стный упругий элемент, даже если бы речь шла о прижиме только одной ветви ленты в нижней части внутренней полости, поскольку наружная поверхность упругого прижима плотно прижимается к полости изделия по всей площади наружного периметра прижима.
Недостатком известного устройства является также контактирование абаразивно- го покрытия ленты со шкивами и роликами устройства, что вызывает их повышенный износ.
Известно устройство для шлифования внутренней поверхности длинномерных труб абразивной лентой, в котором одна ветвь ленты пропущена через полость трубы и прижимается к обрабатываемой поверхности упругим элементом, совершающим в полости трубы возвратно-поступательное движение.
Известное устройство имеет существенные недостатки. Во-первых, стержень передвижного упругого элемента имеет длину, равную длине обрабатываемой трубы, в результате чего габарит устройства более чем в 2 раза превышает по длине обрабатываемую трубу. Во-вторых, абразивная лента охватывает нижнюю стенку трубы, вследствие чего абразивным покрытием контактирует не только с обрабатываемой поверхностью, но и с поверхностью барабанов 2,3, вызывая их усиленный износ. В-третьих, данная конструкция упругого элемента с пневматической камерой, выполненной в виде тканевого мешка, помещенного в кожаную оболочку, неприемлема для обработки изделий с внутренним диаметром 4000 мм и более ввиду больших сил трения, возникающих в месте контактов всей площади наружной поверхности кожаной оболочки с внутренней поверхностью изделия при возвратно-поступательном движении упругого элемента внутри изделия в процессе обработки.
Кроме того, на внутренней поверхности некоторых изделий энергомашиностроения приварные элементы, выступы препятствуют применению известного упругого элемента.
Целью изобретения является расширение технологических возможностей устрой- свта (использование для обработки изделий сколь угодно большого диаметра).
Поставленная цель достигается тем, что устройство выполнено в виде установленного на оппозитно расположенных платформах лентопротяжного механизма с натяжными роликами и прижимным элементом с приводом его осевого перемещения, платформы установлены с
