Это изобретение относится к способу и устройству для формирования комплекта борта шины из бортового кольца и окружающего материала эластомерного наполнителя.
Шина транспортного средства имеет два расположенных на расстоянии бортовых участка, которые определяют самый внутренний диаметр шины. Каждый бортовой участок обычно содержит комплект из внутреннего металлического сердечника борта шины, образованного из множества витков бортовой проволоки, и верхнего наполнителя из эластомерного материала, окружающего сердечник борта. Комплекты бортов шин обеспечивают плавный переход между бортами и прилегающими боковыми стенками шины.
Известный способ изготовления комплекта борта шины содержит размещение предварительно отформованного бортового кольца на опоре и размещение кольцевого эластомерного верхнего наполнителя на барабане так, что он прилегает в осевом направлении к бортовому кольцу. Верхний наполнитель, предпочтительно, частично не вулканизирован и все еще липкий и содержит кольцевой базовый участок, прилегающий к бортовому кольцу, и кольцевой сужающийся участок, опирающийся на надувную камеру барабана и проходящий от базового участка и бортового кольца в осевом направлении. При надувании камеры верхний наполнитель перебрасывается таким образом, что базовый участок оказывается расположенным так, чтобы окружать бортовое кольцо, при этом сужающийся участок проходит радиально наружу. Все еще липкий эластомерный верхний наполнитель удерживают в его переброшенном положении с помощью камеры, пока эластомерный материал не вулканизируется, оставляя верхний наполнитель прилипшим к бортовому кольцу.
В качестве альтернативы надувной камере в ЕР-А-0590906 раскрыто жесткое подбрасывающее средство для перебрасывания верхнего наполнителя.
Настоящее изобретение обеспечивает создание нового способа и устройства для формирования комплекта борта шины.
Согласно одному варианту настоящего изобретения обеспечивается способ формирования комплекта борта шины, содержащий обеспечение отрезка верхнего наполнителя из эластомерного материала, причем верхний наполнитель имеет кольцевой базовый участок для расположения его прилегающим в осевом направлении к кольцевому сердечнику борта, и кольцевой сужающийся участок для прохождения в осевом направлении от базового участка и кольцевого сердечника борта, захватывание ведущего конца отрезка верхнего наполнителя так, чтобы удержать конец на цилиндрическом формообразующем элементе, захватывание заднего конца отрезка верхнего наполнителя с использованием средства захвата, вращение цилиндрического формообразующего элемента таким образом, что отрезок верхнего наполнителя наматывают на него за один оборот, одновременно перемещая средство захвата и захваченный задний конец к цилиндрическому формообразующему элементу, соединение ведущего и заднего концов вместе и перебрасывание верхнего наполнителя так, что базовый участок радиально окружает кольцевой сердечник борта и прилипает к последнему, а сужающийся участок проходит, в основном, радиально наружу.
Верхний наполнитель удобным образом подают в виде полосы к формообразующему элементу и отрезают на желаемую длину перед цилиндрическим формообразующим элементом.
Способ может содержать отрезание указанного отрезка верхнего наполнителя под углом, отличным от 90°, например приблизительно 45°, к его продольному направлению. Концы отрезка верхнего наполнителя можно соединить посредством их сжатия.
Способ может содержать захватывание ведущего конца отрезка верхнего наполнителя с использованием средств захвата и доставку захваченного таким образом ведущего конца к цилиндрическому формообразующему элементу. В альтернативном варианте осуществления дополнительное средство захвата захватывает ведущий конец следующего отрезка верхнего наполнителя и перемещается вперед, к цилиндрическому формообразующему элементу, вместе со средством захвата заднего конца. Это ускоряет производство, так как ведущий конец следующего отрезка верхнего наполнителя примыкает к цилиндрическому формообразующему элементу и готов к тому, чтобы быть захваченным на нем, как только первый отрезок верхнего наполнителя будет сброшен с формообразующего элемента.
Материал верхнего наполнителя может быть переброшен с использованием жесткого подбрасывающего средства. Переброшенный верхний наполнитель может быть прижат радиально внутрь к кольцевому сердечнику борта прижимным средством, пока кольцевой базовый участок не прилипнет к кольцевому сердечнику борта.
Согласно другому варианту изобретения обеспечивается способ формирования комплекта борта шины, содержащий обеспечение отрезка верхнего наполнителя из эластомерного материала в кольцевой конфигурации на барабане, причем верхний наполнитель имеет кольцевой базовый участок для расположения его прилегающим в осевом направлении к кольцевому сердечнику борта на опоре и кольцевой сужающийся участок, проходящий в осевом направлении от базового участка и кольцевого сердечника борта так, что обрезанные концы выравнивают и располагают встык друг с другом, и перебрасывание верхнего наполнителя с использованием множества разнесенных по окружности жестких подбрасывающих средств так, что базовый участок радиально окружает кольцевой сердечник борта и прилипает к последнему, а сужающийся участок проходит, в основном, радиально наружу, причем жесткие подбрасывающие средства приводят в действие для перебрасывания верхнего наполнителя посредством выключателя, причем положения жестких подбрасывающих средств регулируют в радиальном направлении для размещения бортов шин различных размеров.
Удобно, когда выключатель перемещают с помощью подвижной в осевом направлении планки, содержащей распределительное средство для радиального регулирования положений жестких подбрасывающих средств.
Согласно заключительному варианту настоящего изобретения обеспечивается способ формирования комплекта борта шины, содержащий наматывание кольцевого сердечника борта на формообразующий элемент, расположенный соосно с барабаном на станции для наматывания сердечника борта; передачу кольцевого сердечника борта на барабан, перемещение барабана от станции для наматывания бортовой проволоки, по меньшей мере, на одну дополнительную станцию и приклеивание отрезка верхнего наполнителя, или эластомерного материала, к кольцевому сердечнику борта так, что его базовый участок окружает кольцевой сердечник борта и прилипает к последнему, а его сужающийся участок проходит, в основном, радиально наружу.
