ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Это изобретение относится к изготовлению выдувной формы с нагреванием для термостабилизирующей обработки или к реализации процесса термической усадки. Более конкретно оно относится к выдувной форме, в которой нагревательный элемент состоит, по меньшей мере, из набора трубчатых электрических сопротивлений, соединенных друг с другом.
СУЩЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ В ДАННОЙ ОБЛАСТИ
В настоящее время пластмассовые контейнеры различных форм и размеров, например бутылки, часто изготавливаются посредством технологического процесса, в котором содержится рабочая операция выдувного формования, при котором термопластический материал, возможно, изготовленный в виде брикета (т.е. в виде уменьшенной предварительно отформованной заготовки, которая обычно имеет цилиндрическую форму), подвергается формованию выдуванием в нагретой форме для изготовления контейнера в конечном виде.
В настоящее время для нагревания формы используются две общеизвестные системы: в первой системе применяются пленочные электрические резисторы, расположенные вблизи внутренней поверхности формы, а во второй системе используется нагревательный элемент, состоящий из нагретой текучей среды, которая циркулирует в змеевике, расположенном в форме.
Хотя нагревательная система с пленочными электрическими резисторами (описанная, например, в патентах США №№5,007,818 и 5,234,637) обладает превосходными свойствами теплового модулирования, она имеет небольшую теплотворную способность. В результате этого нагревательная система такого типа должна располагаться как можно ближе к поверхности формы, которая приходит в положение контакта с материалом, подлежащим формованию. Недостаток существования этого технического требования состоит в необходимости иметь в наличии несколько форм (т.е. по одной форме для контейнера или бутылки каждого типа, подлежащих формованию), оснащенных оболочкой из пленочных электрических резисторов, находящихся вблизи рабочей поверхности; очевидно, это приводит к увеличению материальных затрат и стоимости продукции.
Нагревательная система с циркулирующей нагретой жидкостью имеет увеличенную термическую инерцию по сравнению с другой системой, хотя она имеет хорошую теплотворную способность. Более того, в современных роторных машинах для формования существуют значительные проблемы в рамках гарантирования водонепроницаемости участка, где фиксированные и вращающиеся части приходят в положение контактирования, а также гарантирования водонепроницаемости каналов, по которым передается нагретая жидкость, обычно масло, в форму которая открывается для размещения в ней предварительно отформованной заготовки и закрывается для выгрузки изготовленного продукта при высоких темпах. Эти технические требования добавляют громоздкость машине и таким образом означают наличие увеличенных габаритных размеров и увеличенной стоимости. Другой недостаток заключается в низкой тепловой эффективности в связи с рассеиванием тепловой энергии в роторном устройстве, поскольку невозможно избежать наличия удаленного положения каналов для доставки нагретой жидкости от тех каналов, которые предназначены для возврата охлажденной жидкости.
В настоящее время, таким образом, существует потребность в создании нагревательной системы формы для ее использования в роторных установках для выдувного формования, которая проста по конструкции и эффективна в эксплуатации.
ЗАДАЧИ И КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретение является создание единой электрической нагревательной системы, с помощью которой решаются вышеупомянутые проблемы и которая является пригодной для ее использования при изготовлении контейнера или бутылки любого типа при легком контролировании эксплуатации нагревательной системы и эффективном использовании энергии.
Устройство для выдувного формования, выполненное в соответствии с настоящим изобретением, состоит из держателя для одиночной формы, в котором каждый раз содержится форма, конкретно предназначенная для контейнера (например, бутылки), подлежащего изготовлению. Более того, устройство состоит из нагревательной системы, которая размещена между держателем формы и самой формой. Указанная система состоит, по меньшей мере, из набора трубчатых электрических резисторов, которые расположены параллельно друг другу и источнику энергии для формования контейнера или бутылки, и из других электрических резисторов, которые обычно размещены поперек указанным первым резисторам и на участках, где рассеивается увеличенное количество энергии, или, по меньшей мере, на участках с увеличенной потребностью в электрической энергии. Указанные трубчатые электрические резисторы могут подключаться электрически к указанным дополнительным электрическим резисторам.
При необходимости, по меньшей мере, один набор трубчатых электрических резисторов может располагаться вблизи внутренней поверхности держателя формы, которая находится в положении контактирования с формой.
