Область техники
Изобретение относится к использованию технологии подвижного слоя в зоне реакции синтеза углеводорода способом превращения оксигената в пропилен (ОТР) в сочетании со временем рабочего цикла эксплуатации катализатора, выбираемым для получения в результате уровня закоксовывания катализатора, который не ухудшает значительно активность и селективность двухфункционального катализатора, использованного в данном способе превращения ОТР. Эти два условия, в свою очередь, приводят к значительному повышению среднего выхода пропилена, достигаемого в результате реализации модифицированного способа в течение рабочего цикла эксплуатации катализатора данного способа превращения ОТР, по сравнению со средним по циклу выходом пропилена, который может быть достигнут при использовании способа предшествующего уровня техники, в котором для реакции превращения оксигената в углеводород используют технологию неподвижного слоя и который реализуют при более длительном времени цикла эксплуатации катализатора. Говоря более конкретно, настоящее изобретение относится к улучшенному способу каталитического превращения оксигената в пропилен, в котором используют комбинацию технологии подвижного слоя и времени рабочего цикла эксплуатации катализатора, равного 200 часам или менее, для выдерживания в течение всего рабочего цикла средних по циклу активности и селективности катализатора по существу на уровнях, соответствующих началу цикла, обеспечивая, таким образом, значительное повышение среднего выхода пропилена, достигаемое при использовании катализатора в течение срока его службы, по сравнению с тем, что может быть достигнуто при использовании того же самого катализатора в системе с неподвижным слоем. Основа настоящего изобретения включает признание того, что селективность в отношении получения пропилена, достигаемая при использовании систем двухфункциональных катализаторов превращения ОТР, известных на современном уровне техники, имеет очень высокую чувствительность к дезактивации, обусловленной образованием отложений кокса и гидротермической дезактивацией (вызванной воздействием высоких температур в присутствии водяного пара), в особенности тогда, когда для поддерживания активности катализатора предпринимаются обычные контрмеры, такие как увеличение температуры в реакторе. Говоря другими словами, можно сказать, что основой настоящего изобретения является тот факт, что селективность в отношении получения пропилена в каталитическом способе превращения ОТР можно непрерывно поддерживать по существу на уровнях, соответствующих начальному уровню, в случае использования технологии подвижного слоя, для того чтобы свести к минимуму и регулировать приводящее к неблагоприятным последствиям образование отложений кокса, доводя его до того уровня, когда активность и селективность катализатора в системе двухфункционального катализатора превращения ОТР, наблюдаемые в начале процесса, не будут ухудшены.
Уровень техники
Основная часть мировой нефтехимической отрасли промышленности связана с производством легких олефиновых материалов и их последующим использованием при получении многочисленных важных химических продуктов в результате проведения полимеризации, олигомеризации, алкилирования и тому подобных хорошо известных химических реакций. Легкие олефины включают этилен, пропилен и их смеси. Данные легкие олефины являются существенными составными элементами в структуре материалов, связанных с современными нефтехимической и химической отраслями промышленности. Основным источником данных материалов при переработке нефти в настоящее время является парофазный крекинг нефтяного исходного сырья. По различным причинам, включающим географические, экономические, политические соображения и соображения, связанные с сокращением запасов сырья, на современном уровне техники в течение длительного времени проводили поиск отличного от нефти источника, обеспечивающего массовое количество исходного сырья, которое необходимо для удовлетворения потребности в данных легких олефиновых материалах.
При наличии созданных и хорошо известных технологий получения оксигенатов из альтернативного ненефтяного исходного сырья на современном уровне техники внимание концентрируют на различных методиках каталитического превращения оксигенатов, таких как метанол, в желательные легкие олефиновые продукты в целях создания способа превращения оксигената в олефин (ОТО). Данные легкие олефиновые продукты, которые получают из исходного сырья на ненефтяной основе, само собой разумеется, должны быть доступными в таких количествах и с такой степенью чистоты, которые бы обеспечили при проведении последующей переработки их взаимозаменяемость с материалами, которые в настоящее время получают при использовании нефтяных источников. Несмотря на то, что в предшествующем уровне техники были исследованы многие оксигенаты, основным центром внимания для двух главных путей получения данных желательных легких олефинов являлась технология превращения метанола, что главным образом обуславливается доступностью коммерчески признанной технологии синтеза метанола. Обзор предшествующего уровня техники выявил по существу две основные методики, которые обсуждаются в связи с превращением метанола в легкие олефины (МТО). Первый из данных способов превращения МТО базируется на ранней немецкой и американской работе, с зоной каталитического превращения, содержащей цеолитный тип системы катализатора.
Второй подход к технологии превращения МТО главным образом базировался на использовании системы катализатора, содержащей нецеолитные молекулярные сита, в основном алюмофосфат металла (ELAPO), а, говоря более конкретно, силикоалюмофосфатные молекулярные сита (SAPO), при этом основное предпочтение отдается материалам SAPO, которые известны под наименованием SAPO-34. Данный материал SAPO-34, как было обнаружено, характеризуется очень высокой селективностью в отношении получения легких олефинов в случае метанольного исходного сырья, а следовательно, очень низкой селективностью в отношении получения нежелательных соответствующих легких парафинов и более тяжелых материалов.
Классическая технология превращения ОТО позволяет получать смесь легких олефинов, главным образом этилена и пропилена, совместно с различными более высококипящими олефинами. Несмотря на то, что благодаря изменению различных условий в зоне реакции, классическая технология способа превращения ОТО демонстрирует способность обеспечивать изменение типа основного олефинового продукта, извлекаемого в способе, от этилена к пропилену, на современном уровне техники в течение длительного времени проводится поиск такой технологии превращения оксигената в пропилен (ОТР), которая бы обеспечивала достижение более высокого выхода пропилена по сравнению с классической технологией превращения ОТО. Движущей силой для такого изменения в части пропилена является скорость роста рынка пропилена по сравнению со скоростью роста рынка этилена.
В настоящий момент заявители обнаружили то, что селективность в отношении получения пропилена зависит не только от условий проведения реакции, но также и от среднего уровня отложений кокса, образовавшихся на катализаторе превращения ОТР во время рабочего периода технологического цикла. Говоря другими словами, заявители обнаружили то, что средняя селективность в отношении получения пропилена в способе превращения ОТР может быть значительно повышена, если количество приводящих к неблагоприятным последствиям углеродистых отложений, образовавшихся на катализаторе во время рабочего периода технологического цикла, будут выдерживать на уровне, таком что активность катализатора превращения ОТР значительно не уменьшится, а превращение оксигената будет выдерживаться в течение технологического цикла на уровне, соответствующем по существу началу цикла. Использованием термина «значительно не уменьшится» заявители предполагают указывать на то, что уровню превращения при постоянных условиях не позволяют уменьшиться более чем на 2-3%, в течение рабочего цикла эксплуатации катализатора. Как это ни удивительно, но заявители обнаружили также и то, что, если на такой способ превращения ОТР будет наложено данное ограничение, то тогда средняя селективность в отношении получения пропилена в течение цикла будет улучшена на 1,5-5,5% или более в зависимости от тех контрмер, которые будут предприняты в способе предшествующего уровня техники тогда, когда эксплуатационные характеристики катализатора станут ухудшаться вследствие высокого уровня отложений кокса на катализаторе, наблюдающихся во время более позднего периода рабочего цикла. В противовес способу превращения ОТР предшествующего уровня техники изобретение предусматривает замену технологии неподвижного слоя в реакторах синтеза олефинов предшествующего уровня техники на технологию подвижного слоя, реализуемую при такой скорости циркуляции катализатора через реакторы, что время рабочего цикла эксплуатации катализатора будет составлять 200 часов или менее. В данных условиях начальная степень превращения оксигената в процессе превращения ОТР не уменьшается более чем на 2-3%, что, тем самым, обеспечивает поддерживание селективности в отношении получения пропилена по существу на уровне, соответствующем началу процесса.
Сущность изобретения
Главная цель настоящего изобретения заключается в предложении реального и технически возможного решения проблемы потери селективности в отношении получения пропилена в течение рабочего цикла в способе превращения ОТР с неподвижным слоем катализатора предшествующего уровня техники. Дополнительная цель заключается в улучшении экономических показателей способа превращения ОТР предшествующего уровня техники в целях уменьшения количества олефинов, отличных от пропилена, которые необходимо отправлять на рецикл, для того, чтобы выдержать селективность в отношении получения пропилена на заданном уровне. Еще одна цель настоящего изобретения заключается в предотвращении возникновения серьезной дезактивации двухфункционального катализатора превращения ОТР, используемого в способе превращения ОТР, в целях сведения к минимуму жесткости условий на стадии регенерации, которая необходима для восстановления активности катализатора, при обеспечении, тем самым, минимума ущерба, обусловленного гидротермической дезактивацией, и продления срока службы катализатора. Более общей целью является изменение на современном уровне техники превращения ОТР от системы с неподвижным слоем к технологии подвижного слоя, которая сводит к минимуму потери от истирания, связанные с манипуляциями, проводимыми в отношении чувствительных частиц двухфункционального катализатора превращения ОТР.
