Изобретение относится к области обработки металлов, а именно к процессу закалки стальных изделий. Поверхностную закалку изделий применяют для получения большей твердости в поверхностном слое изделия с сохранением вязкой сердцевины, обеспечивая износоустойчивость и одновременно высокую динамическую прочность, достигаемые за счет нагрева поверхностного слоя с последующим его остыванием.
В настоящее время при закалке для поверхностного нагрева деталей используются различные способы: - в расплавленных металлах или солях; - пламенем ацетиленокислородной или газовой горелки (пламенная закалка); -в электролитах; - лучом лазера; - электротоком [Полевой С.Н., Евдокимов В.Д. Упрочнение машиностроительных материалов. - М.: Машиностроение, 1994. 496 с.] и др.
Сущность любого из перечисленных способов закалки заключается в том, что поверхностный слой детали быстро нагревают, создавая резкий градиент температур, с последующим быстрым ее охлаждением. В этом случае слой металла, нагретый до заданной температуры, получит полную закалку; слой, располагающийся ниже, получит неполную закалку, а последующий объем детали закалки не получит [Гуляев А.П. Металловедение. М.: Металлургия, 1986. 544 с.]. Температура закалки выбирается в соответствии с диаграммой состояния.
Перечисленные способы закалки вызывают искажение формы металла, что необратимо портит изделие или требует больших затрат на доводку.
Наиболее близким к заявляемому способу, по совокупности признаков, является способ термической обработки металлов с помощью концентрированного источника энергии - лазерного излучения [Григорьянц А.Г., Сафонов А.Н. Основы лазерного термоупрочнения сплавов. - М.: Высш. шк., 1988. 159 с.].
В этом способе закалка сталей проводится лазерным излучением и заключается в локальном нагреве участка поверхности и сканировании излучения по всей обрабатываемой поверхности с последующим охлаждением его за счет теплоотвода во внутренние слои металла.
Основной недостаток данного способа заключается в высокой себестоимости лазерных установок и оптических систем управления лазерным излучением, в сложности реализации процесса на поверхностях сложной геометрической формы. Кроме того, формирование лазерного пучка определенных размеров обеспечивает лишь точечное энергетическое воздействие на поверхность, что требует создания сложной системы сканирования излучения по поверхности воздействия, с обеспечением 50% перекрытия пятен закалки, что определяется соотношением шага обработки и диаметра зоны лазерного воздействия.
В процессе поверхностной закалки изделий существенное влияние оказывает состав окружающей газовой среды. При высокой температуре происходит химическое взаимодействие поверхности металла с окружающей средой, при этом особое значение имеют два протекающих процесса: обезуглероживание стали, связанное с выгоранием углерода в поверхностных слоях - C+O2 → CO2 и окисление поверхности, ведущее к образованию окалины и окислов - Fe+O2 → 2FeO, приводящие к необходимости задавать припуск на последующее шлифование, что также удорожает и усложняет технологию изготовления обрабатываемых деталей.
Задачей изобретения является разработка способа закалки поверхностных слоев изделий, обеспечивающего простоту и высокую производительность процесса, а также качество получаемых изделий за счет устранения процессов обезуглероживания и окисления.
Одновременно достигается снижение степени огрубления микроструктуры, способствующее расширению номенклатуры обрабатываемых изделий за счет обработки сложных геометрических поверхностей.
Поставленная задача решается за счет того, что в способе закалки стальных изделий, включающем нагрев поверхностного слоя изделия локально-концентрированным источником энергии с последующим охлаждением за счет отвода тепла в тело изделия, нагрев поверхностного слоя изделия проводят в вакууме за счет энергии, локализованной в перемещающихся по поверхности изделия катодных пятнах вакуумно-дугового разряда, горящего между изделием, являющимся катодом и анодом.
Использование в качестве источника теплового воздействия на обрабатываемую поверхность энергии перемещающихся катодных пятен вакуумно-дугового разряда обеспечивает:
- упрощение процесса закалки поверхности и снижение себестоимости обработки;
- протекание процесса закалки в вакууме при давлении от единиц Паскаль до сколь угодно высокого вакуума, что исключает процессы обезуглероживания и окисления;
- уменьшение шероховатости поверхности;
- повышение производительности процесса за счет высокой скорости перемещения катодных пятен;
- обработку поверхности сложной геометрической формы.
