Область техники
Изобретение относится к бескоксовой металлургии, в частности к многотоннажному производству железа и других металлов посредством жидкофазного восстановления из дисперсных руд, частично восстановленных руд, рудных концентратов и металлсодержащих отходов в плазмохимическом восстановительном реакторе, основная доля энергии в который вводится посредством плазменных дуг.
Уровень техники
Способы восстановления металлов группы железа и соответствующие устройства на основе дуговых разрядов и плазменных дуг описаны в известной технической литературе (Физика и химия плазменных металлургических процессов. Под редакцией Патона Б.Е., М.: Наука, 1985, 184 с, Тулин Н.А., Кудрявцев B.C., Пчелкин С.А. и др. Развитие бескоксовой металлургии, М.: Металлургия, 1987, 328 с., Блинов В.А., Конкс Г.Я., Косач Ю.Э. и др. Восстановление монооксида никеля природным газом при электродуговой плавке, Физика и химия обработки материалов, 1988, №6, с.30-33).
Известные способы восстановления металла заключаются в том, что под воздействием дугового разряда оксидное сырье и восстановитель нагревают до высокой температуры, и в процессе взаимодействия оксида и восстановителя, например природного газа, металл восстанавливается. При восстановлении металла образуются СО2 и пары воды, которые отводят из реакционного пространства. При этом используют один или несколько дуговых разрядов.
Обычно устройство представляет собой электродуговую или плазменную печь, имеющую камеру с керамическим или металлическим тиглем, ванну расплава со средствами удаления и сбора металла и шлака, средства подачи исходного оксидного сырья, восстановителя и плазмообразующего газа и расположенные в печи один или несколько электродов или плазмотронов. Электроды или плазмотроны устанавливают обычно в верхней части устройства над расплавом. Для эффективного нагрева реагентов в ряде случаев используют полые электроды. Через них подают исходный оксидный материал и восстановительный плазмообразующий газ, и они являются катодом дугового разряда. Роль анода выполняет ванна расплава, контактирующая с металлическими стенками тигля или с подовым электродом.
При создании плазменных восстановительных агрегатов на большую производительность обычно устанавливают несколько плазмотронов в одном агрегате. Это обусловлено тем, что при увеличении единичной мощности восстановительной печи с одним плазмотроном создается чрезмерно высокая токовая нагрузка на электрод плазмотрона. Так, при мощности печи 100 МВт на производительность по железу 100 тыс.т в год ток плазменной дуги составляет 100-1000 кА. При этом диаметр графитового электрода должен превышать 800 мм, что существенно затрудняет его изготовление и использование. Кроме того, чрезмерное увеличение тока единичного плазмотрона обусловливает резкое возрастание давления дуги на ванну расплава и увеличение ее глубины. Это приводит к возрастанию тепловых потерь в тигель, что отрицательно отражается на энергоемкости производства железа. Увеличение силового и термического воздействия дуги на расплав приводит также к перегреву расплава под дугой, его интенсивному испарению и разбрызгиванию и к возрастанию потерь железа.
Аналогами предлагаемого изобретения являются способы и устройства для их осуществления, включающие обработку расплава посредством использования нескольких электродов или плазмотронов. При этом дуги горят на общую ванну расплава. В этом случае подводимая мощность распределяется между дугами, для которых токовая нагрузка на электрод технически приемлемая, а газодинамическое и тепловое воздействие дуг на расплав характеризуются меньшей сосредоточенностью. Кроме того, при использовании нескольких (множества) дуг их функциональные возможности расширяются: каждая дуга (электрод или плазмотрон) может использоваться для отдельной свойственной ей технологической операции, например, восстановления, легирования, переплава и т.д.
Известны способ и устройство (Цветков Ю.В., Николаев А.В. Плазменные процессы в составе энергометаллургического комплекса (некоторые проблемы металлургии будущего), Ресурсы. Технологии. Экономика, №3, 2006, с.36-42), в которых мощность распределена между несколькими плазмотронами, установленными в ряд над общей ванной, находящейся в прямолинейном лодочном тигле с продольным движением расплава.
