Изобретение относится к транспортному устройству и способу транспортировки для обрабатывающей системы для обработки контейнеров, а также к обрабатывающей системе для обработки контейнеров, имеющей такое транспортное устройство.
В системах для транспортировки контейнеров, заготовки, изготовленные из пластмасс, таких как, например, полиэтилентерефталат (ПЭТ), полипропилен (ПП) и т.д., формуют в контейнеры, такие как, например, бутылки, а затем маркируют, наполняют, упаковывают и т.д. С этой целью заготовки, транспортируемые через обрабатывающую систему для обработки контейнеров вдоль транспортного пути, нагревают в нагревательном приборе так, чтобы их можно увеличить в объеме и растянуть в пластмассовые контейнеры в машине для раздувного формования при помощи процесса раздувного формования. Затем транспортная система транспортирует пластмассовые контейнеры на дополнительное обрабатывающее устройство, например такое, как устройство для очистки, маркировочное устройство, наполняющее устройство, сортирующее устройство, упаковывающее устройство и т.д.
Системы транспортировки, используемые для этой цели, также известные как «системы с захватом за горловину», в которых зажим транспортной системы захватывает сверху или снизу опорное кольцо заготовок или полученного раздувом контейнера, чтобы удерживать соответствующую заготовку или полученный раздувом контейнер на системе транспортировки и транспортировать его таким способом через обрабатывающую систему для обработки контейнеров. Зажимы, как правило, закрепляют вокруг ведущего вала с расположением в форме звездочки, поэтому их также называют транспортировочной звездочкой. Вследствие такого расположения вокруг ведущего вала, зажимы обычно совершают круговое или по меньшей мере приблизительно круговое перемещение. В этом отношении различают жесткие транспортировочные звездочки, подвижные транспортировочные звездочки и транспортировочные звездочки с частичной задержкой. В случае жестких транспортировочных звездочек, зажимы строго следуют по круговой траектории или транспортному пути, заданному транспортировочной звездочкой. В случае подвижных транспортировочных звездочек, зажимы могут частично покидать транспортный путь, заданный транспортировочной звездочкой. В случае транспортировочных звездочек с частичной задержкой, зажимы могут также покидать ширину шага на транспортном пути, заданном транспортировочной звездочкой.
Однако общим для всех этих стандартных транспортных систем является то, что все зажимы следуют с одним профилем "проход-время", а транспортный путь является по существу круговым. Это очень невыгодно в транспортной системе между нагревательным прибором для заготовок и машиной для раздувного формования тогда, когда надо нагревать большие заготовки. В таком случае нагревательный прибор должен работать медленнее, чем в случае с небольшими заготовками, тогда как последующая машина для раздувного формования может работать с той же скоростью для заготовок обоих размеров, поскольку, например, в случае с большими заготовками только одну из двух выдувных форм машины для раздувного формования загружают вместе с нагретыми большими заготовками.
В ЕР 1645340 А1 дано описание сортирующего устройства и конвейерного устройства для штучных грузов, причем используются держатели для удержания штучных грузов на отдельных транспортных устройствах, которыми можно управлять по отдельности, так что их можно перемещать от места погрузки до выбранного места доставки. Таким способом штучные грузы, удерживаемые на держателях, можно транспортировать вдоль транспортного пути, имеющего по существу круговую форму, а также отвести и, следовательно, направить с помощью этих держателей на боковые транспортные пути в зависимости от вида удерживаемых штучных грузов. Боковые транспортные пути предназначены для штучных грузов специальных видов, чтобы доставлять штучные грузы в предусмотренное для них место доставки. В таком сортировочном устройстве и конвейерном устройстве тем не менее также используется фиксированный профиль "проход-время" транспортных устройств на транспортном пути, просто потому, что ему не нужно использование другого профиля, и таким образом оно приблизительно соответствует вышеупомянутой подвижной звездочке. Следовательно, проблема, упомянутая выше в качестве примера, а именно переход от небольших заготовок к большим и наоборот, не может быть решена.
На DE 4133114 А1 показана конвейерная система для таких штучных грузов, как бутылки, контейнеры и тому подобное, у которой конвейерный путь сформирован как двигатель с длинным статором и неподвижными электрическими и/или электронными компонентами и бесщеточными роторами для транспортировки штучных грузов. По конвейерному пути доставляют штучные грузы мимо нескольких обрабатывающих установок, расположенных одна за другой, или через них. Поскольку весь конвейерный путь конвейерной системы формируется как двигатель с длинным статором, такая конвейерная система оказывается очень дорогой для приобретения и техобслуживания, чем вышеописанные транспортировочные звездочки.
Следовательно, задача изобретения состоит в том, чтобы обеспечить транспортное устройство и способ транспортировки для обрабатывающей системы для обработки контейнеров, которые позволяют независимо осуществить транспортировку экономичным способом с помощью двух разных обрабатывающих установок обрабатывающей системы для обработки контейнеров.
Данная задача решена посредством транспортного устройства в соответствии с пунктом 1 формулы изобретения. Транспортное устройство используют для транспортировки контейнеров в обрабатывающей системе для обработки контейнеров, содержащей первую обрабатывающую установку для обработки контейнеров и вторую обрабатывающую установку для обработки контейнеров, которая расположена после первой обрабатывающей установки и используется для обработки контейнеров после их обработки с помощью первой обрабатывающей установки. Транспортное устройство содержит транспортный путь, который расположен по всей своей длине между первой и второй обрабатывающими установками для обработки контейнеров и вдоль которого обеспечена возможность транспортировки контейнеров от первой обрабатывающей установки для обработки контейнеров до второй обрабатывающей установки для обработки контейнеров, и по меньшей мере один транспортный элемент для удержания и транспортировки контейнера, который установлен на транспортный путь либо опирается на него и который можно, в частности, также переместить относительно транспортного пути. В этом случае, транспортный путь и указанный по меньшей мере один транспортный элемент предпочтительно выполнены таким образом, что обеспечена возможность компенсации указанным по меньшей мере одним транспортным элементом, по меньшей мере время от времени, компенсации разности скоростей транспортировки контейнера в первой и во второй обрабатывающих установках для обработки контейнеров при проходе между первой и второй обрабатывающими установками для обработки контейнеров.
Это означает, что, хотя транспортное устройство обладает технической возможностью компенсации разностей в скоростях, это не всегда обязательно для всех случаев применения.
Предпочтительно транспортный путь можно выполнить по существу любой необходимой геометрической формы. Таким образом, например, для решения некоторых задач может отсутствовать необходимость компенсации разностей в скоростях, однако присутствует необходимость в особой геометрической форме транспортного пути.
Выгодные дополнительные варианты реализации транспортного устройства описаны в зависимых пунктах формулы изобретения.
Транспортный путь предпочтительно содержит по меньшей мере один буферный участок, в котором обеспечен проход по меньшей мере одного транспортного элемента из указанного по меньшей мере одного транспортного элемента с изменением концентрации транспортных элементов вдоль транспортного пути. Таким образом, систему можно реализовать, например, в качестве буфера, в котором много отдельных подвижных деталей может заходить в буферный участок, а в зависимости от концентрации подвижных деталей, они могут находиться в буферном участке в разном количестве.
Весьма выгодно будет обеспечить транспортный путь обмотками, которыми можно управлять по отдельности, и оборудовать транспортные элементы постоянными магнитами. В таком случае отдельные транспортные элементы выполнены максимально экономичными. В такого рода системе на транспортном пути устанавливают устройство для определения положения по меньшей мере одного транспортного элемента, предпочтительно всех транспортных элементов, а также для продвижения его к контроллеру, предпочтительно.
В дополнительном варианте реализации транспортные элементы обеспечивают электрическими обмотками, которые прилагают магнитную силу, необходимую для приведения в действие, и которые образуют транспортный путь с постоянными магнитами либо непереключаемыми электромагнитами. В этой связи, электроэнергия, необходимая для приведения в действие, и сигналы, необходимые для управления, можно передать на отдельные транспортные элементы с помощью индукции. Контроллер можно установить на отдельных транспортных элементах на децентрализованной основе, но также возможна и центральная обработка в блоке управления.
Предпочтительно сформировать транспортный путь в виде маршрута магнитной левитации системы с магнитной левитацией. В таком случае, указанный по меньшей мере один транспортный элемент может быть полностью установлен на транспортном пути магнитным способом, или он может быть поддержан на транспортном пути частично магнитным способом и частично механическим способом. При таком соединении возможна реализация механической опоры указанного по меньшей мере одного транспортного элемента на транспортном пути посредством подшипников скольжения и/или роликов.
