Изобретение относится к производству отрезных кругов, в частности отрезных инструментов с абразивно-гальваническим покрытием.
Цель изобретения - увеличение стойкости крутка путем повышения его виброустойчивости.
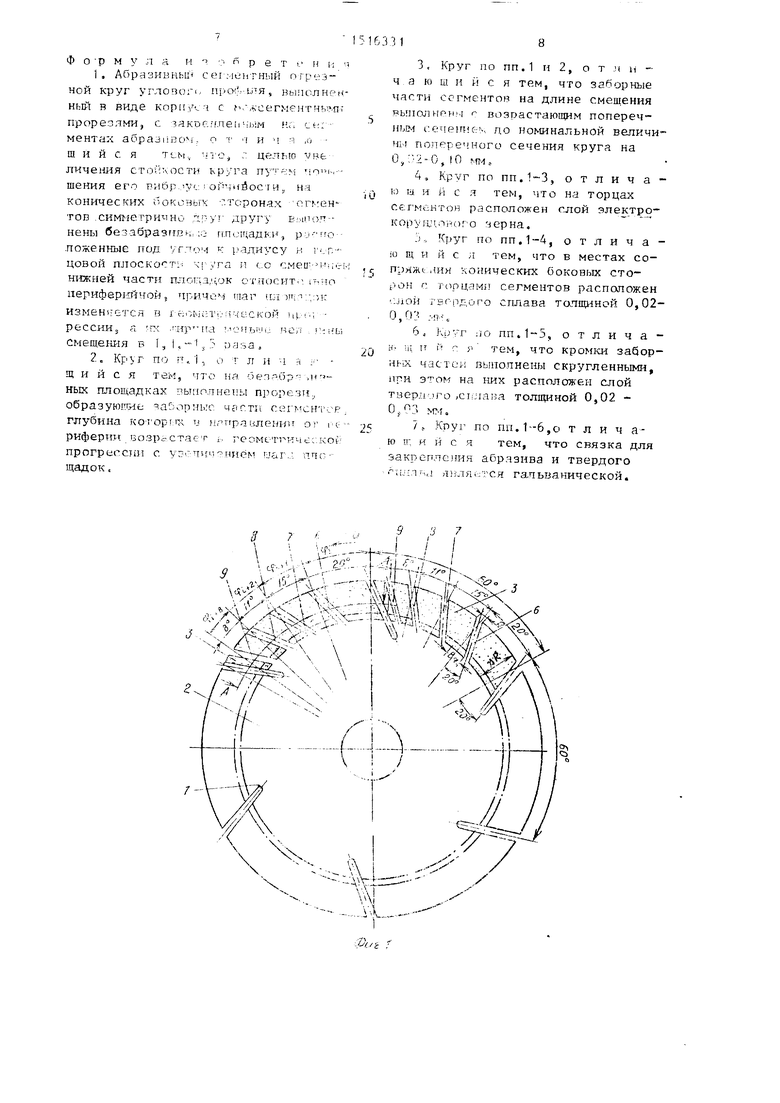
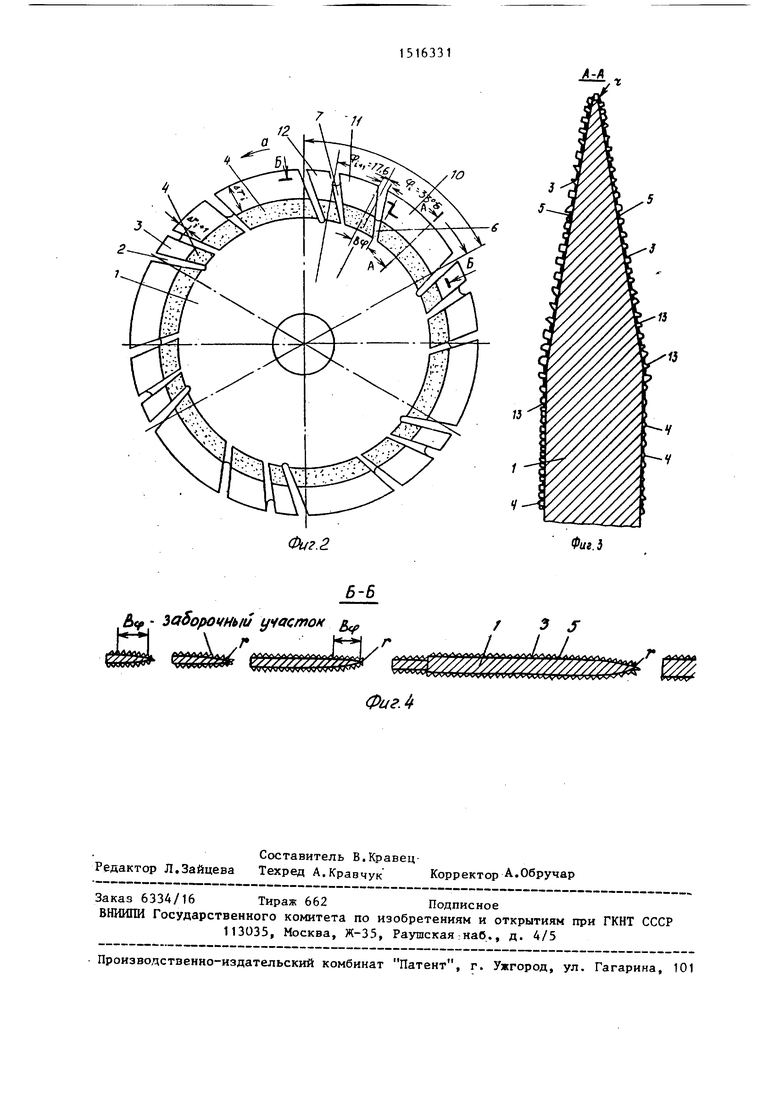
На фиг.1 показан эльборный отрез - ной круг с межсегментными прорезями и площадками, свободными от абразивного покрытия: на фиг.2 - сегментный отрезной круг с дополнительными двумя прорезями на площадках, свободных от абразивного покрытия из эль- бора и электрокорунда; на фиг.З сечение А-А на фиг.2; на фиг.4 - сечение Б-Б на фиг.2.
Абразивный сегментный отрезной круг (фиг.1) содержит металлический диск 1 с угловым профилем и межсегментные прорези 2. На коническом профиле круга и перифериной его по- верхности расположены в один слой эльборные абразивные зерна 3 (фиг.2), а на боковых поверхностях диска. 1 электрокорундовые зерна 4 (фиг.3 и 4), скрегшенные электролитически осаж- денньЙ4 металлом 5, например никелем. Внутри каждого сегмента на коническом рабочем профиле образованы свободные
СП
О)
со со
J
от абразивного покрытия площа;;ки 6, 7, 8, 9 (фиг.1), которые расположены симметрично поперечного сечения и под углом к радиусу, например et- 20, Причем площадки 6, 7, 8, 9 расположены с изменяющимся в геометрической прогрессии угловым ш гом , а их ширина В возрастает радиальном направлении и меньше в 1,1-1,5 раза углового смещения By, площадки. При этом угловой шаг ер изменяется по зависимости
m
.,
m
где - - -- знаменатель геометри- п