Известны также способ и устройство (Электрические промышленные печи. Дуговые печи и установки специального нагрева. Под ред. Свенчанского А.Д., М., Энергоиздат, 1981, 296 с.), в которых мощность печи распределена между плазмотронами, установленными над расплавом по периферии цилиндрического тигля.
Известные способ и устройство плазменного восстановления металла с установкой множества (два и более) плазмотронов над расплавом, находящимся в прямолинейном лодочном или цилиндрическом тиглях, имеют следующие недостатки:
1. Как при прямолинейном, так и при цилиндрическом тиглях происходит электромагнитное стягивание дуг к центру тигля. Это приводит к нарушению пространственной и электрической устойчивости дуг и ухудшению их тепловых и металлургических характеристик. В центральной части ванны будет протекать суммарный ток всех дуг, что приведет к перегреву расплава, его интенсивному испарению и разбрызгиванию и увеличению потерь металла. Для устранения эффекта стягивания дуг требуется применение специальных мер, например, установка дополнительных громоздких электромагнитных устройств или увеличение расстояния между плазмотронами (дугами), что приводит к увеличению габаритов тигля (длины, диаметра), усложнению конструкции устройства и увеличению энергетических потерь.
2. При использовании прямолинейного лодочного тигля величина линейной скорости расплава в нем ограничена скоростью восстановления металла и не превышает 1 см/с, что ограничивает возможность снижения энергоемкости производства железа посредством гидродинамической интенсификации массообменных процессов в ванне расплава. Кроме того, расплав в прямолинейном тигле обрабатывается под дугами в течение одного прохода, что также ограничивает интенсификацию массообменных процессов в расплаве. В результате этого ухудшаются условия осреднения физико-химических свойств расплава, что отрицательно сказывается на свойствах получаемого металла. Функциональные возможности отдельных дуг при этом также сужаются, т.к. затрудняется перемешивание объемов расплава, обработанных дугами по различным технологиям (восстановление, легирование, рафинирование и т.д.).
3. При расположении дуг (электродов или плазмотронов) по периферии цилиндрического тигля центральная часть ванны не подвергается термохимической обработке плазменными дугами. Поэтому в центральной части тигля образуется область, в которой физико-химические и тепло-массообменные процессы протекают с низкой эффективностью. Это отрицательно отражается на энергоемкости процесса восстановления (низкая скорость восстановления) и на свойствах получаемого металлопродукта (плохое осреднение физико-химических свойств расплава).
Таким образом, при создании плазменных восстановительных агрегатов вышеизложенные недостатки рассмотренных известных способов и устройств ограничивают возможности по снижению энергоемкости производства железа и не позволяют получить однородный металл с высокими физико-химическими свойствами из-за недостаточной интенсивности массообменных процессов в расплаве и приводят к усложнению конструкции восстановительного агрегата из-за необходимости для устранения стягивания дуг установки специальных магнитных компенсаторов или увеличения габаритов тигля.
Наиболее близкий способ плазменного восстановления железа из оксидного расплава газообразным восстановителем описан в статье Цветкова Ю.В., Николаева А.В. Плазменные процессы в составе энергометаллургического комплекса (некоторые проблемы металлургии будущего), Ресурсы. Технологии. Экономика, №3, 2006, с.36-42, включающий возбуждение плазменных дуг на общую ванну расплава, находящегося в тигле, подачу исходного оксидного сырья и восстановителя в расплав, нагрев и плавление оксидного сырья, восстановление металла, электромагнитную стабилизацию дуг и перемешивание расплава, отвод газа из реакционного объема, слив и сбор полученного металла.