По меньшей мере, другой из указанных наборов электрических резисторов может располагаться ближе к наружной поверхности держателя формы для того, чтобы ограничивать рассеивание теплоты, гарантируя улучшенную равномерность распределения теплоты внутри формы.
Слой материала для термического изолирования может использоваться для того, чтобы дополнительно лимитировать дорогостоящие затраты теплоты, бесполезно уходящей во внешнюю среду. Слой материала для термической изоляции расположен на наружной поверхности держателя формы.
КРАТКОЕ ОПИСАНИЕ СОПРОВОДИТЕЛЬНЫХ ЧЕРТЕЖЕЙ
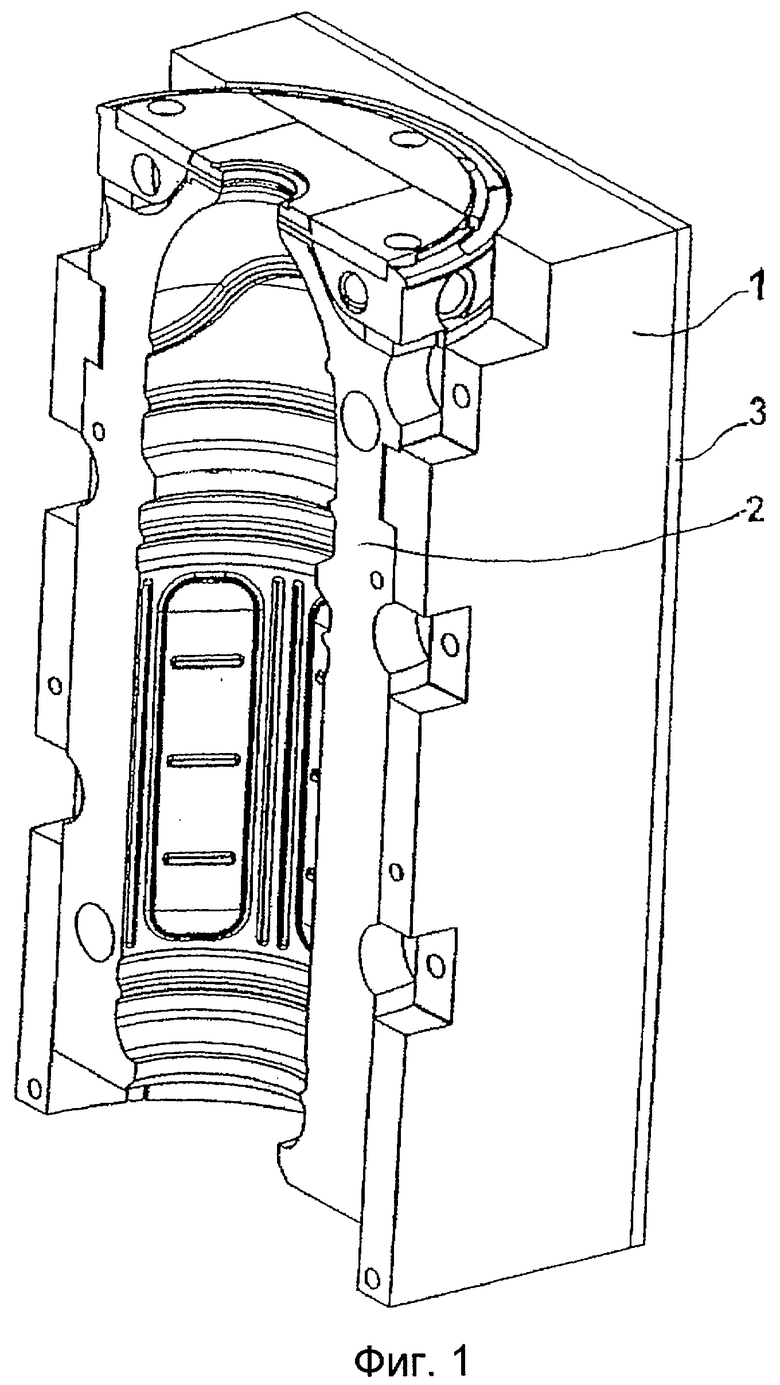
На фиг.1 показана аксонометрическая проекция половины блока, состоящего из формы и ее держателя.