ческой прогрессии;
тип - натуральные числа, например , соответственно.
В диске 1 абразивного сегментного отрезного круга (фиг.2) выполнены на свободных от абразивного покрытия площадках 6 и 7 внутри каждого сегмента дополнительные прорези с монотонно убьшающим в окружном направлении по геометрической прогрессии радиальньм смещением Дг; от периферии диска. При этом радиальное смещение 5. г j изменяется в окружном направлении по направлению вращения круга по стренг;; р д (фиг.2) по завиЛг;m
симости . Например,
аг,,п
при мм, 41 ;., 7 мм (фиг.2). В другом ва- .рианте Л,г; 35 мм; Л г , 25 мм;
&г ; 13 мм; U. г ;, 7 мм; а L- j
- 4 мм.
Дополнительные прорези образуют внутри каждого сегмента (фиг.2) режущие элементы 10-12. На передней по направлению вращения круга заборной части поверхности элементов 10-12 Jcgoмки округлены (фиг.4) под радиусом г, равным половине толщины диска, усеченными коническими поверхностями. При этом заборная часть конического профиля по направлению вращения круга выпапнена переменного поперечного сечения h; (фиг.4, сечение по АВСД), которое возрастает на 0,02-0,10 мм до номинального поперечного сечения диска на каждом участке конического профиля на длине
16331
BI углового смещения прорези. а счет этого эльборные зерна 3 на заборной части двухстороннего конического профиля диска расположены с разновы- сотным положением их верщин в окружном направлении, изменяющемся монотонно на величину 0,02-0,10 мм (фиг.4).
10Абразивнй сегментарный отрезной
круг с межсегментными прорезями работает следующим образом.
