Изобретение относится к области обработки металлорежущего инструмента, а именно к повышению износостойкости металлорежущего инструмента, изготовленного из инструментальных сталей, путем воздействия на инструмент нагрева и импульса магнитного поля.
Износостойкость металлорежущего инструмента зависит от большого числа факторов. Основные факторы это: материал инструмента, форма режущих кромок, режим резания, состояние кристаллической структуры материала и наличие в ней узлов остаточных напряжений, вызванных термообработкой.
Существует множество способов повышения износостойкости режущего инструмента путем изменения внутренней структуры материала, состояния намагниченности, а также путем изменения химического состава и состояния поверхностного слоя. К таким способам относятся: закалка, механическое упрочнение, химико-термическая обработка, нанесение износостойких покрытий, магнитно-абразивная обработка, магнитно-импульсная обработка.
Большинство инструментальных сталей, а в частности быстрорежущие стали, хорошо поддаются закалке. В процессе закалки у инструмента твердость повышается с 40-45 HRC до 63-69 HRC, что увеличивает его сопротивляемость износу. Для режущего инструмента увеличение твердости на несколько единиц HRC способствует повышению износостойкости на десятки процентов. У инструмента из быстрорежущих сталей вольфрамовой и вольфрамомолибденовой группы (Р9, Р12, Р18; Р6М3, Р6М5) после закалки и последующего низкотемпературного отпуска (старение) получается твердость 63...67 HRC. Отрицательной стороной процесса закалки является возникновение узлов внутренних напряжений в структуре инструмента, которые полностью не удается снять даже низкотемпературным отпуском. В узлах внутренних напряжений сосредоточена избыточная внутренняя энергия, которая вызывает коробление инструмента и образование микротрещин. Эти факторы иногда играют основную роль при износе и разрушении инструмента, а также делают необходимой дополнительную механическую обработку (правка, рихтовка) перед применением инструмента.
Химико-термическая обработка относится к способам, в основе которых лежит изменение химического состава поверхностного слоя инструмента при повышенных температурах. Основными способами химико-термической обработки являются: цианирование, азотирование и нитроцементация. Основное влияние на повышение износостойкости оказывает слой, представляющий при цианировании тонкую смесь мартенсита, карбидов и карбидонитридных фаз, твердость которого составляет 69-70 HRC, при азотировании сложные нитриды вольфрама и карбонитридные фазы, которые имеют твердость 1300-1400 HV, при нитроцементации также образуется слой карбидов, обладающий высокой твердостью и износостойкостью. При всех плюсах химико-термической обработки у нее имеются также и недостатки. К основным недостаткам относят: охрупчивание обработанного слоя, сохранение слоя до первой переточки инструмента. Указанные недостатки ограничивают применение данного способа.
Механическое упрочнение режущего инструмента заключается в округлении его режущих кромок до требуемого размера и тренировке поверхностного слоя путем вибрационной обработки. Изменение геометрических параметров выражается в округлении режущих кромок и в улучшении качества их поверхности, изменение же физико-механических параметров сводится к созданию в поверхностном слое сжимающих остаточных напряжений. Данный способ обработки из-за своей высокой производительности и эффективности, а также низкой себестоимости получил широкое распространение в инструментальном производстве. В то же время у него имеются свои недостатки. К ним можно отнести тот факт, что инструмент упрочняется лишь на поверхности, а структура сердцевины не изменяется, при этом на режущих кромках эффект сохраняется только до переточки.
В последнее время получил распространение способ нанесения износостойких покрытий на поверхности инструмента. Промышленно применяются две технологии нанесения покрытий. Это технология газофазного осаждения карбида титана и технология катодного напыления и ионной бомбардировки. В результате осаждения карбидов титана на рабочую поверхность инструмента достигается высокая твердость 2500-4200 HV. Это позволяет значительно повысить сопротивляемость износу. При этом у покрытия значительно ниже коэффициент трения. При множестве положительных факторов можно указать на некоторые недостатки данных способов. Основным недостатком является сложность и дороговизна техпроцесса нанесения покрытий. Следует также отметить, что из-за малой толщины слоя покрытия он также сохраняется до первой переточки.
