Изобретение относится к устройствам для производства электрохимических источников тока и предназначено для заполнения ячеистых по конструкции электродов свинцовых аккумуляторов активной массой, пастообразной в исходном состоянии, и может быть использовано в высокомеханизированном производстве аккумуляторов в составе технологической поточной линии.
Известны устройства для намазки электродов аккумуляторов, содержащие станину, бункер для подачи пасты, механизм подачи электродов и механизм намазывания пасты на электроды на бесконечной движущейся под намазочным бункером ленте [1, 2]
Недостатками известных устройств являются ручной подъем-поворот (посредством рычага) намазочных бункеров вокруг неподвижной оси для их очистки по окончании работы или для ремонта, необходимость демонтажа бункеров с помощью подъемных механизмов при замене бесконечной ленты.
Наиболее близким по технической сущности является устройство для намазки электродов, содержащее установленный на пяти стойках станины конвейер с намазочным столом, двумя валами и бесконечной лентой на них, над верхней горизонтальной ветвью которой установлен бункер с намазочным барабаном и поперечной осью подъема-поворота бункера, поворотной в трех подшипниковых опорах, установленных на конвейере по обе стороны ленты, привод для принудительного вращения одного из валов, несущих ленту, и намазочного барабана в виде цепных передач на эти элементы от мотора и редуктора, а также в виде разъемной (в момент подъема-поворота бункера) зубчатой передачи, конвейер беззазорно соединен с тремя, расположенными по одну его сторону, стойками станины и разъемно, посредством откидных, поворотных на вертикальных осях кронштейнов, с двумя стойками станины с зазором (для беспрепятственного съема-установки бесконечной ленты при ее замене) между ним и стойками, расположенными по другую его сторону, ось подъема-поворота бункера удлинена за пределы подшипниковой опоры, расположенной на конвейере со стороны беззазорных стоек станины, и, имея на удлиненной части третью подшипниковую опору, установленную в вертикальной опорной плите третьей, промежуточной, стойки станины, посредством дополнительной зубчатой передачи кинематически связана с валом ротора реверсивного пневматического двигателя роторного типа, установленного на вертикальной опорной плите, корпус подшипниковой опоры, расположенной со стороны разъемных с конвейером стоек станины, посредством резьбового болтового соединения разъединим с конвейером, а посредством дополнительного, съемного, штифта может быть соединен с корпусом бункера для совместного их поворота относительно конвейера с целью освобождения пространства под подшипниковой опорой для пропуска ленты при ее замене [3]
Недостатками известного устройства являются:
сложность изготовления реверсивного пневматического двигателя роторного типа необходимой мощности (до 0,7 кВт);
дополнительная зубчатая передача от вала ротора пневматического двигателя к оси подъема-поворота бункера;
увеличение продолжительности ремонтно-регулировочных работ при замене бесконечной ленты в связи с заклиниванием при повороте поворотной подшипниковой опоры между осью подъема-поворота бункера и поверхностью конвейера по причине снижения жесткости конструкции в результате усталости материалов и деформации деталей.
Целью изобретения является упрощение конструкции устройства, повышение его эксплуатационной надежности, снижение трудозатрат на ремонтно-наладочные работы при замене бесконечной ленты.