Кругу сообщают вращение по стрелке А (фиг.1 и 2) с окружной скоростью
15 v 30-60 м/с, а изделию продольнуто подачу со скоростью Vy 2-10 м/мин или подачу на врезание со скоростью v, 25-150 мм/мин. Рабочую поверхность двухстороннего конического кру20 га вводят в контакт с обрабатываемой поверхностью изделия и эльборными зернами 3 срезают материал,а электрокорун- довые зерна 4,расположенные на торцах диска 1, вводят в контакт с боковьми
25 поверхностями разрезаемой заготовки. При этом участки с электрокорундовым зерном ограничивают угловое смещение диска и поперечное смещение режущих элементов 10-12 круга. Б момент кон30 такта заготовки с участками круга с эльборным покрытием и срезания материала возникают силы трения и резания и выделяется тепло в зоне резания.В момент контакта изделия с учас-
2g тком круга с наклонными площадками с безабразивным покрытием, расположенным симметрично поперечного сечения диска 1, уменьшается площадь контак- та и сила трения и резания. Периоди40 ческий контакт участков круга с без- абразивным покрьп-ием формирует нестационарные характеристики силы трения и силу сопротивления вибрациям в связи с монотонно уменьшающ мся пе45 риодом контакта режущих элементов
10-12 переменной протяженности внутри каждого сегмента.При этом с одной стороны прерывистость процесса снижается тепловыделение в зоне резания,
50 а с другой стороны изменение силы трения с переменным периодом вызывает колебания диска малой амплитуды с широким набором частот f; (ji; , i которые стабилизируют процесс
gg резки материала и препятствуют самовозбуждению поперечных колебаний диска. Б результате последнего умень- шае1ся трение боковых поверхностей круга с заготовкой, снижается износ
эльборньк зерен и расход энергии и мощности на обработку и повышается полезная работа на срезание материала при тяжелых режимах и высокой производительности обработки, В процессе пшифования в связи с зазорами и погрешностью опор шпинделя возникают вынужденные радиальные и угловые кблебания отрезного круга,которыб способствуют развитию поперечн колебаний диска с частотой контакта сегмента f СО h , где СО частот вращения круга, п - количество сегментов в момент контакта режущих элементов 10-12 круга, образованных дополнительными прорезями (фиг.2), выполненными с мон отонно убывающими угловым шагом Cf; и смещением Лг от периферийной поверхности, вынужденные нагибные и угловые колебания диска формируют поперечные колебания режущих элементов 10-12 с широким нбором спектра частот f, С) п , но весьма малой амплитуды, которые уменьшают силу трения и интенсифицируют процесс срезания материала, причем в момент контакта эльборньк зерен, расположенных на заборной поверхности режущих элементов 10 - 12 с переменным по высоте в окружном направлении положением вершин режущих кромок, стабилизируется фактическая глубина резания и удельная нагрузка на единичные зерна,уменьшается их износ и повышается стойкость круга,Кроме того, в момент ввода участка с прорезью в круге в зону контакта с заготовкой перемещаются отходы шлифования из межзере ного пространства в наклонную и расширяющуюся в радиальном направлении прорези 6 и 7 и под действи- ем центробежной силы свободно удаляются из зоны резания. При этом уменьшается засаливание круга, за счет чего сни;«ается трение, улучшается процесс стружкообразования и повышается производительность обработки,
В момент резания отрезного круга вступают в контакт с материалом заготовки участки круга с электрокорундовым зерном 4, которые скользят и выглаживают микронеровности шероховатости необработанной.поверхности. При этом участки с злектроко- рунаовым зерном будут ограничивать угловые перамещения круга и выпол
516331,
нять функцию радиального направления круга при его врезании в заготовку. Причем вследствие быстрого скруг- ления BepottiH и кромок электрокорундовых зерен 4 по мере их притупления уменьшается сила трения на боковых поверхностях круга и снижается расход энергии на трение и воз- JQ растает полезная работа на срезание материала и повышается производительность обработки.
В момент ввода двухстороннего рабочего конического профиля круга )5 в обрабатываемую заготовку возникает трение зерен и гальванической связки с материалом заготовки. При этом максимальное даяление, величина силы трения и истирание связки воз - 20 никает в контакте участков 13 круга в местах сопряжения конического профиля с торцами, а также на скругленных кромках заборной части режу- элементов 10-12. В процессе об- 25 работки кругом с чанесенным вмеж- эеренное пространство на указанные участки круга легированного слоя из твердого сплава 13 уменьшается трение и из.нос связи гальванического Q металла и эльборных зерен, за счет чего повышается стойкость круга при обработке хрупких материалов. Улучшение эксплуатационных свойств предлагаемого абразивного сегментного отрезного круга по сравнению с известным кругом подтверждается его испытаниями.
35
0
5
0
5
Симметричное с двух сторон и наклонное расположение плопадок, свободных от абразивного покрытия, относительно поперечного сечения диска не вызывает в процессе шлифования вынужденьгые поперечные колебания диска, а при вьтолнении площадок шириной В, равной или меньшей их углового смещешш Bq в окружном направлении, не всзбу.кдлются также и вынужденные изгбиные колебания круга со шпинделем. При ширине площадки В, превышающей угловое сме- щение В (Я наклоненной площадки в процессе обработки заготовки, например, из листа или тонкостенной трубы, будут возникать изгибные колебания круга и интенсивные вибра- 1дии заготовки,сопровождающиеся появлением сильного металлического тумй.