В одном варианте реализации настоящее изобретение представляет собой непрерывный способ селективного превращения оксигената в пропилен при использовании технологии подвижного слоя и скорости циркуляции катализатора, выбираемой для поддержания эксплуатационных характеристик катализатора на уровне, соответствующем по существу началу цикла. Это улучшает средний по циклу выход пропилена и сводит к минимуму проскок оксигената в поток продукта. На первой стадии способа оксигенат и разбавитель в количестве, соответствующем 0,1:1-5:1 молей разбавителя на один моль оксигената, вводят в контакт с двухфункциональным катализатором, содержащим молекулярные сита, известные своей способностью обеспечивать превращение, по меньшей мере, части оксигената в пропилен и превращение С2 и C4 + олефинов в С3 олефины. Данную стадию контактирования ОТР проводят в зоне реакции, включающей, по меньшей мере, один реактор с подвижным слоем катализатора, который функционирует в условиях, выбираемых для превращения оксигената в пропилен, и при скорости циркуляции катализатора через зону реакции, выбираемой для получения в результате времени рабочего цикла эксплуатации катализатора, равного 200 часам или менее. После этого из зоны реакции отбирают поток отходящего продукта. Как было установлено, он содержит в основном С3 олефиновый продукт и побочный продукт - воду и меньшие количества С2 олефина, C4 + олефинов, C1-C4 + насыщенных углеводородов и незначительные количества не вступившего в реакцию оксигената, побочных продуктов, образуемых оксигенатами, и ароматических углеводородов. На второй стадии данный поток отходящего продукта подают в зону разделения и здесь его охлаждают и разделяют на паровую фракцию, обогащенную С3 олефинами, водную фракцию, содержащую не вступивший в реакцию оксигенат и побочные продукты, образуемые оксигенатами, и жидкую углеводородную фракцию, содержащую более тяжелые олефины, более тяжелые насыщенные углеводороды и незначительные количества ароматических углеводородов. По меньшей мере, часть водной фракции, извлеченной на данной стадии разделения, после этого отправляют на рецикл на стадию превращения оксигената для обеспечения, по меньшей мере, части разбавителя, используемого на ней. Паровую фракцию, извлеченную на данной стадии разделения, подвергают дополнительному разделению во второй зоне разделения на первую фракцию С2 олефина, фракцию продукта, обогащенную С3 олефином, и первую фракцию, обогащенную С4 + олефинами. Фракцию продукта, обогащенную С3 олефином, после этого извлекают из технологического процесса в качестве потока основного продукта, а, по меньшей мере, часть фракции, обогащенной C2 олефином, или первой фракции, обогащенной C4 + олефинами, или смеси данных фракций отправляют на рецикл на первую стадию в целях превращения данных материалов в дополнительные количества желательного пропиленового продукта. На последней стадии способа в данном варианте реализации поток содержащих кокс частиц двухфункционального катализатора отбирают из зоны реакции, подвергают окислительной регенерации под действием кислородсодержащего потока в зоне регенерации, а поток частиц регенерированного катализатора возвращают в зону реакции, обеспечивая подачу регенерированного катализатора, предназначенного для циркуляции через зону реакции.
Второй вариант реализации включает непрерывный способ селективного превращения оксигената в пропилен, описанный в первом варианте реализации, где двухфункциональный катализатор содержит цеолитные молекулярные сита, обладающие структурой, соответствующей структуре ZSM-5, или молекулярные сита ELAPO, обладающие структурой, соответствующей структуре SAPO-34, или смесь данных материалов.
Еще один вариант реализации включает непрерывный способ селективного превращения оксигената в пропилен, описанный выше в первом варианте реализации, где зона реакции включает, по меньшей мере, 3 реактора с подвижным слоем катализатора, которые соединяют последовательно или параллельно для подачи потока оксигената, и последовательно для подачи потока частиц катализатора, который пропускают через реакторы.
Наиболее предпочтительный вариант реализации настоящего изобретения включает непрерывный способ селективного превращения оксигената в пропилен, описанный выше в первом варианте реализации, где исходное сырье оксигенат содержит метанол или диметиловый эфир или их смесь. Данный вариант реализации настоящего способа называют вариантом реализации с превращением метанола в пропилен (МТР).
Вариант реализации настоящего способа, позволяющий добиться высокого выхода пропилена, включает непрерывный способ селективного превращения оксигената в пропилен, описанный в любом из предшествующих вариантов реализации, в котором жидкую углеводородную фракцию, извлеченную на первой стадии разделения, подвергают дополнительному разделению на вторую фракцию, обогащенную C4 + олефинами, и фракцию лигроинового продукта, а, по меньшей мере, часть фракции, обогащенной C4 + олефинами, отправляют на рецикл на стадию превращения ОТР для превращения данных более тяжелых олефинов в пропилен.
Другие цели, варианты реализации, преимущества и признаки настоящего изобретения станут понятными специалисту в соответствующей области химической технологии после детального ознакомления со следующим далее описанием изобретения, а также с информацией, содержащейся на прилагаемом чертеже.
Краткое описание чертежа
На чертеже представлена схема технологического процесса для предпочтительного варианта реализации настоящего изобретения, которая отображает основные соединения и взаимосвязи между различными рабочими зонами, предпочтительно используемыми для селективного и непрерывного превращения оксигената в пропилен, где три зоны реакции с подвижным слоем катализатора соединены предпочтительно последовательно для подачи как оксигената, так и циркуляции катализатора. На данном чертеже линии, используемые для циркуляции реагентов и продуктов, нарисованы в виде сплошных линий, в то время как линии, используемые для циркуляции частиц катализатора, нарисованы в виде пунктирных линий.
Определения терминов и условий
Следующие далее термины и условия используются в настоящем описании со следующими далее значениями: (1) «Часть» потока обозначает либо аликвотную часть, которая имеет тот же самый состав, что и весь поток, либо часть, которую получают в результате удаления из него легко отделяемого компонента (например, если поток содержит углеводороды в смеси с водяным паром, то тогда после конденсации основной части водяного пара он будет содержать водную часть и углеводородную часть). (2) Поток «дистиллята» обозначает результирующий дистиллят, извлекаемый из конкретной зоны, после направления любой части в зону для рецикла или для любой другой цели. (3) Поток «кубового остатка» обозначает результирующий поток кубового остатка из конкретной зоны, получаемый после рецикла любой части в целях повторного нагревания и/или повторного кипячения и/или после любого разделения фаз. (4) Линия или реактор являются «изолированными», если они имеют один или несколько клапанов, которые устанавливают в положении, которое предотвращает прохождение потока через линию или реактор. (5) Присутствие необходимых компрессоров и/или насосов подразумевается тогда, когда показано, что поток из зоны с относительно низким давлением переходит в зону с повышенным давлением. (6) Присутствие необходимых средств нагревания и/или охлаждения подразумевается тогда, когда показано, что поток находится между зонами, функционирующими при различных температурах. (7) Ингредиент «поднимается» или «отгоняется», если он концентрируется в потоке дистиллята, отбираемого из конкретной зоны. (8) «Паровой» поток обозначает поток, содержащий один или несколько компонентов в газообразном состоянии. (9) Термин «легкие олефины» обозначает этилен, пропилен и их смеси. (10) Выражение способ превращения «ОТР» обозначает способ превращения оксигената в пропилен, а в предпочтительном варианте реализации, когда оксигенатом является метанол, способ превращения ОТР в настоящем документе называют способом превращения МТР. (11) Термин «оксигенат» обозначает кислородзамещенный алифатический углеводород, предпочтительно содержащий от 1 до 4 атомов углерода. (12) Термин «время рабочего цикла эксплуатации катализатора» обозначает период времени, в течение которого частицы катализатора подвергают воздействию исходного сырья в условиях превращения перед их отбором из зоны реакции для регенерации (система с подвижным слоем катализатора) или перед тем, как реакционная система будет изолирована для регенерации (система с неподвижным слоем катализатора). (13) Термин «средний по циклу выход пропилена» обозначает совокупный выход пропилена в течение времени рабочего цикла эксплуатации катализатора, поделенный на время рабочего цикла эксплуатации катализатора и на совокупное количество исходного сырья, образуемого оксигенатом, претерпевшего превращение в течение времени рабочего цикла эксплуатации катализатора. (14) Термин «двухфункциональный» обозначает то, что катализатор превращения ОТР катализирует как реакции превращения ОТР, так и реакции превращения олефинов, необходимые для превращения С2 и C4 + олефина в пропилен.
Осуществление изобретения
В настоящем способе превращения ОТР поток исходного сырья содержит один или несколько оксигенатов. Термин «оксигенат» в настоящем документе включает спирты, простые эфиры и карбонильные соединения (например, альдегиды, кетоны, карбоновые кислоты и тому подобное) и их смеси. Исходное сырье оксигенат, предпочтительно содержит, по меньшей мере, один атом кислорода и от 1 до 10 атомов углерода, а предпочтительно содержит от 1 до 4 атомов углерода. Подходящие оксигенаты включают низшие алканолы с прямой или разветвленной цепью и их ненасыщенные аналоги. Представители подходящих оксигенатов включают метанол, диметиловый эфир (ДМЭ), этанол, диэтиловый эфир, простой метиловый эфир, формальдегид, диметилкетон, уксусную кислоту и их смеси.