Наиболее близким для осуществления предлагаемого способа является устройство для восстановления железа из оксидного расплава, описанное в статье Цветкова Ю.В., Николаева А.В. Плазменные процессы в составе энергометаллургического комплекса (некоторые проблемы металлургии будущего), Ресурсы. Технологии. Экономика, №3, 2006, с.36-42, включающее металлический тигель, оксидный расплав, расположенный в тигле, плазмотроны, расположенные над расплавом, плазменные дуги, горящие между электродами плазмотронов и расплавом, электромагнитную систему, создающую магнитное поле, коллектор для отвода продуктов реакции из восстановительного реактора, питатели исходным оксидным сырьем и восстановителем, средства для слива и сбора готового металлопродукта, источник постоянного тока для питания плазменных дуг, подключенный к электродам плазмотронов и тиглю, источник постоянного тока для питания электромагнитного устройства. Электроды плазмотронов являются катодами, а ванна расплава - анодом плазменных дуг.
Задача, на решение которой направлено наше изобретение, заключается в создании способа плазменного восстановления железа из оксидного расплава и устройства для его осуществления, позволяющих осуществить прямое многотоннажное производство железа и его сплавов.
Техническим результатом изобретения является улучшение свойств (однородность по химическому составу, снижение содержания вредных примесей, возможность легирования металла) получаемого металла, уменьшение энергоемкости плазменного восстановления железа и сокращение вредных выбросов в атмосферу.
Технический результат достигается тем, что в способе плазменного восстановления железа из оксидного расплава, включающем возбуждение плазменных дуг на общую ванну расплава, находящегося в тигле, подачу исходного оксидного сырья и восстановителя в расплав, нагрев и плавление оксидного сырья, восстановление металла, электромагнитную стабилизацию дуг, электромагнитное перемешивание расплава, отвод газа из восстановительного реактора, слив и сбор получаемого металла, согласно изобретению расплав располагают в кольцеобразном тигле, в котором посредством пропускания тока через внутреннюю металлическую стенку стабилизируют плазменные дуги в пространстве и создают вдоль тигля круговой поток расплава.
Устройство для плазменного восстановления железа из оксидного расплава, включающее металлический тигель, оксидный расплав, расположенный в тигле, плазмотроны, расположенные над расплавом, плазменные дуги, горящие между электродами плазмотронов и расплавом, соленоид, создающий магнитное поле, коллектор для отвода газообразных продуктов, питатели исходным оксидным сырьем, восстановителем и плазмообразующим газом, средства для слива и сбора готового металлопродукта, источник постоянного тока для питания плазменных дуг, подключенный к электродам плазмотронов и тиглю, согласно изобретению расплав располагают в кольцеобразном тигле с металлическими водоохлаждаемыми боковыми стенками и керамической подиной, ширина тигля b и диаметр его внутренней стенки D определяются из соотношений b=(0,3-0,5)√P и D=bN/3 [м], где Р - мощность плазменной дуги отдельного плазмотрона [МВт] и N - число плазмотронов, отношение высоты внутренней токоведущей части стенки h к величине разрядного промежутка s равно или больше единицы, а внутреннюю боковую стенку подключают к источнику электропитания посредством регулятора токов, проходящих через верхнюю и нижнюю части стенки.
Сущность изобретения
Размещение расплава в кольцеобразном тигле с горящим на него множеством плазменных дуг дает возможность устранить электромагнитное стягивание дуг при неограниченном подводе мощности к устройству, а формирование посредством электромагнитных сил движения расплава вдоль кольцеобразного тигля с регулируемой в широких пределах линейной скоростью позволяет обеспечить многократную обработку расплава под плазменными дугами, интенсифицировать тепло-массообменные процессы в расплаве и с высокой степенью усреднить физико-химические состава получаемого металлопродукта, повышая его эксплуатационные свойства. Интенсификация массообменных процессов в расплаве позволит увеличить скорость восстановления железа, что, как было отмечено выше, положительно отразится на энергоемкости его производства. Экологические показатели процесса восстановления железа в предлагаемом изобретении также будут улучшены, так как уменьшение энергоемкости снижает вредные выбросы в атмосферу.
Все вышеизложенное приведет к улучшению технико-экономических показателей производства железа и его сплавов: себестоимости, капитальных и эксплуатационных затрат.
Используемые термины и определения
Восстановительный реактор - пространство, в котором осуществляется восстановление металла, ограниченное тиглем и сводом печи.