Кольцевой сердечник борта может быть намотан в виде однопроволочного борта или в виде так называемого «безуточного» борта, в котором несколько проволок наматывают параллельно.
Согласно другому варианту настоящего изобретения обеспечивается устройство для формирования комплекта борта шины, содержащее цилиндрический формообразующий элемент для обеспечения опоры для отрезка верхнего наполнителя из эластомерного материала, барабан, расположенный вблизи формообразующего элемента для обеспечения опоры кольцевого сердечника борта, первое средство захвата, размещенное на цилиндрическом формообразующем элементе для захвата ведущего конца отрезка верхнего наполнителя с тем, чтобы удерживать этот конец на цилиндрическом формообразующем элементе, в то время как отрезок верхнего наполнителя наматывается за один его оборот, второе средство захвата для захвата заднего конца отрезка верхнего наполнителя, причем второе средство захвата перемещается к цилиндрическому формообразующему элементу и от него, средство для соединения выровненных обрезанных концов отрезка верхнего наполнителя, когда последний наматывается за один оборот на цилиндрический формообразующий элемент, и жесткое подбрасывающее средство для перебрасывания верхнего наполнителя, намотанного на формообразующий элемент так, что его базовый участок окружает кольцевой сердечник борта и прилипает к последнему, а его сужающийся участок проходит, в основном, радиально наружу.
Может быть обеспечено режущее средство для отрезания верхнего наполнителя на желаемую длину под углом, отличным от 90°, например приблизительно 45°, к его продольному направлению.
Может быть обеспечено третье средство захвата для захвата ведущего конца следующего отрезка верхнего наполнителя и перемещения ведущего конца к цилиндрическому формообразующему элементу.
Жесткое подбрасывающее средство может, в частности, содержать множество разнесенных по окружности подвижных пальцев, например поворачиваемых, между внутренним и наружным положениями.
Удобно, когда барабан перемещается в осевом направлении к цилиндрическому формообразующему элементу и от него. Предпочтительно барабан выполнен подвижным в осевом направлении относительно жесткого подбрасывающего средства.
Согласно еще одному варианту изобретения обеспечивается устройство для формирования комплекта борта шины, содержащее цилиндрический формообразующий элемент для обеспечения опоры отрезка верхнего наполнителя из эластомерного материала, барабан, размещенный вблизи цилиндрического формообразующего элемента для обеспечения опоры кольцевого сердечника борта, жесткое подбрасывающее средство для перебрасывания верхнего наполнителя, намотанного на цилиндрический формообразующий элемент за один оборот так, что его базовый участок радиально окружает кольцо сердечника борта и прилипает к последнему, а сужающийся его участок проходит, в основном, радиально наружу, причем жесткое подбрасывающее средство приводится в действие, чтобы перебросить верхний наполнитель, посредством выключателя, и средство регулирования для перемещения подбрасывающего средства радиально внутрь и наружу для размещения бортов шин различных размеров.
Средство регулирования может содержать поворотную планку, имеющую распределительное средство, например спиральный паз, и кулачковые следящие элементы, например выступы, размещенные в спиральном пазу на подбрасывающем средстве, причем поворот планки относительно подбрасывающих средств заставляет последние совместно перемещаться радиально внутрь или наружу. Подходящим образом планка также может перемещаться в осевом направлении, чтобы приводить в действие выключатель.
В варианте осуществления изобретения подбрасывающее средство содержит разнесенные под углом пальцы. Пальцы могут быть расположены так, чтобы расширяться по окружности наружу при их перемещении радиально наружу. Такое расположение позволяет избежать зазоров в опоре для верхнего наполнителя.
Согласно заключительному варианту изобретения обеспечивается устройство для формирования комплекта борта шины, содержащее барабан для обеспечения опоры кольцевого сердечника борта, причем барабан выполнен подвижным между станцией для наматывания бортовой проволоки и, по меньшей мере, одной следующей станцией, содержащей средство для приклеивания отрезка верхнего наполнителя, или эластомерного материала, к кольцевому сердечнику борта так, что его базовый участок радиально окружает кольцевой сердечник борта и прилипает к последнему, а его сужающийся участок проходит, в основном, радиально наружу.
По меньшей мере, одна последующая станция может содержать верхнюю станцию, включающую множество разнесенных по окружности жестких подбрасывающих средств для перебрасывания отрезка верхнего наполнителя из эластомерного материала с цилиндрического формообразующего элемента на кольцевой сердечник борта.
В дополнение, устройство может включать прижимную станцию, содержащую прижимное средство для прижимания переброшенного верхнего наполнителя радиально внутрь, к кольцевому сердечнику борта, пока кольцевой базовый участок не прилипнет к кольцевому сердечнику борта.
Удобно, когда прижимное средство включает множество разнесенных по окружности прижимных элементов, подвижных между радиально внутренним и наружным положениями.
Устройство может дополнительно включать разгрузочную станцию, в которую перемещается барабан для снятия с него комплекта борта шины.
Барабан может быть установлен на поворотном столе, на расстоянии от оси вращения последнего, причем поворотный стол подвергается периодическому вращательному перемещению для перемещения от станции к станции.