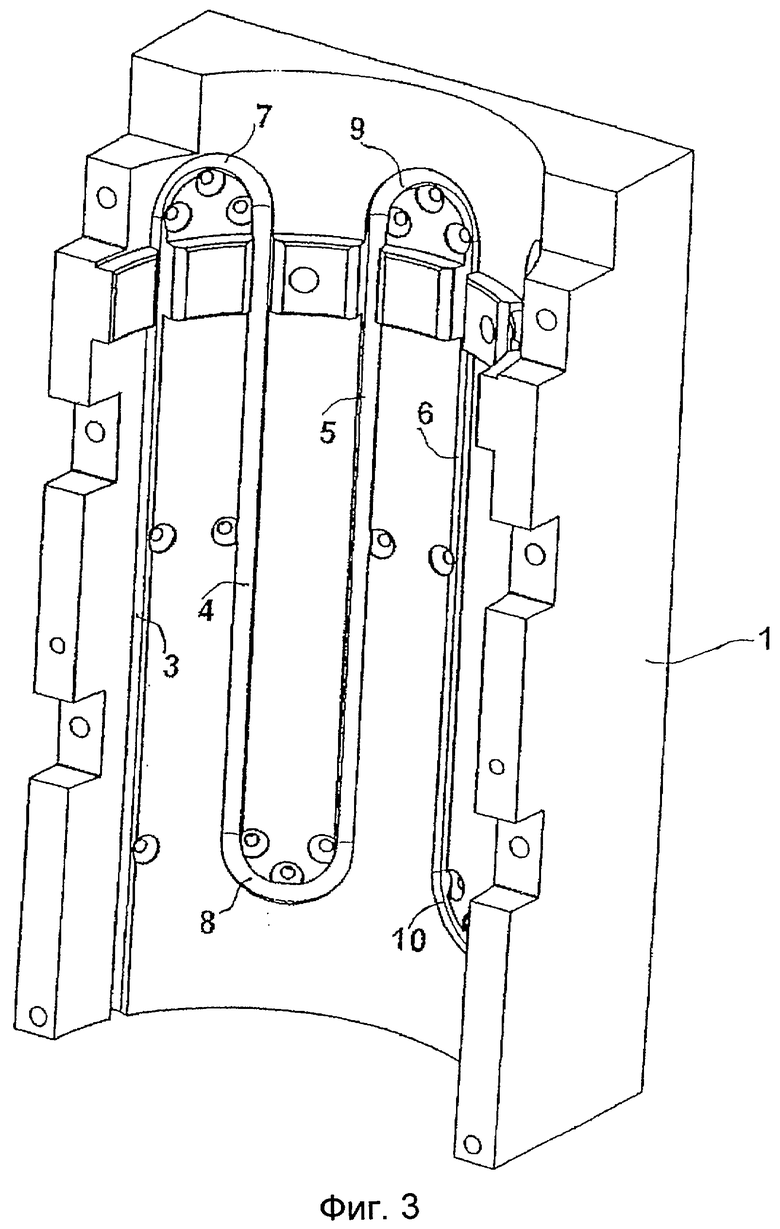
На фиг.2 изображена аксонометрическая проекция блока, показанного на фиг.1, в разобранном виде.
На фиг.3 показан выполненный в соответствии с настоящим изобретением держатель формы с системой трубчатых электрических резисторов, прикрепленных к внутренней поверхности указанного держателя формы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Другие задачи и преимущества изобретения будут легко видимыми при ознакомлении с более подробным описанием предпочтительных для настоящего момента времени вариантов реализации изобретения, представленных в сочетании с сопроводительными схематическими чертежами в качестве примеров, не ограничивающих объем правовой охраны настоящего изобретения.
В установках для выдувного формования, пригодных для реализации устройства в соответствии с настоящим изобретением, используются формы, которые относятся к типу пресс-форм с разъемной матрицей (т.е. они разделены на две симметричные половины) и которые открываются для размещения в них предварительно отформованной заготовки и выгрузки отформованного изделия и закрываются при плотном зажиме во время формования.