На стадии превращения ОТР настоящего изобретения оксигенат подвергают каталитическому превращению в углеводороды, содержащие алифатические фрагменты, но не ограничивающиеся только ими, такие как метан, этан, этилен, пропан, пропилен, бутилен и ограниченные количества других высших алифатических соединений, в результате введения исходного сырья в контакт с двухфункциональным катализатором превращения ОТР. Разбавитель не является абсолютно необходимьм, но он подходит для обеспечения поддержания селективности катализатора при получении легких олефинов, в частности, пропилена. Использование разбавителя, такого как водяной пар, может обеспечить определение преимущества в отношении стоимости оборудования и теплового коэффициента полезного действия, а также снизить парциальное давление оксигенатных реагентов, и тем самым, увеличить селективность получения олефинов.
Разбавитель используют в настоящем изобретении для того, чтобы регулировать парциальное давление оксигенатного реагента в зоне превращения ОТР для повышения селективности образования пропилена. Разбавители, подходящие для использования в настоящем изобретении, включают гелий, аргон, азот, монооксид углерода, диоксид углерода, водород, воду, C1-C5 парафины, ароматические углеводороды и смеси данных материалов. Предпочтительными разбавителями являются вода, метан, ароматическое соединение и их смеси. Наилучшие разбавители являются относительно инертными в условиях зоны превращения ОТР. Разбавителем, в особенности предпочтительным для использования в настоящем изобретении, является вода, поскольку ее относительно легко извлечь из потока отходящего продукта при использовании методик конденсации. Количество используемого разбавителя следует выбирать из диапазона в пределах от 0,1:1 до 5:1 молей разбавителя на один моль оксигената, предпочтительно от 0,5:1 до 2:1 для того, чтобы уменьшить парциальное давление оксигенатов до уровня, который является благоприятным для получения пропилена. Некоторые из вариантов реализации настоящего изобретения предусматривают направление на рецикл определенных олефиновых потоков, которые содержат значительные количества олефинов, отличных от пропилена, и насыщенных углеводородов. Данные направляемые на рецикл потоки будут обеспечивать подачу разбавителя в зону превращения ОТР, и поэтому количество разбавителя, которое необходимо добавлять в зону превращения ОТР для того, чтобы добиться получения нужного молярного соотношения между разбавителем и оксигенатом, будет уменьшено, как только будет произведен запуск зоны превращения ОТР в вариантах реализации, использующих один или несколько углеводородных потоков, направляемых на рецикл. В наиболее предпочтительном случае, в котором в качестве разбавителя используют воду, количество воды, загружаемое в зону превращения ОТР во время запуска, будет уменьшено пропорционально количеству насыщенных углеводородов и других инертных материалов, которые направляют на рецикл.
Условия превращения, используемые в зоне превращения ОТР, соответствующей настоящему изобретению, тщательно выбирают в целях получения пропилена из оксигената. На современном уровне техники уже установлено, что диапазон температур превращения оксигената в пределах от 350 до 600°С является эффективным для превращения оксигената на известном катализаторе. Известно, что нижняя часть данного диапазона температур превращения оксигената способствует получению пропилена, в то время как верхняя часть диапазона способствует получению этилена в ущерб получению пропилена. Поэтому предпочтительные температуры на входе в зону превращения ОТР находятся в диапазоне от 350 до 500°С, а более предпочтительно в диапазоне от 400 до 500°С. Повышение температуры каждого из реакторов превращения ОТР предпочтительно поддерживают на уровне величины, которая находится в диапазоне от 20 до 80°С, для того, чтобы предотвратить возникновение ускорения образования отложений кокса на катализаторе, которое проходит, когда температура выходной части индивидуальных реакторов увеличивается до уровней, выходящих за пределы, предусматриваемые настоящим изобретением. Существует множество способов, известных специалистам для регулирования роста температуры в зоне реакции, и большинство из них включает использование нескольких слоев катализатора в раздельных реакторах с охлаждением внутреннего слоя при использовании подходящих средств теплообмена и/или добавление характеризующихся относительно невысокой температурой потоков, отправляемых на рецикл, или части оксигената, и/или разбавителей, которые используют в зоне. В конкретном случае, предусматриваемом в настоящем изобретении, использование реакций превращения более легких и более тяжелых олефинов, которые, как известно, являются умеренно эндотермичными, также будет способствовать регулированию роста температуры в реакторе при выдерживании конкретного диапазона. Как будет продемонстрировано со ссылкой на прилагаемый чертеж, предпочтительный режим эксплуатации в настоящем изобретении заключается в использовании, по меньшей мере, 3 реакторов с подвижным слоем катализатора при наличии межслоевого гашения реакции, достигаемого, по меньшей мере, отчасти благодаря использованию характеризующихся относительно невысокими температурами потоков, отправляемых на рецикл, в целях подачи дополнительных количеств реагентов и разбавителя.
Стадию превращения оксигената в пропилен эффективно проводят в широком диапазоне давлений, включающих общие давления на входе в диапазоне от 0,1 атм (10,1 кПа) вплоть до 100 атм (10,1 МПа), но хорошо известно, что образованию более легких олефинов, подобных пропилену, способствует низкое давление. Таким образом, предпочтительно использовать давление на входе в диапазоне от 1 до 3 атм (от 101,3 до 304 кПа), а наилучшие результаты достигаются в диапазоне от 136 до 343 кПа (от 5 до 35 фунт/дюйм2).
Время контакта реагентов с двухфункциональным катализатором обычно измеряют в относительных величинах часовой объемной скорости на единицу массы катализатора (WHSV), которую рассчитывают на основании массового часового расхода для суммы массы оксигенатных реагентов, пропускаемых через зону превращения ОТР, плюс массы любого реакционно-способного углеводородного материала, присутствующего в потоке исходного сырья или в любом из потоков, отправляемых на рецикл, поделенного на массу двухфункционального катализатора, присутствующего в зоне превращения ОТР. Специалисты в соответствующей области техники должны понимать, что время контакта реагентов с катализатором пропорционально величине, обратной WHSV, так что, когда WHSV увеличивается, время контакта уменьшается, и наоборот уменьшение WHSV приводит к увеличению времени контакта. WHSV, подходящая для использования в зоне превращения ОТР, соответствующей настоящему изобретению, может находиться в диапазоне от 0,1 до 100 час-1, при этом предпочтительный диапазон находится в пределах от 0,5 до 20 час-1, причем получения наилучших результатов обычно добиваются в диапазоне от 0,5 до 10 час-1.
В способе превращения оксигенатов в пропилен, представляющем интерес для настоящего изобретения, предпочтительно использовать двухфункциональный катализатор, обладающий способностью обеспечивать превращение оксигенатов в пропилен, а также способностью обеспечивать превращение олефинов, отличных от пропилена, в пропилен. Любые из каталитических материалов, известных на современном уровне техники, которые обладают способностью катализировать две данные реакции, являются катализаторами, подходящими для использования в настоящем изобретении. Предпочтительный двухфункциональный катализатор в качестве активного ингредиента содержит молекулярные сита, а более точно, молекулярные сита имеют относительно небольшие поры. Предпочтительные катализаторы, имеющие небольшие поры, определяют как катализаторы, имеющие поры, по меньшей мере, часть, предпочтительно основная часть, которых имеет средний эффективный диаметр, характеризующийся тем, что адсорбционная способность (измеренная в соответствии со стандартным гравиметрическим адсорбционным методом Мак-Бэна-Бакра, использующим заданные молекулы адсорбата) демонстрирует адсорбцию кислорода (средний кинетический диаметр 0,346 нм) и пренебрежимо малую адсорбцию изобутана (средний кинетический диаметр 0,5 нм). Более предпочтительно средний эффективный диаметр характеризуется адсорбцией ксенона (средний кинетический диаметр 0,4 нм) и пренебрежимо малой адсорбцией изобутана, а наиболее предпочтительно адсорбцией н-гексана (средний кинетический диаметр 0,43 нм) и пренебрежимо малой адсорбцией изобутана. Пренебрежимо малая адсорбция заданного адсорбата представляет собой адсорбцию для менее чем трех массовых процентов катализатора, а величина адсорбции адсорбата находится в пределах трех массовых процентов адсорбата при расчете на массу катализатора. Определенные катализаторы, подходящие для использования в настоящем изобретении, имеют поры, характеризующиеся средним эффективным диаметром, меньшим 5 Å. Средний эффективный диаметр пор у предпочтительных катализаторов определяют в результате проведения измерений, описанных в работе D.W.Breck, Zeoilte Molecular Sieves by John Wiley & Sons, New York (1974), полностью включаемой в настоящий документ в качестве ссылки. Термин «эффективный диаметр» используют для обозначения того, что иногда поры имеют неправильную форму, например, эллиптическую, и, таким образом, размеры пор характеризуют молекулами, которые могут быть адсорбированы, а не фактическими размерами. Предпочтительно катализаторы, имеющие небольшие поры, обладают по существу однородной структурой пор, например, имеют поры, характеризующиеся по существу однородными размерами и формой. Подходящие двухфункциональные катализаторы можно выбирать из числа цеолитных молекулярных сит и нецеолитных молекулярных сит.
