты стежков, что находится в пределах ошибки опыта. На фиг.4 представлены образцы швов, полученные при экспериментальных исследованиях, также подтверждающие исключение дефекта при оснащении универсальной швейной машины заявляемым устройством.
2. Устройство позволяет фиксировать рукоятку регулятора длины стежка в определенном положении и тем самым изменять режимы ниточного соединения в ходе выполнения одной ниточной строчки. Так, при операции соединения деталей, на линии которых расположен вход в карман в шве, осуществляют ниточную строчку с разной выбранной частотой стежка (n) по участкам. Срезы стачивают с n=4-5 стежков в 10 мм строчки, а вход в карман располагается посередине соединяемых деталей с минимально необходимой n=2 стежка, при этом строчка должна быть одна без обрывов ниток с закрепками в начале и в конце входа в карман. Это расширяет технологические возможности швейного оборудования, снижает трудоемкость обработки.
3. Уменьшение себестоимости достигается за счет меньшего количества основных и монтажных деталей. В таблице приведен сравнительный анализ капитальных затрат на устройство-прототип и на заявляемое изобретение. Заявляемое устройство дешевле на 37% по сравнению с прототипом.
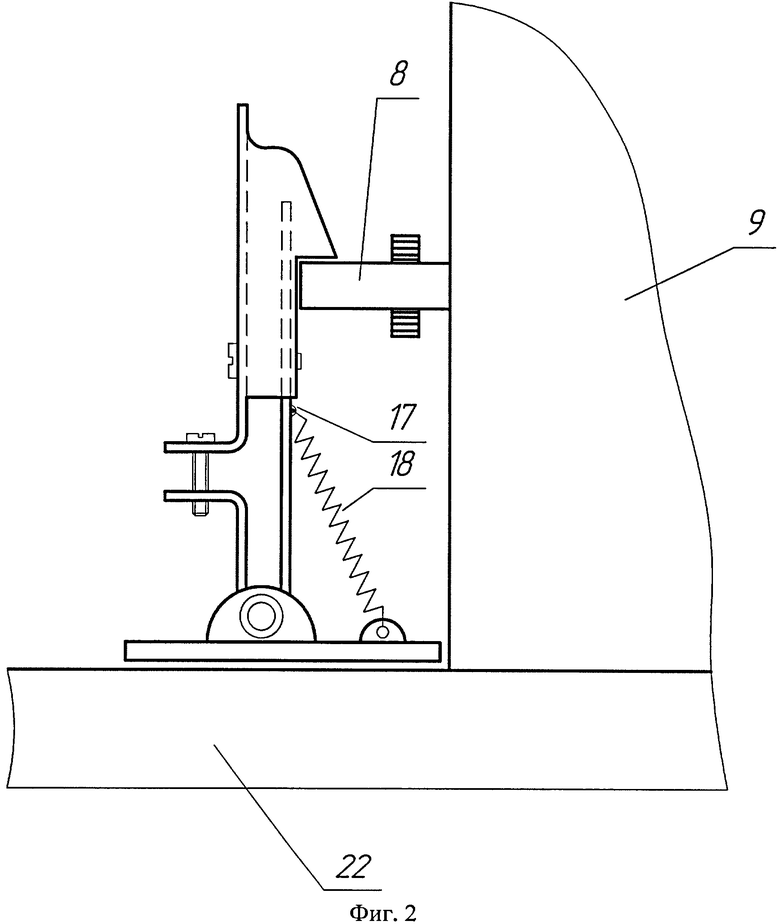
На фиг.1 представлено устройство для изменения частоты стежка в процессе стачивания на универсальной швейной машине, в изометрии, на фиг.2 показано устройство для изменения частоты стежка в процессе стачивания на универсальной швейной машине, вид сбоку; на фиг.3 представлен график зависимости частоты стежка от технического оснащения швейной машины: а) без приспособления, б) приспособление по прототипу, в) приспособление по заявляемому устройству; на фиг.4 показаны фотографии швов, выполненных на универсальной швейной машине: а) без приспособления, б) с приспособлением по прототипу, в) с приспособлением по заявляемому изобретению.
Устройство (фиг.1) содержит: регулирующий подпружиненный рычаг 1, выполненный составным с возможностью изменения его длины, и содержит верхнюю часть 2 коробчатого сечения с фигурной ручкой 3, фиксирующими выступами 4. Нижняя часть 5 регулирующего подпружиненного рычага 1 имеет цилиндрический паз 6 для размещения в нем оси качания 7. Причем верхняя часть 2 регулирующего подпружиненного рычага 1 имеет возможность перемещения вверх или вниз относительно нижней части 5. Нижняя сторона фиксирующих выступов 4 выполнена перпендикулярно к плоскости верхней части 2 и устанавливается на верхнюю плоскость рукоятки регулирования длины стежка 8 (фиг.2), установленную на рукаве 9 промышленной швейной машины.