Плазменная дуга - газовый электрический разряд, характеризующийся низким напряжением 10-103 В и большим током 10-105 А, стабилизированный потоком газа и магнитным полем.
Дуговой, разрядный промежуток - расстояние между расплавом и электродом плазмотрона.
Питатель-устройство, содержащее емкость с исходным оксидным сырьем или восстановителем или плазмообразующим газом и средства их подачи с заданной скоростью.
Оксидное сырье - минеральное и техногенное сырье, содержащее оксиды железа.
Описание чертежей
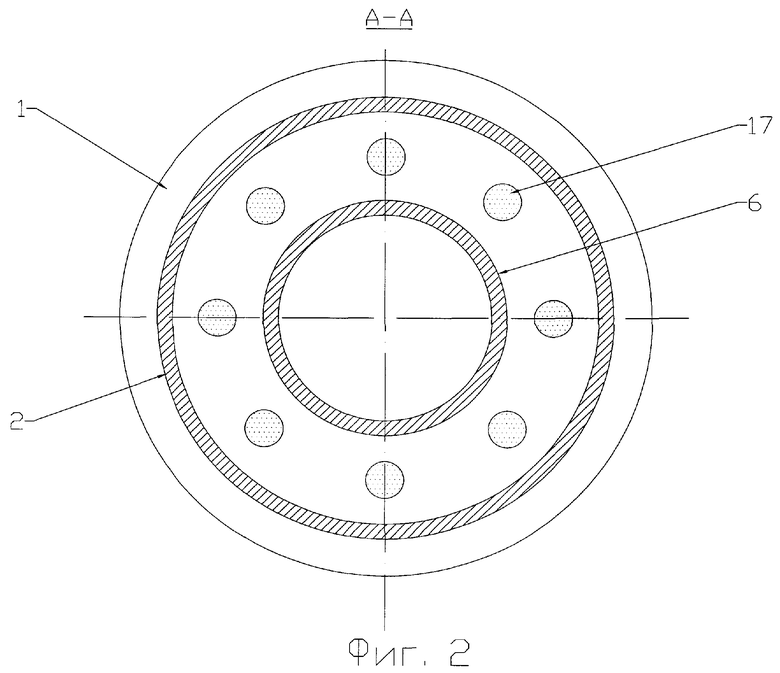
На фигуре 1 представлен вертикальный разрез устройства для плазменного восстановления железа из оксидного расплава. На фигуре 2 представлено горизонтальное сечение устройства по А-А.
Устройство включает кольцеобразный тигель, образованный боковыми стенками 2 и 6 и подиной 13, восстановительный ректор 16, образованный тиглем и сводом 7. В своде над расплавом расположены плазмотроны 5. Ширина тигля b и диаметр его внутренней стенки D определяются из соотношений b=k√Р и D=bN/3 [м], где Р - мощность плазменной дуги отдельного плазмотрона [МВт], равная W/N, W - полная электрическая мощность всех дуг устройства [МВт], а N - количество установленных плазмотронов (плазменных дуг). Коэффициент k, экспериментально полученный из условия оптимального настила мощности на зеркало ванны в металлическом тигле, составляет k=0,3-0,5. При k меньше 0,3 происходит перегрев и интенсивное испарение расплава, при k больше 0,5 из-за недостатка теплоты, вводимой в расплав, железо не восстанавливается. Минимальное количество плазмотронов, определенное из условия круговой симметрии обработки расплава в тигле, равно 3. Верхний предел количества плазмотронов не ограничен. Например, при мощности отдельного плазмотрона Р=50 МВт ширина тигля составляет b=3 м, диаметр внутренней стенки тигля при N=9 равен D=9 м, а полная мощность печи W=450 МВт, что соответствует годовой производительности 450-900 тыс.т (по предварительным расчетам 1 МВт соответствует 1-2 тыс.т в год).