возможностью осевого перемещения и устройство снабжено установленными на каждой из платформ стойками с ползунами, размещенными с возможностью перемещения в направлении, перпендикулярном направлению перемещения платформ, установленными на стойках откидными столами, предназначенными для базирования на них введенной в устройство тележки, не0 сущей прижимной элемент, натяжные ролики установлены на указанных ползунах.
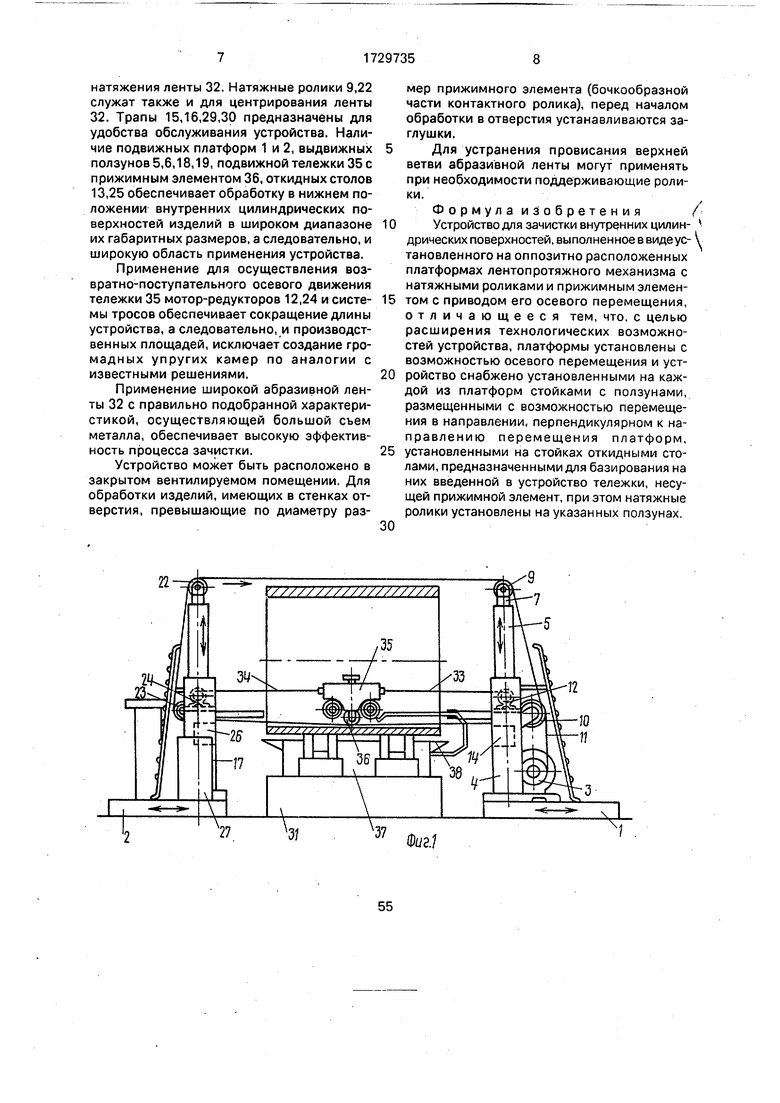
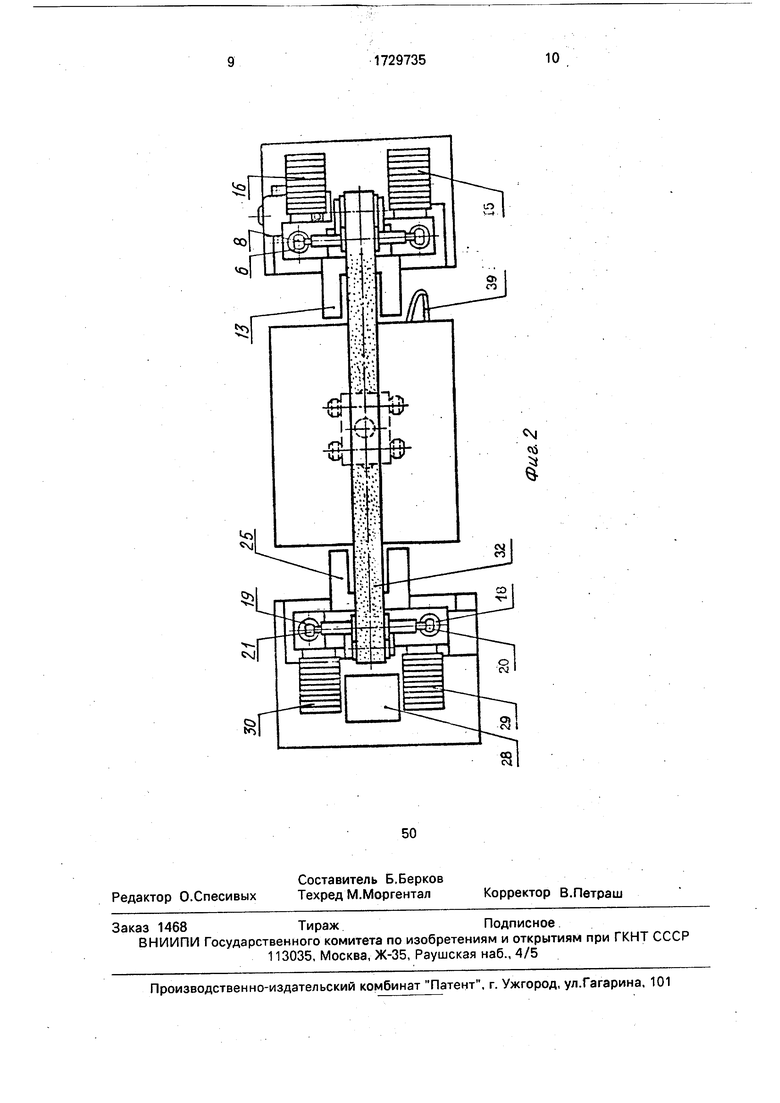
На фиг.1 изображен общий вид устройства; на фиг.2 - то же, вид сверху.
Устройство для зачистки внутренних ци5 линдрических поверхностей содержит платформы 1 и 2. На подвижной платформе 1 смонтирован привод 3, П-образная стойка 4 с двумя выдвижными ползунами 5,6, в которых расположены подпружиненные штоки
0 7,8, несущие натяжной ролик 9. На стойке 4 расположен ведущий шкив 10, получающий вращение от привода 3 через ременную передачу 11. На стойке 4 смонтирован мотор- редуктор 12, откидной стол 13 и
5 пылеулавливающее устройство с отсосом 14. Трапы 15,16 установлены на платформе
1и закреплены на стойке 4.
На подвижной платформе 2 расположена аналогично подвижной платформе 1 П0 образная стойка 17 с двумя выдвижными ползунами 18,19, в которых расположены подпружиненные штоки 20, 21, несущие натяжной ролик 22. На стойке 17 расположен ведомый шкив 23, мотор-редуктор 24, откид5 ной стол 25, пылеулавливающее устройство с отсосом 26, пульт 27 управления, столик 28. Трапы 29,30 установлены на платформе
2и закреплены на стойке 17.
В пролете между платформами 1 и 2
0 расположена роликоопора 31. На ролики 9,22, шкивы 10,23 натянута широкая бесконечная абразивная лента 32. На шкивах (не показаны) мотор-редукторов 12,24 имеются тросы 33,34, соединенные с подвижной те5 лежкой 35, в которой смонтирован регулируемый в вертикальном направлении съемный прижимной элемент 36, выполненный в виде бочкообразного обрезиненного контактного ролика. На роликоопоре 31
0 смонтирована система подачи СОЖ (показаны входящие в систему бак 37 с выдвижными стопами 38 и гибкий металлический рукав 39). При необходимости шланг подачи СОЖ может быть установлен на тележке 35.