Предпочтительно устройство содержит транспортные элементы, которые передвигаются вдоль транспортного пути и предпочтительно также относительно него. Предпочтительно, перемещениями этих транспортных элементов можно управлять независимо друг от друга.
Предпочтительно транспортные элементы, по меньшей мере время от времени, приводят в действие с помощью магнитной силы. В этом состоит отличие от подходов, известных до настоящего времени, в которых транспортные элементы, как правило, расположены на вращающихся носителях.
Предпочтительно, транспортное устройство дополнительно содержит ленту для приведения в движение указанного по меньшей мере одного транспортного элемента на участках транспортного пути, по которым обеспечено перемещение указанного по меньшей мере одного транспортного элемента с постоянной скоростью. Это движение может быть, например, обратным движением для транспортировки транспортных элементов, которые не заняты контейнерами или другими штучными грузами, обратно на первую обрабатывающую установку.
У транспортного пути может быть любая необходимая форма. Предпочтительно, чтобы у транспортного пути была замкнутая форма.
В дополнительном предпочтительном варианте реализации установка, т.е., в частности, транспортное устройство, содержит поворотное устройство, выполненное с возможностью поворота контейнеров относительно их продольной оси или относительно оси, параллельной продольной оси, на заранее заданный угол поворота.
Этот вариант реализации особенно подходит для таких контейнеров, у которых поперечное сечение отклоняется от круглого поперечного сечения, таких как, например, прямоугольные или овальные контейнеры. Такие контейнеры, как правило, поступают на наполняющее устройство с помощью пневмотранспортировки в продольном направлении. Необходимо избегать поперечной транспортировки таких контейнеров, поскольку контейнеры можно легко повернуть в пневмотранспортном устройстве, что может привести к неисправностям. Из предложенных ранее заявителем средств известна корректировка любых отклонений от продольного направления во время перехода из выходного отверстия, например из машины выдувного формования к наполняющему устройству, с помощью направляющих элементов. Однако в этой связи поддерживается продольное направление. В результате, более длинная сторона контейнера определяет шаг в наполняющем устройстве или последующей машине, такой как маркировочная машина, контрольно-измерительная машина, стерилизатор и тому подобное. Еще один недостаток состоит в использовании частей разного формата для контейнера каждого отдельного типа.
В предпочтительном варианте реализации первым обрабатывающим устройством является машина для выдувного формования, которая формует пластмассовые заготовки в пластмассовые контейнеры, а вторая обрабатывающая установка представляет собой наполняющую машину, которая наполняет контейнеры, или маркировочную машину.
Кроме того, известно выполнение поворота контейнеров от продольного к поперечному направлению транспортировки внутри пневмотранспортного устройства на входе в наполняющую машину. С этой целью, контейнеры поворачивают во время пневмотранспортировки на входе в машину, например, с помощью червячной передачи. Несмотря на то что возможно расположить наполняющее устройство так, чтобы оно подошло для поперечной транспортировки контейнеров, пневмотранспортное устройство необходимо. Такие пневмотранспортные устройства, однако, чувствительны к неисправностям и, в частности, не подходят для использования в случае блочного расположения.
В связи с эти, в этом варианте реализации предлагается, в частности, для передачи контейнеров в блоке, например, при блочном расположении между машиной для выдувного формования и наполняющей машиной, между машиной для выдувного формования и маркировочной машиной и наполняющей машиной или машиной для выдувного формования, наполняющей машиной и маркировочной машиной (соответственно в этом порядке) поворачивать контейнеры после машины для выдувного формования таким образом, чтобы контейнеры можно было обрабатывать в поперечном направлении в последующей(их) машине(ах). Поэтому именно процесс передачи осуществляется в отличие от пневмотранспорта способом взаимной блокировки (например, с помощью захватов). Таким образом, обработка контейнеров становится более безопасной и, кроме того, можно избежать неисправностей во время передачи.
Поэтому вышеупомянутый поворот выполняется преимущественно при транспортировке контейнеров. Поворотное устройство преимущественно выполнено таким образом, что оно может поворачивать контейнеры на угол примерно 90°. Таким образом, как отмечалось выше, контейнеры можно расположить перпендикулярно к второй обрабатывающей установке. Отдельные контейнеры здесь преимущественно поворачивают по отдельности.
В принципе, в таком случае возможно выполнить передачу контейнеров посредством цепи с захватами за горловину. Однако также возможно осуществить передачу контейнеров с помощью линейного транспортировочного средства и, в частности, посредством вышеописанного магнитного перемещения отдельных направляющих элементов. Предпочтительно выполнять поворот контейнеров одновременно, то есть во время их транспортировки, и особенно предпочтительно, как объяснено выше, выполнять поворот примерно на 90°. Для этой цели можно предусмотреть дополнительный управляемый привод. Этот дополнительный привод можно использовать в таком случае для поворота каждого отдельного контейнера в отдельности.
В этом контексте, помимо передачи, возможно также выполнить этот дополнительный привод в качестве линейного привода. Кроме того, возможно также выполнить указанный отдельный поворот отдельных контейнеров посредством разности скоростей. В связи с этим можно осуществлять управление захватами, удерживающими контейнеры, либо ослаблять их во время поворота контейнеров для обеспечения возможности поворота, несмотря на взаимоблокирующее соединение. Таким образом обеспечивается возможность приоткрытия зажима на величину, недостаточную для выскальзывания опорного кольца контейнеров через зажим, но достаточную для обеспечения поворота контейнера относительно зажима.
Если контейнеры, ориентированные поперечно, подают на наполняющее устройство, можно установить меньший шаг наполнения. Таким образом, можно изготовить наполнительную машину с меньшими размерами и, следовательно, менее дорогую.
Помимо этого было бы также просто автоматизировать переход на другие типы контейнеров, например, на контейнеры круглого типа, в частности, посредством выбора различных программ управления. Таким образом, впоследствии не будет необходимости снимать или повторно регулировать, например, червячные передачи или другие устройства, то, что надо делать в известном уровне техники.
Кроме того, вышеупомянутое вращение можно также использовать для целевого выравнивания контейнеров относительно машины для выдувного формования. Такое выравнивание здесь можно осуществить, например, относительно узора или другого элемента для последующей маркировки. Предпочтительно использовать для такого выравнивания по меньшей мере один блок датчиков или устройство обнаружения, такое как датчик или камера, которое предпочтительно распознает по меньшей мере один участок контейнеров. Такое выравнивание на участке перегрузки устраняет необходимость комплексного выравнивания в последующей маркировочной машине.
Также можно использовать несколько этих поворотных устройств, например, на разных участках в блокировочной системе. Таким образом, для целевой маркировки самоклеющимися этикетками можно выполнить точное выравнивание относительно продольного хода посредством узора на задней стороне борта контейнера. После маркировки можно провести выравнивание относительно наполняющего устройства, чтобы добиться поперечного прохода внутри наполняющего устройства.
Еще в одном предпочтительном варианте реализации первая обрабатывающая установка и вторая обрабатывающая установка блокируют друг друга. Так, например, передачу контейнеров можно выполнить в блоке между машиной для выдувного формования и наполняющей машиной, используя захваты, прикрепленные в этом случае к подвижным деталям, как описано, и, в частности, перемещаемые по пути магнитного потока. Преимущество данного варианта реализации состоит в том, что, как отмечалось выше, каждая подвижная деталь или каждый наполнительный элемент можно перемещать по отдельности (что в этом случае основано на аналогичном принципе работы при помощи линейного двигателя).
Еще в одном варианте реализации вдоль транспортного пути расположено дополнительное обрабатывающее контейнеры устройство для контейнеров. В частности, в связи с тем, что управление отдельными элементами конвейера осуществляется по отдельности, то в таком случае появляется возможность задержать контейнеры на этом дополнительном обрабатывающем устройстве, на нескольких обрабатывающих устройствах, на дополнительном узле или на нескольких дополнительных узлах дольше, а этот дополнительный узел или эти дополнительные узлы можно расположить, в частности, между машиной для выдувного формования и наполняющим устройством. Помимо последовательной компоновки возможна также параллельная компоновка устройств и/или узлов или любой комбинации последовательных и параллельных компоновок. В связи с этим, подвижные детали можно ввести и вывести по отдельности при помощи системы, выполненной наподобие железнодорожных стрелочных переводов.
Таким образом, обрабатывающее устройство может, например, представлять собой холодильную установку или несколько холодильных установок для охлаждения контейнеров. В таком случае так же возможно изготовить более короткую секцию охлаждения, нежели в известном уровне техники, и транспортировать контейнеры через эту секцию охлаждения с соответственно более низкой скоростью. Более того, дополнительное обрабатывающее устройство может также представлять собой установку контроля для проверки контейнеров. В этом случае так же можно использовать отдельное транспортировочное средство, использующее отдельно содержащиеся элементы, для увеличения времени проверки.
