Изобретение относится к области автостроения и станкостроения и может применяться для изготовления штифтовых соединений на станках, технике и т.д.
Задачей изобретения является создание сверлильной приставки, которая за один рабочий цикл высверливает по окружности соприкосновения вала и шестерни заданное количество отверстий, для использования нового способа изготовления штифтового соединения. Поставленная задача достигается тем, что:
1. Сверлильная приставка для изготовления штифтового соединения вала и шестерни, имеющая станину с четырьмя направляющими стойками по углам, на которых установлены корпус редуктора и пружины для возврата корпуса редуктора в исходное положение, при этом корпус редуктора выполнен с четырьмя направляющими отверстиями и состоит из верхней и нижней частей, в нижней части с внутренней стороны выполнен картер в виде круглого углубления для установки ведущей и ведомых шестерен с валами, по центру картера выполнено углубление в виде гнезда для установки конического подшипника ведущей шестерни с валом, а по окружности соприкосновения вала и шестерни в заданном количестве высверлены сквозные отверстия и выполнены посадочные гнезда для конических подшипников ведомых шестерен с валами, при этом на нижних концах ведомых валов размещены приспособления, предназначенные для установки сверл, в сквозные отверстия корпуса установлены манжеты, в верхней части с внутренней стороны выполнены посадочные гнезда для конических подшипников ведомых валов и по центру - гнездо для конического подшипника ведущего вала и сквозное отверстие с манжетой для выхода ведущего вала к приводу.
Установка согласно чертежам:
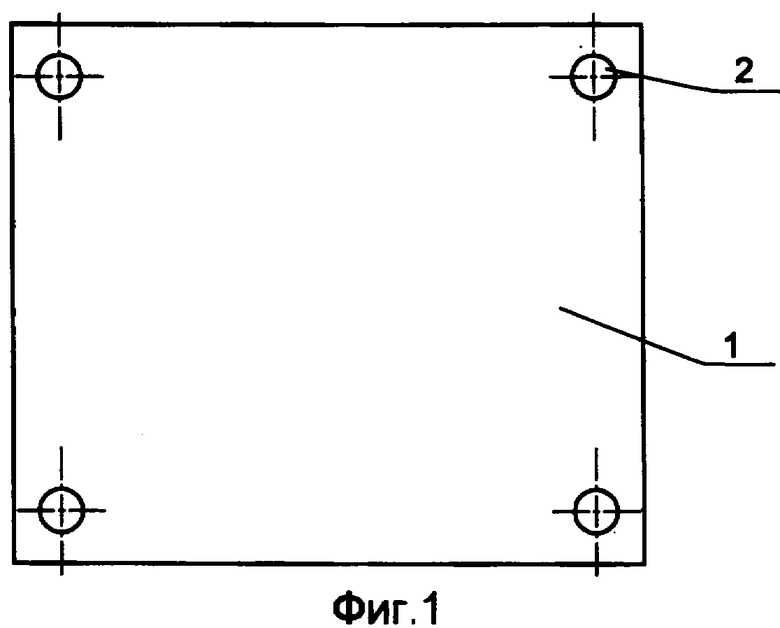
На Фиг.1. Станина.
1. Стол станины.
2. Направляющие стойки.
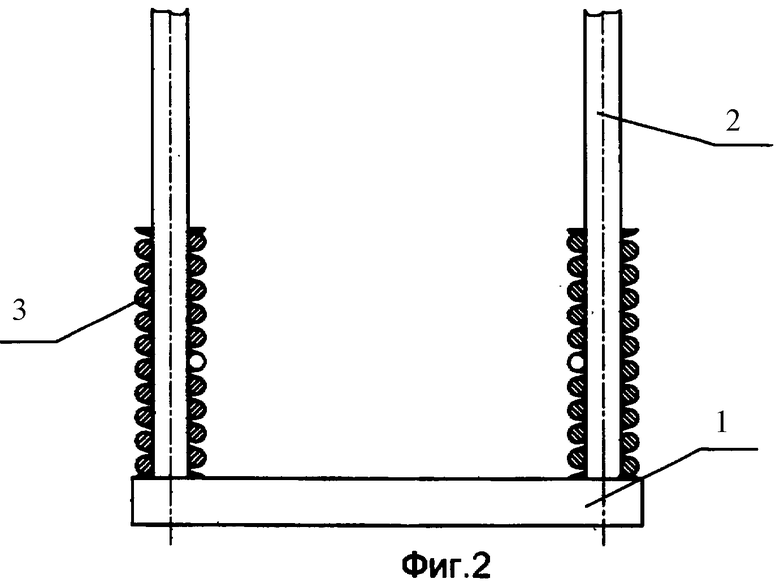
Фиг.2. Станина.