На фиг.1-3 показана только одна из указанных половин, поскольку допускается, что другая половина является совершенно симметричной. Эта симметрия ограничивается геометрией. На практике, поскольку тепловые обмены с внешней средой являются типично асимметричными, энергия должна подаваться асимметричным способом к двум половинам формы для того, чтобы иметь тепловую симметрию; эта подача контролируется автоматически с помощью системы управления. Результаты термостабилизирующей обработки заключаются в получении равномерности по всей поверхности контейнера, даже если форма контейнера не является симметричной (например, у контейнеров с ручками).
На фиг.1 показана половина обечайки держателя 1 формы, которая содержит в себе половину обечайки формы 2, характерной особенностью которой, в свою очередь, является то, что она имеет внутреннюю полость формы, спрофилированную подобно контейнеру (например, подобно бутылке), подлежащему изготовлению. Термически изолирующая стенка 3 уменьшает потери теплоты, вырабатываемой посредством применения электрических резисторов и уходящей во внешнюю среду.
На фиг.2 показано, что между держателем 1 формы и формой 2, вблизи этой формы 2 размещен первый набор электрических резисторов, которые параллельны друг другу и источнику энергии для формования внутри полости половины 3', 4', 5', 6',7', 8' обечайки, и при этом они соединены друг с другом резисторами 7'', 8'', 9'', 10'', 11'', расположенными в основном поперечно указанным первым резисторам. Расстояние между указанными нагревательными резисторами зависит от мощности, требуемой для нагревания внутренней полости формы до оптимальной температуры, необходимой для выдувного формования. Поперечные нагревательные элементы 7'', 8'', 9'', 10'', 11'' или резисторы расположены вблизи концевых участков вверху и внизу формы. Это размещение осуществляется в связи с тем, что для получения безукоризненных результатов формования необходимо иметь на этих участках определенный уровень охлаждения (например, для предотвращения разрушений в районе горловины контейнера или бутылки) во время формования и увеличенное количество теплоты для компенсации увеличенного рассеивания теплоты, вызываемого значительной кривизной контейнера.
Внутри половины обечайки держателя 1 имеется другой трубчатый резистор 3 вместе с поперечным резистором 7 второго набора резисторов, который лучше показан на фиг.3; резисторы указанного второго набора расположены аналогично соответствующим резисторам указанного первого набора.
Указанный первый набор резисторов может быть исключен или отключен, если он не требуется для того типа бутылки, который должен учитываться при ее изготовлении.
На фиг.3 показано подробное размещение различных электрических нагревательных элементов 3, 4, 5, 6 и поперечных электрических нагревательных элементов 7, 8, 9, 10, установленных на внутренней стенке половины обечайки держателя 1.
Если требуется увеличенное количество теплоты в направлении вдоль боковой стенки контейнера, подлежащего формованию, по сравнению с соседними участками (например, для учета значительных ограничений или деформаций на участке сечения контейнера или бутылки, подлежащих изготовлению), другие поперечные элементы могут использоваться на указанных участках. Эти дополнительные элементы могут быть подобны другим элементам 7, 8, 9, 10, но некоторые резисторы 3, 4, 5, 6 могут формироваться подходящим образом с петлями Очевидно, указанные петли могут располагаться без проблем и при необходимости на каждом участке формы.
Таким образом, легко понять, каким образом при трубчатых электрических резисторах, при необходимости оснащенных петлями, как конкретно указано выше, и соединенных друг с другом на концевых участках с поперечными трубчатыми электрическими резисторами, чрезвычайно просто осуществлять манипулирование с контейнерами и контролировать их производство, особенно бутылок, при реализации термостабилизирующей обработки или процесса термической усадки.