Еще в одном предпочтительном варианте реализации рядом с транспортным элементом или на нем можно также предусмотреть по меньшей мере один привод, особенно предпочтительно дополнительный привод.
Еще в одном варианте реализации дополнительное обрабатывающее устройство может представлять собой стерилизационное устройство для стерилизации контейнеров. В таком случае также возможно продлить время стерилизации посредством выполнения транспортировки с соответствующей более низкой скоростью.
Более того, указанное дополнительное обрабатывающее устройство может также представлять собой блок установки дат, который ставит дату на контейнеры. Дополнительное обрабатывающее устройство может еще также представлять собой маркировочную машину, которая расположена, как упоминалось выше, вдоль транспортного пути. Дополнительное обрабатывающее устройство может также представлять собой печатающее устройство, которое ставит оттиски на контейнеры.
Кроме того, также возможно расположить несколько вышеупомянутых обрабатывающих устройств вдоль транспортного пути.
Еще в одном варианте реализации вышеупомянутое обрабатывающее устройство может также представлять собой поворотное устройство, которое поворачивает пластмассовые контейнеры, в частности, относительно их продольной оси. Также возможно увеличить передачу или участок передачи, для обеспечения лучшей приспособляемости дополнительных узлов посредством отхода, в частности, от прямого соединения между обрабатывающими установками.
Для обеспечения возможности дополнительных перемещений также можно оснастить соответствующие подвижные детали или транспортировочные элементы дополнительными приводами, в частности сервоприводами. В связи с этим, для прикрепления элементов оборудования к этим приводам можно использовать, например, линейные приводы или поворотные приводы. Таким образом, становятся возможными наложенные перемещения, которые обеспечивают возможность, например, увеличения пути магнитного потока по направлению к выдувной форме и более удобного выполнения захватывающего движения при снятии контейнера. В таком случае возможно осуществлять передачу энергии бесконтактным или беспроводным способом.
Отдельно от этого можно также использовать, в частности, выдвижную опору, в частности, для вращательно несимметричного контейнера с целью снятия его с выдувной формы во избежание непредвиденного поворота контейнера и таким образом необходимости в выравнивающем устройстве. Такое дополнительное перемещение можно использовать для отвода контейнеров. Таким образом можно обойтись без таких сложных механических конструкций, как, например, подшипники, приводы и устройство задержки шага для соответствующих транспортировочных звездочек. Кроме того, таким образом, можно избежать позиций передачи контейнеров с одного транспортного устройства на другое, например, с одной транспортировочной звездочки на другую. Более того, также имеется возможность изготовить дополнительные узлы так, чтобы они были более приспособляемыми и более экономичными.
В дополнительном предпочтительном варианте реализации можно оборудовать стерильное пространство, внутри которого контейнеры можно транспортировать с помощью транспортной установки. Так, например транспортный путь может быть окружен кольцеобразным и/или, в частности, выполненным в форме канала стерильным пространством, размер которого предпочтительно подгоняют так, что, с одной стороны контейнеры можно транспортировать через это стерильное пространство, а с другой стороны размер стерильного пространства несущественно превышает размеры контейнеров, поэтому объем чистого пространства может быть сохранен. В таком случае также возможно, чтобы такое чистое пространство занимало только тот участок, через который фактически транспортируют контейнеры, однако, как уже упоминалось, также возможно удлинить весь транспортный путь через чистое пространство, чтобы избежать таким образом, в частности, загрязнения соответствующих захватов или транспортирующих элементов. В таком случае также возможно расширить такое чистое пространство до наполняющего устройства или расположить его сразу после машины для выдувного формования. Таким образом, возможна стерильная обработка контейнеров, начиная с их производства до завершения процесса наполнения и закрытия.