Цеолитные молекулярные сита в прокаленной форме могут быть описаны общей формулой:
Ме2/nO:Al2O3:xSiO2:yH2O,
где Me представляет собой катион, x имеет значение в диапазоне от 2 до бесконечности, n представляет собой валентность катиона, а у имеет значение в диапазоне от 2 до 100 и более, а в основном от 2 до 25.
Цеолиты, которые могут быть использованы, включают шабазит - также называемый цеолитом D, клиноптилолит, эрионит, ферриерит, морденит, цеолит А, цеолит Р, ZSM-5, ZSM-11 и МСМ-22. При этом цеолиты характеризуются высоким уровнем содержания диоксида кремния, т.е. в особенности предпочтительными являются те из них, которые характеризуются соотношениями между количествами диоксида кремния и оксида алюминия, превышающими 10, а обычно превышающими 100, при этом наилучшие результаты достигаются при молярном соотношении между диоксидом кремния и оксидом алюминия в диапазоне от 250:1 до 1000:1. Одним таким цеолитом, характеризующимся высоким уровнем содержания диоксида кремния и обладающим структурой ZSM-5, является силикалит, где данный термин, используемый в настоящем документе, включает как полиморф диоксида кремния, описанный в документе US-A-4,061,724, так и F-силикат, описанный в документе US-A-4,073,865, включаемые в настоящий документ в качестве ссылки. Один из цеолитов, предпочтительных для использования в настоящем изобретении, обладает структурой ZSM-5 и представляет собой либо ZSM-5, либо силикалит, либо их смесь.
Нецеолитные молекулярные сита включают молекулярные сита, которые характеризуются надлежащим эффективным размером пор, и эмпирический химический состав которого охватывается в расчете на безводное состояние следующей эмпирической формулой:
(ELxAlyPz)O2,
где EL представляет собой элемент, выбираемый из группы, состоящей из кремния, магния, цинка, железа, кобальта, никеля, марганца, хрома и их смесей, x представляет собой мольную долю EL и, по меньшей мере, равен 0,005, у представляет собой мольную долю алюминия и, по меньшей мере, равен 0,01, z представляет собой мольную долю фосфора и, по меньшей мере, равен 0,01, а x+y+z=1. Если EL представляет собой смесь металлов, то тогда x представляет собой совокупное количество имеющейся смеси элементов. Предпочтительными элементами (EL) являются кремний, магний и кобальт, при этом в особенности предпочтительным является кремний.
Предпочтительным вариантом реализации изобретения является тот, в котором уровень содержания элемента (EL) изменяется в диапазоне от 0,005 до 0,05 мольной доли. Если EL будет представлять собой более чем один элемент, то тогда в диапазоне от 0,005 до 0,05 мольной доли будет находиться совокупная концентрация всех элементов. В особенности предпочтительным вариантом реализации является тот, в котором EL представляет собой кремний (обычно обозначаемый как SAPO). Материалами SAPO, которые можно использовать в настоящем изобретении, являются любые из тех, которые описываются в документах US-A-4,440,871; US-A-5,126,308 и US-A-5,191,141. В числе специфических кристаллографических структур, описанных в патенте '871, предпочтительной является SAPO-34, то есть структура, относящаяся к типу 34. Структура SAPO-34 характеризуется тем, что она адсорбирует ксенон, но не адсорбирует изобутан, что свидетельствует о том, что она характеризуется отверстием пор, равным 4,2 Å. Предпочтительным также является и другой материал SAPO - SAPO-17, который в качестве примера приводится в примерах 25 и 26 патента '871. Структура SAPO-17 характеризуется тем, что она адсорбирует кислород, гексан и воду, но не адсорбирует изобутан, что свидетельствует о том, что она характеризуется отверстием пор, большим 4,3 Å и меньшим 5,0 Å.
Предпочтительный катализатор превращения ОТР предпочтительно включают в пористые твердые частицы, в которых катализатор присутствует в количестве, эффективном для активирования желательных реакций превращения ОТР. В одном аспекте пористые твердые частицы содержат каталитически эффективное количество катализатора на основе молекулярных сит и, по меньшей мере, один материал матрицы, предпочтительно выбираемый из группы, состоящей из материалов связующих, материалов наполнителей и их смесей, что обеспечивает придание твердым частицам желательных свойств, например, требуемого разбавления катализатора, механической прочности и тому подобного. Такие материалы матрицы являются пористыми по своей природе и они могут проявлять, а могут и не проявлять свою эффективность в активировании желательного превращения ОТР. Материалы наполнителей и связующих включают, например, синтетические и встречающиеся в естественных условиях вещества, такие как оксиды металлов, глины, диоксиды кремния, оксиды алюминия, диоксиды кремния-оксиды алюминия, диоксиды кремния-оксиды магния, диоксиды кремния-диоксиды циркония, диоксиды кремния-диоксиды тория, диоксиды кремния-оксиды бериллия, диоксиды кремния-диоксиды титана, диоксиды кремния-оксиды алюминия-диоксиды тория, диоксиды кремния-оксиды алюминия-диоксиды циркония, алюмофосфаты, их смеси и тому подобное.
Если в композицию катализатора будут включены материалы матрицы, например, материалы связующих и/или наполнителей, то тогда катализатор на основе нецеолитных и/или цеолитных молекулярных сит предпочтительно будет составлять от 1 до 99%, более предпочтительно от 5 до 90%, а еще более предпочтительно от 5 до 50%, при расчете на массу совокупной композиции. Получение твердых частиц, содержащих катализатор на основе молекулярных сит и материалы матрицы, проводят обычным образом, и оно хорошо известно из уровня техники. Для того чтобы облегчить перемещение двухфункционального катализатора через реакторы с подвижным слоем катализатора, соответствующие настоящему изобретению, наиболее предпочтительным являются частицы катализатора сферической формы или формы, близкой к сферической. Диаметр данных частиц катализатора предпочтительно выбирают из диапазона в пределах от 0,5 до 7 мм (от 0,02 до 0,28 дюйма), при этом наилучшие результаты обычно получают в случае сферических частиц, которые характеризуются эффективным диаметром, равным 1,6 мм (0,063 дюйма).
Цеолитным двухфункциональным катализатором, наиболее предпочтительным для использования в настоящем изобретении, является цеолит, характеризующийся структурной конфигурацией ZSM-5, иногда в литературе называемой структурой «пентасильного типа». Хороший пример данного типа двухфункционального катализатора описывается в документе US 2003/0139635 A1. В качестве в особенности предпочтительного двухфункционального катализатора в документе US-A-4,433,188 описывается боросиликатный цеолит, характеризующийся структурной конфигурацией ZSM-5. Двухфункциональное использование системы катализатора ZSM-5 описывается в документе US-A-4,579,999, где в целях увеличения выхода С3-С4 олефинов в описываемой в данном документе зоне реакции первой стадии превращения МТО в зону превращения метанола в олефин также загружают материал отправляемого на рецикл потока, содержащего этилен, и отдельного потока С5 + бензина, обогащенного олефином. Использование цеолитного катализатора, характеризующегося структурной конфигурацией морденита, описывается в документе GB-A-2171718, где для реализации превращения материала потока исходного сырья, содержащего метанол, и отправляемого на рецикл потока, обогащенного С4 олефинами, в целях доведения до максимума получения из данных материалов пропилена используют систему катализатора на основе подвергнутого деалюминированию морденита, характеризующуюся атомарным соотношением между кремнием и алюминием, большим 80:1, и уровнем массового содержания оксида натрия, меньшим 0,1.
Еще одним классом двухфункционального катализатора, в особенности предпочтительным для использования в настоящем изобретении, являются молекулярные сита ELAPO. Данные материалы, как известно, катализируют как непосредственное превращение оксигенатов в легкие олефины, так и превращение олефинов в требуемый олефиновый продукт, как это можно видеть из обобщения документов US-A-4,677,243 и US-A-4,527,001. В документе US-B-6,455,749 приводятся конкретные положения в отношении использования силикоалюмофосфатного катализатора (SAPO) в качестве двухфункционального катализатора, и, говоря конкретно, исходя из результатов из первого примера, приведенного в данном документе, предпочтение отдается материалу SAPO-34.
