1. Область техники
Изобретение относится к механообрабатывающему производству и может быть использовано для обработки бандажей, роликов и других цилиндрических деталей (в том числе до диаметра 7000 мм) в бумагоделательном производстве, при производстве цемента и др.
2. Уровень техники
В процессе эксплуатации вращающихся цилиндров, например печей, происходит интенсивный износ их опорных узлов - бандажей и опорных роликов, что может привести к аварийным ситуациям и остановке дорогостоящего оборудования.
Дефекты бандажей: нецилиндричность, бочкообразность, конусность контактной поверхности, повреждение торцевой поверхности.
Дефекты опорных роликов: седлообразность, конусность контактной поверхности ролика, завал нижней кромки, наклон поверхности, ограничение свободного хода печи, вмятины, отслоения, сколы, трещины.
Известен способ обработки бандажей, роликов и других крупногабаритных цилиндрических деталей с помощью установки для ленточного шлифования абразивной лентой (RU №2385795, кл. В24В 23/06, 18.02.2008).
Недостатком аналога является его сложная конструкция.
Наиболее близким по технической сущности, принятым в качестве прототипа, является способ шлифования цилиндрической поверхности, с помощью станка для обработки цилиндрических деталей, содержащего неподвижную съемную эстакаду, опорную раму с суппортами продольного и поперечного хода, приводы подачи и вращения инструмента и копировальное устройство в виде рамы, включающей два прижима, три оси и четыре копирующие опоры, в каждой их которых расположены два самоустанавливающихся ролика (RU №2364487, кл. В24В 23/08, 2009).
Недостатки прототипа состоят в том, что он не решает проблемы оптимизации восстановительных работ, в частности установления (задания) глубины шлифования цилиндрической поверхности.
3. Представление изобретения
Задачей изобретения является оптимизация весьма затратных восстановительных работ после соответствующих измерений показателей износа цилиндрической поверхности, в целях сокращения расходов на ремонт, вместо приобретения и замены дорогостоящих бандажей и опорных роликов, а также увеличения межремонтного цикла оборудования, сокращения потребления энергии, повышения показателей надежности оборудования.
Решение поставленной задачи обеспечивается тем, что способ восстановления шлифованием внешней цилиндрической поверхности вращающегося бандажа печи в процессе ее эксплуатации включает использование шлифовального устройства, имеющего рабочий орган в виде бесконечной абразивной ленты со шкивами, один из которых является ведущим, и с опорным колесом, и установленного на рабочем столе с направляющими продольного хода, мотором-редуктором его привода, столом поперечного хода с электродвигателем, траверсой, взаимодействующей с внешней цилиндрической поверхностью бандажа посредством роликов, при этом рабочий орган подпружинен относительно рабочего стола для обеспечения свободного перекатывания опорного колеса по траверсе, а вал упомянутого электродвигателя предназначен для ведущего шкива бесконечной абразивной ленты.
4. Реализация изобретения
Реализация заявленного способа иллюстрирована устройством по прилагаемому чертежу, где 1 - обрабатываемая цилиндрическая деталь - бандаж вращающейся печи, 2 - траверса, взаимодействующая с бандажом посредством роликов 3, свободно перекатывающихся по бандажу 1, колесо 4 установлено на рабочем органе 5 с бесконечной абразивной лентой 6. Рабочий орган 5 подпружинен пружиной 7 относительно рабочего стола 8, имеющего механизмы 9 для перемещения рабочего органа 5 в необходимых направлениях.
Таким образом, после принятия решения о целесообразности восстановительных работ шлифуют восстанавливаемую внешнюю цилиндрическую поверхность изделия 1 бесконечной абразивной лентой 6, установленной на шкивах, один из которых является ведущим, на рабочем столе 8 с направляющими продольного хода, мотором-редуктором его привода и столом поперечного хода, на котором установлены электродвигатель главного ведущего вала бесконечной абразивной ленты 6 с подпружиненным опорным колесом, а также взаимодействующая с обрабатываемой поверхностью посредством роликов 3 траверса 2. Глубину обработки цилиндрической поверхности устанавливают по разности расстояний от нее до оси ближайшего к обрабатываемой поверхности шкива с учетом износа цилиндрической поверхности, а также размеров опорного колеса и траверсы 2.
Способ осуществляют следующим образом.
С помощью механизмов 9 рабочего стола 8 задают оптимальные уставки для рабочего органа 5, прижимаемого к изделию 1 пружиной 7 и обрабатывающего изделие 1 бесконечной абразивной лентой 6, определяя положение и глубину обработки внешней поверхности изделия 1. При этом траверса 2, перекатывающаяся на роликах 3 по поверхности изделия, задает проектную цилиндричность обрабатываемой поверхности. По траверсе 2, в свою очередь, свободно перекатывается подпружиненное опорное колесо 4 рабочего органа 5.