В последнее время получила широкое распространение магнитно-абразивная обработка инструмента. Сущность обработки заключается в следующем: между полюсами магнита размещается магнитно-абразивный порошок, который под действием магнитного поля различной напряженности образует режущий инструмент с изменяемой жесткостью. Обрабатываемый инструмент помещается между полюсами магнита в тело абразивного инструмента. Обработка ведется путем вращения или перемещения как обрабатываемого инструмента, так и полюсов магнита. Помимо прямого абразивного действия на обрабатываемый инструмент действуют постоянные и переменные магнитные поля различной напряженности, а также поверхностное давление от соударения с абразивными частицами. Способ магнитно-абразивной обработки имеет множество положительных сторон. Во-первых, из-за отсутствия жесткого режущего инструмента обработке можно подвергать изделия с любой конфигурацией поверхностей. Во-вторых, изменяя напряженность магнитного поля и частоты вращения полюсов магнита и обрабатываемого инструмента, можно регулировать любые параметры обработки. При магнитно-абразивной обработке в обрабатываемом инструменте происходят следующие изменения: улучшение качества поверхности, концентрация остаточных напряжений в поверхностном слое, изменение внутренней магнитной структуры. Улучшение качества поверхности снижает трение между инструментом и стружкой, что предотвращает забивание стружечных канавок и заклинивание инструмента. Концентрация остаточных напряжений в поверхностном слое повышает его твердость. Это благоприятно сказывается на повышении износостойкости. При запланированном изменении внутренней магнитной структуры инструмента повышается его теплопроводность и некоторые другие параметры, что также благоприятно сказывается на износостойкости. Способ магнитно-абразивной обработки имеет один недостаток, заключающийся в том, что структура материала сердцевины остается неизменной, а слой с увеличенной твердостью весьма тонкий. Поэтому после переточки инструмента его обработку приходится проводить заново.
Магнитно-импульсная обработка (МИО) режущего инструмента также получила широкое распространение. Данный тип обработки успешно применяется и в современной технике и технологиях для управления свойствами инструментальных материалов. Незначительная стоимость и высокая производительность установок магнитно-импульсной обработки, а также простота технологии позволяют рекомендовать ее для различных отраслей машиностроения. Применение МИО позволяет уменьшить остаточные и усталостные напряжения в структуре режущего инструмента. При магнитном воздействии вещество изменяет свои физические и механические свойства. Взаимодействие магнитного поля с инструментом происходит тем интенсивнее, чем выше структурная и энергетическая неоднородность вещества. Поэтому, чем выше концентрация поверхностных и внутренних напряжений в материале инструмента, тем больше вероятность локальной концентрации в них микровихрей внешнего поля. При изготовлении инструмента в материале неравномерно концентрируется некоторое количество избыточной энергии, с увеличением которой возрастает вероятность его разрушения. За счет уменьшения избыточной энергии материала внешними физико-техническими способами возможно повысить надежность работы режущего инструмента. Применение МИО позволяет значительно уменьшить избыточную энергию материала, связанную с концентрацией внутренних и поверхностных напряжений, тем самым повысив прочность и износостойкость инструмента.
Существует способ обработки инструмента [2], включающий воздействие импульсным магнитным полем с заданными напряженностью и частотой, основанный на воздействии импульсным магнитным полем напряженностью от 0,8 до 2 кА/м и частотой 700-800 Гц в течение 3/4-5/4 π периода частоты. Недостатками данного способа обработки инструмента являются низкая вероятность изменения структуры инструмента после воздействия одним импульсом, а также сильная обратная связь в системе индуктор - инструмент, от которой зависит частота колебаний, а следовательно, и необходимая энергия магнитно-импульсной установки.
На использовании магнитно-импульсной обработки базируется еще один способ повышения основных характеристик режущего инструмента[3]. Этот способ магнитно-импульсной обработки инструмента, деталей машин и сборочных единиц включает воздействие импульсным магнитным полем с заданными параметрами напряженности, формы и длительности импульса на предварительно покрытые слоем графита рабочие поверхности изделия. Основным недостатком способа является, аналогично с предыдущими, низкая вероятность изменения структуры материала вследствие воздействия лишь одного импульса магнитного поля.