Боковые стенки тигля 2 и 6 для предотвращения их разрушения при контакте с расплавом оксида железа и для обеспечения подвода тока к расплаву изготовляют металлическими водоохлаждаемыми. Высота внутренней токоведущей части стенки 6 над зеркалом ванны больше дугового промежутка, что позволяет азимутальным магнитным полем, обусловленным проходящим в стенке током, удерживать плазменные дуги в требуемом пространственном положении. Свод 7 и подина 13 для уменьшения тепловых потерь изготовляют из керамики. Вокруг тигля расположен соленоид 1, создающий осевое магнитное поле. Под воздействием электромагнитной силы, обусловленной взаимодействием осевого магнитного поля соленоида и тока, протекающего в расплаве, последний движется вдоль тигля. Устройство имеет коллектор 3 для отвода газа 4 из восстановительного реактора. Коллектор и восстановительный реактор соединены трубопроводами 18. Устройство снабжено питателями 9 и 10 для подачи в плазмотроны оксидного сырья, восстановителя и плазмообразующего газа. Оксидное сырье и восстановитель посредством плазмотронов подают в расплав 15.
Между расплавом 15 и электродами плазмотронов 5 возбуждают плазменные дуги 17. Образовавшийся металл 14, скапливающийся на дне тигля, сливают посредством одного или нескольких сливных средств 11, расположенных в нижней части тигля. В случае образования значительного количества шлака устройство снабжают сливным средством для шлака (на фигуре не показано). Электроды плазмотронов соединяют с отрицательным полюсом источника постоянного тока 8, а внутреннюю боковою стенку тигля 6 - с положительным полюсом. Ток к стенке 6 подводят через токоподводы 20, соединенные с верхней и нижней частями стенки, и регулятор 19, посредством которого устанавливают соотношение токов, проходящих через верхний и нижний токоподводы. Высота подсоединения токоподвода к верхней части стенки над уровнем расплава h для создания азимутального магнитного поля, стабилизирующего пространственное положение плазменной дуги, равно или больше величины разрядного промежутка электрод плазмотрона - расплав s. При пропускании тока через верхний токоподвод (верхнюю часть стенки) электромагнитные силы раздвигают плазменные дуги, а при пропускании тока через нижний токоподвод (нижнюю часть стенки) - стягивают дуги к центру тигля. Подбором соотношения токов через токоподводы дуги устанавливают в требуемом положении. Направление движения расплава в тигле определяется направлением магнитного поля соленоида 1.
Устройство функционирует следующим образом. Вначале в восстановительный реактор через шлюзы (на фигурах не показаны) загружают металлическую «затравку». Между «затравкой» и электродами плазмотронов 5 возбуждают плазменные дуги 17 и наводят «болото». После наведения «болота» через плазмотроны в расплав подают оксидное сырье и восстановитель. Посредством величины и направления магнитного поля соленоида 1, а также соотношения токов токоподводов стенки 6 задают скорость, направление движения расплава в тигле и положение плазменных дуг в реакторе 16. Оксидное сырье плавится и образует ванну расплава 15. Образующиеся в процессе восстановления железа газообразные продукты 4, включающие пары воды и углекислый газ, отводятся из устройства посредством газового коллектора 3.
Восстановленный металл 14 как более тяжелая фракция расплава скапливается в нижней части тигля и периодически или постоянно сливается в приемник 12. Слив металла осуществляют не полностью, оставляя «болото», закрывающее керамическую подину печи 13 и предохраняющее ее от воздействия химически активного оксидного расплава 15.
Величину суммарного тока плазменных дуг устанавливают такой, чтобы обеспечивался ввод в расплав необходимого количества теплоты для осуществления восстановления металла. Например, при восстановлении железорудного концентрата на лабораторной установке в медном водоохлаждаемом тигле оптимальный удельный тепловой поток на зеркало ванны составляет 3-5 МВт/м2. При меньшем тепловом потоке железо не восстанавливалось, при большем - происходило чрезмерное испарение металла.
Расход восстановителя устанавливают на основе термодинамического расчета и экспериментальных данных. Например, расход природного газа составляет 400-600 м3/т железа. Величину и направление продольной скорости движения расплава в тигле регулируют посредством изменения напряженности и направления магнитного поля, создаваемого соленоидом 1. Верхнее значение скорости лимитируется центробежной силой, действующей на расплав, при определенной величине которой возможен выброс расплава из тигля. Величина скорости не должна превышать 100 см/с. Нижнее значение скорости не имеет ограничения и определяется технологическими требованиями.