Изложенная сущность изобретения поясняется чертежами.
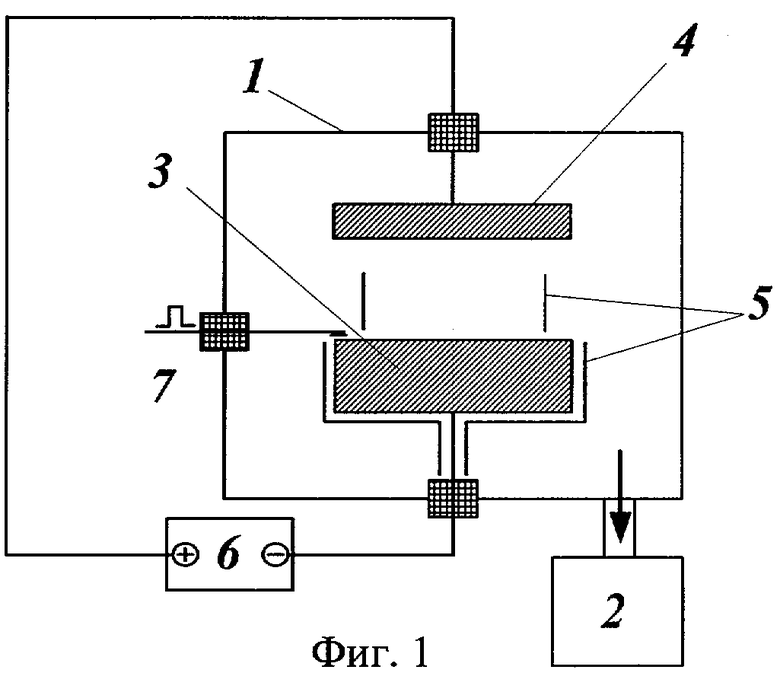
Фиг.1 - схема технологической установки для реализации способа.
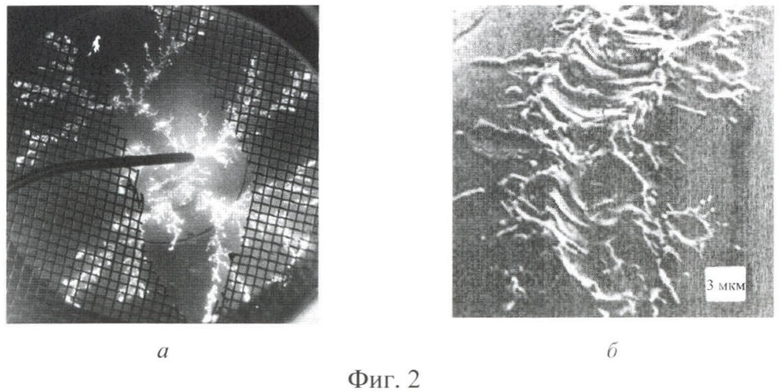
Фиг.2 - фотографии воздействия катодного пятна на поверхность закаляемого изделия: а - разряд на поверхности катода; б - след, оставляемый катодным пятном на поверхности.
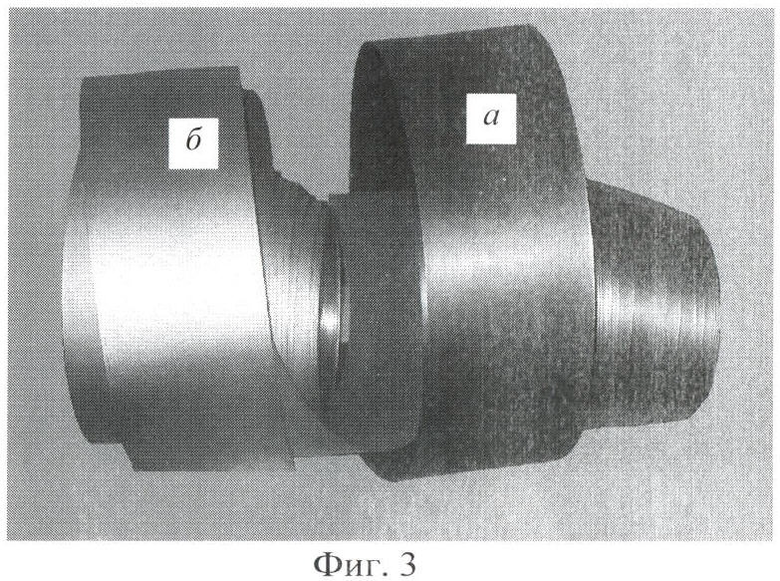
Фиг.3 - рулон заготовки в виде стальной ленты до - а и после - б закалки.