Известен способ термообработки быстрорежущей стали [1 - прототип], включающий объемную закалку, отпуск и лазерную закалку, в котором с целью повышения твердости, красностойкости, износостойкости и сокращения времени обработки после лазерной закалки дополнительно осуществляют отпуск в магнитном поле при 540-560°С, а отпуск после объемной закалки осуществляют при 300-400°С.
Техническим результатом изобретения является повышение стойкости режущего инструмента.
Для достижения технического результата в известном способе повышения износостойкости металлорежущего инструмента из инструментальной стали путем воздействия магнитного поля высокой напряженности на предварительно разогретый инструмент обрабатываемый инструмент предварительно нагревают токами высокой частоты в диапазоне температур от 400 до 500°С с последующим воздействием на него единичного импульса магнитного поля.
В известной установке для повышения износостойкости металлорежущего инструмента, включающей составной индуктор с обмотками, питающимися от магнитно-импульсной установки (МИУ) и установки токов высокой частоты (ТВЧ), обмотка индуктора, питающаяся от ТВЧ установки, расположена внутри обмотки, питающейся от магнитно-импульсной установки, что позволяет без переустановки инструмента проводить нагрев инструмента и воздействовать на него импульсом магнитного поля.
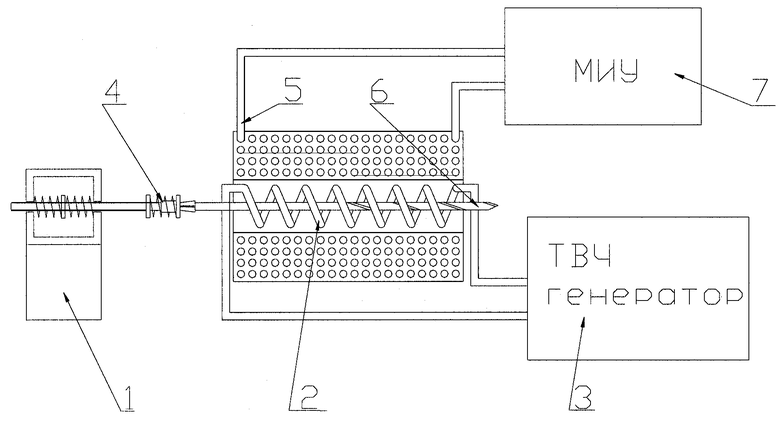
Для проведения данного способа обработки применена специальная установка (фиг.1). Установка состоит из ТВЧ-генератора 3, магнитно-импульсной установки 7, пружинящей опоры с цанговым зажимом для инструмента 4, составного индуктора 2, 5. Одна обмотка составного идуктора, содержащая в среднем 450 витков 5, подключается к магнитно-импульсной установке (МИУ), вторая, содержащая 5 витков, расположенная внутри первой 2, подключается к установке ТВЧ-нагрева.
Процесс обработки заключается в следующем: обрабатываемый инструмент на специальном пружинящем зажиме помещается внутрь составного индуктора. Затем внутренний индуктор от установки ТВЧ нагревает инструмент по всей длине до температуры ниже температуры фазовых превращений. Затем сразу следует магнитный импульс высокой напряженности. Специально изготовленный блок управления контролирует совместную работу установки ТВЧ и МИУ, позволяя изменять температуру нагрева инструмента и синхронно подавать импульс магнитного поля.
В процессе обработки металлорежущего инструмента предлагаемым способом в структуре инструментального материала проходит целый ряд физических процессов, вследствие которых изменяются некоторые физические и механические свойства. Во-первых, изменяется магнитная структура, что повышает теплопроводность материала, ускоряя отвод тепла из зоны резания. Во-вторых, под действием нагрева и импульса давления магнитного поля расконцентрируются узлы внутренних напряжений, повышается механическая прочность.
Теоретическим обоснованием данного способа упрочнения является сохранение материалом режущего инструмента ферромагнитных свойств практически без изменения при нагреве до определенной температуры. Поскольку при повышении температуры в структуре металла увеличивается количество внутренней энергии, она проще поддается какому-либо внешнему воздействию.