1. Стол станины.
2. Направляющие стойки.
3. Пружина возврата.
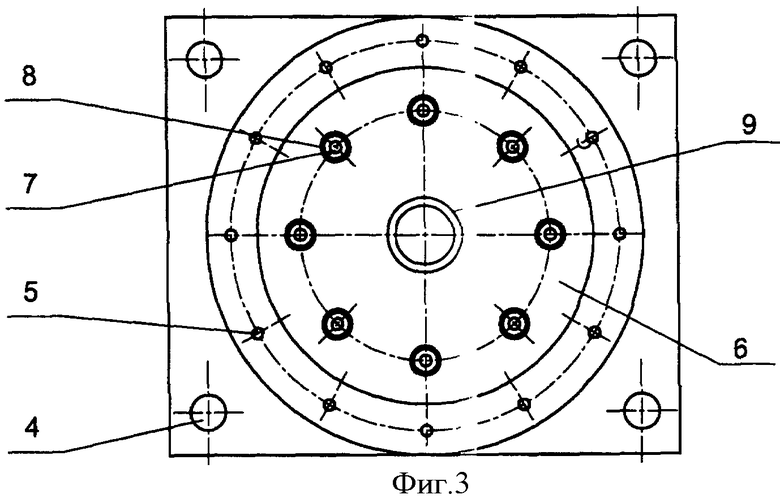
Фиг.3. Нижний корпус редуктора.
4. Направляющие отверстия.
5. Отверстия для крепления.
6. Круглое углубление (картер) редуктора.
7. Сквозные отверстия ведомых валов.
8. Гнезда подшипников ведомых валов.
9. Гнездо подшипника ведущего вала.
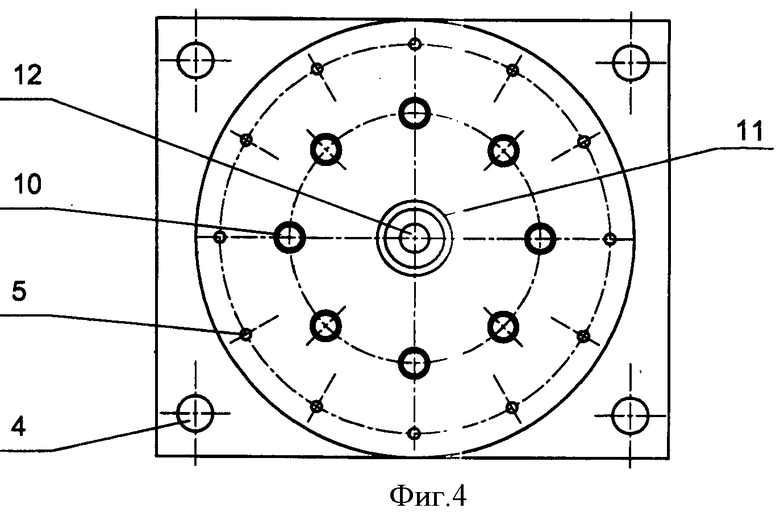
Фиг.4. Верхний корпус редуктора.
4. Направляющие отверстия.
5. Отверстия для крепления.
10. Гнезда подшипников ведомых валов.
11. Гнездо подшипника ведущего вала.
12. Сквозные отверстия ведущего вала.