Задача изобретения также решается при помощи обрабатывающей системы для обработки контейнеров, описанной в пункте 11 формулы изобретения. Обрабатывающая система для обработки контейнеров содержит первую обрабатывающую установку для обработки контейнеров, вторую обрабатывающую установку для обработки контейнеров, которая расположена после первой обрабатывающей установки для обработки контейнеров и используется для обработки контейнеров после их обработки первой обрабатывающей установкой для обработки контейнеров, и транспортное устройство, соответствующее любому транспортному устройству, описанному выше.
Также задача изобретения решается с помощью способа транспортировки по пункту 12 формулы изобретения, который используется для транспортировки контейнеров в обрабатывающей системе для обработки контейнеров, содержащей первую обрабатывающую установку для обработки контейнеров и вторую обрабатывающую установку для обработки контейнеров, которая расположена после первой обрабатывающей установки для обработки контейнеров и используется для обработки контейнеров после их обработки первой обрабатывающей установкой для обработки контейнеров. Способ включает следующие этапы: транспортировку контейнеров вдоль транспортного пути, расположенного по всей длине между первой и второй обрабатывающими установками для обработки контейнеров, от первой обрабатывающей установки для обработки контейнеров до второй обрабатывающей установки для обработки контейнеров посредством по меньшей мере одного транспортного элемента, который установлен на транспортном пути или поддерживается на нем с возможностью перемещения и выполнен с возможностью удержания контейнера, и, предпочтительно этап компенсации разницы в скорости транспортировки контейнеров в первой и второй обрабатывающих установках для обработки контейнеров, выполняемый при проходе указанного по меньшей мере одного транспортного элемента между первой и второй обрабатывающими установками для обработки контейнеров.
Предпочтительно, скорость транспортного элемента относительно транспортного пути может быть изменена.
Ниже будет дано более подробное описание изобретения с помощью примеров вариантов реализации и со ссылкой на прилагаемые чертежи, на которых:
на фигуре 1 показан схематический вид обрабатывающей системы для обработки контейнеров в соответствии с первым вариантом реализации настоящего изобретения;
на фигуре 2 показан вид сверху транспортного устройства в обрабатывающей контейнеры системе в соответствии с первым вариантом реализации настоящего изобретения;
на фигуре 3 показан вид сверху транспортного устройства в обрабатывающей контейнеры системе в соответствии с модификацией первого варианта реализации настоящего изобретения;
на фигуре 4 показан вид сбоку транспортного элемента транспортного пути транспортного устройства в соответствии с первым вариантом реализации настоящего изобретения;
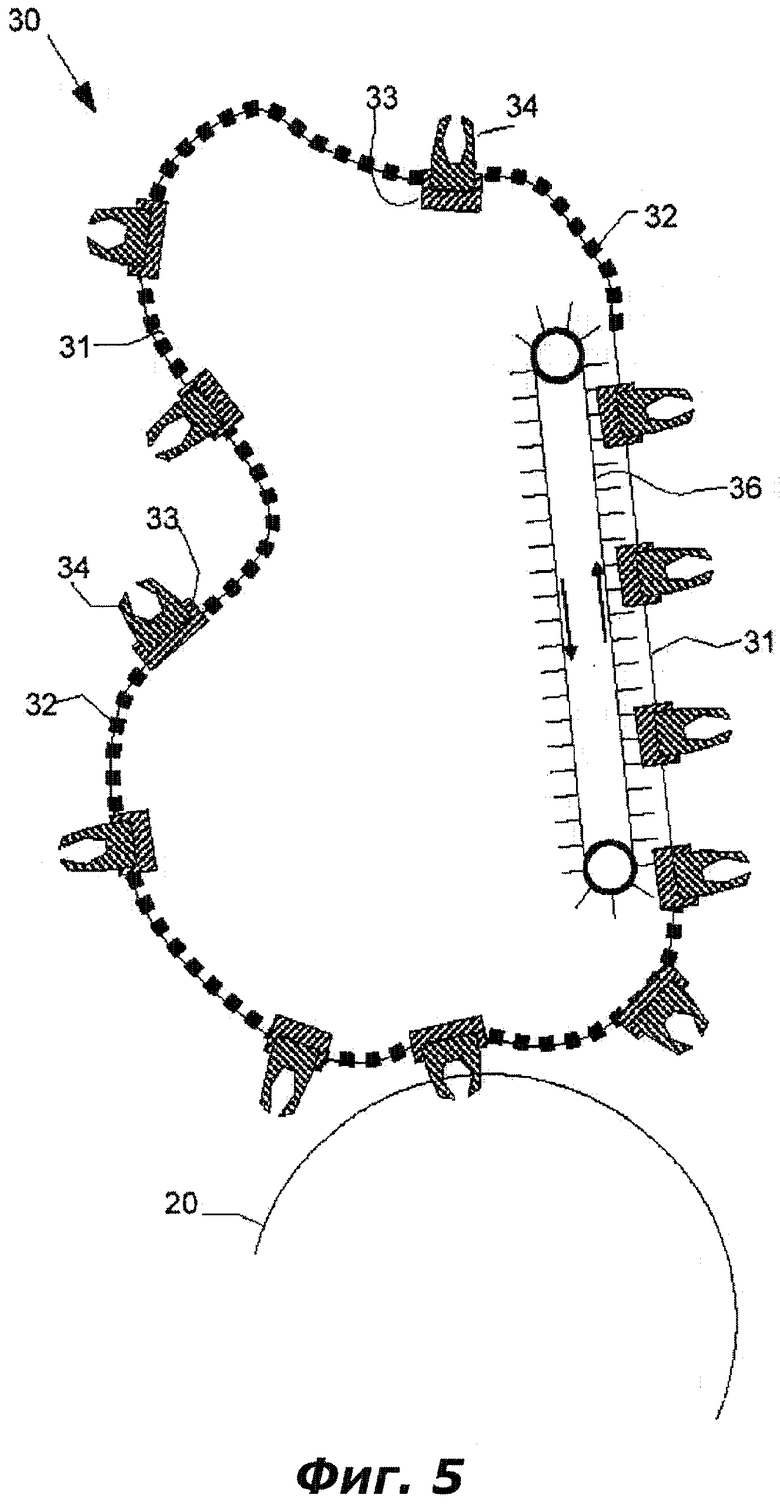
на фигуре 5 показан вид сверху части транспортного устройства в обрабатывающей контейнеры системе в соответствии со вторым вариантом реализации настоящего изобретения;
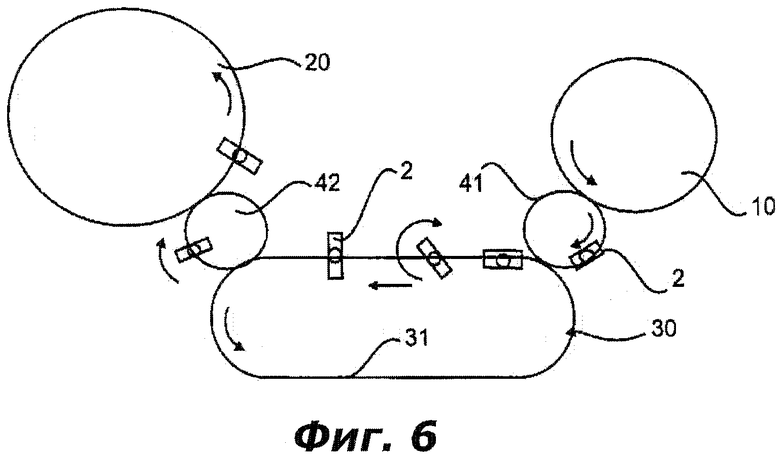
на фигуре 6 показан дополнительный вариант реализации установки в соответствии с изобретением, в котором транспортная установка расположена между машиной выдувного формования и наполняющим устройством;
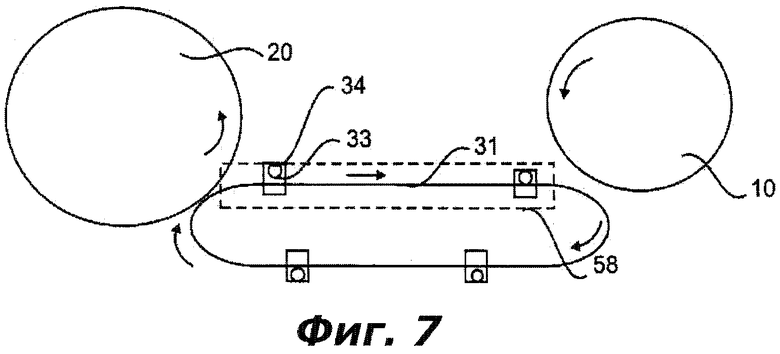
на фигуре 7 показан дополнительный вариант реализации установки, показанной на рисунке 6;
на фигуре 8 показан подробный вид удерживающих элементов;
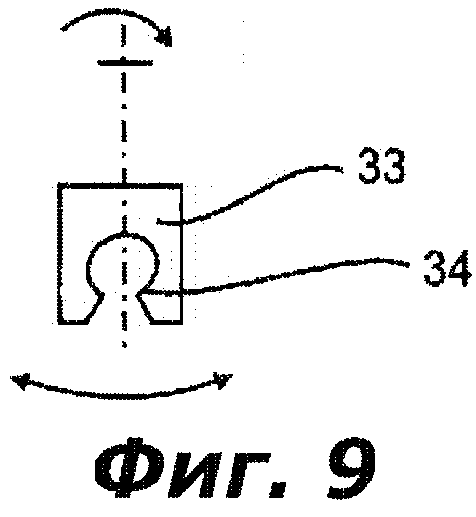
на фигуре 9 показан иллюстрированный вид поворотного или вращательного движения и
на фигуре 10 показан дополнительный вариант реализации установки в соответствии с изобретением.
Первый вариант реализации
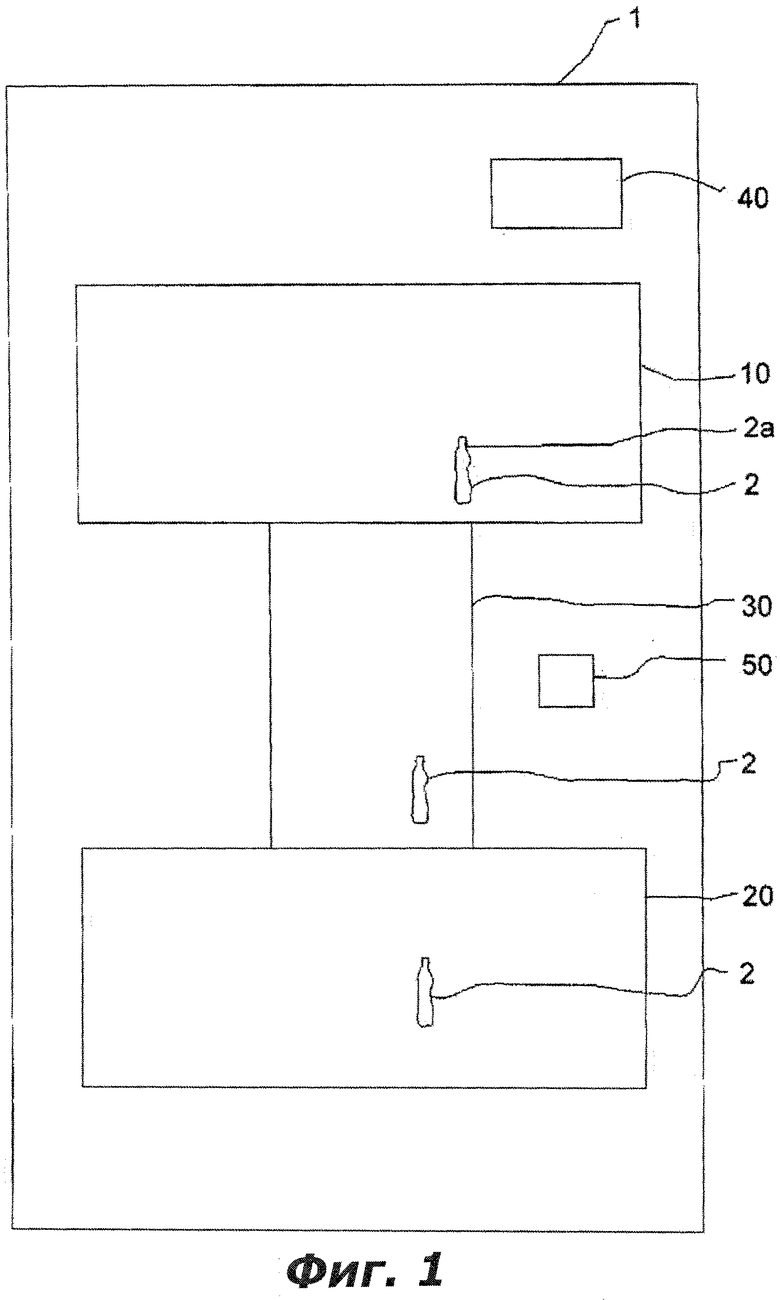
На фигуре 1 показана обрабатывающая система 1 для обработки контейнеров 2, имеющих горловинное кольцо 2а. Обрабатывающая система 1 содержит по меньшей мере одну первую обрабатывающую установку 10, вторую обрабатывающую установку 20, транспортное устройство 30, расположенное между первой и второй обрабатывающими установками 10, 20, управляющее устройство 40 и детектор 50.