Верхняя 2 и нижняя 5 части имеют отогнутые под прямым углом выступы 10 и 11, в центре которых по одной оси выполнены соответственно отверстие 12 и резьбовое отверстие 13, соединенные регулировочным винтом 14. В верхней части 2 выполнен овальный регулировочный паз 15 для закрепления ее на нижней части 5 стопорным винтом 16.
На внутренней стороне нижней части 5 расположена скоба 17, за которую закреплена пружина 18. Пружина 18 обеспечивает временный вывод устройства из зоны работы за счет отклонения регулирующего подпружиненного рычага 1 по оси качания 7 в сторону к работающему, что изменяет положение рукоятки регулирования длины стежка 8 промышленной швейной машины и соответственно длину стежка.
На основании 19 имеются выступы 20, 21 для шарнирного крепления регулирующего подпружиненного рычага 1 через ось качания 7. Для монтажа устройства к столу промышленной швейной машины 22 на основании 19 выполнены отверстия 23.
Устройство работает следующим образом.
Собирают устройство (фиг.1): нижнюю часть 5 соединяют с верхней частью 2 коробчатого сечения, монтируя через овальный регулировочный паз 15 стопорным винтом 16. Регулировочный винт 14 устанавливают, пропуская его через отверстие 12 и резьбовое отверстие 13, в отогнутые под прямым углом выступы 10 и 11.
Стопорный винт 16 и регулировочный винт 14 до конца не затягивают. Затем регулирующий подпружиненный рычаг 1 устанавливают на основании 19, размещая цилиндрический паз 6 между выступами 20, 21, и вставляют ось качания 7, пропуская последовательно ее через следующие детали: правый выступ 20, цилиндрический паз 6 и левый выступ 21; концы оси качания 7 закрепляют гайками для предотвращения смещения ее вправо или влево при работе устройства.
Заявляемое устройство основанием 19 устанавливают на столе промышленной швейной машины 22 (фиг.2) рядом с рукояткой регулирования длины стежка 8 и закрепляют винтами через отверстие 23.
Оператор швейного оборудования выполняет на машине регулировку частоты стежка (n). Например, операция «стачивание рельефного шва полочки» осуществляется с разной частотой стежков (n) по участкам. Рельефные срезы стачивают с максимально необходимой n=4-5 стежков в 10 мм строчки, а вход в карман располагается посередине соединяемых деталей с минимально необходимой n=2 стежка, при этом строчка должна быть одна без обрывов ниток с закрепками в начале и в конце входа в карман.
По шкале механизма регулирования длины стежка оператор выбирает минимально необходимую частоту стежка (n=2 стежка) для стачивания одного из участков шва. Рукоятку регулирования длины стежка 8 фиксируют в выбранном положении за счет затягивания специального ролика данного механизма швейной машины.
Затем опускают рукоятку регулирования длины стежка 8 вниз до максимально необходимой частоты стежка (n=4-5), соответствующей необходимым режимам обработки, и осуществляет регулировку устройства для временной фиксации рукоятки 8 в данном положении. Регулирующий подпружиненный рычаг 1 устанавливают под прямым углом к основанию 19 и перемещают верхнюю часть 2 вверх или вниз за счет овального регулировочного паза 15 так, чтобы нижние стороны фиксирующих выступов 4 размещались на верхней плоскости рукоятки регулирования длины стежка 8.
Стопорный винт 16 и регулировочный винт 14 затягивают. Пружину 18 зацепляют за скобу 17 нижней пластины 5.
После того, как устройство подготовлено к работе, осуществляют процесс ниточного соединения деталей.
Сначала стачивают рельефные срезы с n=4-5 стежков до контрольного знака. Нажимают на рукоятку регулирования длины стежка 8 до упора вниз и выполняют закрепку тройной обратной строчкой.
Устройство удерживают в выбранном положении пружиной 18. После закрепки фигурной ручкой 3 регулирующий подпружиненный рычаг 1 поворачивают под прямым углом вокруг оси качания 7 и укладывают на плоскость основания 19, при этом пружина 18 плавно вытягивается, а затем, резко сжимаясь, предотвращает возврат регулирующего подпружиненного рычага 1 в исходное положение.
