Область, к которой относится изобретение
Изобретение относится к области испытания материалов и может использоваться при испытании алмазного камнерезного инструмента.
Уровень техники
Известно техническое решение, в котором для испытания камнерезного алмазного инструмента, например алмазного отрезного сегментного круга (АОСК), с целью определения скорости распиливания камня и расхода алмаза, которые определяется качеством металлической связки, АОСК испытывают непосредственно на производственной установке. Недостатком технического решения является значительная трудоемкость и большой расход алмазного порошка, доходящий до 400-1000 карат на один круг диаметром 2000 мм и более, в случае металлической связки, которая «засаливается».
Наиболее близким является техническое решение (SU 1562763 A1, 07.05.1990), в котором для определения достижения заданной величины износа на контртеле формируется сегментный срез. Момент достижения заданной величины износа определяется по стабилизации параметра вибрации, обусловленной сегментным срезом. Недостатком технического решения является малая информативность: всего одна точка.
Раскрытие изобретения
Задачей предлагаемого изобретения является оперативное определение скорости распиловки породы камня алмазным отрезным кругом в зависимости от металлической (органической) связки.
Технический результат, достигаемый при решении поставленной задачи, заключается в получении достоверной информации о качестве связки алмазного инструмента для конкретной породы камня за малый промежуток времени.
Существенные признаки, характеризирующие изобретение.
Ограничительные: определение достижения заданной величины износа по прекращению биения, обусловленного сегментным срезом на контртеле (алмазном круге).
Отличительные: на режущем алмазном круге сформированы сегментные срезы различной величины, расположенные через ровные поверхности режущей кромки по мере нарастания величины сегментного среза по ходу вращения.
Известно, что при вращении диска любая неровность на поверхности окружности диска вызывает соответствующее изменение показание датчика, отслеживающего биение вращающегося диска. Известно также, что величина центрального угла окружности не зависит от величины радиуса окружности. Известно также, что трущиеся тела нагреваются и при повышении температуры размер твердых тел увеличивается. Измерение линейного износа при трении двух тел точнее измеряется по достижению величины центрального угла контакта, чем прямое измерение линейного перемещения во время испытания на износ из-за погрешности, вызванной тепловым расширением участвующих при трении тел.
Краткое описание чертежей
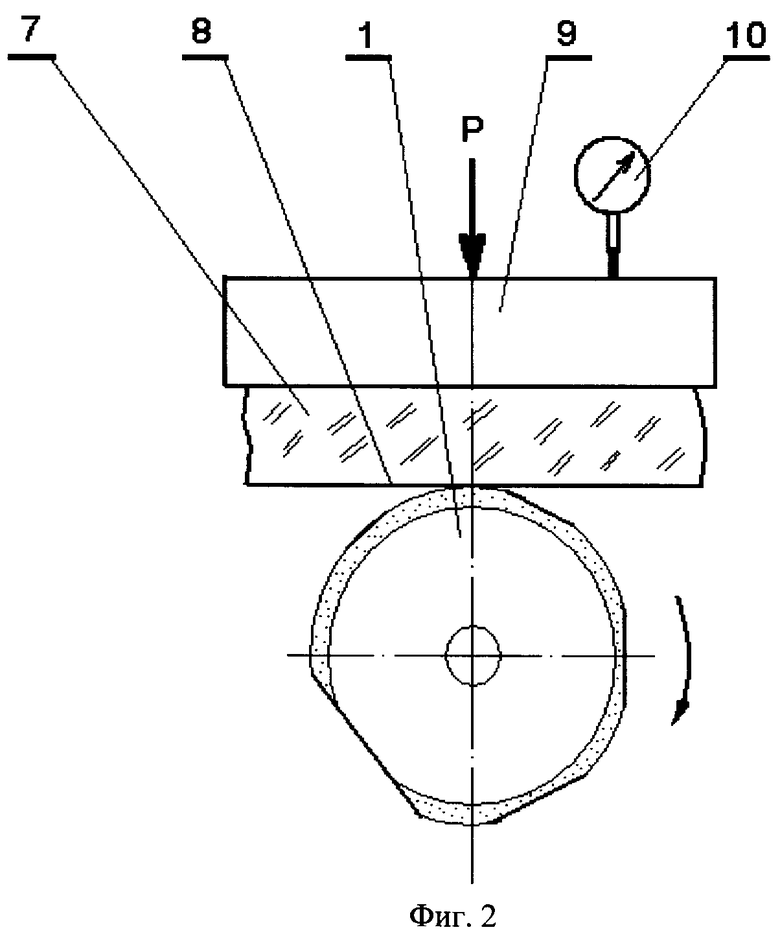
На фиг.1 приведен вид испытуемого алмазного инструмента. На фиг.2 представлена схема испытания алмазного круга.