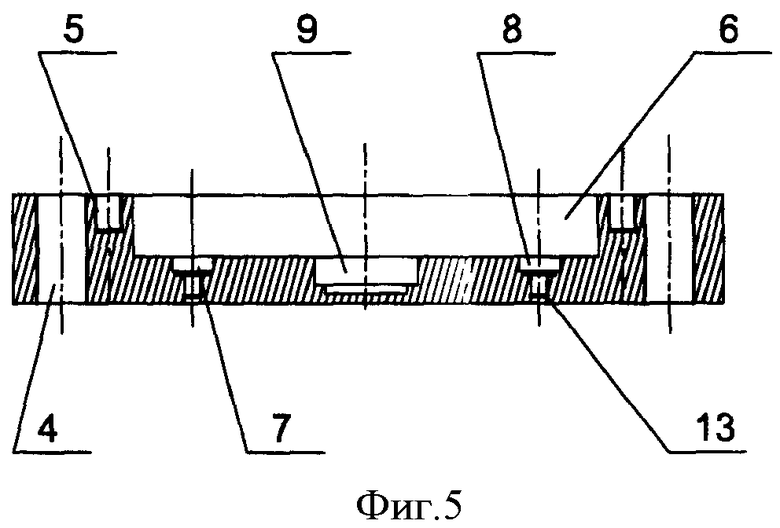
Фиг.5. Разрез нижнего корпуса.
4. Направляющие отверстия.
5. Отверстия для крепления.
6. Углубление (картер) редуктора.
7. Сквозные отверстия ведомых валов.
8. Гнезда подшипников ведомых валов.
9. Гнездо подшипника ведущего вала.
13. Манжета.
Фиг.6. Разрез верхнего корпуса.
4. Направляющие отверстия.
5. Отверстия для крепления.
10. Гнезда подшипников ведомых валов.
11. Гнездо подшипника ведущего вала.
12. Сквозное отверстие ведущего вала.
14. Манжета.
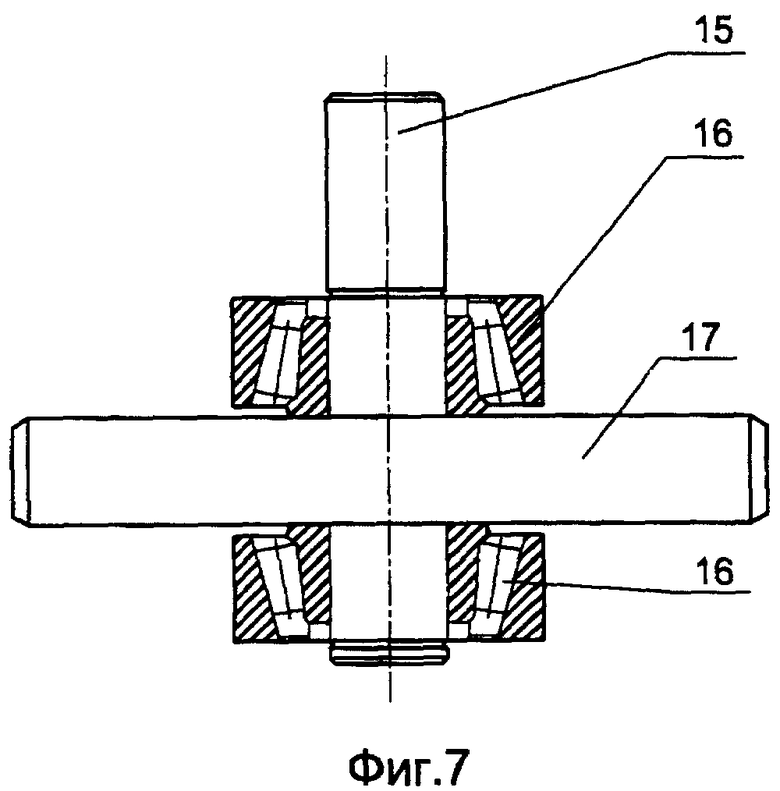
Фиг.7. Ведущий вал в сборе.
15. Вал ведущий.
16. Конусные подшипники.