Далее, только в качестве примера, будет описан вариант осуществления изобретения с конкретными ссылками на приложенные чертежи, на которых:
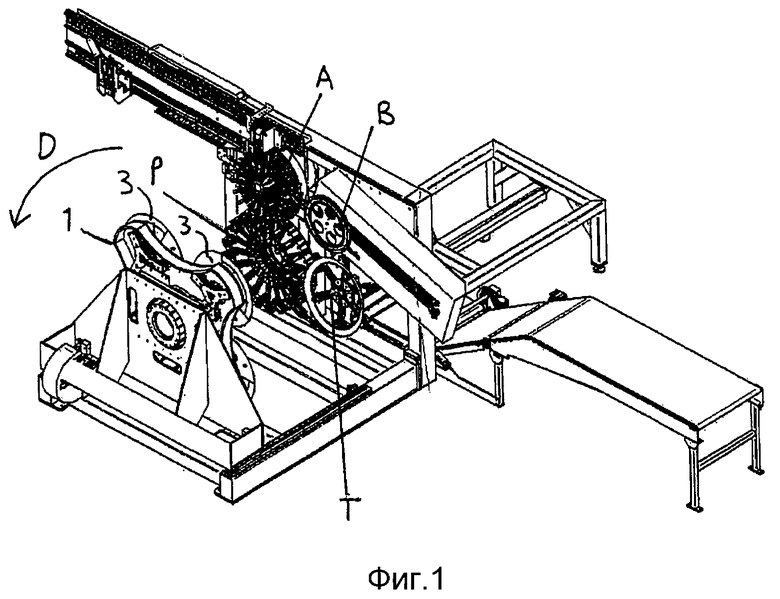
Фиг.1 - вид в перспективе устройства согласно изобретению для формирования комплекта борта шины;
Фиг.2-5 - схематичные виды в разрезе станции для позиционирования бортового кольца шины, показанной на Фиг.1;
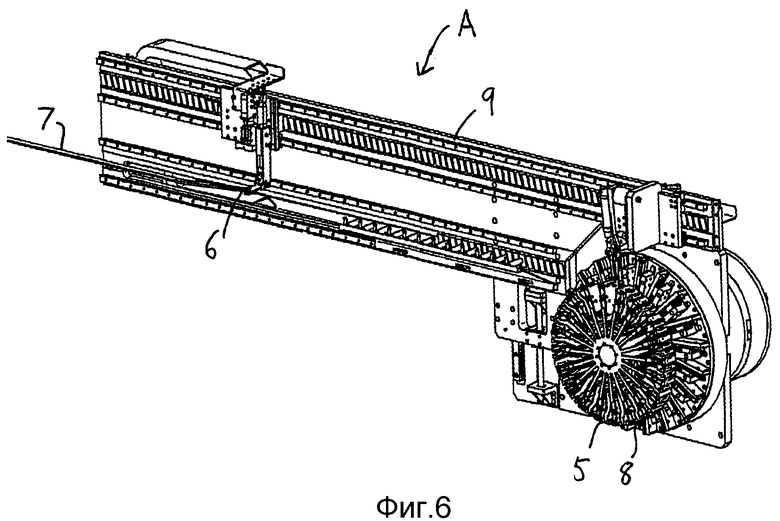
на Фиг.6 показана верхняя станция устройства, показанного на Фиг.1, в первом положении;
Фиг.7 - местный вид, на котором показано захватное устройство, зажимающее конец верхнего наполнителя на формообразующем элементе верхней станции, показанной на Фиг.6;
на Фиг.8 показано режущее средство верхней станции;
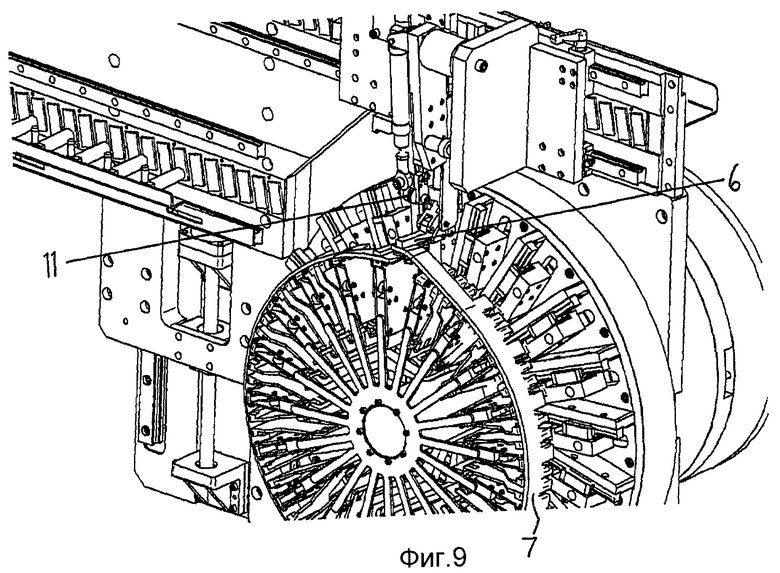
на Фиг.9 показано соединение концов верхнего наполнителя;
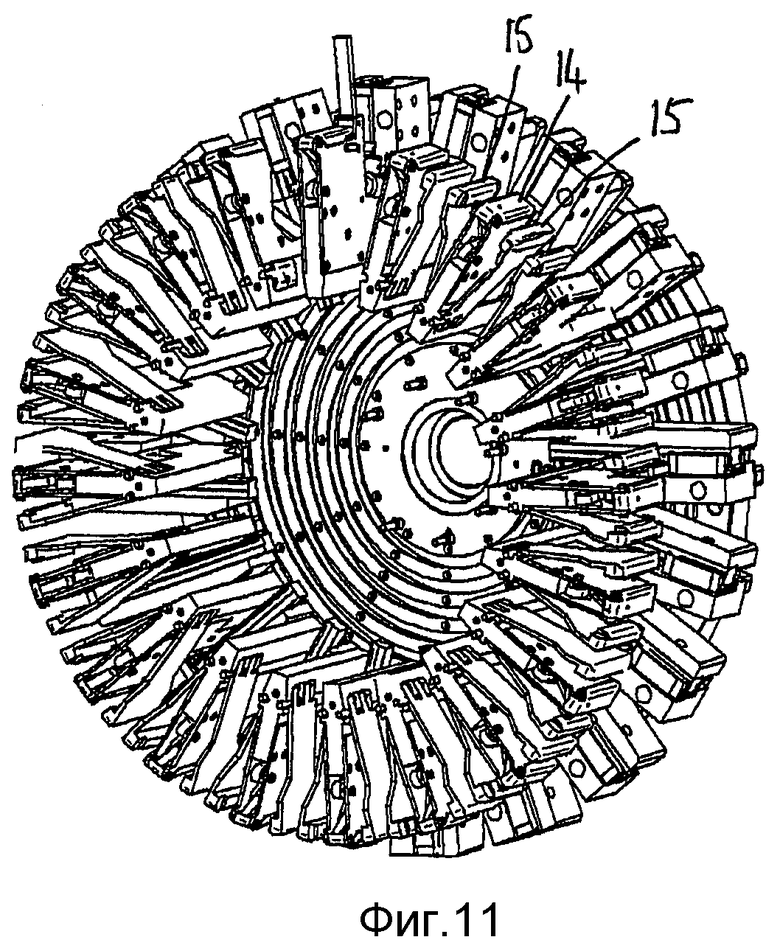
на Фиг.10 и 11 показан формообразующий элемент, имеющий конфигурацию, предназначенную для формирования комплектов бортов шин для малых и больших шин соответственно;
на Фиг.12 показано одно из подбрасывающих средств в неподнятом положении;
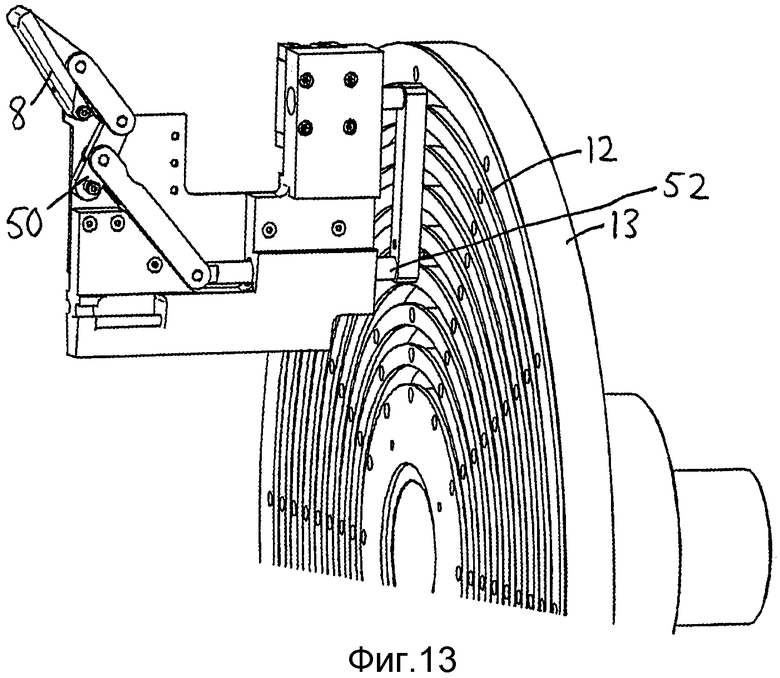
на Фиг.13 показано подбрасывающее средство, показанное на Фиг.12, в поднятом положении;
на Фиг.14 показана верхняя станция с переброшенным верхним наполнителем;
Фиг.15 и 16 - виды опоры прижимной станции устройства, на которых показано прижимное средство в радиально наружном и внутреннем положениях соответственно;
Фиг.17 и 18 - схематичные виды в разрезе, в увеличенных масштабах, на которых показан один вариант осуществления прижимного средства в радиально наружном и внутреннем положениях соответственно;
Фиг.19 и 20 - схематичные виды в разрезе, в увеличенном масштабе, на которых показан еще один вариант осуществления прижимного средства в радиально наружном и внутреннем положениях соответственно;
Фиг.21-23 - различные виды альтернативного прижимного средства.
На чертежах показано устройство для формирования комплекта борта шины из бортового проволочного сердечника, или кольца, 16, окруженного эластомерным наполнителем 13 (см. Фиг.13 и 14).