Закалку стальных изделий проводят в технологической установке, представленной на фиг.1 и состоящей из вакуумной камеры 1, откачной системы 2, обрабатываемого изделия, являющегося катодом 3, анода 4, системы экранов 5, источника питания дугового разряда 6 и инициирующего электрода 7.
Закаливаемое изделие 3 размещают в вакуумной камере 1. Система экранов 5 предназначена для удержания разряда на заданной зоне обрабатываемой поверхности изделия 3. Обрабатываемое изделие, выполняющее роль катода, может быть как стационарно расположенным в вакуумной камере, так и перемещающимся за счет использования системы транспортировки (например, лента или проволока, пропускаемая через вакуумную камеру с атмосферы).
Для реализации предлагаемого способа закалки стальных изделий в рабочем объеме вакуумной камеры 1 с помощью откачной системы 2 достигается необходимая степень разрежения. С помощью инициирующего электрода 7 на рабочей поверхности катода возбуждается вакуумно-дуговой разряд, существующий в катодных пятнах. Разряд горит между изделием (катодом) 3 и анодом 4. С помощью системы экранов 5 разряд удерживается на обрабатываемой поверхности катода 3.
Вакуумно-дуговой разряд на рабочей поверхности катода возникает и развивается в парах материала катода 3 и существует в перемещающихся катодных пятнах. Данный тип разряда относится к вакуумно-дуговому разряду с интегрально-холодным катодом. В этом случае эмиссионным центром разряда является катодное пятно (Фиг.2,а), характеризующееся высокой скоростью перемещения до 100 м/с, малыми геометрическими размерами, в среднем 10-4 м, и в котором выделяющаяся мощность достигает значений 109 Вт/м2, что и обуславливает его интенсивное тепловое воздействие на материал катода.
Катодное пятно состоит из нескольких активно эмитирующих участков с размерами много меньшими, чем размеры самого пятна. Само движение обусловливается самопроизвольным отмиранием одних ячеек и образованием других. Катодное пятно как локальный тепловой источник воздействия на поверхности катода оставляет за собой эрозионный след (Фиг.2,б), исследование которых показало, что плотность тока в катодных пятнах имеет порядок 108-109 А/см2. Для обеспечения таких высоких плотностей тока электрическое поле на поверхности катода должно быть на уровне E ~ 108 В/см. В катодном пятне вакуумной дуги это поле создается ионами, образовавшимися из испарившихся атомов, поэтому температура катода в пятне должна быть достаточно высока. Так, при плотности тока j ~ 108 А/см2 плотность ионного тока должна быть на уровне 107 А/см2. В этом случае температура в катодном пятне превышает температуру кипения материала катода. Область, разогреваемая катодным пятном на рабочей поверхности катода, превышает размеры самого катодного пятна.
Уровень мощности, выделяющейся на катоде, определяется катодным падением напряжения, близким по значению к потенциалу ионизации металла, и величиной разрядного тока.
За счет высокой скорости перемещения и условий существования разряд охватывает всю поверхность катода и обеспечивает равномерное воздействие на обрабатываемое изделие. Управление движением катодных пятен по заданной поверхности может осуществляться за счет использования системы дополнительных экранов, применением магнитного поля, коммутацией тока за счет применения различных токоподводов и др.
Принцип теплового воздействия катодных пятен вакуумно-дугового разряда на поверхность металла в течение короткого времени заключается в том, что теплота распространяется вглубь металла, тонкий слой которого нагревается выше температуры аустенитных превращений; теплота сохраняется в течение времени, достаточного для растворения углерода. В процессе нагрева на поверхности формируются наибольшие градиенты температур. Это главное условие для быстрого охлаждения путем отвода теплоты вглубь металла.