17. Шестерня ведущая.
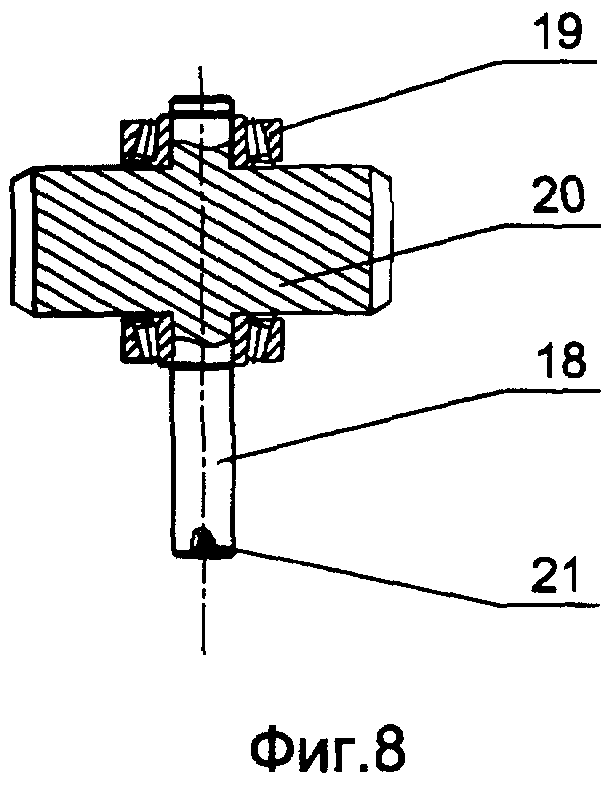
Фиг.8. Ведомый вал в сборе.
18. Вал ведомый.
19. Конусные подшипники.
20. Ведомая шестерня.
21. Конус для установки сверла.
На рабочий стол сверлильного станка, который является приводом для приставки, устанавливают станину (ФИГ-1), на направляющие стойки - 2 устанавливают пружины возврата - 3, затем производят сборку редуктора в нижний корпус (ФИГ-5), в гнездо подшипника ведущего вала - 9 устанавливают ведущий вал в сборе (ФИГ-7), затем в сквозные отверстия - 7 и гнезда подшипников ведомых валов - 8 устанавливают ведомые валы в сборе (ФИГ-8) и закрывают верхним корпусом (ФИГ-6), между корпусами устанавливают регулировочные прокладки и через крепежные отверстия - 5 стягивают болтами. Затем направляющие отверстия корпуса редуктора - 4 устанавливают на направляющие стойки - 2, соединяют ведущий вал - 15 с ведущим валом станка привода, соединения осуществляют при помощи эластичной муфты или жестким образом, используя штатные возможности сверлильного станка (вращение и перемещение вала вверх - вниз) получаем возможность за один рабочий цикл высверлить заданное количество отверстий по окружности соприкосновения вала и шестерни для выполнения однородных операций, рентабельно установить на столе станины - 1 устройство для крепления заготовок в точно установленном месте. Точность установки конусных подшипников (люфт валов) регулируется при помощи прокладок, устанавливаемых между корпусами и регулировочными шайбами на валах под подшипниками.
2. Способ изготовления штифтового соединения вала и шестерни с использованием сверлильной приставки по п.1, при котором на заготовку вала надевают одну или несколько заготовок шестерни, а по окружности их соприкосновения высверливают заданное количество отверстий, затем вставляют в высверленные отверстия круглые штифты, выполненные аналогичного размера по диаметру с учетом свободного захода, и закрепляют штифты на валу или шестерне при помощи сварки или кольцевых стопоров или используют штифтовое соединение с незакрепленными плавающими штифтами.