Предлагаемое изобретение позволяет:
1. Устранить электромагнитное стягивание плазменных дуг при любой подводимой мощности к устройству.
2. Создать движение оксидного расплава вдоль тигля с регулируемой в широких пределах скоростью и обеспечить возможность многократной обработки расплава плазменными дугами.
3. Использовать отдельные плазмотроны для различных технологических целей: восстановления, легирования, рафинирования, а также для переплава лома и получать металлопродукт с высокой степенью осреднения его состава.
4. Увеличить скорость восстановления и снизить энергоемкость плазменного восстановления железа.
5. Улучшить экологические показатели процесса восстановления железа.
Изобретение может быть использовано на металлургических предприятиях для прямого получения железа, стали и сплавов сложной композиции из дисперсного и сыпучего оксидного сырья и измельченного лома с использованием газообразных восстановителей - природного газа, синтез-газа, водорода и различных лигатур.
Промышленная применимость изобретения определяется также широким использованием в промышленности отдельных элементов изобретения, как это следует из описания устройств для осуществления предлагаемого способа восстановления железа и приведенных аналогов, но в других сочетаниях и с другими техническими результатами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОГО УГЛЕТЕРМИЧЕСКОГО ВОССТАНОВЛЕНИЯ ЖЕЛЕЗА ИЗ ТИТАНОМАГНЕТИТА С ПОЛУЧЕНИЕМ МЕТАЛЛОПРОДУКТА В ВИДЕ ПОРОШКА И ГРАНУЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476601C1 |
| СПОСОБ БЕСТИГЕЛЬНОГО ЭЛЕКТРОДУГОВОГО ЖИДКОФАЗНОГО ВОССТАНОВЛЕНИЯ ЖЕЛЕЗА ИЗ ОКСИДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486259C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОГО ЖИДКОФАЗНОГО УГЛЕТЕРМИЧЕСКОГО ВОССТАНОВЛЕНИЯ ЖЕЛЕЗА ИЗ ОКСИДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476599C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ МЕТАЛЛОВ ГРУППЫ ЖЕЛЕЗА ПРИРОДНЫМ ГАЗОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2352643C1 |
| СПОСОБ ПРЯМОГО ВОССТАНОВЛЕНИЯ МЕТАЛЛОВ ИЗ ДИСПЕРСНОГО РУДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296165C2 |
| СПОСОБ ПРЯМОГО ВОССТАНОВЛЕНИЯ МЕТАЛЛОВ ИЗ ДИСПЕРСНОГО РУДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296166C2 |
| СПОСОБ ВВОДА ШИХТЫ В ПЛАЗМЕННО-ДУГОВУЮ ЭЛЕКТРОПЕЧЬ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335549C2 |
| УСТРОЙСТВО ДЛЯ ПРЯМОГО ВОССТАНОВЛЕНИЯ МЕТАЛЛОВ | 2006 |
|
RU2318876C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЛЕЙКОКСЕНОВОГО КОНЦЕНТРАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586190C1 |
| Способ плазменного производства порошков неорганических материалов и устройство для его осуществления | 2019 |
|
RU2743474C2 |