Первая обрабатывающая установка 10 используется для обработки контейнеров 2 и может представлять собой, например, нагревательный прибор, который нагревает пластмассовые заготовки до температуры, подходящей для процесса раздувного формования. Вторая обрабатывающая установка 20 также используется для обработки контейнеров 2 и может представлять собой, например, машину для раздувного формования, которая раздувает контейнер 2, нагретый нагревательным прибором, то есть первой обрабатывающей установкой 10. Это означает, что обработка контейнеров 2, которую можно выполнить с помощью первой и второй обрабатывающих установок 10, это - обработка заранее задаваемого вида.
Посредством управляющего устройства 40 осуществляется управление обработкой контейнеров 2, выполняемой обрабатывающей системой 1, и таким образом также управление процессами, происходящими между первой и второй обрабатывающими установками 10, 20, и работой транспортного устройства 30. При необходимости, с помощью управляющего устройства 40 можно также управлять работой первой и второй обрабатывающих установок 10, 20, в случае если они не оборудованы собственными управляющими устройствами, которые в свою очередь находятся под контролем управляющего устройства 40 (главного управляющего устройства) и управление которыми осуществляется таким образом.
Детектор 50 используется для обнаружения перемещения и/или положения элементов транспортного устройства 30, как будет подробнее описано ниже.
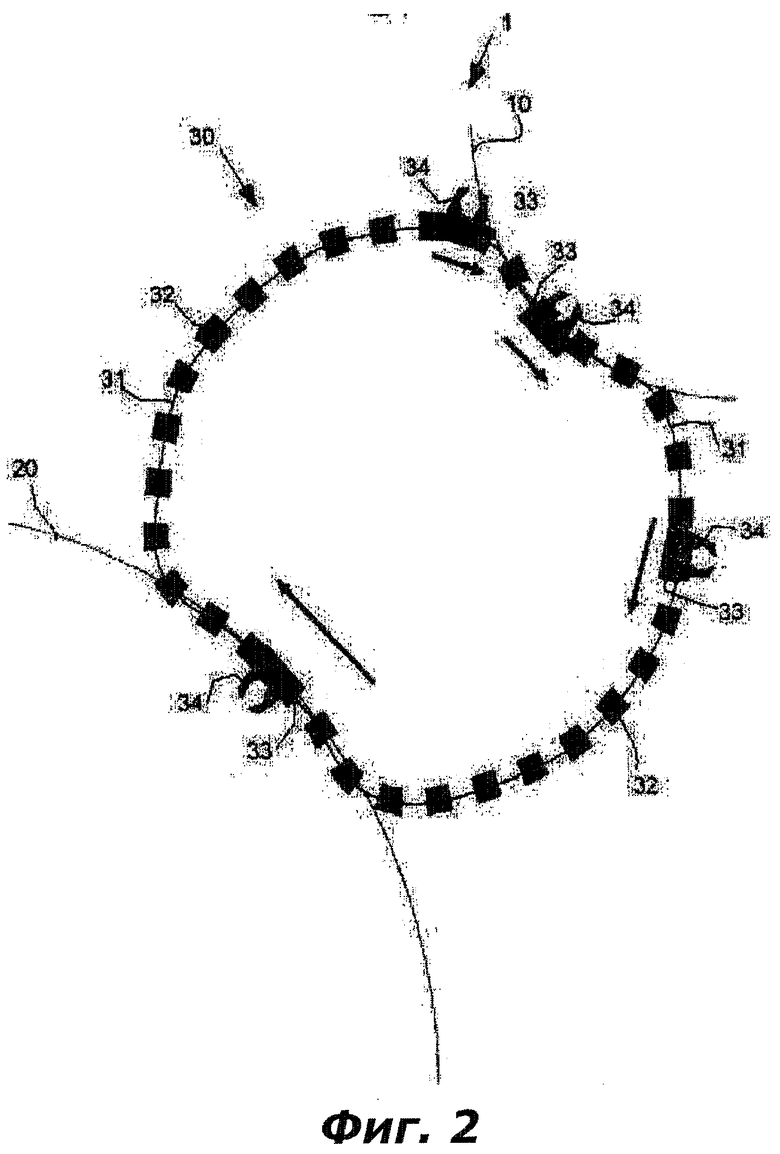
Как показано на фигуре 2, транспортное устройство 30, расположенное между первой и второй обрабатывающими установками 10, 20, содержит транспортный путь 31, вдоль которого подобно нитке жемчуга расположены электромагниты 32. Для простоты позиционные обозначения имеют только некоторые электромагниты, показанные на фигуре 2. На фигуре 2 показаны четыре транспортных элемента 33, расположенных вдоль транспортного пути 31 и предназначенных для удержания и транспортировки контейнеров. У транспортных элементов на фигуре 2 есть зажим 34 для удержания и транспортировки отдельных контейнеров 2. С помощью зажима 34 можно хватать и удерживать контейнеры 2 выше или ниже горловинного кольца контейнера 2, как это описано в указанных источниках. Транспортные элементы 33 вместе с зажимом 34 передвигаются вдоль транспортного пути в направлении стрелок, показанных на фигуре 2. Даже если ниже описано только перемещение транспортных элементов 33, само собой разумеется, что зажимы 34 передвигаются вместе с транспортными элементами 33, если транспортные элементы 33 не удерживают контейнеры 2 сами, а для этой цели в них предусмотрены зажимы 34 для удержания контейнеров 2.
На фигуре 2 транспортный путь 31 имеет форму, похожую на яблоко, то есть начало и конец транспортного пути 31 непосредственно соединяются друг с другом. Другими словами, транспортный путь 31 образует замкнутый и непрерывный транспортный маршрут или круговой путь. Более того, замкнутый транспортный путь 30 расположен полностью либо по всей своей длине между первой и второй обрабатывающими установками 10, 20. Таким образом, контейнеры 2 можно транспортировать от первой обрабатывающей установки 10 до второй обрабатывающей установки 20. Более того, транспортным элементам 33 необходима транспортировка только на короткое расстояние, чтобы попасть от второй обрабатывающей установки 20 обратно к первой обрабатывающей установке 10 для еще одной транспортировки контейнеров 2 от первой обрабатывающей установки 10 к второй обрабатывающей установке 20.
Транспортировка контейнеров 2 в первой и второй установках 10, 20 осуществляется, например, при помощи обычных транспортировочных звездочек, которые показаны на фигуре 2 как часть круга и к которому транспортные элементы 33 транспортного устройства 30 передают контейнеры 2, как только они достигают первой или второй обрабатывающей установки 10, 20.
Транспортными элементами 33 транспортного устройства 30 либо их скоростью можно управлять по отдельности управляющим устройством 40 таким образом, чтобы можно было компенсировать любые разницы в скоростях при транспортировке контейнеров 2 в первой и второй обрабатывающих установках 10, 20. С этой целью транспортные элементы 33 можно ускорить, замедлить или полностью остановить на транспортном пути 31 по мере необходимости. Кроме того, возможно также прерывистое перемещение в обратном направлении перемещения, например, для буферных целей. На некоторых участках транспортного пути 31 транспортные элементы 33 также могут передвигаться с меньшей скоростью «v», чем на других участках.
В предпочтительном варианте реализации изобретения зажимы или захваты 34 выполнены активными, то есть с возможностью управления, захватными элементами, движениями открытия или закрытия которых можно управлять.
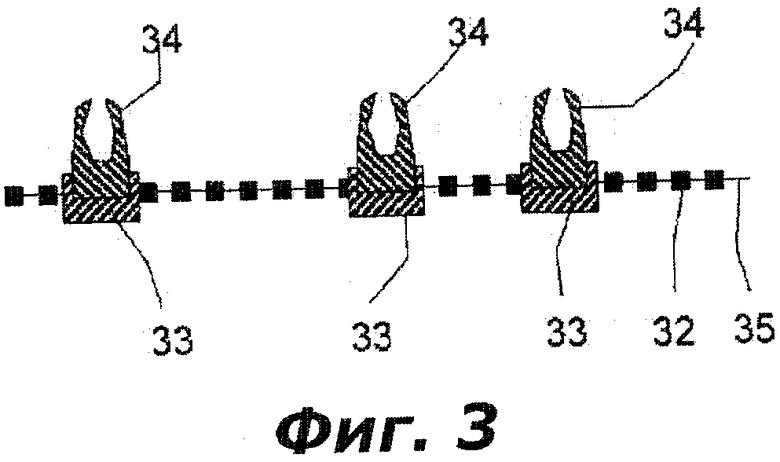
Кроме того, как показано на фигуре 3, транспортные элементы 33 могут быть выполнены с возможностью обеспечения прохода в буферный участок 31 транспортного пути 31, в результате чего может быть снижена концентрация транспортных элементов 33 вдоль транспортного пути 31. Таким образом, отдельные транспортные элементы 33 могут проходить с более высокой или более низкой скоростью «v», чем в случае, если все имеющиеся транспортные элементы 33 циркулируют вдоль транспортного пути 31 одновременно. Это означает, что на своем пути от первой к второй обрабатывающей установке 10, 20 транспортные элементы 33 могут компенсировать любую разницу в скоростях между разными скоростями транспортировки контейнеров 2 в первой и второй обрабатывающих установках.