5 Устройство работает следующим образом.
Подвижные в осевом направлении платформы 1,2 отводятся в стороны от роликоо- поры 31, на которую устанавливается подлежащее зачистке изделие. Затем платформы 1 и 2 с приведенными в рабочее горизонтальное положение откидными столами 13 и 25, на одном из которых установлена массивная тележка 35, перемещают к обрабатываемому изделию с учетом его раз- мера по длине и фиксируют. В зависимости от внутреннего диаметра изделия, возможного наличия на внутренней поверхности в верхней ее части или на торцах каких-либо выступов абразивная лента 32 может быть установлена на ролики 9,22, шкивы 10,23 лентопротяжного механизма в двух вариантах: с расположением ленты внутри изделия с охватом лентой 32 верхней стенки изделия (как это показано на фиг, 1,2). Для обработки изделий большого внутреннего диаметра лента 32 (обе ее ветви) располагается в пределах внутренней полости обрабатываемого изделия.
При обработке изделий большого внут- реннего диаметра лента 32 может располагаться не на четырех, а на трех роликах и шкивах, например 9,10,23.
Для установки ленты на ролики 9,22, шкивы 10,23, выдвижные ползуны 5,6,18,19 с подпружиненными натяжными роликами 9,22 опускаются. Лента 32 требуемого размера и с правильно подобранной характеристикой устанавливается на ролики 22,9 и шкив 10 с таким расчетом, чтобы сторона ленты, покрытая абразивом, была обращена к нижней стенке изделия и не контактировала с поверхностью этих роликов и шкива. Затем нижняя ветвь ленты пропускается через изделие по нижней стенке его полости, протягивается через проем П-образной стойки 17, под ведомый шкив 23 и ее край фиксируется на столике 28. Край верхней ветви ленты, свисающий с натяжного ролика 22, подводится к краю нижней ветви лен- ты, протянутой под ведомым шкивом 23, и стыкуется с ним. Затем лента склеивается или сшивается на швейной машинке. После этого выдвижные ползуны 5,6,18,19 с подпружиненными натяжными роликами 9,22 поднимаются на расчетную высоту и фиксируются.
Тросы 33,34, размещенные на шкивах мотор-редукторов 12,24, прикрепляются с двух сторон к подвижной тележке 35, сто- я щей на откидном столе 13 или 25, которые снабжены комплектом надставок (не показаны), с помощью которых обеспечивается плавный въезд и выезд тележки 35 в изделие и из него. Затем включается привод 3 дви- жения ленты 32 и пылеулавливающее устройство с отсосом 14 или 26 (в зависимости от направления движения ленты 32). Прижимной элемент 36 тележки 35 поджимается к ленте 32 (а лента к изделию).
включаются приводы 12,24 осевого возврат но-поступательного перемещения тележки
35и система подачи СОЖ. Тележка 35 перемещается внутри изделия по нижней стенке вдоль его оси, прижимной элемент 36 в процессе движения осуществляет прижим ленты 32 к обрабатываемой поверхности последовательно по всей длине обрабатываемого участка внутренней поверхности. При этом производится зачистка участка внутренней поверхности изделия, расположенного под лентой 32.
Осевое возвратно-поступательное движение тележки 35 с прижимным элементом
36заменяет попутное-и встречное движение обрабатываемого изделия или движение ленточно-шлифовальной головки, как это имеет место соответственно в плоскошлифовальных станках или станках с лен- точно-шлифовальной подвижной головкой.
Для обеспечения зачистки внутренней поверхности по всей ее длине тележка 35 в процессе работы в конце прямого и обратного хода частично (так, чтобы прижимной элемент 36 не выходил из контакта с обрабатываемой поверхностью) или полностью (с выходом прижимного элемента 36 за пределы изделия) выходит на откидные столы 13, 25. Реверс движения тележки осуществляется при помощи редукторов 12,24, тросов 33,34 и конечных выключателей (не показаны).
После зачистки участка поверхности, расположенного под лентой 32, тележка 35 переводится на откидной стол 13 или 25 и останавливается. Обрабатываемое изделие поворачивается на роликоопоре 31 вокруг своей оси на определенный угол так, чтобы под лентой 32 расположили необработанный участок внутренней поверхности, затем вновь включаются приводы движения тележки 35 и производится зачистка нового необработанного участка. После завершения зачистки всей внутренней поверхности изделия (в случае наличия приварных элементов - всей поверхности, кроме этих мест) изношенная лента 32 снимается с лентопротяжного механизма (что может иметь место и в процессе обработки), тележка 35 отводится на один из откидных столов 13 или 25 и отсоединяется от тросов. Затем прижимная тележка 35 может быть снята с откидного стола и откидные столы приведены в нерабочее вертикальное положение. Тележка 35 и прижимные элементы 36 при необходимости могут иметь разные габаритные размеры.