Осуществление изобретения
Способ осуществляется следующим образом. Испытуемый алмазный круг 1 (фиг.1) со сформированными несколькими сегментными срезами различной величины 2, 3, 4, 5 и 6 устанавливают на основном валу испытательной машины, например на машине трения СМЦ-2 или ИИ 5018, и жестко закрепляют (не показано). Образец камня 7 (фиг.2), для распиловки которой создается рецептура металлической (органической) связки, плоской стороной 8 размером по линии обработки не менее диаметра испытуемого алмазного круга 1 закрепляют на державке 9, которая находится над испытуемым алмазным кругом. Камень плоской стороной плавно приводят в непосредственный контакт с вращающимся алмазным инструментом и прилагают необходимую нагрузку Р. Распиловку камня производят с охлаждающей жидкостью. Колебание державки с обрабатываемым камнем определяют по датчику 10. Суть метода заключается в том, что при достижении глубины распиловки, равной высоте сегментного среза, колебание, обусловленное данным сегментным срезом, исчезает. Таким образом, по исчезновению колебаний различных амплитуд определяют достижение той или иной определенной глубины распиловки. Отношение глубины распила к времени достижения этой глубины дает скорость распиловки алмазного инструмента. При этом замер следа распиловки или определение износа камня взвешиванием исключаются, а определение скорости распиловки алмазным инструментом существенно ускоряется, т.к. оценку качества инструмента получают непосредственно во время испытания, не прекращая процесс распиловки. Затем по исчезновению следующей амплитуды колебаний, вызванной сегментным срезом более большой величины на алмазном круге, определяют время достижения следующей глубины распиловки, через которые определяют следующую скорость распиловки и так далее. При этом по резкому снижению скорости распиловки определяют момент «засаливания» алмазного инструмента, если связка не пригодна для данной породы камня. Точность определения скорости распиливания отрезного круга повышается за счет исключения вклада вносимого линейным тепловым расширением, а также за счет исключения таких операций, как взвешивание или замер линейных размеров распила, которые в свою очередь тоже вносят погрешность. Время определения скорости распиловки существенно сокращается за счет исключения операций взвешивания, перед чем необходимо промыть и просушить образец (породу камня) или замер линейных размеров следа распиловки, для чего требуется необходимость очистки от частиц износа и грязи.
Таким образом, предлагаемый способ испытания позволяет определить пригодность металлической (органической) связки алмазного камнерезного инструмента к той или иной породе камня оперативно в момент испытания и позволяет определить с высокой точностью скорость распиловки алмазным отрезным кругом породу камня за короткий промежуток времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ АЛМАЗНОЙ БУРОВОЙ КОРОНКИ | 2013 |
|
RU2548583C1 |
| СВЯЗКА НА ОСНОВЕ МЕДИ ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2010 |
|
RU2432249C1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА СОЖ К ДИСКОВОМУ ИНСТРУМЕНТУ | 1991 |
|
RU2008220C1 |
| ДИСКОВЫЙ АЛМАЗНЫЙ ИНСТРУМЕНТ | 2007 |
|
RU2366575C2 |
| СТАНОК ДЛЯ РАСПИЛОВКИ КЕРНА | 2010 |
|
RU2433039C1 |
| АЛМАЗНАЯ ДИСКОВАЯ СЕГМЕНТНАЯ ПИЛА | 1996 |
|
RU2109633C1 |
| СВЯЗКА НА ОСНОВЕ МЕДИ ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2010 |
|
RU2432247C1 |
| Способ изготовления алмазного инструмента | 1982 |
|
SU1007954A1 |
| Устройство распиловки камня алмазным канатом | 2021 |
|
RU2781967C1 |
| СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2005 |
|
RU2286241C1 |
Изобретение относится к области испытания материалов и может использоваться при испытании алмазного камнерезного инструмента. Способ заключается в том, что на режущей алмазной поверхности круга формируют сегментные срезы различной величины, расположенные по мере возрастания по ходу вращения круга через ровные поверхности режущей части (кромки). При этом заданные величины распила определяют по времени прекращения колебаний, обусловленных соответствующими сегментными срезами, на основании которого определяют скорость распиловки камня при помощи испытуемого алмазного инструмента с той или иной металлической (органической) связкой. Кроме того, за счет исключения операций взвешивания и замера линейного размера следа распиловки существенно ускоряется определение пригодности алмазного инструмента. Заявленное техническое решение направлено на повышение точности определения скорости распиловки, с учетом которой определяют пригодность алмазного камнерезного инструмента, за короткий промежуток времени. 2 ил.
Способ испытания алмазного камнерезного инструмента, заключающийся в распиловке плоской поверхности камня под постоянной нагрузкой и с постоянной скоростью алмазного круга с заранее сформированным сегментным срезом, отличающийся тем, что на режущей алмазной поверхности круга формируют сегментные срезы различной величины, расположенные по мере возрастания по ходу вращения круга через ровные поверхности режущей части, о достижении при испытании заданных величин распила определяют по времени прекращения колебаний, обусловленных соответствующими сегментными срезами, на основании которого определяют скорость распиловки камня при помощи испытуемого алмазного камнерезного инструмента, с учетом которой определяют пригодность данного инструмента для распиловки упомянутого камня.
| Способ приработки пары трения | 1988 |
|
SU1562763A1 |
| Абразивный сегментный отрезной круг углового профиля | 1987 |
|
SU1516331A1 |
| SU 5963664 A, 23.02.1992 | |||
| Алмазный фасонный прерывистый круг | 1980 |
|
SU952564A1 |