С помощью управляющего устройства 40 можно управлять каждым транспортным элементом 33 по отдельности таким образом, чтобы их скорость вдоль транспортного пути 31 соответственно совпадала с тангенциальными скоростями первой и второй обрабатывающих контейнеры установок 10, 20. Это означает, что транспортные элементы 33 проходят через управляющее устройство 40 вдоль транспортного пути 31 управляемым способом и ускоряются или замедляются.
В этом процессе существующее положение соответствующего транспортного элемента 33 предпочтительно определяется с помощью детектора 50 и настраивается посредством контроллера на заданное положение, определенное с помощью управляющего устройства 40. Более того, каждый транспортный элемент либо только один или несколько транспортных элементов 33 могут наталкиваться на ограничитель, циркулирующий вместе с первой и второй обрабатывающими установками 10, 20, для того, чтобы в точности придерживаться, таким образом, положения передачи на первой и второй обрабатывающих установках 10, 20.
Транспортный путь 31 предпочтительно представляет собой маршрут магнитного потока или маршрут магнитной левитации, по которому транспортные элементы 33 передвигаются под действием силы магнитного поля, и таким образом соответственно совпадают с путем магнитного потока или путем магнитной левитации, передвигаясь отдельно по маршрутам магнитного потока. Это реализовано посредством поляризации электромагнитов 32 по мере необходимости при помощи управляющего устройства 40 с тем, чтобы передвигать транспортные элементы 33 по пути с необходимой скоростью «v».
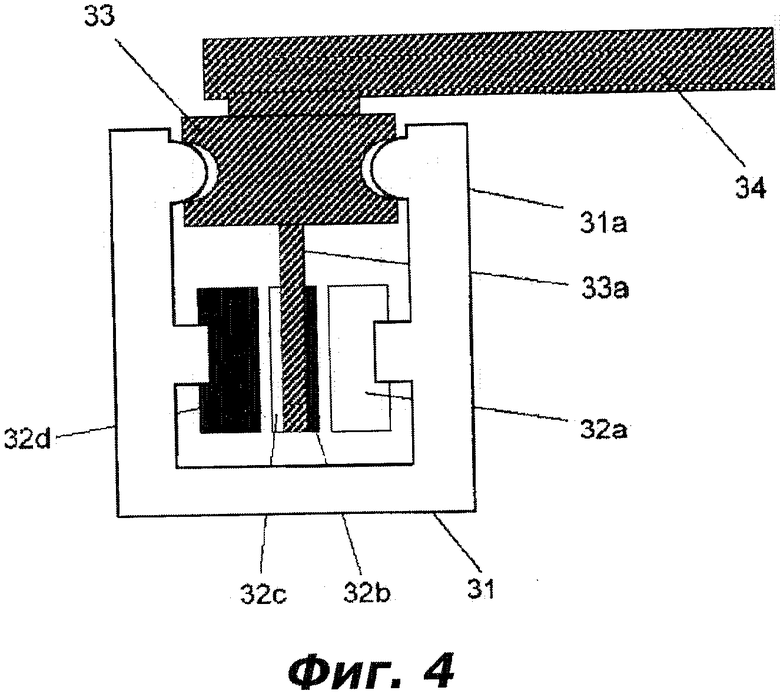
Транспортные элементы 33 могут поддерживаться транспортным путем 31 либо полностью магнитным способом, что означает наличие воздушной подушки между транспортным путем 31 и транспортным элементом 33, либо частично магнитным способом и частично механическим способом при помощи подшипников скольжения и/или роликов, как показано на фигуре 4. Для этой цели транспортный путь 31 содержит направляющий элемент 31а, на который опирается транспортный элемент 33 магнитным способом и/или механическим путем. С этой целью форма транспортного элемента 33 соответственно подогнана к форме направляющего элемента 31а. Механическая опорная конструкция, в которой используются ролики, описана, например, в DE 4133114 А1.
Более того, на фигуре 4 видно, что зажим 34 установлен в верхней части транспортного элемента 33 и что нижняя часть 33а транспортного элемента 33 направляется мимо одного из электромагнитов 32, который представляет собой электромагнитный привод и содержит первый, второй, третий и четвертый электромагнитные приводные элементы 32а-32d. Это означает, что в случае использования транспортного устройства 30 транспортные элементы 33 приводят в действие магнитным способом.
Таким образом, если в нагревательном приборе, таком как первая обрабатывающая установка 10, надо нагревать очень большие заготовки, контейнеры 2 можно проводить через нагревательный прибор на скорости, в два раза меньшей по сравнению со скоростью заготовок нормального размера. В то же время машина для раздувного формования, такая как вторая обрабатывающая установка 20, может затем осуществлять процесс раздувного формования на той же скорости, как и в случае с заготовками нормального размера, однако, только каждая вторая выдувная пресс-форма будет загружена контейнером, нагретым при помощи нагревательного прибора, т.е. первой обрабатывающей установки 10. С помощью простой модификации управления транспортными элементами 33 транспортного устройства 30, транспортные элементы 33 могут в таком случае устранить имеющуюся у них разницу в скорости между первой и второй обрабатывающими установками 10, 20.
Обрабатывающее устройство 30 может быть расположено либо в виде отдельного узла между первой и второй обрабатывающими установками 10, либо транспортное устройство 30 может входить в состав первой или второй обрабатывающих установок 10. Во втором случае выражение "расположено между первой и второй обрабатывающими установками 10" следует понимать как "расположено между обрабатывающим устройством первой обрабатывающей установки 10 и обрабатывающим устройством второй обрабатывающей установки 20", поскольку первая и вторая обрабатывающие установки 10, 20 могут также соответственно содержать транспортировочные звездочки или прямые транспортные участки, которые направляют контейнеры 2 на фактическое обрабатывающее устройство обрабатывающей установки, а затем снова от него.
В первом варианте реализации показано транспортное устройство 30 обрабатывающей системы 1, которое не требует использования жестко заданного профиля "проход-время" для транспортировки контейнеров 2, а характеризуется использованием имеющего возможность изменения профиля "проход-время" для транспортировки контейнеров 2. Более того, у транспортного пути 31 может быть любая заданная форма и необходимо лишь, чтобы транспортный путь 31 и каждый буферный участок или несколько буферных участков были настолько длинными, насколько это требуется для преодоления влияния разницы в скорости между первой и второй обрабатывающими установками 10, 20. Таким образом, транспортное устройство 30 является очень экономичным.
Второй вариант реализации
Транспортное устройство 30 по второму варианту реализации содержит те же самые детали, которые показаны на фигурах с 1 по 4. Следовательно, те же самые и аналогичные детали в обоих вариантах реализации указаны соответствующими номерами позиций.
Разница между первым и вторым примерами вариантов реализации состоит в том, что в этом примере варианта реализации приведение в движение транспортных элементов 33 вдоль транспортного пути 31 осуществляется не только электромеханическим способом с помощью электромагнитов 32. Поэтому ниже будет дано описание отличия, которое заключается только в этом.
Помимо приведения в движение транспортных элементов 33 вдоль транспортного пути 31 с помощью электромагнитов 32 транспортные элементы 33 можно также приводить в движение по прямым участкам транспортного пути 31 при помощи ленты 36, как показано на фигуре 5. Это имеет преимущество, в частности, в случае длинных прямых участков, по которым передвигаются транспортные элементы 33 с постоянной скоростью «v».
Управляющим устройством 40 может быть задана необходимая скорость ленты 36 по отношению к скорости транспортных элементов 33 на других участках транспортного пути 31.