На чертеже способа изготовления:
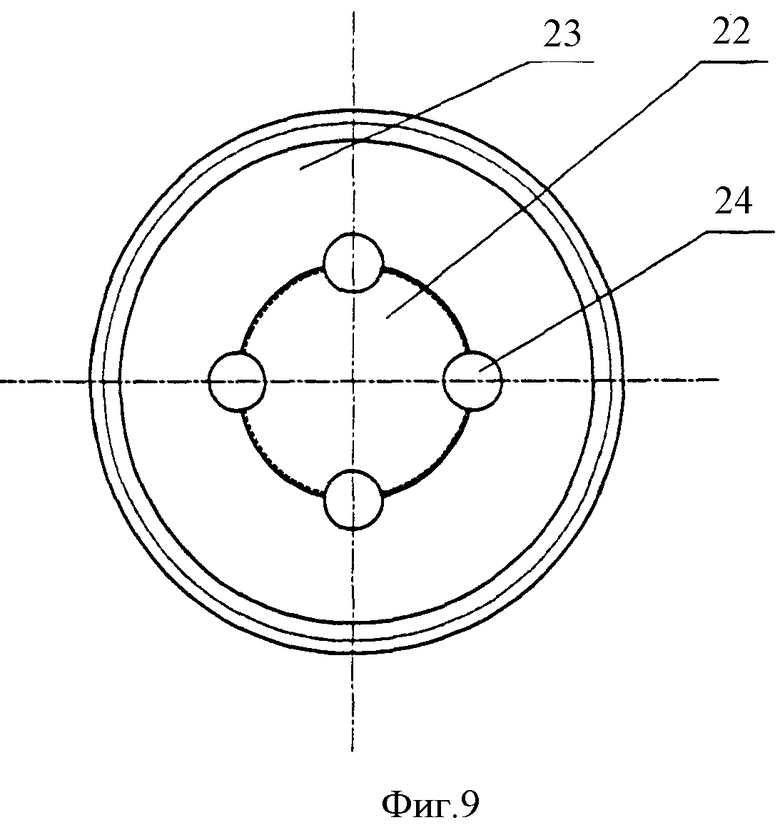
Фиг 9. Заготовка вала и шестерни.
22. Вал.
23. Шестерня.
24. Высверленные отверстия.
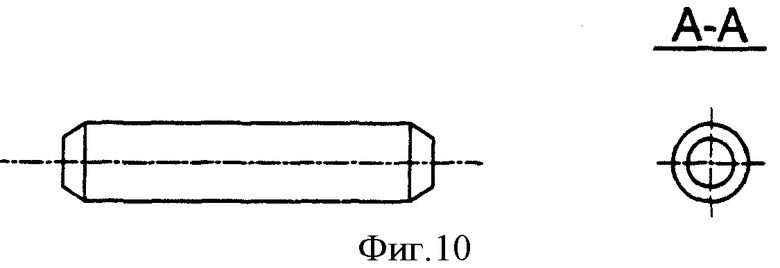
Фиг.10. Штифт плавающий и для крепления сваркой, АА - вид сверху.
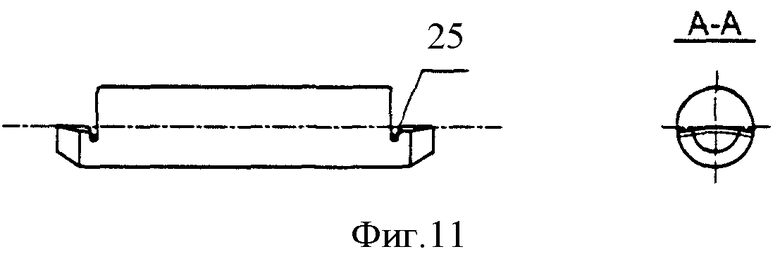
Фиг.11. Штифт для крепления кольцевым стопором, АА - вид сверху.
2.5 Канавка под кольцевой стопор.