Изобретение относится к бескоксовой металлургии, в частности к производству железа и сплавов на его основе посредством жидкофазного плазменного восстановления из оксидного сырья. Мощность подводят к плазменным дугам множества плазмотронов, расположенных по окружности над оксидным расплавом, находящимся в кольцеобразном тигле с керамической подиной и металлическими стенками. Подключением внутренней стенки тигля к источнику электропитания постоянного тока в тигле создают кругообразный поток расплава и устраняют стягивание дуг. При этом создаются условия для увеличения скорости восстановления металла, достижения высокой степени осреднения его состава и реализации различных технологических возможностей отдельных плазмотронов. Изобретение позволяет создать ресурсосберегающий с улучшенными экологическими характеристиками плазменный восстановительный агрегат на многотоннажное производство железа, стали и сплавов сложной композиции из оксидного сырья минерального и техногенного происхождения. 2 н.п. ф-лы, 2 ил.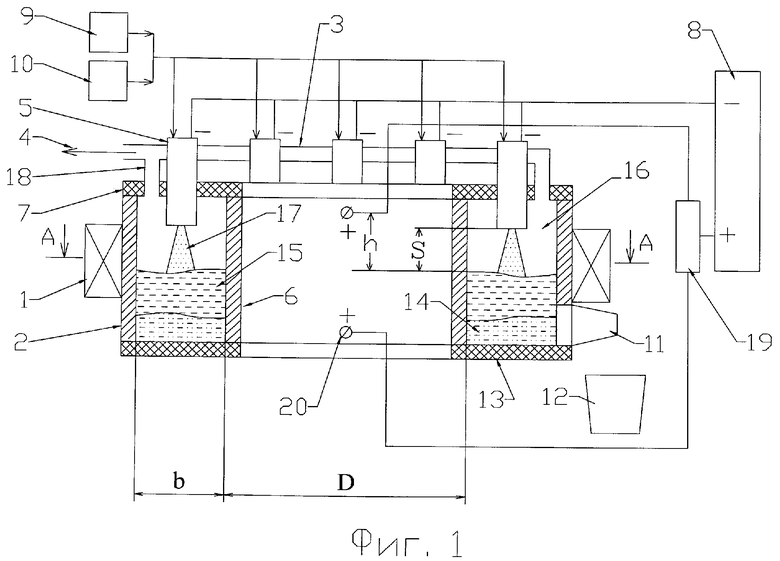
1. Способ плазменного восстановления железа из оксидного расплава, включающий возбуждение плазменных дуг на общую ванну расплава, находящегося в тигле, подачу исходного оксидного сырья и восстановителя в расплав, нагрев и плавление оксидного сырья, восстановление металла, электромагнитную стабилизацию дуг, электромагнитное перемешивание расплава, отвод газа из восстановительного реактора, слив и сбор полученного металла, отличающийся тем, что расплав располагают в кольцеобразном тигле, в пространстве которого посредством пропускания тока через внутреннюю металлическую стенку стабилизируют плазменные дуги и создают вдоль тигля круговой поток расплава.
2. Устройство для плазменного восстановления железа из оксидного расплава, содержащее металлический тигель с расположенным в нем оксидным расплавом, плазмотроны, расположенные над расплавом, плазменные дуги которых горят между электродами плазмотронов и расплавом, соленоид, создающий аксиальное магнитное поле, коллектор для отвода газообразных продуктов, питатели исходным оксидным сырьем, восстановителем и плазмообразующим газом, средства для слива и сбора готового металлопродукта, источник постоянного тока для питания плазменных дуг, подключенный к электродам плазмотронов и тиглю, отличающееся тем, что тигель выполнен кольцеобразным с металлическими водоохлаждаемыми боковыми стенками и керамической подиной, при этом ширина тигля b и диаметр его внутренней стенки D связаны с мощностью плазменной дуги отдельного плазмотрона Р, МВт, и числом плазмотронов N соотношениями  и D=bN/3, м, причем отношение высоты внутренней токоведущей части стенки к величине разрядного промежутка равно или больше единицы, а внутренняя боковая стенка тигля подключена к источнику электропитания посредством регулятора токов, проходящих через верхнюю и нижнюю части стенки.
и D=bN/3, м, причем отношение высоты внутренней токоведущей части стенки к величине разрядного промежутка равно или больше единицы, а внутренняя боковая стенка тигля подключена к источнику электропитания посредством регулятора токов, проходящих через верхнюю и нижнюю части стенки.
| СПОСОБ ВВОДА ШИХТЫ В ПЛАЗМЕННО-ДУГОВУЮ ЭЛЕКТРОПЕЧЬ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335549C2 |
| RU 2007114647 A, 27.10.2008 | |||
| Способ прямого получения жидкой стали | 1978 |
|
SU709688A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