В особенности предпочтительным признаком изобретения изобретателей является использование смеси системы цеолитного катализатора и системы нецеолитного катализатора. Данный вариант реализации с использованием смешанного катализатора может быть осуществлен либо при использовании физической смеси частиц, содержащих цеолитный материал, с частицами, содержащими нецеолитный материал, либо композицию катализатора можно составить в результате примешивания двух типов материала к связующему для того, чтобы сформировать частицы, в которых присутствуют оба ингредиента. В любом случае предпочтительной комбинацией является смесь ZSM-5 и SAPO-34 при таких относительных количествах, что материал SAPO-34 будет составлять от 30 до 70 мас.% от части смеси, образуемой молекулярными ситами, при этом в особенности предпочтительным является значение в диапазоне от 45 до 55 мас.%.
Признаком, выделяющим настоящее изобретение, является использование в способе превращения ОТР технологии подвижного слоя для улучшения селективности получения пропилена. Использование технологии подвижного слоя в классическом способе превращения МТО известно, и оно продемонстрировано в документе US-A-5,157,181.
Зоны реакции с подвижным слоем катализатора можно формировать различными способами, например, частицы катализатора можно вводить в верхнюю секцию зоны реакции и подавать самотеком через весь объем зоны реакции, в которой катализатор вводят в контакт с потоком исходного сырья, подаваемым либо противотоком, либо прямотоком по отношению к перемещению катализатора. В предпочтительном аспекте настоящего изобретения поток исходного сырья подают противотоком по отношению к потоку катализатора, то есть поток исходного сырья вводят в нижнюю часть зоны реакции и отбирают из ее верхней части. Эта предпочтительная компоновка может обеспечить получение существенных преимуществ при проведении превращения ОТР, поскольку, таким образом, поток исходного сырья вводят в контакт с частично дезактивированным катализатором на начальных стадиях превращения, когда движущая сила велика, и с более активными катализаторами в ходе проведения последующих стадий превращения, когда движущая сила будет меньшей.
В основном частицы катализатора вводят в кольцевое пространство, ограниченное концентрическими сетками, удерживающими катализатор, которое проходит через зону реакции, в которой частицы катализатора перемещаются сверху вниз через кольцевое пространство и отбираются из нижней секции зоны превращения ОТР. Поток исходного сырья вводят либо в верхнюю, либо в нижнюю секцию зоны реакции и пропускают через кольцевое пространство в основном направлении, поперечном потоку катализатора. Радиальная конфигурация слоя может обеспечить получение падения давления по зоне реакции и, таким образом, хорошее распределение потока.
Во время прохождения зоны превращения ОТР на катализаторе при его перемещении сверху вниз через зону реакции образуются отложения углеродистого материала, т.е. кокса. Материал углеродистых отложений вызывает уменьшение количества активных центров на катализаторе, что оказывает неблагоприятное влияние на степень превращения и селективность получения пропилена. Таким образом, в ходе реализации способа превращения с использованием подвижного слоя катализатора часть закоксованного катализатора отбирают из зоны реакции превращения ОТР и подвергают регенерации для удаления, по меньшей мере, части углеродистого материала.
Предпочтительно углеродистый материал удаляют из катализатора при использовании окислительной регенерации, в которой катализатор, который отбирают из реактора, вводят в контакт с кислородсодержащим газом при температуре и концентрации кислорода, позволяющих удалить из катализатора желательное количество углеродистых материалов. В зависимости от конкретных вариантов катализатора и превращения может оказаться желательным существенное удаление углеродистого материала, например, до уровня, меньшего 1 мас.%, а более предпочтительно меньшего 0,5 мас.%. В некоторых случаях выгодной оказывается только частичная регенерация катализатора, например, с удалением от 30 до 80 мас.% углеродистого материала. Предпочтительно регенерированный катализатор будет содержать от 0 до 20%, а более предпочтительно от 0 до 10% углеродистого материала. Для того чтобы вызвать выгорание углерода под действием потока кислородсодержащего газа, с низким содержанием кислорода, предпочтительно в большинстве случаев когда на катализаторе присутствует относительно большие концентрации углеродистого материала (то есть, кокса), превышающие 1 мас.%. Предпочтительно уровень содержания кислорода можно регулировать благодаря использованию инертных газов или благодаря направлению на рецикл дымовых газов, поддерживая начальный уровень содержания кислорода в газах, которые вступают в контакт с катализатором, содержащим высокоуглеродистые отложения, в диапазоне от 0,5 до 2 об.%. Благодаря использованию небольшой концентрации кислорода можно рационально регулировать окисление углеродистых материалов на катализаторе, не прибегая к использованию чрезмерно высоких температур, тем самым, предотвращая появление возможности необратимого повреждения катализатора на основе молекулярных сит, обусловленного гидротермической дезактивацией. Температуры, используемые во время регенерации, должны находиться в диапазоне от 400 до 700°С, при этом наилучшие результаты получаются в диапазоне от 500 до 650°С. Подробная информация в отношении условий проведения регенерации специалистам в соответствующей области техники известна, например, из документа US-A-4,873,390. Предпочтительно зону регенерации формируют в виде зоны с подвижным слоем катализатора, подобной зоне реакции, причем закоксованный катализатор подают в верхнюю часть зоны регенерации и самотеком пропускают через зону регенерации, где удаляется углеродистый материал, и регенерированный катализатор отбирают из нижней секции зоны регенерации и отправляют на рециркуляцию в зону превращения ОТР.
Прилагаемый чертеж демонстрирует схематически технологическую схему настоящего изобретения, на которой продемонстрированы три зоны реакции с подвижным слоем катализатора - реакторы 1, 2 и 3, расположенные последовательно как для подачи оксигената, так и для потока катализатора. Сами реакторы показаны в вертикальном поперечном разрезе, где катализатор показан проходящим через кольцевое пространство, которое ограничивают подходящими концентрическими сетками, удерживающими катализатор. Все три реактора функционируют при загрузке в реактор, подаваемой в реактор противотоком по отношению к потоку опускающихся частиц катализатора. Предпочтительный режим эксплуатации для всех трех реакторов заключается в подаче потока оксигената с внешней стороны кольцевого пространства катализатора поперечно перемещению частиц катализатора в центральную часть, откуда извлекают поток отходящего продукта. Условные обозначения, используемые на чертеже, заключаются в том, что потоки материалов исходного сырья, материалов промежуточных соединений и материалов продуктов представляют сплошные линии, а поток катализатора в зоны реакции и из зон реакции продемонстрирован пунктирными линиями. Катализатор представлен как транспортируемый при помощи транспортирующей среды, которая предпочтительно представляет собой водяной пар, азот или любой из других ранее описанных инертных разбавителей. Предпочтительной средой, транспортирующей катализатор, является водяной пар, что обусловливается его присутствием в значительных количествах в зоне превращения ОТР. Подробная информация, относящаяся к механическому оборудованию, необходимому для введения в контакт и выведения из контакта частиц катализатора во время их пропускания из зоны реакции в зону реакции и в зону регенерации - зону 4, хорошо известна специалистам в соответствующей области техники, и нет никакой необходимости ее излагать дополнительно.
Катализатор, используемый в реакторах 1, 2 и 3, выбирают из ранее описанного двухфункционального катализатора и его используют в сферической форме, характеризующейся эффективным диаметром в диапазоне от 0,5 до 5 мм, при этом в особенности предпочтительным является диаметр 1,6 мм. Совокупное количество использованного катализатора превращения ОТР предпочтительно разделяют между тремя реакторами равными долями.
Выбор количества зон реакции базируется на ранее описанном принципе поддерживания условий превращения в индивидуальных реакторах, которые обеспечивают повышение выхода пропилена. Как ранее объяснялось, данный вариант по существу включает компоновку реакторов, в которых разность температуры по индивидуальным реакторам выдерживают на уровне 80°С или менее, тем самым, предотвращая образование этилена и в то же самое время сводя к минимуму коксообразование на катализаторе, которое быстро ускоряется тогда, когда температура в зоне реакции увеличивается вследствие экзотермической природы реакций превращения оксигената в пропилен.