Рукоятка регулирования длины стежка 8 швейной машины высвобождается и поднимается вверх до установленного заранее положения минимальной частоты стежков n=2. Стачивает участок входа в карман до контрольного знака. После этого регулирующий подпружиненный рычаг 1 возвращают в рабочее положение, то есть поднимает его обратно под прямым углом к основанию 19, рукоятку регулирования длины стежка 8 опускают вниз таким образом, чтобы нижние стороны фиксирующих выступов 4 лежали на верхней плоскости рукоятки 8, выполняя стачивание рельефного среза деталей до конца.
Изменение параметров ниточного соединения требует выполнить регулировку устройства, которая осуществляется за счет изменения положения верхней части 2 относительно нижней части 5. Ослабляют стопорный винт 16 и регулировочный винт 14. Верхнюю часть 2 перемещают вверх или вниз на необходимое положение в соответствии с выбранной частотой стежка. Затягивают стопорный винт 16 и регулировочный винт 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШВЕЙНАЯ МАШИНА ДВУХНИТОЧНОГО СТЕЖКА | 1991 |
|
RU2057220C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ ЗАКРЕПКИ ШВЕЙНОЙ МАШИНЫ | 1991 |
|
RU2010049C1 |
| Устройство для стачивания деталей швейных изделий по заданному контуру | 1978 |
|
SU767253A1 |
| СПОСОБ ОБРАЗОВАНИЯ НЕПРОНИЦАЕМОГО СОЕДИНЕНИЯ ИЗДЕЛИЙ НА ПУХО-ПЕРОВОМ УТЕПЛИТЕЛЕ | 2014 |
|
RU2594552C2 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ И СТАЧИВАНИЯ НЕСКОЛЬКИХ ДЕТАЛЕЙ ОДЕЖДЫ В УЗЕЛ | 1971 |
|
SU305224A1 |
| СПОСОБ ОЦЕНКИ ДЕФОРМАЦИОННЫХ СВОЙСТВ НИТОЧНЫХ СОЕДИНЕНИЙ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2614727C1 |
| Швейный полуавтомат для шитья по контуру | 1989 |
|
SU1730280A1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ МЕСТ НИТОЧНЫХ СОЕДИНЕНИЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2373309C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ РАВНОМЕРНОЙ ПОСАДКИ МАТЕРИАЛА | 1991 |
|
RU2028072C1 |
| Бытовая краеобметочная швейная машина | 1991 |
|
SU1818385A1 |



Устройство для изменения частоты стежка в процессе стачивания на универсальной швейной машине содержит регулирующий частоту стежка подпружиненный рычаг, связанный с регулятором длины стежка швейной машины и выполненный составным с возможностью изменения его длины. Его верхняя часть имеет фиксирующие выступы, контактирующие с регулятором длины стежка швейной машины, а нижняя часть рычага установлена на основании с возможностью качательного движения. Устройство позволяет повысить качество шва за счет исключения дефекта ниточного соединения при изменении толщины стачиваемых пакетов материалов; снизить трудоемкость выполнения ниточной строчки при смене частоты стежка в процессе стачивания; расширить технологические возможности швейного оборудования; снизить себестоимость. 4 ил., 1 табл.
Устройство для изменения частоты стежка в процессе стачивания на универсальной швейной машине, содержащее регулирующий частоту стежка подпружиненный рычаг, связанный с регулятором длины стежка швейной машины, отличающееся тем, что регулирующий частоту стежка подпружиненный рычаг выполнен составным с возможностью изменения его длины, верхняя часть которого имеет фиксирующие выступы, контактирующие с регулятором длины стежка швейной машины, а нижняя часть рычага установлена на основании с возможностью качательного движения.
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ДЛИНЫ СТЕЖКА НА КРАЕОБМЕТОЧНОЙ МАШИНЕ | 1992 |
|
RU2049176C1 |
| Устройство для регулирования длины стежка на краеобметочной машине | 1982 |
|
SU1089190A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УМЕНЬШЕНИЯ РАЗМЕРА СТЕЖКА НА КРАЕОБМЕТОЧНОЙ МАШИНЕ | 0 |
|
SU340726A1 |
| Форма для изготовления железобетонных изделий | 1982 |
|
SU1028506A2 |
| Клапанное устройство для перекрытия дегазационных трубопроводов | 1980 |
|
SU931116A3 |
| Способ образования камерного заряда | 1978 |
|
SU683292A1 |
| Устройство для гидравлической формовки тройников | 1974 |
|
SU520147A1 |

