Изобретение относится к области термической и химико-термической обработки и может быть использовано в машиностроении и других областях промышленности для поверхностного упрочнения деталей машин и режущего инструмента из конструкционных сложнолегированных и инструментальных сталей, работающих при высоких контактных напряжениях и в условиях повышенного износа.
Известен способ (RU 2058421 С1, МПК С23С 8/36. 20.04.96) азотирования деталей из конструкционных легированных сталей, включающий высокотемпературное ионное азотирование, закалку с температуры полного растворения нитридных фаз, отпуск, чистовую механическую обработку и низкотемпературное ионное азотирование на глубину не менее глубины деазотированного слоя.
Недостатком аналога является сложность оборудования и технологии, а также необходимость проектирования специального оборудования.
Известен способ (RU 2127330 С1, МПК С23С 8/26. 10.03.99) термической обработки для образования высокопрочного аустенитного поверхностного слоя в нержавеющих сталях, включающий азотирование в содержащей азот газовой атмосфере при 1000-1200°С и последующее охлаждение со скоростью, позволяющей избежать выделения нитрида.
Недостатком аналога является сложность оборудования и технологии, а также необходимость проектирования специального оборудования.
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому является способ (RU 2276201 С1, МПК С23С 8/36, С21D 9/30. 09.11.2004) обработки стальных изделий, включающий азотирование в тлеющем разряде, для осуществления которого проводят вакуумный нагрев изделий в плазме азота повышенной плотности, формируемой между деталью и экраном за счет создания эффекта полого катода.
Недостатками прототипа являются:
- большая вероятность обезуглероживания поверхности, которая может привести к резкому увеличению хрупкости азотированного слоя и его шелушению из-за отсутствия углеродсодержащих газов в насыщающей среде;
- низкая скорость охлаждения потоком аргона вследствие низкой теплоемкости данного газа, которая может привести к неполной закалке или образованию феррито-цементитной смеси;
- отсутствие отпуска - как обязательной операции для стальных изделий, закаленных на мартенсит, для полного снятия напряжений.
Также необходимо отметить, что непосредственно после закалки в зоне высокого содержания азота (1,5-2,0%) сохраняется не претерпевшая мартенситного превращения γ-фаза, что приводит к уменьшению твердости этой зоны. Для получения полностью мартенситной структуры (отпущенного мартенсита) необходим отпуск при температуре 250÷300°С.
Задачей, на решение которой направлено предлагаемое изобретение, является повышение производительности процесса азотирования и светлой закалки, повышение контактной долговечности и износостойкости упрочненного слоя, а также расширение функциональных возможностей данного метода за счет высокотемпературного азотирования, поверхностной закалки и последующего отпуска за один технологический цикл.
Задача решается за счет использования способа обработки стальных изделий, включающего азотирование и светлую закалку путем вакуумного нагрева в плазме повышенной плотности, формируемой между изделием и экраном за счет создания эффекта полого катода, и в отличие от прототипа плазму повышенной плотности формируют из смеси, содержащей азот, аргон и ацетилен при следующем соотношении компонентов, мас.%:
азот - 50...80,
аргон - 10...25,
ацетилен - 10...25,
при этом азотирование проводят при температурах 700÷850°С, а светлую закалку осуществляют путем нагрева от температуры азотирования до 900÷1100°С, выдержки 15-30 мин и резкого охлаждения в потоке гелия со скоростью, превышающей критическую скорость закалки стали, после чего осуществляют низкий отпуск при 250÷350°С.
Эффект полого катода проявляется в значительном повышении плотности тока, увеличении степени ионизации плазмы при одновременном снижении напряжения горения разряда.
Существо изобретения поясняется чертежом, где изображена схема реализации способа высокотемпературного азотирования изделий в тлеющем разряде с эффектом полого катода. Схема содержит источник питания 1, анод 2, катод-деталь 3, экран в виде сетки 4, установленный на определенном расстоянии от катод-детали 3, устройство подачи газа для охлаждения 5.
Пример конкретной реализации способа.
Способ осуществляется следующим образом: в вакуумной камере устанавливают обрабатываемую деталь, например обойму подшипника из легированной конструкционной стали ШХ15, и экран. Затем в камере создают рабочее давление, равное 100 Па, необходимое для зажигания тлеющего разряда. В камеру подают смесь газов (N2 50%-80%, Ar 10%-25%, С2Н2 10%-25%). С помощью эффекта полого катода происходит нагрев детали до температуры 700÷720°С - предпревращения феррито-цементитной смеси в аустенит, при этом происходит высокотемпературное азотирование в течение 1-3 часов, затем осуществляют нагрев под светлую закалку от температуры азотирования до 900÷1100°С, выдержку 15÷30 мин и резкое охлаждение в потоке гелия со скоростью Vохл.=300 град/с, обеспечивающую получение структуры мартенсита в пределах заданного сечения изделия. Непосредственно после закалки осуществляют отпуск при температуре 250÷300°С.
Все процессы проходят за один технологический цикл, в одной камере и в одной атмосфере. Использование данного способа позволит максимально снизить вспомогательное время, затрачиваемое на подготовительные операции, которые связаны с использованием разного оборудования и оснастки.
Азотирование, совмещенное с закалкой и отпуском, обеспечит получение высокой твердости, предела выносливости, сопротивления контактной усталости, износостойкости и сопротивления коррозии. Данный способ обработки позволит значительно повысить долговечность деталей и режущего инструмента.
Использование эффекта полого катода позволит обеспечить равномерность нагрева поверхности детали до необходимой температуры, увеличить термический кпд нагрева, уменьшить энергозатраты.