Для запуска технологической схемы, продемонстрированной на чертеже, линии направления на рецикл 14, 17, 21 и 22 должны быть изолированными до тех пор, пока не будет получен продукт в количестве, достаточном для направления на рецикл. Подобным же образом будут изолированы линии направления на рецикл водного разбавителя через линии 13, 28 и 29 и вместо этого в линию 13 при помощи средств, расположенных непосредственно перед точкой пересечения с линией 8 (не показаны), будут производить подачу из внешнего источника либо воды, либо водяного пара. Поэтому при запуске поток оксигената будут пропускать через линию 8 до точки пересечения с линией 13, где будут примешивать надлежащее количество разбавителя в виде воды или водяного пара для того, чтобы получить соотношение между оксигенатом и разбавителем в диапазоне от 0,1:1 до 5:1, при этом для запуска в особенности предпочтительным является значение в диапазоне от 0,5:1 до 2:1. Получающуюся в результате смесь оксигената и разбавителя после этого пропускают через подходящие средства теплообмена между исходным сырьем и отходящим продуктом и средства нагревания (не показаны) для того, чтобы перевести получающийся в результате поток в состояние пара и обеспечить получение потока загрузки для реактора 1, который поступает в реактор при температуре в диапазоне от 350 до 475°С и полном давлении в диапазоне от 136 до 343 кПа. В реакторах 1, 2 и 3 катализатор будет присутствовать в количестве, достаточном для получения во время запуска часовой объемной скорости на единицу массы катализатора (WHSV) в диапазоне от 0,5 до 5 час-1, при этом эффективная величина WHSV увеличивается до уровня в диапазоне от 1 до 10, как только будет начато отправление олефинового углеводородного материала на рецикл. После этого отходящий продукт из реактора 1 отбирают через линию 9, охлаждают для того, чтобы снизить его температуру до значения, близкого к температуре загрузки в реактор 1, при использовании одного или нескольких средств охлаждения (не показаны), а получающийся в результате поток охлажденного отходящего продукта из реактора 1 загружают в реактор 2 через линию 9 и там еще раз вводят в контакт с подходящим количеством двухфункционального катализатора для превращения дополнительных количеств оксигената в пропилен с получением потока отходящего продукта из реактора 2, который отбирают через линию 10. Поток отходящего продукта из реактора 2 еще раз охлаждают при помощи подходящих средств (не показаны) до температуры, близкой к температуре на входе в реактор 1, и пропускают через линию 10 в реактор 3, где его еще раз вводят в контакт с дополнительным количеством двухфункционального катализатора в условиях, которые в результате обеспечивают дополнительное превращение не вступившего в реакцию оксигената в пропилен и различные другие побочные продукты. Для создания схемы потоков между реакторами 1 и 2 и между реакторами 2 и 3 принимают соответствующие меры для сведения к минимуму падения давления по данным реакторам и получения разностей температур в данных реакторах, которые приблизительно такие же, как в реакторе 1, тем самым, сводя к минимуму закоксовывание катализатора в реакторах 2 и 3 в той же самой степени, что и в реакторе 1.
После этого поток отходящего продукта из реактора 3 отбирают через линию 11 и охлаждают для сжижения основного количества воды, содержащейся в нем, при помощи одного или нескольких средств охлаждения, таких как теплообменник исходное сырье/отходящий продукт (не показан), и пропускают в трехфазный сепаратор - зону 5, в котором получают углеводородную паровую фазу совместно с жидкой углеводородной фазой и водной фазой, содержащей значительные количества любого не вступившего в реакцию оксигената, которое проскочило реактор 3. Поскольку признак настоящего изобретения заключается в том, что активность двухфункционального катализатора поддерживают на уровне условий, соответствующих по существу началу цикла, то предполагается, что количество не вступившего в реакцию оксигената, которое пропускают в зону 5, будет минимальным. Другими словами, полная степень превращения, достигаемая во время прохождения оксигената через реакторы 1, 2 и 3, предположительно будет составлять 97% или более в течение всего цикла.
Водную фазу из сепаратора 5 отбирают через линию 13, через линию 23 отводят отбираемый поток для того, чтобы утилизировать избыточную воду, а получающийся в результате итоговый водный поток отправляют на рецикл через линию 13 для примешивания к исходному оксигенату в точке соединения линий 13 и 18. В целях охлаждения в реакторы 2 и 3 можно добавлять дополнительные количества воды - через линии 13 и 28 в случае реактора 2 и линии 13 и 29 в случае реактора 3. Как только будет начато отправление воды на рецикл, подача водного разбавителя при запуске будет прекращена.
Если вернуться к сепаратору 5, то следует сказать, что паровую фазу, образуемую в нем, отбирают через линию 12, и она составляет загрузку во фракционирующую колонну 6, которая выступает в роли деэтанизатора и функционирует для получения обогащенной этиленом фракции дистиллята, которая также содержит незначительные количества этана и некоторые количества метана, и фракции кубового остатка, которая по существу содержит C3 + часть материала, загруженного в колонну 6. Из потока дистиллята, полученного в колонне 6, через линию 18 отводят отбираемый поток для того, чтобы регулировать накопление C1-C2 парафинов в контуре отправления этилена на рецикл. Данный отбираемый поток может оказаться недостаточным для регулирования накопления метана в данном контуре отправления этилена на рецикл, и в данных обстоятельствах для удаления метана из данного потока до того уровня, на котором извлечение метана окажется достаточным для предотвращения накопления метана в данном контуре отправления этилена на рецикл в значительной концентрации, необходимой будет дополнительная обработка данного потока дистиллята, обогащенного этиленом. На данной необязательной стадии могут быть использованы любые подходящие средства деметанизации данного потока, которые не отображены на прилагаемом чертеже, включая использование метаноотгонной колонны, зоны адсорбции метана, зоны с мембраной для селективного удаления метана и тому подобных средств выделения метана. Величина отбираемого потока, отводимого через линию 18, будет находиться в диапазоне от 1 до 15 об.% от потока дистиллята, пропускаемого через линию 14, а обычно будет составлять от 1 до 10 об.% от данного потока. Остальную часть потока дистиллята после этого через линии 14 и 8 загружают в реактор 1 в качестве отправляемого на рецикл потока, обогащенного этиленом, в соответствии с прилагаемым чертежом. В объем настоящего изобретения входит распределение обогащенного этиленом потока, отправляемого на рецикл и пропускаемого по линии 14, между тремя зонами реакторов, но заявители обнаружили, что наилучшие результаты согласно измерениям для превращения этилена получают тогда, когда все количество данного этиленового потока загружают в реактор 1 и, таким образом, подвергают воздействию максимального количества доступного катализатора по мере его прохождения через зоны трех реакторов.
После этого поток кубового остатка из колонны 6, содержащий С3 + материал, загруженный в колону 6, пропускают через линию 15 в пропаноотгонную колонну 7, где данный С3 + поток подвергают фракционированию, предназначенному для получения потока дистиллята, обогащенного пропиленом, который является потоком основного продукта настоящего изобретения и который содержит незначительные количества пропановых материалов, являющихся побочным продуктом. Поток кубового остатка из колонны 7 представляет собой первый поток материала, обогащенного С4 + олефинами, который главным образом содержит C4 и С6 олефиновый материал совместно с очень незначительными количествами бутана и пентана, и его через линию 17 пропускают до точки пересечения с линией 19, где отводят отбираемый поток в количестве от 1 до 15 об.%, а предпочтительно от 1 до 3 об.% для того, чтобы отрегулировать накопление данных парафиновых материалов в данном контуре отправления C4 + олефинов на рецикл. Оставшийся C4 + материал, пропускаемый через линию 17, после этого подают к точкам пересечения с линиями 21 и 22, где отбирают часть для того, чтобы обеспечить подачу С4 + олефиновых реагентов в реакторы 2 и 3 через линии 21 и 22. Необходимо отметить, что, как только начнутся операции по отправлению на рецикл, данные линии становятся неизолированными для того, чтобы облегчить возвращение данных потоков отправления С4 + олефинов на рецикл. В противоположность условию отправления на рецикл потока, обогащенного этиленом, который пропускают через линию 14 в реактор 1, предпочтительным условием в отношении отправления на рецикл пропускаемого через линию 17 потока, обогащенного С4 и C5 олефинами, заключается в разделении данного потока на 3 части и параллельной загрузке данных частей в три реактора. Заявители предпочитают, чтобы основную часть пропускали бы в реактор 1, а в реакторы 2 и 3 пропускали бы второстепенные части, и, собственно говоря, заявители предпочитают, чтобы в реактор 1 через линии 17 и 8 пропускали бы от 60 до 80 об.% от совокупного количества данного потока отправления C4 + олефинов на рецикл и в то же самое время в реакторы 2 и 3 загружали бы равные порции в количествах в диапазоне от 10 до 20 об.% - через линии 17, 23 и 9 для реактора 2 и через линии 17, 21, 22 и 10 для реактора 3.
Как только три отправляемых на рецикл потока, пропускаемых через линии 13, 14 и 17, будут сформированы, режим запуска настоящего изобретения будет прекращен, и начнется полный режим эксплуатации с отправлением на рецикл при функционировании двухфункционального катализатора, находящегося в реакторах 1, 2 и 3, не только в качестве катализаторов превращения оксигената, но также и в качестве катализаторов превращения олефинов. Последовательность процессов при полном режиме отправления на рецикл является такой, что поток оксигената подают в технологическую схему через линию 8, примешивают к первому потоку, отправляемому на рецикл, который обогащен этиленом и поступает через линию 14, а после этого пропускают к точке пересечения с линией 13, где в предписанных количествах добавляют разбавитель воду, а после этого получающуюся в результате смесь пропускают к точке пересечения линии 8 и линии 17, где для получения загрузки в реактор 1 добавляют дополнительное количество С4 + олефинового материала. Данную смесь загрузки пропускают в реактор 1 описанным ранее образом после подходящего нагревания до надлежащей температуры на входе, которая описывается выше.