5. Технические результаты
Заявленное предложение имеет следующие преимущества перед известными техническими решениями:
- прогнозируются технико-экономические показатели восстановительных работ в объеме, необходимом для составления соответствующих смет на ремонтно-восстановительные работы;
- шлифовальное оборудование устанавливают без подъемно-транспортных средств;
- восстановление изношенных поверхностей идет одновременно с основным технологическим производством.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ШЛИФОВАНИЯ | 2008 |
|
RU2385795C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2364487C1 |
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ ЦАПФ МЕЛЬНИЦ | 2022 |
|
RU2788040C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| УНИВЕРСАЛЬНЫЙ ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2014 |
|
RU2555290C1 |
| Ленточно-шлифовальный станок | 1988 |
|
SU1541027A1 |
| Станок для обработки ушков у отштампованных парами швейных иголок | 1932 |
|
SU33124A1 |
| Устройство для зачистки внутренних цилиндрических поверхностей | 1989 |
|
SU1729735A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
Изобретение относится к машиностроению и может быть использовано для обработки бандажей, роликов и других цилиндрических деталей, в том числе диаметром до 7000 мм, в бумагоделательном производстве, при производстве цемента и др. Внешнюю цилиндрическую поверхность вращающегося бандажа печи восстанавливают шлифованием в процессе ее эксплуатации. Используют шлифовальное устройство, имеющее рабочий орган в виде бесконечной абразивной ленты со шкивами, один из которых является ведущим, и с опорным колесом. Устройство устанавливают на рабочем столе с направляющими продольного хода, мотором-редуктором его привода, столом поперечного хода с электродвигателем, траверсой, взаимодействующей с внешней цилиндрической поверхностью бандажа посредством роликов. Рабочий орган подпружинивают относительно рабочего стола для обеспечения свободного перекатывания опорного колеса по траверсе. Ведущий шкив бесконечной абразивной ленты устанавливают на валу упомянутого электродвигателя. В результате обеспечивается оптимизация восстановительных работ за счет установления глубины шлифования цилиндрической поверхности. 1 ил.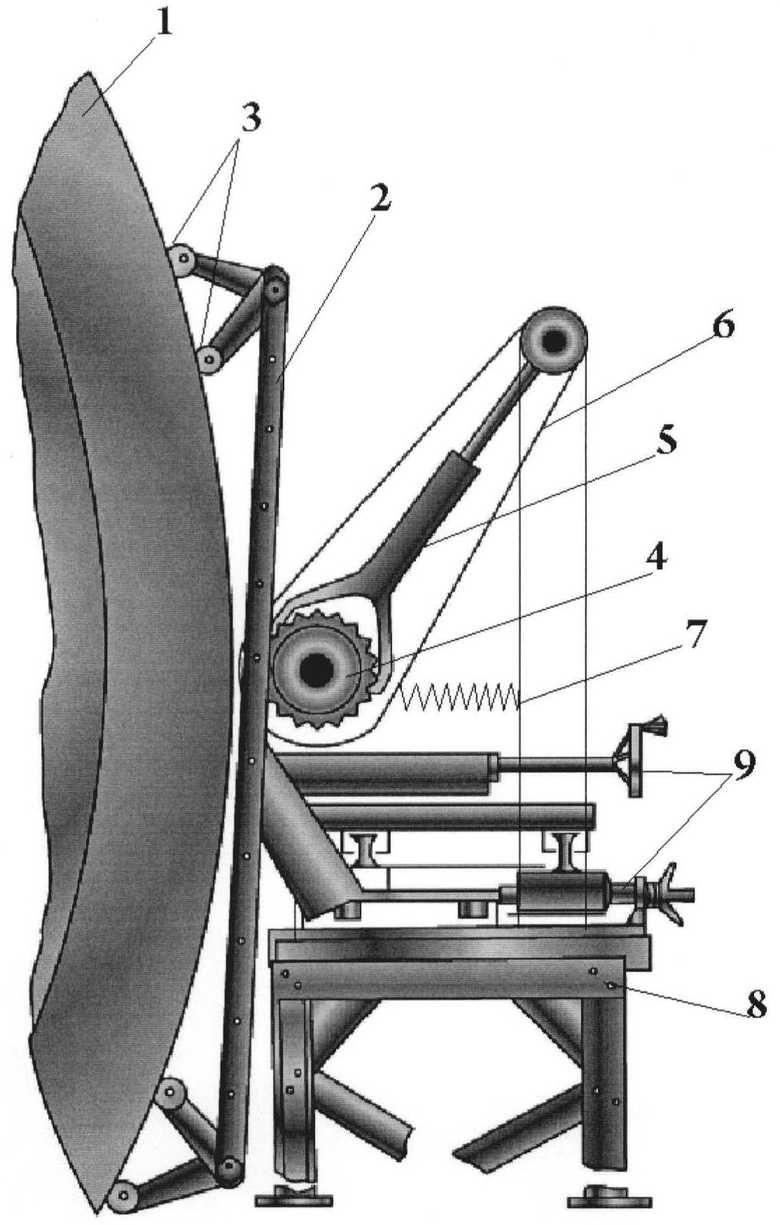
Способ восстановления шлифованием внешней цилиндрической поверхности вращающегося бандажа печи в процессе ее эксплуатации, включающий использование шлифовального устройства, имеющего рабочий орган в виде бесконечной абразивной ленты со шкивами, один из которых является ведущим, и с опорным колесом, и установленного на рабочем столе с направляющими продольного хода, мотором-редуктором его привода, столом поперечного хода с электродвигателем, траверсой, взаимодействующей с внешней цилиндрической поверхностью бандажа посредством роликов, при этом рабочий орган подпружинен относительно рабочего стола для обеспечения свободного перекатывания опорного колеса по траверсе, а вал упомянутого электродвигателя предназначен для ведущего шкива бесконечной абразивной ленты.
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2364487C1 |
| УСТАНОВКА ДЛЯ ШЛИФОВАНИЯ | 2008 |
|
RU2385795C2 |
| Устройство для обработки резанием наружных поверхностей вращения крупногабаритных изделий | 1989 |
|
SU1764830A1 |
| Стабилометр | 1985 |
|
SU1269002A1 |