Зависимость ферромагнитных свойств от температуры описывается законом Кюри. График зависимости для инструментальных сталей представляет линию, которая до 550°С проходит на уровне 100% магнитной восприимчивости, а затем резко спадает до 0% при температуре 768°С. Теоретически можно предсказать, что наибольший эффект от МИО будет наблюдаться при температуре от 400 до 550°С, поскольку этот интервал соответствует максимуму полученной внутренней энергии при сохранении ферромагнитных свойств. Теория термообработки инструментальных сталей также указывает, что с целью снижения остаточных напряжений, при закалке быстрорежущих сталей, необходимо проводить низкотемпературный отпуск с нагревом от 300 до 500°С. При нагреве в этом диапазоне явление распада мартенсита выражено незначительно, что позволяет сохранить исходную твердость.
Предлагаемое техническое решение, по мнению авторов, является одним из наиболее перспективных и эффективных способов повышения стойкости режущего инструмента.
В настоящее время способ магнитно-импульсной обработки металлорежущего инструмента с использованием предварительного нагрева применяется для обработки металлорежущего инструмента в мастерских и лабораториях института. Предлагаемый способ служит экспериментальной и исследовательской базой для учебного процесса на машиностроительных специальностях. Одновременно рассматривается вопрос об изготовлении магнитно-импульсной установки, способной работать в непрерывном долговременном режиме и будет включена в техпроцесс изготовления металлорежущего инструмента.
Источники информации
1. Авторское свидетельство СССР №1479525, C 21 D 1709, 1987 г. [прототип]
2. Патент RU, №2009210 C 21 D 1/04, 1992 г.
3. Патент RU, №2153006, C 21 D 1/04, 1999 г.
4. Малыгин Б. В. Магнитное упрочнение инструмента и деталей машин. - М.: Машиностроение, 1989. – 112 с.: ил.
5. Белый И.В., Фертик С.М., Хименко Л.Т. Справочник по магнитно-импульсной обработке металлов. Харьков: Вища школа, 1977. 320 с.
6. Бернштейн М.Л., Пустовойт В.Н. Термическая обработка стальных изделий в магнитном поле. М.: Машиностроение, 1987. 256 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ИНСТРУМЕНТОВ И ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2339704C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КАТКОВ ГУСЕНИЧНЫХ МАШИН | 2003 |
|
RU2240359C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВЛЕННОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2539499C1 |
| Способ термической обработки стали | 1982 |
|
SU1133306A1 |
| Способ обработки импульсным магнитным полем изделий, полученных аддитивной технологией | 2023 |
|
RU2822531C1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2051186C1 |
| БАЗИСНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ПИЛЬНЫХ ПОЛОТЕН ДЛЯ ДИСКОВЫХ ПИЛ, ОТРЕЗНЫХ ДИСКОВ, ЛЕСОПИЛЬНОГО ИНСТРУМЕНТА, А ТАКЖЕ РЕЖУЩИХ И ШАБРОВОЧНЫХ УСТРОЙСТВ | 1996 |
|
RU2127174C1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2333971C2 |
| Способ термической обработки износостойких втулок буровых насосов нефтегазового оборудования из инструментальных хромистых сталей | 2018 |
|
RU2708722C1 |
Изобретение относится к области обработки металлорежущего инструмента, а именно к повышению износостойкости металлорежущего инструмента, изготовленного из инструментальных сталей, путем воздействия на инструмент нагрева и импульса магнитного поля. Техническим результатом является повышение износостойкости металлорежущих инструментов, изготовленных из инструментальных сталей за счет снятия внутренних напряжений, повышения теплопроводности, упорядочения магнитной структуры материала. Для достижения технического результата осуществляют предварительный нагрев инструмента посредством токов высокой частоты (ТВЧ) с последующим воздействием импульсом магнитного поля высокой напряженности. Способ осуществляют в установке, содержащей составной индуктор с обмотками, при этом обмотка индуктора, питающаяся токами высокой частоты, расположена внутри обмотки, питающейся от установки магнитно-импульсной установки. 2 с.п. ф-лы, 1 ил.
| Способ термообработки быстрорежущей стали | 1987 |
|
SU1479525A1 |
| Установка для термомагнитной обработки деталей | 1975 |
|
SU572507A1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ДЕТА41ЯХ | 0 |
|
SU261427A1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА | 1992 |
|
RU2009210C1 |
| Способ восстановления размеров инструмента | 1985 |
|
SU1310439A1 |