В процессе работы были исследованы основные направления повышения надежности, производительности, эффективности технологии и оборудования вакуумно-дуговой закалки - совершенствование систем управления движением катодных пятен, оптимизация конструкции и геометрии катодно-анодных узлов и шлюзовых систем, оптимальный выбор вакуумных насосов, решение проблем оптимизации тепловых процессов на электродах и на обрабатываемом изделии.
Предлагаемый способ был реализован для закалки стальной проволоки диаметром 6,5 мм и стальной ленты шириной 12 см и толщиной 0,7 мм, предназначенной для работы в условиях эрозионного износа в мелкодисперсной среде. Скорость перемещения через вакуумную камеру проволоки при ее закалке составляла до 2 м/с при токе дуги около 1000 А, а ленты - около 0,5 м/с при токе дугового разряда около 600 А (две зоны горения разряда по 300 А).
В этом случае стальная лента или проволока с размоточного барабана непрерывно поступает в вакуумную камеру. В вакуумной камере между изделием, являющимся катодом 3, и анодом 4 зажигается вакуумно-дуговой разряд. С помощью системы экранов 5 разряд (катодные пятна) локализуется на рабочей поверхности катода в зоне определенной площади. Ток разряда, например для ленты, на каждую зону горения составлял 300 А при падении напряжения на разрядном промежутке около 25 В. Закаленное изделие из вакуумной камеры выводится в атмосферу и наматывается на барабан.
Таким образом, источником закалки является вакуумно-дуговой разряд, горящий из катодного пятна, перемещающегося по поверхности закаляемого изделия. Внутри камеры изделие охлаждается за счет отвода тепла в объем материала излучением с поверхности по закону Стефана-Больцмана и за счет теплопроводности по изделию от зоны нагрева, как в сторону движения его, так и навстречу. Вне камеры охлаждение происходит за счет излучения, теплопроводности и дополнительно за счет теплообмена с окружающей средой.
Результаты закалки поверхностных слоев материала проволоки путем воздействия катодных пятен вакуумной дуги представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕФЕКТОСКОПИИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПРИ ИХ ПОВЕРХНОСТНОЙ ОБРАБОТКЕ | 2014 |
|
RU2560112C1 |
| СПОСОБ ФОРМИРОВАНИЯ МИКРОРЕЛЬЕФА НА ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2642243C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОЙ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2016 |
|
RU2635203C2 |
| Способ катодной обработки деталей устойчивым дуговым разрядом | 1977 |
|
SU719710A1 |
| СПОСОБ ДЕЗАКТИВАЦИИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2019 |
|
RU2724106C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЙ | 2022 |
|
RU2814588C1 |
| СПОСОБ КАТОДНО-ВАКУУМНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2118399C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ МАТЕРИАЛА ПЛАЗМЕННОЙ ОБРАБОТКОЙ | 2011 |
|
RU2478141C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 2012 |
|
RU2509824C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457282C1 |
Изобретение относится к области обработки металлов, а именно к процессу закалки стальных изделий. Для повышения производительности процесса, качества изделий и расширения номенклатуры обрабатываемых изделий осуществляют нагрев поверхностного слоя изделия локально-концентрированным источником энергии с последующим охлаждением за счет отвода тепла в тело изделия, при этом нагрев поверхностного слоя изделия проводят в вакууме за счет энергии, локализованной в перемещающихся по поверхности изделия катодных пятнах вакуумно-дугового разряда, горящего между изделием, являющимся катодом, и анодом. Использование вакуумно-дугового разряда позволяет производить в вакууме закалку стальных изделий различной геометрической формы. 3 ил., 1 табл.
Способ закалки стальных изделий, включающий нагрев поверхностного слоя изделия локально-концентрированным источником энергии с последующим охлаждением за счет отвода тепла в тело изделия, отличающийся тем, что нагрев поверхностного слоя изделия проводят в вакууме, используя энергию, локализованную, в перемещающихся по поверхности изделия катодных пятнах вакуумно-дугового разряда, горящего между изделием, являющимся катодом, и анодом.
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ | 2004 |
|
RU2275433C1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 1994 |
|
RU2072642C1 |
| СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121514C1 |
| US 3584184 A, 08.06.1971. | |||