Как показано на Фиг.1, устройство содержит периодически перемещаемый держатель 1, такой как карусель, вращаемый вокруг горизонтальной оси, на котором смонтировано несколько барабанов 3, например четыре. Периодически перемещаемый держатель 1 подвижен (т.е. имеет возможность поворота, в случае с каруселью), перемещая каждый барабан от одной станции к другой. В случае с каруселью, на которой смонтированы разнесенные на равные расстояния барабаны 3, обычно, но не обязательно, имеется такое же количество станций. Таким образом, если карусель имеет четыре барабана 3 (как показано на Фиг.1), то обычно имеются четыре станции, а именно - станция B для позиционирования бортового кольца, верхняя станция А, прижимная станция Р и разгрузочная станция Т. Две из этих станций могут быть объединены в одну станцию, или могут быть обеспечены дополнительные технологические станции.
Удобный способ загрузки бортового проволочного кольца 16 на цилиндрический ободовый участок 3b барабана 3, когда последний находится на станции В для позиционирования бортового кольца, проиллюстрирован на Фиг.2-5. На Фиг.2 показано бортовое проволочное кольцо 16, установленное на формообразующем элементе 30 для борта на станции В для позиционирования. Кольцо может быть образовано на станции В известным способом, путем наматывания «однопроволочного» или «безуточного» материала сердечника борта шины на формообразующий элемент 30. В качестве альтернативы кольцо 16 может быть предварительно отформовано, а затем размещено на элементе 30, который в этом случае не функционирует как формообразующий элемент, например, посредством руки робота. Формообразующий элемент 30 для борта радиально подвижен между внутренним и наружным положениями, и на Фиг.2 он показан в своем радиально расширенном положении. Толкательный механизм 31 также размещен на станции для позиционирования и аксиально подвижен между аксиально внутренним в осевом направлении положением (Фиг.3) и аксиально наружным положением (Фиг.2).