Поскольку затраты в случае использования ленты 36 для приведения в движение транспортных элементов 33 вдоль транспортного пути 31 в целом меньше затрат на оборудование транспортного пути 31 электромагнитами 32 для приведения в движение транспортных элементов 33 вдоль транспортного пути 31, затраты на транспортное устройство 30 можно таким образом дополнительно снизить.
Общие положения
Все описанные выше варианты реализации транспортного устройства, системы транспортировки контейнеров и способа транспортировки могут быть применены по отдельности или в любой возможной комбинации. В таком случае, в частности, возможны следующие модификации.
В принципе, у транспортного пути 31 может быть любая необходимая форма. Таким образом, транспортный путь 31 может также иметь, например, форму круга, прямоугольника или квадрата желательно с закругленными углами, эллипса, спирали, восьмерки и т.д. как альтернатива форме, показанной на фигуре 2. Транспортный путь 31, в частности, может также связывать длинную прямую часть или спираль. Транспортный путь 31 может, в частности, осуществлять вертикальное или горизонтальное изменение направления. При этом возможно реализовать любые возможные комбинации указанных форм и других возможных форм.
На транспортном пути 31 возможно любое необходимое количество транспортных элементов 33 вплоть до по меньшей мере одного транспортного элемента 33. Предпочтительно, чтобы длина транспортного пути 31 соответствовала количеству транспортных элементов 33 для того, чтобы иметь возможность компенсировать любую разность в скоростях, имеющуюся в обрабатывающей контейнеры системе 1 между контейнерами 2, которые транспортируют в отдельных обрабатывающих контейнеры установках 10, 20.
Контейнеры 2 могут представлять собой заготовки, пластмассовые контейнеры, изготовленные из заготовок с помощью процесса раздувного формования, например пластмассовые бутылки, стеклянные бутылки, жестяные банки и т.д. Однако также возможно, чтобы контейнеры 2 представляли собой уже установленные на поддоны контейнеры 2. В любом случае, транспортный путь 31 и транспортные элементы 33 должны подходить для соответствующей нагрузки, которая планируется к транспортировке. Кроме того, удерживающие элементы для контейнеров 2 в случае необходимости могут и не быть выполнены в качестве зажимов 34, но могут, например, быть выполнены в качестве крюков, в которые можно вставить транспортировочную ленту, проложенную вокруг поддонов. Возможно также выполнение удерживающих элементов для контейнеров 2 не в качестве зажимов 34, а в качестве захватов, например, в форме вилочного захвата, который можно использовать в поддонах. Кроме того, нет необходимости формировать контейнеры с горловинным кольцом 2а, таким как, например, жестяные банки. В таком случае, зажим 34 должен обладать соответствующей конструкцией и иметь, например, нескользящее покрытие.
Вместо нагревательного прибора первая обрабатывающая установка 10 также может быть устройством очистки для очистки контейнеров 2, а вместо машины для раздувного формования, вторая обрабатывающая установка 20 может быть наполняющим устройством для наполнения контейнеров, например, жидкостью, в частности напитком. Также возможно выполнение первой обрабатывающей установки 10 в виде машины для раздувного формования, а второй обрабатывающей установки 20 - в виде маркировочного устройства для маркировки контейнеров 2. Также первая и вторая обрабатывающие установки 10, 20 соответственно могут быть устройствами для очистки, которые могут дополнительно выполнять различные процессы очистки контейнеров. Первая и вторая обрабатывающие установки 10, 20 соответственно также могут быть маркировочными устройствами. Кроме того, возможны все прочие комбинации обрабатывающих устройств обрабатывающей системы 1.
На фигуре 6 показан дополнительный вариант реализации установки в соответствии с изобретением. В нем первая обрабатывающая установка 10 представляет собой выдувную установку и, в частности, машину 10 для раздувного формования, которая формует пластмассовые заготовки в пластмассовые контейнеры. Эта раздувная установка преимущественно подсоединена к печи, расположенной перед ней, по которой и через которую проходит пластмассовая заготовка, которая таким образом нагревается. Номер позиции 41 обозначает передаточную звездочку, которая подает контейнеры 2 на транспортное устройство 30, а номер позиции 42 обозначает дополнительную передаточную звездочку, которая подает контейнеры на вторую обрабатывающую установку 20. В данном варианте реализации контейнеры имеют поперечное сечение, которое отклоняется от круглого поперечного сечения. Видно, что контейнеры подают на конвейерную установку 30 в продольном направлении и поворачивают на 90° внутри конвейерной установки, т.е. вдоль транспортного пути, и впоследствии подают в поперечном направлении на вторую обрабатывающую установку 20, т.е. в этом случае в наполнительную машину. Таким образом, в этом варианте реализации осуществляется линейная транспортировка с поворотом.
На фигуре 7 показан дополнительный вариант устройства в соответствии с изобретением. В нем, в частности, можно вновь увидеть транспортные элементы 33, которые здесь представляют собой соответственно захваты 34 для захвата контейнеров. В показанном варианте реализации транспортировка контейнеров осуществляется по часовой стрелке, т.е. в таком случае не по кратчайшему возможному участку между первой обрабатывающей установкой 10 и второй обрабатывающей установкой 20. Это может, в частности, понадобиться в ситуациях, когда будет выполняться еще одна обработка контейнера во время его транспортировки. В этом варианте также полезно то, что нет необходимости в каких-либо дополнительных передаточных звездочках (41, 42), показанных на фигуре 6, иными словами установка может обойтись без каких-либо дополнительных передаточных звездочек.
На фигуре 8 показан подробный вид транспортного элемента 33, который передвигается относительно транспортного пути 31 (который показан схематически). В частности, здесь выполнен транспортер 44, на котором расположен удерживающий элемент 34. Номер позиции 48 обозначает линейный привод, с помощью которого удерживающий элемент 34 можно передвигать вдоль двойной стрелки Р. В результате этой линейной подвижности удерживающего элемента можно также облегчить, в частности, передачу контейнеров на вторую обрабатывающую установку или также приемку контейнеров от первой обрабатывающей установки 10.
На фигуре 9 показан дополнительный вариант реализации, в котором удерживающий элемент 34 можно поворачивать или вращать вдоль двойной стрелки Р1. С этой целью можно предусмотреть поворотный привод 54 (изображенный только схематически), при помощи которого захват 34 можно вращать вокруг оси вращения S. В данной конструкции контейнер сам не вращается вокруг своей центральной продольной оси, а вращается вокруг параллельной ей оси. Однако возможно также поворачивать захват 34 таким образом, чтобы дополнительно осуществлять вращение контейнера вокруг его собственной оси. Вместо показанных здесь захватных элементов возможно использование держателей, которые зацепляют за горловину контейнеров с тем, чтобы транспортировать их таким образом. Кроме того, такие держатели можно расположить в этом случае так, чтобы их можно было вращать, например, с помощью сервомоторов.
На фигуре 10 показан дополнительный вариант реализации настоящего изобретения. В этом варианте реализации предусмотрено дополнительное устройство 50, например, в частности, дополнительный сборный узел. Этот дополнительный сборный узел может быть, например, блоком охлаждения, установкой контроля, выравнивающим блоком, стерилизационным блоком и чем-либо в этом роде. Показано, что транспортный путь существенно расширен для того, чтобы также транспортировать контейнеры через это дополнительное обрабатывающее устройство 50. Это дополнительное обрабатывающее устройство 50 может содержать в этом случае стерильное пространство 58, для того, чтобы также транспортировать контейнеры в этом стерильном пространстве. Аналогичным образом на фигуре 6 также показано стерильное пространство 58 (показанное только схематически), через которое перевозят контейнеры. Как объяснено выше, это стерильное пространство может также расширяться по всей длине транспортного пути 31. В дальнейшем также возможно оборудовать специальные стерилизационные блоки, которые используют для регулярной стерилизации захватов, например, посредством приложения к ним стерилизующей среды.
Список номеров позиций
1 Обрабатывающая система для обработки контейнеров
2 Контейнер
2а Горловинное кольцо
10 Первая обрабатывающая установка
20 Вторая обрабатывающая установка
30 Транспортное устройство
31 Транспортный путь
31а Направляющий элемент
32 Электромагнит
32а Первый элемент электромагнитного привода
32b Второй элемент электромагнитного привода
32с Третий элемент электромагнитного привода
32d Четвертый элемент электромагнитного привода
33 Транспортный элемент
33а Нижняя часть транспортного элемента 33
34 Зажим, захват
35 Буферный участок
36 Лента
40 Управляющее устройство
41, 42 Передаточная звездочка
44 Транспортер
48 Линейный привод
50 Обрабатывающее устройство
54 Поворотный привод
58 Чистое пространство
Р, Р1 Двойная стрелка
S Ось вращения.