После пропускания через реактор 1 и, таким образом, прохождения через слой катализатора, удерживаемый в реакторе 1 в кольцевом пространстве при помощи ранее описанных концентрических удерживающих сеток, получающийся в результате отходящий продукт отбирают из реактора 1 через линию 9 и пропускают к точке пересечения с линиями 28 и 21, где к нему примешивают дополнительное количество разбавителя в виде относительно холодной воды совместно с дополнительным количеством относительно холодного отправляемого на рецикл потока, обогащенного C4 + олефинами, который пропускают через линию 21. По завершении надлежащего дополнительного охлаждения и достижения указанной выше температуры на входе получающуюся в результате смесь затем загружают в реактор 2, где она проходит через второй кольцевой слой двухфункционального катализатора с получением потока отходящего продукта, который отбирают через линию 10 и, как это продемонстрировано на прилагаемом чертеже, примешивают к дополнительному количеству разбавителя в виде относительно холодной воды, который пропускают через линию 29, и к дополнительному количеству относительно холодного материала, обогащенного C4 + олефинами, который пропускают через линию 22, а получающуюся в результате смесь охлаждают (не показано) до указанной ранее температуры на входе для реактора 3 и после этого пропускают через реактор 3 для контактирования с дополнительным количеством двухфункционального катализатора с получением в результате потока отходящего продукта 11, который после надлежащего гашения реакции и охлаждения пропускают через линию 11 в описанную ранее зону трехфазного разделения 5.
Количество двухфункционального катализатора, используемого в зонах 1, 2 и 3, является предметом определенного выбора. Несмотря на то, что возможен вариант, когда для того, чтобы скомпенсировать незначительную степень дезактивации, которая будет происходить в реакторе 1 тогда, когда катализатор будут пропускать в реактор 2 через линию 25, и в реакторе 3 тогда, когда катализатор будут пропускать из реактора 2 в реактор 3 через линию 26, в реакторах 2 и 3 должны будут присутствовать более значительные количества катализатора, заявители полагают, что наилучший способ в данном случае заключается в проведении процесса при наличии по существу равных количеств катализатора в трех зонах или при разделении, которое соответствует присутствию приблизительно от 25 до 30% от совокупного количества в реакторах 1 и 2, при этом от 40 до 50 об.% от катализатора присутствуют в реакторе 3.
Реакторы 1, 2 и 3 первоначально загружают двухфункциональным катализатором через линии, не показанные на прилагаемом чертеже, которые соединяются с линиями 24, 25 и 26. При запуске процесса превращения ОТР, циркуляцию катализатора начинают после того, как в реакторах будут установлены рабочие условия. Катализатор циркулирует между реакторами через линии 25 и 26 и зоной регенерации 4 через линию 27. В зоне регенерации 4 с загружаемого сюда через линию 27 катализатора, содержащего кокс, удаляют отложения кокса при использовании описанной ранее методики окисления в условиях пониженной жесткости. В зону регенерации 4 средств также загружают (не показано) и материал потока кислородсодержащего газа, содержащего от 0,5 до 2% (об.) кислорода, который подают в количестве, достаточном для поддержания горения основной части кокса, загруженного в данную зону через линию 27. Регенерированный катализатор отправляют на рециркуляцию в реактор 1 через линию 24, таким образом, замыкая контур циркуляции катализатора, определяемый линиями 25, 26, 27 и 24. Из зоны 4 отбирают поток дымовых газов (не показано).
Признак настоящего изобретения заключается в том, что скорость течения катализатора по данному контуру циркуляции катализатора выбирают таким образом, чтобы получить время рабочего цикла эксплуатации катализатора, равное 200 часам или менее, в целях поддерживания активности катализатора, степени превращения оксигената и селективности получения пропилена на уровне, соответствующем началу цикла или близкому к ним. Другими словами, скорость течения частиц катализатора по данному контуру устанавливают такой, чтобы время пребывания частиц катализатора в реакторах 1, 2 и 3 не превышало бы 200 часов до того, как они возвратятся в зону 4 для регенерации.
Если вернуться к зоне трехфазного сепаратора 5, то следует сказать, что на прилагаемом чертеже углеводородная фаза, образованная в данной зоне, показана отбираемой через линию 30. Данный материал в общем случае кипит в бензиновом диапазоне, и он может включать поток бензинового продукта настоящего изобретения, что может потребовать проведения дополнительной обработки, обусловленной высоким уровнем содержания олефинового материала, который в нем присутствует. Предпочтительной альтернативой, которая не показана на прилагаемом чертеже, является проведение для жидкой углеводородной фазы, которую отбирают из сепаратора 5 через линию 30, дополнительной стадии фракционирования в целях извлечения потока дистиллята, обогащенного С4 + олефинами, который можно отправлять на рецикл обратно в реакторы 1, 2 и 3 для обеспечения дополнительного превращения тяжелых олефинов в пропилен. Предпочтительные средства отправления на рецикл любого такого второго потока, обогащенного С4 + олефинами, соответствуют варианту использования потока кубового остатка из колонны 7, и, собственно говоря, материал данного второго потока, обогащенного C4 + олефинами, можно непосредственно загружать в колонну 6 или примешивать к потоку, пропускаемому через линию 17, при помощи средств, расположенных до точки соединения линии 17 и линии 19 (не показаны), где будут отводить отбираемый поток для того, чтобы отрегулировать накопление парафинового углеводорода.
Следующий далее пример приводится для того, чтобы облегчить понимание настоящего изобретения, и для того, чтобы представить конкретный пример наилучшего варианта реализации настоящего изобретения. Числа, приведенные в данном примере, базируются отчасти на компьютерном моделировании для технологической схемы, продемонстрированной на прилагаемом чертеже, а отчасти на фактических экспериментальных результатах, достигнутых при помощи двухфункционального катализатора, используемого в ней. Оксигенатом, используемым в данном примере, является поток, обогащенный метанолом, который содержит 95 мас.% метанола в смеси с 5 мас.% воды. Условия проведения реакции, использованные в данном примере, представляют собой часовую объемную скорость на единицу массы катализатора 2,4 час-1, давление на входе в реактор от 1 до 240 кПа (20 фунт/дюйм2), температура на входе в реактор 430°С для всех трех реакторов, которые используют в данном примере, и разность температуры в реакторе 62°С для реактора 1, 60°С для реактора 2 и 63°С для реактора 3. После запуска реакторов, используемых в данном примере, массовое соотношение между разбавителем и исходным сырьем, используемое при эксплуатации реактора 1, составляет 1,16:1, причем при эксплуатации реакторов 2 и 3 используют подобные, но несколько более высокие соотношения, что очевидно из параметров материального баланса для данного примера, представленных в таблице 1.
Двухфункциональный катализатор, используемый в данном примере, представляет собой имеющую состав 50/50 смесь между силикалитными молекулярными ситами, характеризующимися соотношением между количествами диоксида кремния и оксида алюминия 200:1, и матрицей на основе диоксида кремния в количестве, соответствующем смеси с составом 50/50 (мас.). Размер частиц у двухфункционального катализатора составляет 1,6 мм, и частицы имеют форму сферических частиц, полученных при использовании хорошо известной методики прикапывания в масло. В каждый реактор загружали равное количество катализатора.
В таблице 1 приводятся параметры материального баланса для данного примера, и в ней показано, что свежее исходное сырье загружают в количестве 208333 кг в час, что делает возможным получение пропиленового продукта в количестве 68349 кг в час совместно с результирующим водным продуктом 117473 кг в час и потоком бензинового продукта в количестве 20500 кг в час. Скорость течения катализатора через три зоны реакции устанавливают такой, чтобы время рабочего цикла эксплуатации катализатора составляло бы 100 часов, что в результате приводило к поддерживанию обусловленных катализатором превращения МТР степени превращения и селективности получения пропилена на уровне значений, соответствующих по существу началу цикла, что отвечает степени превращения метанола, превышающей 99% в течение всего цикла продолжительностью в 100 часов.
Катализатор непрерывно регенерируют в течение цикла при использовании потока регенерирующего газа, содержащего 2 мас.% кислорода, в зоне регенерации 4, которую эксплуатируют в соответствии с документом US-A-5157181 при температуре регенерации в диапазоне от 500 до 650°С для того, чтобы получить регенерированный катализатор, который содержит менее 10 мас.% углеродистого материала, первоначально присутствующего на нем, когда его отбирают из реактора 3 через линию 27 и пропускают в зону регенерации 4 через линию 27. Регенерированный катализатор возвращают в реактор 1 через линию 24.
Результаты данного примера представлены в таблице 2, в которой показан средний по циклу выход различных продуктов технологической схемы настоящего изобретения, достигаемый в течение времени рабочего цикла эксплуатации катализатора продолжительностью 100 часов. Числа, представленные в таблице 2, рассчитаны, исходя из количества килограммов продукта на 100 кг подвергнутого превращению метанола, и представлены при проведении расчета с исключением воды. Если теперь обратиться к таблице 2, то можно удостовериться в том, что настоящее изобретение позволило добиться среднего по циклу выхода пропилена 71,1, по сравнению с ожидаемым выходом пропилена в диапазоне от 65 до 68 мас.% при времени цикла эксплуатации катализатора продолжительностью от 500 до 600 часов, достигаемым с использованием катализатора, подобного тому, что используют в настоящем примере, и при тех же самых условиях при использовании неподвижного слоя катализатора предшествующего уровня техники.