Толкательный механизм 31 имеет держатель 32. Чтобы загрузить бортовое проволочное кольцо 16 на барабан 3, толкательный механизм перемещается по оси из его наружного положения, и формообразующий элемент 30 для борта радиально сжимается в свое внутреннее положение, чтобы обеспечить возможность держателю 32 принять бортовую проволоку 16, до этого опиравшуюся на формообразующий элемент 30 (см. Фиг.2). Если барабан еще не находится в радиально сжатом состоянии, его радиально сжимают, чтобы обеспечить толкательному механизму 32 возможность переместиться в свое внутреннее положение (см. Фиг.4), так, чтобы бортовое проволочное кольцо 16, установленное на держателе 32, переместилось на барабан 3. Затем толкательный механизм перемещается назад, в его аксиально внутреннее положение, а барабан 3 радиально расширяется так, что бортовое проволочное кольцо 16 опирается на опорный элемент 3а, как показано на Фиг.5.
В качестве альтернативы толкательному механизму, показанному на Фиг.2-5, барабан 3 может перемещаться в осевом направлении к формообразующему элементу для борта. Как формообразующий элемент, так и барабан сжимаются в радиальном направлении, причем барабан радиально расширяется, чтобы принять бортовое проволочное кольцо 16, а затем отодвигается от формообразующего элемента.
В любом варианте осуществления передача бортового проволочного кольца 16 от формообразующего элемента на барабан 3 обеспечивается без зазора между ними, через который бортовое проволочное кольцо могло бы, в противном случае, проскользнуть.
Затем с помощью периодически перемещаемого держателя 1 барабан 3 перемещается в направлении D (Фиг.1), перемещая бортовое проволочное кольцо 16 на верхнюю станцию А, а затем - в осевом направлении, к цилиндрическому формообразующему элементу 5 верхней станции.
На Фиг.6-14 показана верхняя станция А, или части устройства, расположенные на верхней станции А.
Как показано на Фиг.6, цилиндрический формообразующий элемент 5 образован множеством жестких, разнесенных по окружности пальцев 8, и, кроме того, верхняя станция содержит прямолинейную дорожку 9 подачи. Захват 6 смонтирован на дорожке 9 подачи и захватывает отрезанный конец только что вытянутого эластомерного верхнего наполнителя 7. Затем захват 6 перемещается, например посредством линейного двигателя, в положение, показанное на Фиг.7. Зажим 48 формообразующего элемента, образованный как часть одного из пальцев 8, зажимает ведущий конец верхнего наполнителя на цилиндрическом формообразующем элементе 5. Затем захват разжимается и возвращается в положение, показанное на Фиг.6. Захват также показан в этом положении на Фиг.8. Захват снова зажимает верхний наполнитель 7, и режущее средство 10, содержащее нож, отрезает верхний наполнитель под углом 45° к направлению подачи, в месте, отстоящем от его ведущего конца на расстояние, по существу, равное окружности цилиндрического формообразующего элемента 5. Цилиндрический формообразующий элемент 5 поворачивается на один оборот так, чтобы намотать на него верхний наполнитель 7, как показано на Фиг.9. Во время такого наматывания захват 6 переносит задний конец верхнего наполнителя к цилиндрическому формообразующему элементу со скоростью, которая приводится в соответствие с окружной скоростью цилиндрического формообразующего элемента с помощью электронного управляющего устройства. Это позволяет избежать разбалтывания верхнего наполнителя 7.
В альтернативном варианте осуществления перед отрезанием верхнего наполнителя 7 последний наматывается на цилиндрический формообразующий элемент 5 посредством вращения последнего на часть оборота, например на 340°. Верхний наполнитель 7 затем отрезается вблизи цилиндрического формообразующего элемента, и удерживается его задний конец захватом, который перемещается при повороте формообразующего элемента на остаток оборота.
В еще одном дополнительном варианте осуществления имеются два захвата, оба подвижны вдоль прямолинейной дорожки 9 подачи. Захват, ближайший к цилиндрическому формообразующему элементу, захватывает задний конец отрезка верхнего наполнителя, наматываемый на цилиндрический формообразующий элемент 5, как упомянуто выше. Другой захват захватывает ведущий конец следующего отрезка верхнего наполнителя и придвигается близко к захвату, захватившему задний конец. Таким образом, ведущий конец следующего отрезка оказывается в состоянии готовности вблизи цилиндрического формообразующего элемента, как только с того снимается первый отрезок, при этом производительность повышается.
Концы отрезка верхнего наполнителя 7, оба из которых отрезаны под углом 45°, теперь расположены встык друг с другом, причем задний конец лежит на ведущем конце. Колесное средство 11 прижимает задний конец, и два все еще липких конца, таким образом, склеиваются вместе, без потребности в дополнительном клеящем веществе.
На Фиг.10 показан цилиндрический формообразующий элемент 5, имеющий конфигурацию для формирования комплекта борта шины относительно малого диаметра, например 38 см. Пальцы 8 смонтированы для радиального перемещения, и их положения регулируются средством регулировки, содержащим выступы, размещенные в распределительном пазу, например в спиральном пазу 12 в планке 13. Когда происходит относительное вращение пальцев и планки 13, кулачковые следящие выступы перемещаются по спиральному пазу 12, заставляя пальцы 8 перемещаться радиально внутрь или наружу, в зависимости от направления вращения.