Необходимо отметить следующие преимущества заявленного способа: высокая технологичность процесса, возможность проведения термической обработки в отсутствие дорогостоящих защитных или закалочных средах (различные масла, растворы солей), экологическая чистота процесса за счет отсутствия вредных производственных выбросов в атмосферу, возможность регулирования параметров обработки в широком интервале режимов от нагрева до активного плавления, а за счет этого - структуры, твердости, износостойкости, шероховатости, отсутствие закалочных дефектов, а также простота схемы обработки, не требующая проектирования специальных приспособлений, и сравнительно невысокая стоимость оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЗОТИРОВАНИЯ ИЗДЕЛИЙ В ТЛЕЮЩЕМ РАЗРЯДЕ С ЭФФЕКТОМ ПОЛОГО КАТОДА | 2004 |
|
RU2276201C1 |
| СПОСОБ ЛОКАЛЬНОГО ИОННОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В ТЛЕЮЩЕМ РАЗРЯДЕ С МАГНИТНЫМ ПОЛЕМ | 2017 |
|
RU2654161C1 |
| СПОСОБ СОЗДАНИЯ МАКРОНЕОДНОРОДНОЙ СТРУКТУРЫ МАТЕРИАЛА ПРИ АЗОТИРОВАНИИ | 2009 |
|
RU2418096C2 |
| СПОСОБ СОЗДАНИЯ НЕОДНОРОДНОЙ СТРУКТУРЫ МАТЕРИАЛА ПРИ АЗОТИРОВАНИИ В ТЛЕЮЩЕМ РАЗРЯДЕ | 2009 |
|
RU2409699C1 |
| СПОСОБ ЛОКАЛЬНОЙ ОБРАБОТКИ СТАЛЬНОГО ИЗДЕЛИЯ ПРИ ИОННОМ АЗОТИРОВАНИИ В МАГНИТНОМ ПОЛЕ | 2016 |
|
RU2640703C2 |
| СПОСОБ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ СТАЛИ | 2009 |
|
RU2418095C2 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛЕЙ В ТЛЕЮЩЕМ РАЗРЯДЕ НА РАЗЛИЧНУЮ ГЛУБИНУ АЗОТИРОВАННОГО СЛОЯ | 2015 |
|
RU2611248C2 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ В ВАКУУМЕ | 2014 |
|
RU2562185C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ ИЗ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2015 |
|
RU2599950C1 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ СТАЛИ | 2009 |
|
RU2413784C1 |
Изобретение относится к области термической и химико-термической обработки и может быть использовано в машиностроении и других областях промышленности для поверхностного упрочнения деталей машин режущего инструмента из конструкционных сложнолегированных и инструментальных сталей, работающих при высоких контактных напряжениях и в условиях повышенного износа. Проводят азотирование и светлую закалку путем вакуумного нагрева в плазме повышенной плотности, формируемой между изделием и экраном за счет создания эффекта полого катода. Плазму повышенной плотности формируют из смеси при следующем соотношении компонентов, мас.%: азот 50-80, аргон 10-25, ацетилен 10-25. Азотирование проводят при 700-850°С. Светлую закалку осуществляют путем нагрева от температуры азотирования до 900-1100°С, выдержки 15-30 мин и резкого охлаждения в потоке гелия со скоростью, превышающей критическую скорость закалки стали. Затем осуществляют низкий отпуск при 250-350°С. Повышают контактную долговечность и износостойкость упрочненного слоя за счет регулировки структуры, твердости, износостойкости, шероховатости и закалочных дефектов. 1 ил.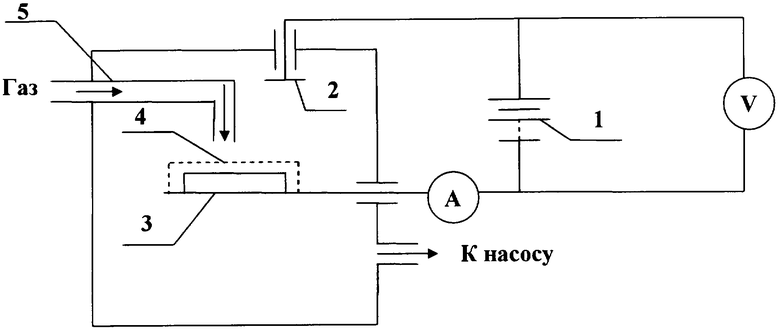
Способ обработки стальных изделий, включающий азотирование и светлую закалку путем вакуумного нагрева в плазме повышенной плотности, формируемой между изделием и экраном за счет создания эффекта полого катода, отличающийся тем, что плазму повышенной плотности формируют из смеси, содержащей азот, аргон и ацетилен при следующем соотношении компонентов, мас.%:
при этом азотирование проводят при температурах 700-850°С, а светлую закалку осуществляют путем нагрева от температуры азотирования до 900-1100°С, выдержки 15-30 мин и резкого охлаждения в потоке гелия со скоростью, превышающей критическую скорость закалки стали, после чего осуществляют низкий отпуск при 250-350°С.
| СПОСОБ АЗОТИРОВАНИЯ ИЗДЕЛИЙ В ТЛЕЮЩЕМ РАЗРЯДЕ С ЭФФЕКТОМ ПОЛОГО КАТОДА | 2004 |
|
RU2276201C1 |
| Способ обработки металлических изделий в вакууме | 1990 |
|
SU1812239A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛЯ ОБРАЗОВАНИЯ ВЫСОКОПРОЧНОГО АУСТЕНИТНОГО ПОВЕРХНОСТНОГО СЛОЯ В НЕРЖАВЕЮЩИХ СТАЛЯХ | 1994 |
|
RU2127330C1 |
| JP 6041771 A, 15.02.1994 | |||
| WO 9812361 А, 26.03.1998. | |||