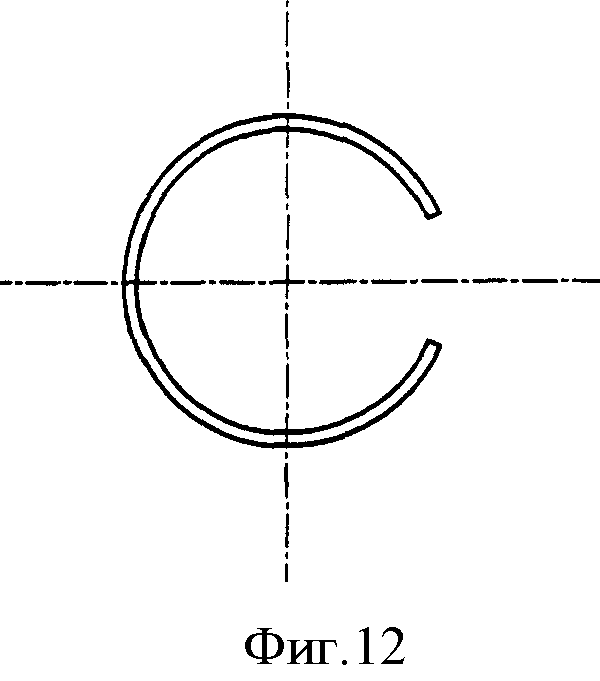
Фиг.12. Кольцевой стопор.
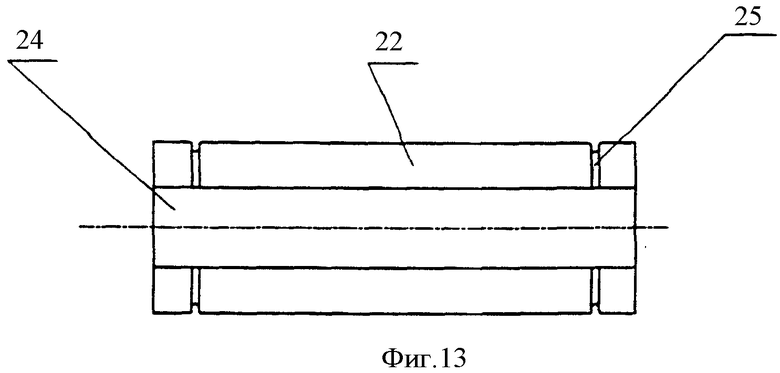
Фиг 13. Вал под кольцевой стопор.
22. Вал.
24. Высверленные отверстия.
25. Канавка под кольцевой стопор.
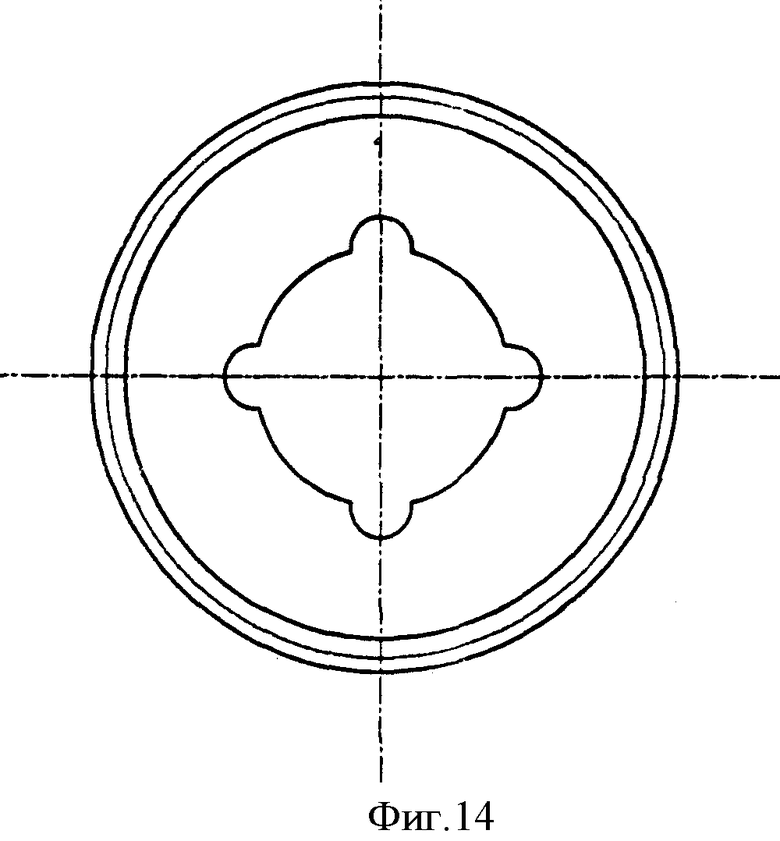
Фиг 14. Шестерня с высверленными отверстиями под штифты.