На Фиг.11 показаны пальцы 8, перемещаемые радиально наружу, чтобы сформировать комплект борта шины большего диаметра, например 61 см. Каждый палец 8 содержит центральный удлиненный элемент 14 и наружные губки 15. При перемещении пальца радиально наружу губки 15 раздвигаются, помогая поддерживать круглую форму цилиндрического формообразующего элемента 5 и избегать больших зазоров между пальцами 8.
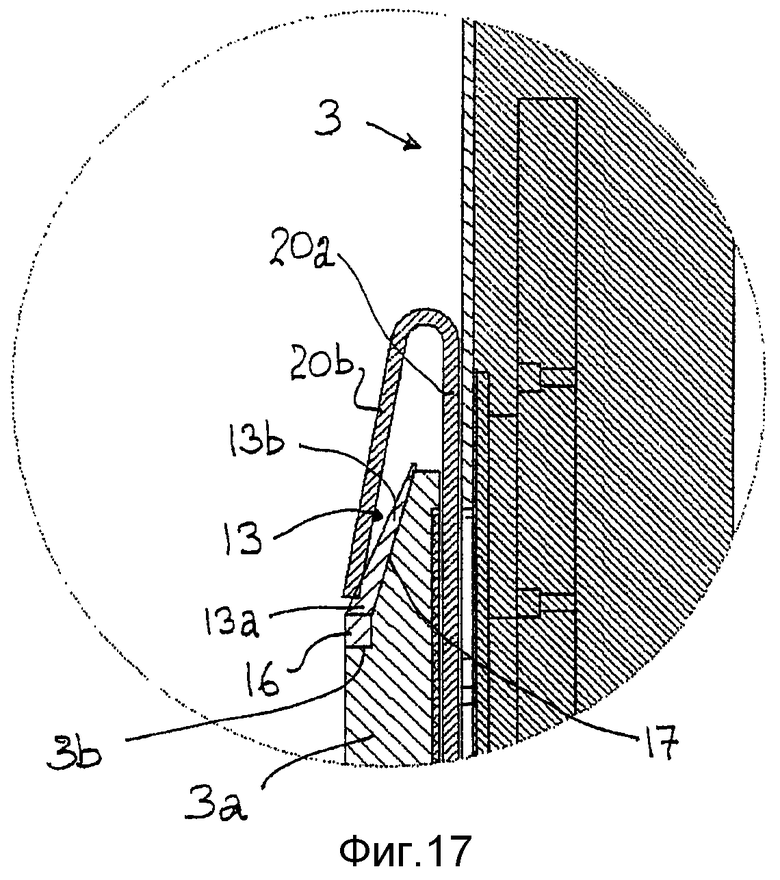
На Фиг.12 показан один из пальцев 8, соединенный посредством рычажного механизма 50 с выключателем 52, имеющим выступы, проходящие через спиральный паз 12. Из положения, показанного на Фиг.12, планка 13 перемещается в осевом направлении к пальцу 8, который толкает выключатель влево, как показано на чертеже. Это приводит в действие рычажный механизм 50, который перемещает палец 8 в положение, показанное на Фиг.13. Материал верхнего наполнителя 7 перебрасывается пальцами 8 в положение, показанное на Фиг.14, 17 и 18, в котором кольцевой базовый участок 13а радиально окружает бортовое кольцо 16, установленное на опорном элементе 3а, а сужающийся участок 13b проходит, подобно воротнику, радиально наружу от кольцевого базового участка 13а и прижимается к наклонной кольцевой опорной поверхности 17 (см. Фиг.17 и 18) опорного элемента 3а.
Затем барабан 3 перемещается обратно, от цилиндрического формообразующего элемента 5, который теперь готов к приему эластомерного материала наполнителя, чтобы создать следующее кольцо материала наполнителя на цилиндрическом формообразующем элементе 5.
Затем приводится в действие периодически перемещаемый держатель 1, чтобы переместить барабан 3 в пресс Р.
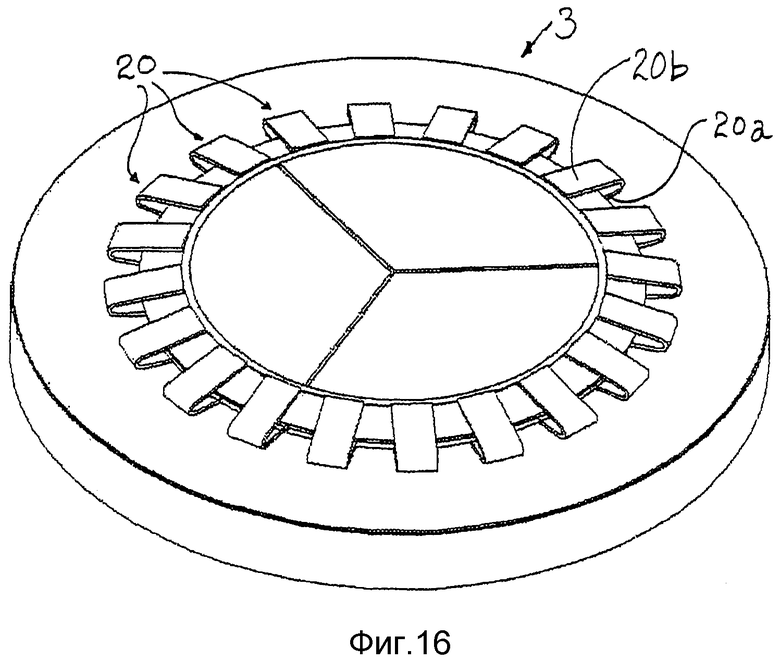
Разнесенные по окружности прижимные элементы 20 (см. Фиг.15 и 16), смонтированные для радиального перемещения, перемещаются из радиально наружного положения (Фиг.15 и 18) в радиально внутреннее положение (Фиг.16 и 17). Каждый прижимной элемент 20 имеет пару прижимных поверхностей 20а и 20b, расположенных под углом друг относительно друга. При перемещении прижимных элементов в их внутренние положения поверхности 20а скользят по задней поверхности опорного элемента 3а, а прижимные поверхности 20b сцепляются с суженной поверхностью кольцевого сужающегося участка 13b и полностью прижимают все кольцо 13 из эластомерного материала радиально внутрь, к кольцевому сердечнику 16 борта, установленному на опорном элементе 3а. Как видно на Фиг.17, поверхность 20b прижимает кольцевой базовый участок к кольцевому сердечнику 16 борта в самом радиально внутреннем положении каждого прижимного элемента. Все еще липкий эластомерный материал наполнителя, таким образом, прижимается радиально внутрь, к проволочному сердечнику борта, пока он не прилипнет к последнему. Во время этого перемещения прижимных элементов 20 радиально внутрь прижимные поверхности 20b растягивают материал наполнителя по его периферии, чтобы ослабить напряжение в материале наполнителя. Прижимные элементы 20 затем перемещаются радиально наружу, в их наружные положения (см. Фиг.18). В модифицированной конструкции, показанной на Фиг.19 и 20, прижимные элементы 20' снабжены роликовым средством, например одним или более роликами 25, упруго смонтированными пружинным средством 26 на свободном конце каждого прижимного элемента, чтобы прижимать на кольцевой сужающийся участок 13b во время перемещения прижимных элементов радиально внутрь.