Цель достигается тем, что в устройстве для намазки электродов, содержащей конвейер со станиной, намазочным столом и двумя валами с бесконечной транспортирующей лентой на них, над верхней ветвью которой на поворотной в трех подшипниковых опорах оси подъема-поворота установлен бункер с намазочным барабаном, привод для принудительного вращения одного из валов, несущих ленту, и намазочного барабана в виде цепных и зубчатой передач на эти элементы от мотора и редуктора, конвейер с левой, по ходу движения транспортирующей ленты, стороны беззазорно соединен с тремя стойками станины, с правой стороны посредством двух поворотных откидных кронштейнов соединен с двумя стойками станины с зазором между ним и стойками, крайняя, третья, подшипниковая опора, расположенная с левой стороны на удлиненном конце оси подъема-поворота бункера, установлена на дополнительной вертикальной опорной плите третьей, средней, стойки станины, средняя подшипниковая опора оси установлена на конвейере с его левой стороны, крайняя, первая, подшипниковая опора, расположенная с правой стороны, соединена с поверхностью конвейера резьбовым соединением, согласно изобретению
ось подъема-поворота бункера на ее удлиненном за пределы третьей подшипниковой, установленной на дополнительной вертикальной опорной плите, опоры конце имеет рычаг, шарнирно соединенный со штоком силового цилиндра, корпус которого шарнирно соединен со станиной;
ось подъема-поворота бункера в средней подшипниковой опоре имеет радиально-сферический подшипник, корпус третьей подшипниковой опоры установлен в вертикальном пазу дополнительной опорной плиты с зазором, обеспечивающим скользкую посадку между третьей опорной и вертикальной поверхностями паза, на удлиненном конце оси, за пределами третьей подшипниковой опоры, установлен зацеп в виде крюка, внутренняя поверхность которого имеет плавный подъем в сторону центра вращения оси и периодически контактирует с цилиндрической рабочей поверхностью съемного, устанавливаемого на дополнительной опорной плите, ролика;
рабочая поверхность ролика выполнена в виде конуса;
рабочая поверхность ролика выполнена в виде полусферы.
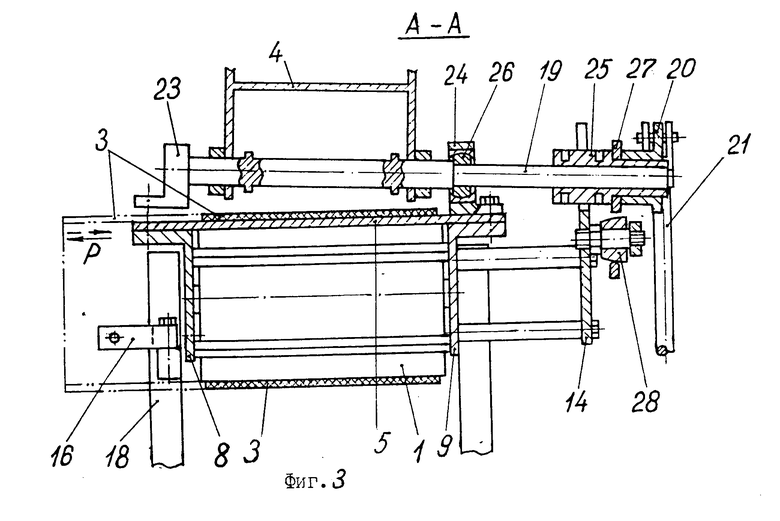
На фиг. 1 изображено предлагаемое устройство; на фиг.2 устройство в положении очистки бункера и замены ленты; на фиг.3 разрез А-А на фиг.2.
Предлагаемое устройство для намазки электродов содержит: ведомый 1 и ведущий 2 валы, охватываемые бесконечной (замкнутой) лентой 3, над верхней ветвью которой установлен бункер 4 с намазочным барабаном (не показан); под верхней ветвью ленты 3 установлен намазочный стол 5. Ведущий вал 2 через цепную передачу получает вращательное движение от привода 6, намазочный барабан через цепную передачу и пару зубчатых колес 7 также получает вращение от привода 6. Ведомый 1 и ведущий 2 валы, бесконечная лента 3, намазочный стол 5 вместе с боковинами 8 и 9 составляет намазочный конвейер, который с левой, по ходу движения ленты (обозначено стрелками К), стороны беззазорно соединен с тремя стойками 10, 11 и 12 станины 13 и с опорной плитой 14, с правой стороны посредством кронштейнов 15 и 16 со стойками 17 и 18 станины 13. Бункер 4 имеет ось 19 подъема-поворота с установленным на нее удлиненном конце рычагом 20, который посредством шарнира соединен со штоком 21 силового цилиндра 22. Корпус силового цилиндра 22 шарнирно соединен со стойкой 11 станины 13 (фиг.1,2). Ось 19 подъема-поворота бункера 4 (фиг.3) имеет подшипниковые опоры 23 и 24, корпуса которых соединены резьбовыми болтовыми соединениями с поверхностью намазочного стола 5, и подшипниковую опору 25, корпус которой расположен в опорной плите 14.