Изобретение относится к изготовлению выдувной формы с нагреванием для термостабилизирующей обработки и к реализации процесса термической усадки. Держатель формы состоит из двух зеркально отображаемых половин обечайки и нагревательной системы. Каждая из обечаек содержит половину формы с конкретной формой для изготовления контейнера. Нагревательная система состоит из набора первых электрических нагревательных элементов и набора дополнительных электрических нагревательных элементов, которые электрически соединены друг с другом и расположены между держателем формы и формой. Первые нагревательные элементы параллельны друг другу и источнику энергии контейнера. Дополнительные нагревательные элементы являются, по существу, поперечными по отношению к указанным первым нагревательным элементам и расположены на участках, к которым должно подаваться увеличенное количество теплоты. Причем дополнительные нагревательные элементы расположены у верхнего и нижнего концевых участков контейнера. На наружной поверхности держателя формы расположен слой материала для термической изоляции. Решение направлено на предотвращение разрушений в районе горловины контейнера при формовании и на эффективное использований энергии. 3 з.п. ф-лы, 3 ил.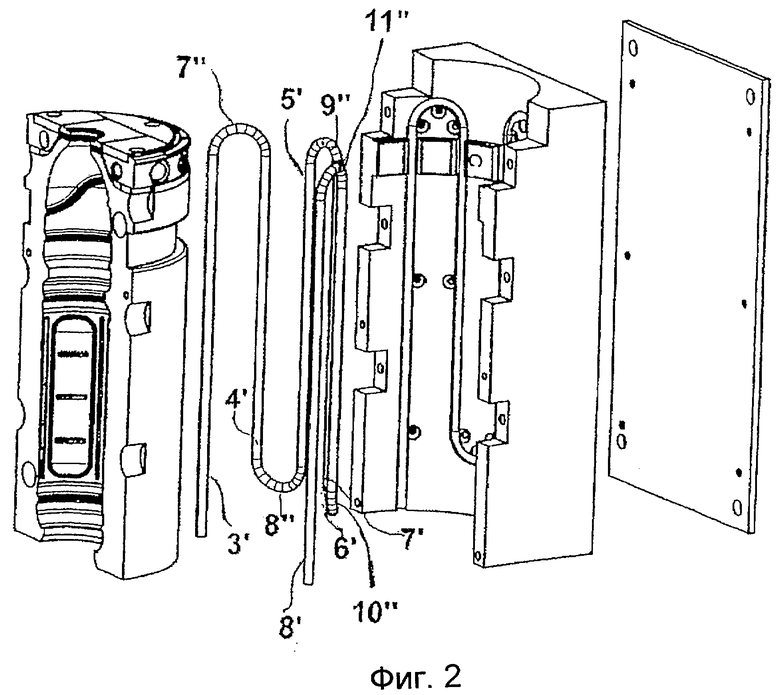
1. Нагреваемая выдувная форма для изготовления контейнеров из термопластического материала при использовании термостабилизирующей обработки или процесса термической усадки, где держатель формы со стенкой желаемой толщины разделен на две зеркально отображаемые половины обечайки, каждая из которых содержит половину формы с конкретной формой для изготовления контейнера, подлежащего изготовлению, и содержит нагревательную систему с набором первых электрических нагревательных элементов (3, 4, 5, 6), размещенных параллельно источнику энергии контейнера, подлежащего изготовлению, отличающаяся тем, что она содержит вторые электрические нагревательные элементы (7, 8, 9, 10), которые являются, по существу, поперечными по отношению к указанным первым элементам и расположены у верхнего и нижнего концевых участков контейнера, подлежащего изготовлению, к которым должно подаваться увеличенное количество теплоты, при этом указанные первые (3, 4, 5, 6) и указанные дополнительные электрические нагревательные элементы (7, 8, 9, 10) электрически соединены друг с другом и расположены между указанным держателем формы и указанной формой.
2. Нагреваемая форма по п.1, отличающаяся тем, что указанные первые электрические нагревательные элементы являются трубчатыми электрическими резисторами и расположены параллельно друг другу.
3. Нагреваемая форма по п.1, отличающаяся тем, что, по меньшей мере, одна из указанных нагревательных систем расположена вблизи внутренней поверхности держателя формы, тогда как, по меньшей мере, другая из указанных нагревательных систем размещена ближе к наружной поверхности формы.
4. Нагреваемая форма по п.1, отличающаяся тем, что слой материала для термической изоляции расположен на наружной поверхности держателя формы.
| JP 8174552 А, 09.07.1996 | |||
| US 3880973 А, 29.04.1975 | |||
| Электрический соединительный зажим | 1978 |
|
SU746786A1 |
| JP 10015944 А, 20.01.1998 | |||
| JP 55044872 А, 29.03.1980. | |||