На Фиг.21-23 показано альтернативное прижимное средство, в котором эластомерный кольцевой сужающийся участок 13b прижимается к бортовому кольцу 16 вращающимся прижимным механизмом 40, который можно вращать в направлении, показанном стрелкой 42, и который содержит рычаг 41 и прижимное колесо 43, которое при вращении прижимает сужающийся участок 13b к бортовому кольцу 16 посредством приложения усилия F1.
Держатель 1 затем периодически перемещают, таким образом, что барабан 3 перемещается на разгрузочную станцию Т, где комплект борта шины из проволочного сердечника борта и материала эластомерного наполнителя снимается с опорного элемента 3а. Если барабан 3 подвижен в осевом направлении, то снятие комплекта борта шины может быть, по существу, процессом, обратным загрузке кольцевого сердечника 16 борта на станцию В для позиционирования бортового кольца.
Для максимальной производительности периодически перемещаемый держатель 1 (например, карусель 1) может быть снабжен количеством барабанов 3, равным количеству «станций», так что при каждом периодическом перемещении держателя каждое опорное средство перемещается от одной станции к другой. В качестве альтернативы, однако, в держателе может быть обеспечено единственное опорное средство для последовательного перемещения от одной станции к следующей.
Хотя выше было описано устройство из четырех станций, следует принять во внимание, что может быть обеспечено устройство 1 с другим количеством станций. Например, в устройстве из трех станций прижимной механизм 40 может быть встроен в верхнюю станцию А. В устройстве с двумя или тремя станциями периодически перемещаемый держатель может перемещаться на первой станции, в которой бортовое проволочное кольцо позиционируется на опорном элементе 3а и в которой затем снимается готовый комплект борта шины.
Возможно, чтобы барабан 3 не был смонтирован на периодически перемещаемом держателе. В этом случае опорное средство 3 будет оставаться в формообразующей установке во время позиционирования проволочного сердечника борта на опорном элементе 3а, а затем по мере готовности комплект борта шины снимается с опорного элемента 3а.
Все формы глагола «содержать», используемые в данном описании, имеют значение «состоять из» или «включать в себя».
















Изобретение относится к способу и устройству для формирования комплекта борта шины из бортового кольца и окружающего материала эластомерного наполнителя. Настоящее изобретение обеспечивает создание нового способа и устройства для формирования комплекта борта шины. Новый способ формирования комплекта борта шины содержит этап обеспечения отрезка верхнего наполнителя из эластомерного материала. Причем верхний наполнитель имеет кольцевой базовый участок для расположения так, что он прилегает в осевом направлении к кольцевому сердечнику борта на опоре, и кольцевой сужающийся участок для аксиального прохождения от базового участка и кольцевого сердечника борта. Затем захватывают ведущий конец отрезка верхнего наполнителя так, чтобы удержать этот конец на цилиндрическом формообразующем элементе. Потом захватывают задний конец отрезка верхнего наполнителя с использованием средства захвата. Вращают цилиндрический формообразующий элемент так, что отрезок верхнего наполнителя наматывают на него за один оборот, при этом средство захвата и захваченный задний конец перемещают к цилиндрическому формообразующему элементу. Затем соединяют ведущий и задний концы вместе и перебрасывают верхний наполнитель так, что базовый участок радиально окружает кольцевой сердечник борта и прилипает к последнему, а сужающийся участок проходит, в основном, радиально наружу. 4 н. и 17 з.п. ф-лы, 23 ил.
1. Способ формирования комплекта борта шины, содержащий следующие этапы: обеспечение отрезка верхнего наполнителя из эластомерного материала, причем верхний наполнитель имеет кольцевой базовый участок для расположения так, что он прилегает в осевом направлении к кольцевому сердечнику борта на опоре, и кольцевой сужающийся участок для аксиального прохождения от базового участка и кольцевого сердечника борта, захватывание ведущего конца отрезка верхнего наполнителя так, чтобы удержать этот конец на цилиндрическом формообразующем элементе, захватывание заднего конца отрезка верхнего наполнителя с использованием средства захвата, вращение цилиндрического формообразующего элемента так, что отрезок верхнего наполнителя наматывают на него за один оборот, в то время как средство захвата и указанный захваченный задний конец перемещают к цилиндрическому формообразующему элементу, соединение ведущего и заднего концов вместе и перебрасывание верхнего наполнителя так, что базовый участок радиально окружает кольцевой сердечник борта и прилипает к последнему, а сужающийся участок проходит, в основном, радиально наружу.