Изобретение относится к непрерывному способу селективного превращения оксигената в пропилен, включающему стадии: а) проведения реакции между оксигенатом, представляющим собой спирты, простые эфиры и карбонильные соединения или их смеси, и разбавителем, представляющим собой гелий, аргон, азот, монооксид углерода, диоксид углерода, водород, воду, водяной пар, C1-C5 парафины, ароматические углеводороды и смеси данных материалов в количестве, соответствующем 0,1:1-5:1 молей разбавителя на один моль оксигената, в присутствии частиц двухфункционального катализатора, содержащих молекулярные сита, обладающие способностью обеспечивать превращение, по меньшей мере, части оксигената в С3 олефин и превращение С2 и C4 + олефинов в С3 олефины, в зоне реакции, включающей, по меньшей мере, один реактор с подвижным слоем катализатора, где зона реакции функционирует в условиях, выбираемых для превращения оксигената в пропилен, и при скорости циркуляции катализатора через зону реакции, выбираемой для получения в результате времени рабочего цикла эксплуатации катализатора, равного 200 часам или менее, с получением потока отходящего продукта, содержащего основные количества С3 олефинового продукта и водного побочного продукта и меньшие количества С2 олефина, C4 + олефинов, C1-С4 + насыщенных углеводородов и незначительные количества не вступившего в реакцию оксигената, побочных продуктов, образуемых оксигенатами, и ароматических углеводородов; b) пропускания потока отходящего продукта в зону разделения, охлаждения и разделения потока отходящего продукта на паровую фракцию, обогащенную С3 олефином, водную фракцию, содержащую не вступивший в реакцию оксигенат и побочные продукты, образуемые оксигенатами, и жидкую углеводородную фракцию, содержащую более тяжелые олефины, более тяжелые насыщенные углеводороды и незначительные количества ароматических углеводородов; с) отправления на рецикл, по меньшей мере, части водной фракции, извлеченной на стадии b), на стадию а) для обеспечения, по меньшей мере, части разбавителя, используемого на ней; d) разделения паровой фракции на фракцию, обогащенную С2 олефином, фракцию продукта, обогащенную С3 олефином, и первую фракцию, обогащенную C4 + олефинами; е) отправления на рецикл, по меньшей мере, части фракции, обогащенной C2 олефином, или первой фракции, обогащенной C4 + олефинами, или смеси данных фракций на стадию а); и f) отбора содержащих кокс частиц двухфункционального катализатора из зоны реакции, окислительной регенерации отобранных частиц катализатора в зоне регенерации и возврата потока частиц регенерированного катализатора в зону реакции. Применение настоящего способа позволяет уменьшить потери селективности в отношении получения пропилена в течение рабочего цикла в способе превращения оксигената в пропилен. 7 з.п. ф-лы, 2 табл., 1 ил.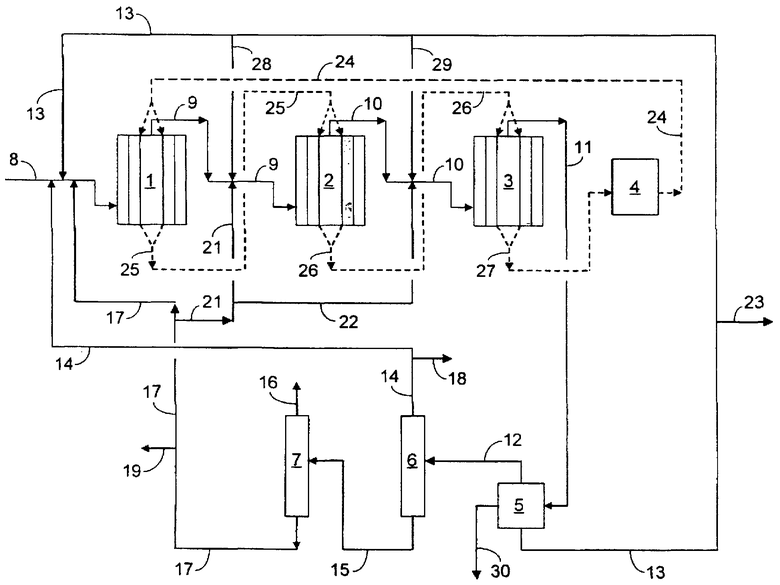
1. Непрерывный способ селективного превращения оксигената в пропилен, включающий стадии:
а) проведения реакции между оксигенатом, представляющим собой спирты, простые эфиры и карбонильные соединения или их смеси, и разбавителем, представляющим собой гелий, аргон, азот, монооксид углерода, диоксид углерода, водород, воду, водяной пар, С1-С5 парафины, ароматические углеводороды и смеси данных материалов в количестве, соответствующем 0,1:1-5:1 молей разбавителя на один моль оксигената, в присутствии частиц двухфункционального катализатора, содержащих молекулярные сита, обладающие способностью обеспечивать превращение, по меньшей мере, части оксигената в С3 олефин и превращение С2 и С4 + олефинов в С3 олефины, в зоне реакции, включающей, по меньшей мере, один реактор с подвижным слоем катализатора, где зона реакции функционирует в условиях, выбираемых для превращения оксигената в пропилен, и при скорости циркуляции катализатора через зону реакции, выбираемой для получения в результате времени рабочего цикла эксплуатации катализатора, равного 200 ч или менее, с получением потока отходящего продукта, содержащего основные количества С3 олефинового продукта и водного побочного продукта и меньшие количества С2 олефина, С4 + олефинов, С1-С4 + насыщенных углеводородов и незначительные количества не вступившего в реакцию оксигената, побочных продуктов, образуемых оксигенатами, и ароматических углеводородов;
b) пропускания потока отходящего продукта в зону разделения, охлаждения и разделения потока отходящего продукта на паровую фракцию, обогащенную С3 олефином, водную фракцию, содержащую не вступивший в реакцию оксигенат и побочные продукты, образуемые оксигенатами, и жидкую углеводородную фракцию, содержащую более тяжелые олефины, более тяжелые насыщенные углеводороды и незначительные количества ароматических углеводородов;
c) отправления на рецикл, по меньшей мере, части водной фракции, извлеченной на стадии b), на стадию а) для обеспечения, по меньшей мере, части разбавителя, используемого на ней;
d) разделения паровой фракции на фракцию, обогащенную С2 олефином, фракцию продукта, обогащенную С3 олефином, и первую фракцию, обогащенную C4 + олефинами;
e) отправления на рецикл, по меньшей мере, части фракции, обогащенной С2 олефином, или первой фракции, обогащенной C4 + олефинами, или смеси данных фракций на стадию а); и
f) отбора содержащих кокс частиц двухфункционального катализатора из зоны реакции, окислительной регенерации отобранных частиц катализатора в зоне регенерации и возврата потока частиц регенерированного катализатора в зону реакции.
2. Непрерывный способ по п.1, где оксигенат содержит от 1 до 4 атомов углерода.
3. Непрерывный способ по любому из пп.1 или 2, где двухфункциональный катализатор содержит цеолитные молекулярные сита, и предпочтительно цеолитные молекулярные сита обладают структурой, соответствующей структуре ZSM-5.
4. Непрерывный способ по любому из пп.1 или 2, где двухфункциональный катализатор содержит молекулярные сита ELAPO, и предпочтительно молекулярные сита ELAPO представляют собой материал SAPO, обладающий структурой, соответствующей структуре SAPO-34.
5. Непрерывный способ по любому из пп.1 или 2, где двухфункциональный катализатор содержит смесь цеолитных молекулярных сит и молекулярных сит ELAPO, и предпочтительно смесь содержит SAPO-34 и ZSM-5.
6. Непрерывный способ по любому из пп.1 или 2, где зона реакции включает, по меньшей мере, три реактора с подвижным слоем катализатора, при этом реакторы с подвижным слоем катализатора соединяют последовательно для подачи оксигената и потока частиц катализатора, который пропускают через реакторы.
7. Непрерывный способ по любому из пп.1 или 2, где жидкую углеводородную фракцию, выделенную на стадии b), подвергают дополнительному разделению на вторую фракцию, обогащенную C4 + олефинами, и фракцию лигроинового продукта, а, по меньшей мере, часть второй фракции, обогащенной С4 + олефинами, отправляют на рецикл на стадию а).
8. Непрерывный способ по любому из пп.1 или 2, где частицы двухфункционального катализатора регенерируют в зоне регенерации при использовании кислородсодержащего потока в условиях, выбираемых для получения регенерированного катализатора, содержащего менее 0,5 мас.% углеродистого материала.
| US 5157181 А, 20.10.1992 | |||
| US 6121504 А, 19.09.2000 | |||
| СПОСОБ ГЕРМЕТИЗАЦИИ СОПЛОВОГО НАСАДКА | 1999 |
|
RU2171718C2 |
| Катализатор для конверсии метилового спирта и/или диметилового эфира в ненасыщенные углеводороды и способ его получения | 1983 |
|
SU1389668A3 |