Кроме того, устройство содержит радиально-сферический подшипник 26 (фиг. 3) в подшипниковой опоре 24, подшипниковая опора 25 установлена в вертикальном пазу опорной плиты 14 с зазором, обеспечивающим скользящую посадку между ним и вертикальными поверхностями паза, рычаг 20 соединен со штоком 21 силового цилиндра 22 шаровым шарниром (не показан), на удлиненном конце оси 19 установлен крюкообразный зацеп 27, внутренняя поверхность крюка при подъеме-повороте бункера 4 входит в контакт с наружной цилиндрической, конической или полусферической рабочей поверхностью съемного ролика 28.
Устройство для намазки электродов свинцовых аккумуляторов работает следующим образом. В процессе нанесения активной пасты на решетки электродов, движущихся на бесконечной транспортирующей ленте 3 (фиг.1,2) под бункером 4 по направлению стрелок К бункер 4, рычаг 20 и шток 21 силового цилиндра 22 находится в положении I, при этом боковина 8 конвейера кронштейнами 15 и 16 посредством болтовых резьбовых соединений с целью обеспечения необходимой для работы устройства жесткости конструкции соединена со стойками 17 и 18 станины 13, намазочный барабан (не показан) бункера 4 при одновременном вращении валов 1 и 2 конвейера посредством пары зубчатых колес 7 и цепной передачи получает вращение от привода 6. Для удобства очистки внутреннего пространства бункера от остатков активной пасты по окончании работы устройства или перед его ремонтом бункер 4 под действием штока 21 силового цилиндра 22, через шарнирное соединение воздействующего на рычаг 20 и ось 19, установленную в подшипниковых опорах 23, 24 и 25, поворачивается (поднимается) вверх и устанавливается в положение II и III, при этом пара зубчатых колес 7 выходит из зацепления между собой. Для осуществления операций снятия и установки вышедшей из строя транспортирующей ленты 3, по существующей практике заменяемой 2-3 раза в неделю при односменной работе устройства для намазки, подшипниковая опора 23 и кронштейны 15 и 16 освобождаются от болтов крепления и последние (кронштейны) горизонтально поворачиваются в сторону от намазочного конвейера, в специальное резьбовое отверстие плиты 14 резьбовым концом его оси вращения устанавливается ролик 28. При переустановке бункера 4 из положения II в положение III зацеп 27 внутренней, рабочей, поверхностью крюка, имеющей плавный подъем в сторону центра вращения оси 19, входит в точечный контакт с наружной поверхностью ролика 28. При этом за счет уменьшения (при повороте зацепа 27) расстояния между горизонталью оси 19 и осью ролика 28 подшипниковая опора 25 сдвигается вниз вдоль вертикального паза опорной плиты 14, ось 19 поворачивается в радиально-сферическом подшипнике 26 подшипниковой опоры 24 и ее конец с подшипниковой опорой 23 и бункером 4 поднимается над поверхностью конвейера, освобождая пространство для вывода и ввода (в направлении стрелок Р) ленты 3. Шаровое шарнирное соединение штока 21 и рычага 20 обеспечивает свободу изменения их взаимного положения в вертикальной и горизонтальной плоскостях. Рабочая поверхность ролика 28 может быть выполнена цилиндрической, конической или полусферической, при этом усилие трения от взаимодействия зацепа 27 и ролика 28 под действием веса бункера 4 будет минимальным при полусферической форме наружной поверхности ролика и максимальным при цилиндрической форме. По окончании операции замены транспортирующей ленты перед пуском устройства в режим эксплуатации ролик 28 с плиты 14 снимается.