2. Способ по п.1, в котором верхний наполнитель подают в виде полосы в цилиндрический формообразующий элемент и отрезают до желаемой длины перед цилиндрическим формообразующим элементом.
3. Способ по п.2, содержащий отрезание длины верхнего наполнителя под углом, отличным от 90°, к его продольному направлению.
4. Способ по п.3, в котором угол составляет приблизительно 45°.
5. Способ по любому из предшествующих пунктов, в котором концы отрезка верхнего наполнителя соединяют посредством их прижатия.
6. Способ по п.1, содержащий захватывание ведущего конца отрезка верхнего наполнителя посредством средства захвата, и доставку захваченного таким образом ведущего конца к цилиндрическому формообразующему элементу.
7. Способ по п.6, в котором дополнительное средство захвата захватывает ведущий конец следующего отрезка верхнего наполнителя и перемещает к цилиндрическому формообразующему элементу вместе со средством захвата заднего конца.
8. Способ по п.1, в котором материал верхнего наполнителя перебрасывают с использованием жесткого подбрасывающего средства.
9. Способ по п.8, в котором переброшенный верхний наполнитель прижимают радиально внутрь к кольцевому сердечнику борта прижимным средством, пока кольцевой базовый участок не прилипнет к кольцевому сердечнику борта.
10. Способ формирования комплекта борта шины, содержащий следующие этапы: обеспечение отрезка верхнего наполнителя из эластомерного материала кольцевой конфигурации на барабане, причем верхний наполнитель имеет кольцевой базовый участок, расположенный так, что он прилегает к кольцевому сердечнику борта на опоре, и кольцевой сужающийся участок для аксиального прохождения от базового участка и кольцевого сердечника борта так, что обрезанные концы выравниваются и упираются друг в друга, и перебрасывание верхнего наполнителя посредством множества разнесенных по окружности жестких подбрасывающих средств, так, что базовый участок радиально окружает кольцевой сердечник борта и прилипает к последнему, а сужающийся участок проходит, в общем, радиально наружу, причем жесткие подбрасывающие средства приводят в действие, чтобы перебросить верхний наполнитель, посредством выключателя, причем положения жестких подбрасывающих средств регулируют в радиальном направлении для размещения бортов шин различных размеров.
11. Способ по п.10, в котором выключатель перемещают с помощью подвижной в осевом направлении планки, содержащей распределительное средство для радиального регулирования положений жестких подбрасывающих средств.
12. Способ формирования комплекта борта шины, содержащий следующие этапы: наматывание кольцевого сердечника борта на формообразующий элемент, расположенный соосно с барабаном в установке для наматывания сердечника борта; передачу кольцевого сердечника борта на барабан, перемещение барабана из станции установки для наматывания бортовой проволоки, по меньшей мере, в одну дополнительную станцию, и приклеивание отрезка верхнего наполнителя из эластомерного материала к кольцевому сердечнику борта так, что его базовый участок окружает кольцевой сердечник борта и прилипает к последнему, а его сужающийся участок проходит, в основном, радиально наружу.
13. Способ по п.12, в котором кольцевой сердечник борта наматывают как однопроволочный борт.
14. Способ по п.12, в котором кольцевой сердечник борта наматывают как безуточный борт.
15. Способ по любому из пп.12, 13 или 14, в котором этап передачи кольцевого сердечника борта на барабан обеспечивают без зазора между формообразующим элементом и барабаном.
16. Устройство для формирования комплекта борта шины, содержащее цилиндрический формообразующий элемент для обеспечения опоры отрезка верхнего наполнителя из эластомерного материала, барабан, расположенный вблизи формообразующего элемента для обеспечения опоры кольцевого сердечника борта, жесткое подбрасывающее средство для перебрасывания верхнего наполнителя, намотанного на цилиндрический формообразующий элемент за один оборот так, что его базовый участок радиально окружает кольцевой сердечник борта и прилипает к последнему, а его сужающийся участок проходит, в основном, радиально наружу, причем жесткое подбрасывающее средство приводится в действие для перебрасывания верхнего наполнителя, посредством выключателя, и регулировочное средство для перемещения указанного подбрасывающего средства радиально внутрь и наружу для размещения бортов шин различных размеров.
17. Устройство по п.16, в котором регулировочное средство содержит поворотную планку, имеющую распределительное средство, и кулачковые следящие элементы на подбрасывающих средствах, поворачивающие планку относительно подбрасывающих средств для совместного перемещения последних радиально внутрь или наружу.
18. Устройство по п.17, в котором распределительное средство содержит спиральный паз, а кулачковые следящие элементы содержат выступы, размещаемые в спиральном пазу.
19. Устройство по п.17 или 18, в котором планка также аксиально подвижна для приведения в действие выключателя.
20. Устройство по п.16, в котором подбрасывающее средство содержит разнесенные под углом пальцы.
21. Устройство по п.20, в котором пальцы размещены так, чтобы раздвигаться по периферии наружу при перемещении радиально наружу.
| ЕР 0590906 А1, 06.04.1994 | |||
| Устройство для получения образцов кристаллизующихся металлов и сплавов | 1975 |
|
SU532778A1 |
| WO 9213691 A1, 20.08.1992 | |||
| Устройство для изготовления бортовых крыльев покрышек пневматических шин | 1985 |
|
SU1250473A1 |
| Станок для изготовления бортовых колец | 1986 |
|
SU1353663A1 |