Устройство снабжено системой электрической блокировки, исключающей возможность включения двигателя 3 до
натяжения ленты 32. Натяжные ролики 9,22 служат также и для центрирования ленты 32. Трапы 15,16,29,30 предназначены для удобства обслуживания устройства. Наличие подвижных платформ 1 и 2, выдвижных ползунов 5,6,18,19, подвижной тележки 35 с прижимным элементом 36, откидных столов 13,25 обеспечивает обработку в нижнем положении внутренних цилиндрических поверхностей изделий в широком диапазоне их габаритных размеров, а следовательно, и широкую область применения устройства.
Применение для осуществления возвратно-поступательного осевого движения тележки 35 мотор-редукторов 12,24 и системы тросов обеспечивает сокращение длины устройства, а следовательно, и производственных площадей, исключает создание громадных упругих камер по аналогии с известными решениями.
Применение широкой абразивной ленты 32 с правильно подобранной характеристикой, ocyщecfвляющeй большой съем металла, обеспечивает высокую эффективность процесса зачистки.
Устройство может быть расположено в закрытом вентилируемом помещении. Для обработки изделий, имеющих в стенках отверстия, превышающие по диаметру раз0
5
0
5
0
мер прижимного элемента (бочкообразной части контактного ролика), перед началом обработки в отверстия устанавливаются заглушки.
Для устранения провисания верхней ветви абразивной ленты могут применять при необходимости поддерживающие ролики.
Формула изобретения/
Устройство для зачистки внутренних цилин- дрических поверхностей, выполненное в виде ус- V тановленного на оппозитно расположенных платформах лентопротяжного механизма с натяжными роликами и прижимным элементом с приводом его осевого перемещения, отличающееся тем, что, с целью расширения технологических возможностей устройства, платформы установлены с возможностью осевого перемещения и устройство снабжено установленными на каждой из платформ стойками с ползунами, размещенными с возможностью перемещения в направлении, перпендикулярном к направлению перемещения платформ, установленными на стойках откидными столами, предназначенными для базирования на них введенной в устройство тележки, несущей прижимной элемент, при этом натяжные ролики установлены на указанных ползунах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| Устройство для зачистки поверхностей | 1985 |
|
SU1301664A1 |
| Способ шлифования внутренней поверхности длинномерных труб | 1985 |
|
SU1359097A1 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| ПРИБОР ДЛЯ АНАЛИЗА БИОЛОГИЧЕСКИХ ОБРАЗЦОВ И РЕАГЕНТОВ | 2015 |
|
RU2697877C2 |
| Растяжное устройство | 1989 |
|
SU1755088A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU1004079A1 |
| Ленточношлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU986739A1 |
| Ленточно-шлифовальный станок для обработки деревянных изделий | 1985 |
|
SU1366368A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СВАРНЫХ ШВОВ | 1994 |
|
RU2115518C1 |
Использование: зачистка внутренней поверхности цилиндрических изделий типа обечаек. Сущность изобретения: устройство снабжено подвижными платформами, на которых расположены стойки со смонтирован- ными в них выдвижными ползунами. Широкая абразивная лента надета на ведущий, ведомый и натяжные шкивы. Прижимной элемент выполнен в виде подвижной перемещаемой тросами тележки с закрепленным в ней контактным роликом, осуществляющим давление на абразивную ленту. Зачистка внутренней поверхности изделия, установленного на роликоопоре, осуществляется в процессе возвратно-поступательного движения тележки 14 вдоль оси изделия с прижимом ленты к обрабатываемой поверхности контактного ролика. 2 ил. Недостатком известного способа шлифования является то, что пригоден он только для труб. Для изделий энергомашиностроения, имеющих внутренний диаметр 4000 мм и более:данный способ неприемлем, так как применить огромный, диаметром более 4 м упругий прижимной элемент для прижима ветвей ленты практически невозможно и нецелесообразно ввиду больших сил трения, которые возникнут в области сопряжения всей площади наружной поверхности прижимного элемента с внутренней цилиндрической поверхностью обрабатываемого изделия при возвратно-поступательном его движении внутри изделия в процессе шлифования. Кроме того, некоторые изделия энергомашиностроения имеют на внутренней цилиндрической поверхности в определенном месте приварные элементы или выступы, что не позволяет применить извесл с 5 ю ю XI со сл Ј
| Способ шлифования внутренней поверхности длинномерных труб | 1985 |
|
SU1359097A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| 0 |
|
SU154142A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