Таким образом, устройство обладает значительной простотой конструкции с одновременным повышением эксплуатационной надежности, снижением трудозатрат при проведении ремонтно-наладочных работ в сравнении с существующими аналогами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАМАЗКИ АККУМУЛЯТОРНЫХ ПЛАСТИН | 1992 |
|
RU2006105C1 |
| Устройство рубки движущейся ленты древесного шпона с ножом и узлом его натяжения, включая механизм вертикального перемещения прижимного вала с натяжителем цепи | 2021 |
|
RU2807977C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ОБОЛОЧКИ | 2002 |
|
RU2251481C2 |
| КОНВЕЙЕР ДЛЯ СБОРКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЖГУТОВ ПРОВОДОВ | 2009 |
|
RU2399107C1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| УСТРОЙСТВО ДЛЯ ПАСТИРОВАНИЯ ТОКООТВОДОВ ЭЛЕКТРОДОВ ЭЛЕКТРИЧЕСКОГО АККУМУЛЯТОРА | 2005 |
|
RU2278450C1 |
| Устройство для транспортировки материала в виде кирпича для огнеупорной облицовки резервуара с отверстием и выступом | 1978 |
|
SU1176824A3 |
| Устройство для формования декоративно-облицовочных плит | 1986 |
|
SU1381086A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
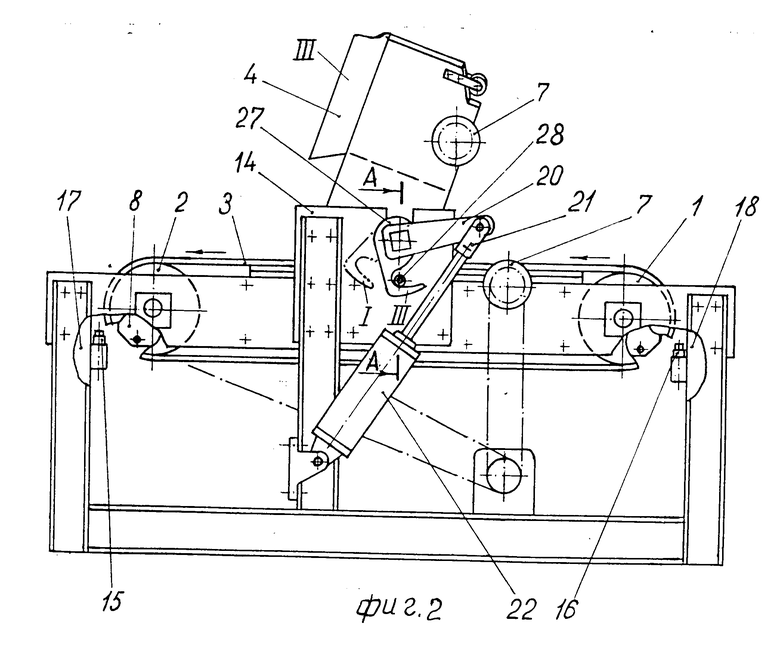
Использование: производство свинцовых аккумуляторов. Сущность изобретения: устройство содержит ведомый 1 и ведущий 2 валы, охватываемые бесконечной лентой 3, над верхней ветвью которой установлен бункер 4 с намазочным барабаном; под верхней ветвью ленты 3 установлен намазочный стол 5. Ведущий вал 2 через цепную передачу получает вращательное движение от привода 6, намазочный барабан через цепную передачу и пару зубчатых колес 7 также получает вращение от привода 6. Ведомый 1 и ведущий 2 валы, бесконечная лента 3, намазочный стол 5 вместе с боковинами 8 и 9 составляют намазочный конвейер, который с левой, по ходу движения ленты (обозначено стрелками К), стороны беззазорно соединен