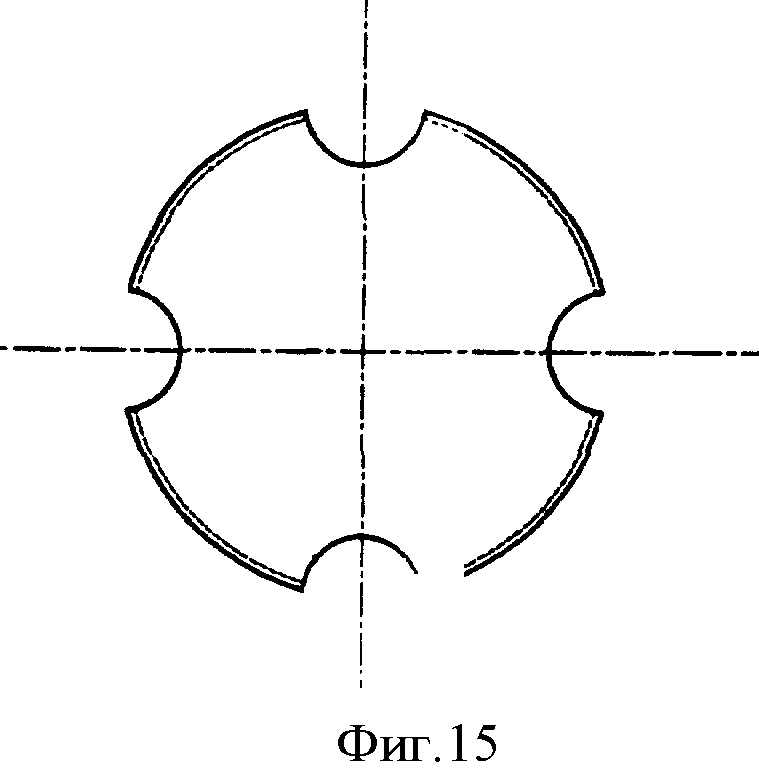
Фиг.15. Вал с высверленными отверстиями под штифты.
Согласно чертежам изготовление штифтового соединения производят следующим образом. Берут заготовку вала (ФИГ-9). На вал - 22 надевают заготовку внутренней шестерней 23 и по окружности соприкосновения деталей высверливают заданное количество отверстий - 24, затем изготавливают аналогичного размера - диаметра (с учетом свободного захода) штифты (ФИГ-10 или 11) (с учетом назначения), затем устанавливают штифты в высверленные отверстия штифтовое соединение готово к применению. Штифты (ФИГ-10) закрепляют к одной из деталей (ФИГ-14 или 15) при помощи сварки.
Применяют вал (ФИГ-13), на котором делают канавку - 25 под кольцевой стопор и устанавливают в высверленные отверстия - 24 штифты (ФИГ-11), на которых делают на концах срез и канавку - 25 под кольцевой стопор (ФИГ-12). Для точной центровки и балансировки все детали штифтовой конструкции (вал с шестернями) должны иметь единую метку совместимости. Предлагаемый способ может применяться в автостроении, станкостроении и т.д.