Ф О р м у л а н : Р р е т f и i; -(
1.Абразивньц сет меитный огреэ- ной круг угловоГ П1: о ;-1ля, вьтолнен- ный в виде корпус ч с .- сегментнь пт прорезями, с зякГ)С,гшеь -;)У1м Нс сегментах абразивом, о т и ч -; л
ш и и с я , i i Oj :: целью VBfc личеш1я стоимости круга путем .- шения его вибр. ус; ОРЧИЙОСТИ, на конических боковых тсфонах «гг:ен тов .симметрии но дг-уг ДРУгу BJ-.IIIO. нены безабразмйк, ;о гт лцадки-, ро тго-- ложенные под углом к 1:адиусу н г-.г- цовой гаюскостч- i-yra п t.o CMeu i- ii.ri нижней части площадок относит,: о.ио перифер1-шной 5 причеч uiar 11л)пг ;уиг изменяется в г ко1ч;;Т ;пчос1 ой - рессиИз а п . ир чга . CHbiiii-; вег; r i-fbi Смещения в 1, и- .З пяза,
2.Круг по П,1, о 1 л и ч
щ и и с я тем, что на белг-бр- .и- - ных площадках выгюлнеиы прорези,, о6разую1яие яаЬориь;с csi7.icH i cp глубина KOt Opnx ч }1г пграиле;)И о) рс- рифери г Бозрс-стает i, геомотгич1;;:ко / прогрессии с уг олич нием шагм nniv щадок.
0
3.Круг по пп.1 и 2, о т л и - ч а ю щ и и с я тем, что заборньге части сегментов на длине смешения вь полирн;.1 -: возрастающим попереч- H jM с:ечепие.. до номинальной величи- нь nonepe iHoro сечения круга на
о,;-2-о, ю .tM,
4,Круг по пп,1-3, о т л и ч а - ю тя и и с я тем, что на торцах сегментон расположен слой электрр- к О(-) у I-V г о iV о г о ч ер на.
-J.. Круг по пп. 1 -4, о т л и ч а - 10 щ и и с л тем, что в местах со- ЛИЯ конических боковых сторон i. торцамп сегментов расположен .:JiOH г Бгрдого сгшава толщиной 0,02- 0,03 мм.
6. Круг ;iO ПП.1-5,, О Т Л И Ч а н- iii IT и п }1 тем, что кромки забор- Hf-ix часто; выполнены скругленными, при этом на них расположен слой твердого ,с1:лана толщиной 0,02 - О. ,,
1, Круг по пп.1-6,0 т л и ч а- ю п: и и с я тем, что связка для эакрсплелия абразива и твердого .|ц;лг-.,| (:тся гальванической.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
| Прерывистый шлифовальный круг | 1987 |
|
SU1495104A1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2100184C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| ОТРЕЗНОЙ АЛМАЗНЫЙ СЕГМЕНТНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2073599C1 |
| Способ шлифования | 1985 |
|
SU1283052A1 |
| Торцовый лепестковый круг | 1991 |
|
SU1815201A1 |
| Алмазный сегментный отрезной круг с межсегментными прорезями | 1983 |
|
SU1133077A1 |
| ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072296C1 |
| АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ | 2012 |
|
RU2519449C1 |
Изобретение относится к производству отрезных кругов с абразивно-гальваническим покрытием. Целью изобретения является увеличение стойкости круга путем повышения его виброустойчивости. На конических боковых сторонах сегментов образованы свободные от абразивного покрытия наклонные площадки, расположенные симметрично друг другу с изменяющимся в геометрической прогрессии шагом. Ширина площадок меньше их углового смещения. На площадках с безабразивным покрытием выполнены дополнительные прорези с изменяющейся в направлении от периферии глубиной и образован на заборной части режущих элементов возрастающий профиль поперечного сечения на длине, равной угловому смещению прорези. На торцы диска нанесен слой электрокорундового зерна. В места сопряжения конического профиля с торцами и на скругленных кромках заборной части сегментов нанесен на связку гальванического металла слой твердого сплава. 6 з.п. ф-лы, 4 ил.
8
7
yfi
с- i- 9 ,-.т
- ,- ,Г/ ,
.f:.,,a-,. //
ГЛ ri
-..
-4 Q---- - t-if
:«S«4I:J
.---: V.
-.-..va..
/
Фиг.2.
Bttf 3frSopovHb/u ytacmoH g
/
fff -y-frt V tryfffii. I .ivyvvftt
Фиг. 5
-
/
fffii. I
ФигЛ
| Шлифовальный круг | 1984 |
|
SU1194663A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