с тремя стойками 10, 11 и 12 станины 13 и с опорной плитой 14, с правой стороны - посредством кронштейнов 15 и 16 со стойками 17 и 18 станины 13. Бункер 4 имеет ось 19 подъема-поворота с установленным на ее удлиненном конце рычагом 20, который посредством шарнира соединен со штоком 21 силового цилиндра 22. Корпус силового цилиндра 22 шарнирно соединен со стойкой 11 станины 13. Ось 19 подъема-поворота бункера 4 имеет подшипниковые опоры, корпуса которых соединены с резьбовыми болтовыми соединениями с поверхностью намазочного стола 5, и подшипниковую опору, корпус которой расположен в опорной плите 14; радиально-сферический подшипник в подшипниковой опоре, подшипниковая опора установлена в вертикальном пазу опорной плиты 14 с зазором, обеспечивающим скользующую посадку между ним и вертикальными поверхностями паза, рычаг 20 соединен со штоком 21 силового цилиндра 22 шаровым шарниром, на удлиненном конце оси 19 установлен крюкообразный зацеп, внутренняя поверхность крюка которого при подъеме-повороте бункера 4 входит в контакт с наружной цилиндрической, конической или полусферической рабочей поверхностью съемного ролика. Использование устройства обеспечивает повышение эксплуатационной надежности, снижение трудозатрат на ремонтно-наладочные работы. 1 з.п. ф-лы, 3 ил.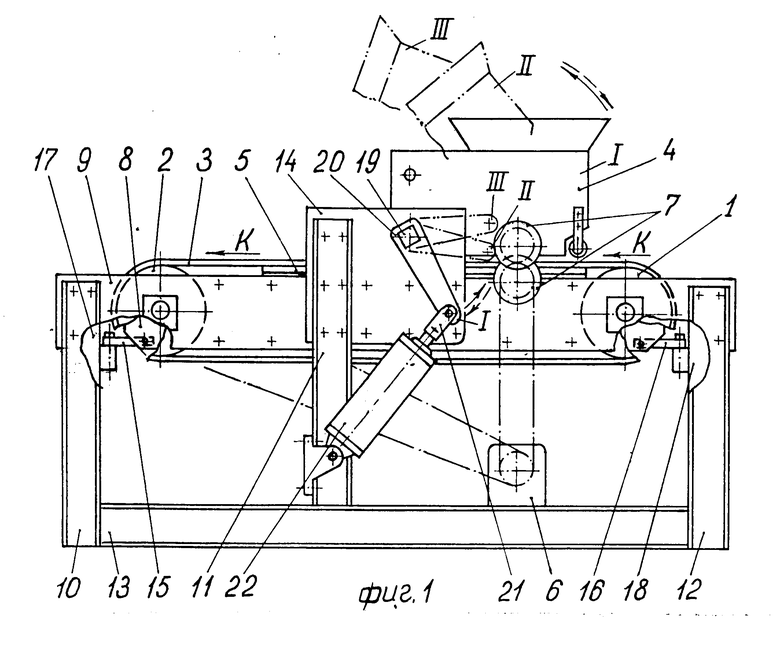
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дасоян М.А | |||
| и др | |||
| Производство электрических аккумуляторов | |||
| - М.: Высшая школа, 1970, с | |||
| Пружинная погонялка к ткацким станкам | 1923 |
|
SU186A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ НАМАЗКИ АККУМУЛЯТОРНЫХ ПЛАСТИН | 1992 |
|
RU2006105C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Auto MAC High=Speed Automatiue - Type Paster | |||
| Рекламный проспект фирмы "MAK Engineering and Equipment Company, Inc." Michigan, USA, 1988, form Number 888-2. | |||