Предлагаемые приставка и способ изготовления штифтовых соединений удобны, просты и экономически выгодны, немаловажен факт увеличения рабочей поверхности в 1,5 раза, а также простота ремонтно-восстановительных работ путем калибровки и установки увеличенного ремонтного штифта.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОСТ С КОЛЕСНЫМ РЕДУКТОРОМ | 2007 |
|
RU2389614C2 |
| ЛЕТАТЕЛЬНЫЙ АППАРАТ | 2008 |
|
RU2419576C2 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| ПРОМЕЖУТОЧНЫЙ РЕДУКТОР ХВОСТОВОЙ ТРАНСМИССИИ ВЕРТОЛЕТА | 2012 |
|
RU2523360C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Сверлильная головка | 1984 |
|
SU1197790A1 |
| МОТОРНОЕ СУДНО В.С.ГРИГОРЧУКА | 1997 |
|
RU2112695C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2146010C1 |
| ДВУХСКОРОСТНАЯ ГЛАВНАЯ ПЕРЕДАЧА | 2010 |
|
RU2432267C1 |
| Проходной ведущий мост транспортного средства | 1980 |
|
SU935326A1 |

Приставка предназначена для изготовления штифтового соединения вала и шестерни и имеет станину с четырьмя направляющими стойками по углам, на которых установлен корпус редуктора и пружины для возврата корпуса редуктора в исходное положение. При этом корпус редуктора выполнен с четырьмя направляющими отверстиями и состоит из верхней и нижней частей. В нижней части по окружности соприкосновения вала и шестерни в заданном количестве высверлены сквозные отверстия и выполнены посадочные гнезда для конических подшипников ведомых шестерен с валами. При этом на нижних концах ведомых валов размещены приспособления для установки сверл. В верхней части с внутренней стороны выполнены посадочные гнезда для конических подшипников ведомых валов и по центру - гнездо для конического подшипника ведущего вала и сквозное отверстие с манжетой для выхода ведущего вала к приводу. Способ включает использование сверлильной приставки. При этом на заготовку вала надевают одну или несколько заготовок шестерни, а по окружности их соприкосновения высверливают заданное количество отверстий. Затем вставляют в высверленные отверстия круглые штифты, выполненные аналогичного размера по диаметру с учетом свободного захода, и закрепляют штифты на валу или шестерне при помощи сварки или кольцевых стопоров или используют штифтовое соединение с незакрепленными плавающими штифтами. Технический результат: повышение производительности обработки. 2 н.п. ф-лы, 15 ил.
1. Сверлильная приставка для изготовления штифтового соединения вала и шестерни, имеющая станину с четырьмя направляющими стойками по углам, на которых установлены корпус редуктора и пружины для возврата корпуса редуктора в исходное положение, при этом корпус редуктора выполнен с четырьмя направляющими отверстиями и состоит из верхней и нижней частей, в нижней части с внутренней стороны выполнен картер в виде круглого углубления для установки ведущей и ведомых шестерен с валами, по центру картера выполнено углубление в виде гнезда для установки конического подшипника ведущей шестерни с валом, а по окружности соприкосновения вала и шестерни в заданном количестве высверлены сквозные отверстия и выполнены посадочные гнезда для конических подшипников ведомых шестерен с валами, при этом на нижних концах ведомых валов размещены приспособления, предназначенные для установки сверл, в сквозные отверстия корпуса установлены манжеты, в верхней части с внутренней стороны выполнены посадочные гнезда для конических подшипников ведомых валов и по центру - гнездо для конического подшипника ведущего вала и сквозное отверстие с манжетой для выхода ведущего вала к приводу.
2. Способ изготовления штифтового соединения вала и шестерни с использованием сверлильной приставки по п.1, при котором на заготовку вала надевают одну или несколько заготовок шестерни, а по окружности их соприкосновения высверливают заданное количество отверстий, затем вставляют в высверленные отверстия круглые штифты, выполненные аналогичного размера по диаметру с учетом свободного захода, и закрепляют штифты на валу или шестерне при помощи сварки или кольцевых стопоров или используют штифтовое соединение с незакрепленными плавающими штифтами.
| ПЕРЕНОСНЫЙ ГОРИЗОНТАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК | 0 |
|
SU268853A1 |
| 0 |
|
SU361321A1 | |
| ШАРНИР ШПИНДЕЛЯ ПРОКАТНОГО СТАНА | 1994 |
|
RU2089308C1 |
| ОРЛОВ П.И | |||
| Основы конструирования | |||
| - М.: Машиностроение, 1977, т.2, с.284, 285, рис.312. | |||