Транспортное устройство (30) предназначено для транспортировки контейнеров (2) в обрабатывающей системе (1), содержащей установленные подряд две обрабатывающие установки (10, 20). Первая и вторая обрабатывающие установки выполнены с возможностью работы независимо друг от друга. Транспортное устройство (30) содержит транспортный путь (31) между первой и второй обрабатывающими установками и транспортный элемент (33), установленный с возможностью перемещения на транспортном пути для удержания и транспортировки контейнера. Транспортный путь и транспортный элемент выполнены таким образом, что может быть обеспечена возможность компенсации разницы в скорости транспортировки контейнеров в первой и второй обрабатывающих установках для обработки контейнеров. Транспортный путь снабжен обмотками, выполненными с возможностью управления ими по отдельности. Транспортный элемент оборудован постоянным магнитом и выполнен с возможностью приведения его в действие посредством силы магнитного поля. Каждый из указанных транспортных элементов снабжен удерживающим зажимом (34) для удержания и транспортировки отдельного контейнера, которые обеспечивают захват контейнеров ниже или выше горловинного кольца контейнера. Обеспечивается транспортировка контейнеров между обрабатывающими установками в зависимости от скорости их обработки в них. 3 н. и 10 з.п. ф-лы, 10 ил.
1. Транспортное устройство (30) для транспортировки контейнеров (2) в обрабатывающей системе (1) для обработки контейнеров, содержащей первую обрабатывающую установку (10) для обработки контейнеров (2) и вторую обрабатывающую установку (20) для обработки контейнеров, расположенную после первой обрабатывающей установки (10) для обработки контейнеров и используемую для обработки контейнеров (2) после их обработки первой обрабатывающей установкой (10) для обработки контейнеров, причем первая и вторая обрабатывающие установки (10, 20) для обработки контейнеров выполнены с возможностью работы независимо друг от друга, а указанное транспортное устройство (30) содержит:
транспортный путь (31), который расположен по всей своей длине между первой и второй обрабатывающими установками (10, 20) для обработки контейнеров и вдоль которого обеспечена возможность транспортировки контейнеров (2) от первой обрабатывающей установки (10) для обработки контейнеров до второй обрабатывающей установки (20) для обработки контейнеров, и
по меньшей мере один транспортный элемент (33), установленный с возможностью перемещения на транспортном пути (31) для удержания и транспортировки контейнера (2),
причем транспортный путь (31) и указанный по меньшей мере один транспортный элемент (33) выполнены таким образом, что обеспечена возможность компенсации указанным по меньшей мере одним транспортным элементом (33), при его проходе между первой и второй обрабатывающими установками (10, 20) для обработки контейнеров, по меньшей мере время от времени разницы в скорости транспортировки контейнеров (2) в первой и второй обрабатывающих установках (10, 20) для обработки контейнеров,
транспортный путь (31) снабжен обмотками, выполненными с возможностью управления ими по отдельности, а указанный по меньшей мере один транспортный элемент (33) оборудован постоянным магнитом и выполнен с возможностью приведения его в действие по меньшей мере время от времени посредством силы магнитного поля, а каждый из указанных транспортных элементов снабжен удерживающим зажимом (34) для удержания и транспортировки отдельного контейнера (2),
а указанные удерживающие зажимы (34) обеспечивают захват указанных контейнеров (2) ниже или выше горловинного кольца соответствующего контейнера (2).
2. Транспортное устройство по п. 1, содержащее множество транспортных элементов (33), выполненных с возможностью управления их перемещениями относительно транспортного пути (31) независимо друг от друга.
3. Транспортное устройство по п. 2, в котором транспортные элементы (31) выполнены с возможностью по меньшей мере время от времени приведения в движение посредством силы магнитного поля.
4. Транспортное устройство по любому из пп. 1-3, в котором транспортный путь (31) содержит по меньшей мере один буферный участок, в котором обеспечен проход по меньшей мере одного транспортного элемента из указанного по меньшей мере одного транспортного элемента (33) с изменением концентрации транспортных элементов (33) вдоль транспортного пути (31).
5. Транспортное устройство по любому из пп. 1-3, в котором транспортный путь (31) сформирован как маршрут магнитной левитации пути магнитной левитации.
6. Транспортное устройство по п. 1, в котором обеспечена поддержка указанного по меньшей мере одного транспортного элемента (33) вдоль транспортного пути (31) полностью магнитным способом или частично магнитным способом и частично механическим способом.
7. Транспортное устройство по любому из пп. 1-3 и 6, дополнительно содержащее ленту для приведения в движение указанного по меньшей мере одного транспортного элемента (33) на участках транспортного пути (31), по которым обеспечено перемещение указанного по меньшей мере одного транспортного элемента (33) с постоянной скоростью.
8. Транспортное устройство по любому из пп. 1-3 и 6, в котором транспортный путь (31) имеет любую необходимую форму.
9. Транспортное устройство по любому из пп. 1-3 и 6, отличающееся тем, что установка содержит поворотное устройство, выполненное с возможностью поворота контейнеров относительно их продольной оси на заранее заданный угол поворота.
10. Транспортное устройство по любому из пп. 1-3 и 6, отличающееся тем, что по меньшей мере одно дополнительное обрабатывающее устройство (50) для контейнеров расположено последовательно и/или параллельно вдоль транспортного пути.
11. Транспортное устройство по любому из пп. 1-3 и 6, отличающееся тем, что на транспортном элементе выполнен дополнительный привод.
12. Обрабатывающая система (1) для обработки контейнеров, содержащая:
первую обрабатывающую установку (10) для обработки контейнеров (2),
вторую обрабатывающую установку (20) для обработки контейнеров, расположенную после первой обрабатывающей установки (20) для обработки контейнеров и используемую для обработки контейнеров (2) после их обработки первой обрабатывающей установкой (10) для обработки контейнеров, и
транспортное устройство (30) по любому из пп. 1-11.
13. Способ транспортировки контейнеров в обрабатывающей системе (1) для обработки контейнеров, содержащей первую обрабатывающую установку (10) для обработки контейнеров (2) и вторую обрабатывающую установку (20) для обработки контейнеров, расположенную после первой обрабатывающей установки (10) для обработки контейнеров и используемую для обработки контейнеров (2) после их обработки первой обрабатывающей установкой (10), включающий следующие этапы, согласно которым:
транспортируют контейнеры (2) вдоль транспортного пути (31), расположенного по всей своей длине между первой и второй обрабатывающими установками (10, 20) для обработки контейнеров, от первой обрабатывающей установки (10) для обработки контейнеров до второй обрабатывающей установки (20) для обработки контейнеров посредством по меньшей мере одного транспортного элемента (33), поддерживаемого с возможностью перемещения вдоль транспортного пути (31) и выполненного с возможностью удержания контейнера (2), и
компенсируют разницу в скорости транспортировки контейнеров (2) в первой и второй обрабатывающих установках (10, 20) для обработки контейнеров при проходе указанного по меньшей мере одного транспортного элемента (33) между первой и второй обрабатывающими установками (10, 20) для обработки контейнеров,
причем первая и вторая обрабатывающие установки (10, 20) для обработки контейнеров выполнены с возможностью работы независимо друг от друга,
каждый из указанных транспортных элементов снабжен удерживающим зажимом (34) для удержания и транспортировки отдельного контейнера (2),
транспортный путь (31) снабжен обмотками, выполненными с возможностью управления ими по отдельности,
указанный по меньшей мере один транспортный элемент (33) оборудован постоянным магнитом и выполнен с возможностью приведения его в действие по меньшей мере время от времени посредством силы магнитного поля,
а удерживающие зажимы (34) обеспечивают захват указанных контейнеров (2) ниже или выше горловинного кольца соответствующего контейнера (2).
| EP 1327591 A1, 16.07.2003 | |||
| US 5161664 А, 10.11.1992 | |||
| US 5558200 A, 24.09.1996 | |||
| Термический пресс | 1983 |
|
SU1123886A1 |
| Устройство для измерения интервалов времени | 1990 |
|
SU1767474A1 |
| US 5261520 A, 16.11.1993 | |||
| Устройство для измерения анизотропии магнитных свойств ферромагнитных материалов | 1977 |
|
SU769459A1 |
| 0 |
|
SU158527A1 | |
| Контактный чан для кондиционирования флотационных пульп | 1970 |
|
SU496046A1 |
| Способ определения льдообразования в каменно-набросном сооружении | 1988 |
|
SU1645340A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ И/ИЛИ ВЫГРУЗКИ ЕМКОСТЕЙ | 2000 |
|
RU2198835C2 |

