Изобретение относится к области термической обработки, в частности к обработке изделий высококонцентрированными источниками энергии, и может быть использовано для поверхностной закалки изделий.
Известно устройство (а.с. СССР №1466260, кл. С 23 С 14/32, 10.01.96) для обработки подложек в вакууме, содержащее подложкодержатель, электрически изолированный от рабочей камеры, электродуговой испаритель, оптически непрозрачный экран, разделяющий рабочую камеру на два отсека, в одном из которых установлен электродуговой испаритель, а в другом - подложкодержатель, и анод несамостоятельного газового разряда, источник питания электродугового испарителя и регулятор температуры подложкодержателя, в качестве катода несамостоятельного газового разряда использован катод электродугового испарителя, при этом положительная клемма источника питания электродугового испарителя соединена с общим выводом двухпозиционного переключателя, управляемого регулятором температуры, причем выходные клеммы переключателя соединены с подложкодержателем и с анодом несамостоятельного газового разряда соответственно.
Недостатком аналога является сложность оборудования и технологии, а также необходимость проектирования специального оборудования.
Известен способ (а.с. СССР №854030, кл. C 21 D 1/74, C 22 F 1/10, 20.05.97) термической обработки жаропрочных сталей и сплавов, включающий нагрев в вакуумной электропечи до температуры закалки и последующее охлаждение, при этом нагрев до 800 - 1000°С проводят в вакууме 0,133 - 0,00133 Па (10-3-10-5 мм рт.ст.), выдерживают при этих условиях в течение 10 - 60 мин, а дальнейший нагрев до температуры закалки осуществляют в вакууме 1,33 - 133 Па (10-2 - 1 мм рт.ст.) путем введения инертного газа.
Недостатками аналога являются большие энергозатраты связанные с печным нагревом, а также сложность оборудования и технологии.
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому является способ (а.с. СССР №1482208, кл. С 21 D 1/09, 27.03.96) поверхностного упрочнения стальных деталей, включающий вакуумный нагрев поверхности детали электронным лучом до температур, не превышающих температуру плавления, при этом с целью повышения качества упрочненного слоя и сокращения времени обработки нагрев осуществляют пульсирующим электронным лучом при мощности электронного луча на верхнем пределе пульсации, обеспечивающем нагрев поверхности до температуры закалки, и мощности на нижнем пределе пульсации, обеспечивающем нагрев поверхности до температуры отпуска обрабатываемой стали.
Недостатками прототипа являются сложность оборудования и технологии, необходимость проектирования специального оборудования, а также большая длительность процесса обработки.
Задачей, на решение которой направлено предлагаемое изобретение, является повышение производительности процесса, упрощение конструкции оборудования, повышение качества закалки и сокращение времени обработки.
Задача решается за счет использования способа поверхностного упрочнения деталей, включающего нагрев поверхности детали электронами до температур, не превышающих температуру плавления, по которому, в отличие от прототипа, нагрев поверхности детали до температуры закалки осуществляют потоком плазменных электронов, формируемым несамостоятельным сильноточным диффузионным разрядом, и последующее резкое охлаждение проводят в потоке аргона со скоростью, превышающей критическую скорость закалки стали.
Сущность нагрева потоком плазменных электронов заключается в следующем. Для поддержания несамостоятельного сильноточного диффузионного разряда используется плазма дугового разряда, которая зажигается между катодом и анодом электродугового испарителя. Эмиссия потока плазменных электронов обеспечивается путем подачи на обрабатываемую деталь положительного потенциала. Столкновение потока плазменных электронов дугового разряда с атомами инертного газа приводит к ионизации атомов, в результате чего возникает несамостоятельный сильноточный диффузионный разряд.
При соударении потока плазменных электронов, генерируемых несамостоятельным сильноточным диффузионным разрядом, с обрабатываемой поверхностью кинетическая энергия данного потока переходит в тепловую, приводя к быстрому и равномерному нагреву поверхности.
Существенным отличительным признаком заявленного изобретения по сравнению с прототипом является то, что нагрев поверхности детали осуществляется потоком плазменных электронов, а не отдельным электронным лучом.
Существо изобретения поясняется чертежом.
На чертеже изображена схема реализации способа термической обработки поверхности изделий. Схема содержит вакуумную камеру 1, обрабатываемую деталь 2, источник питания дополнительного разряда 3, источник питания электродугового испарителя 4, электродуговой испаритель 5, экран 6 и устройство подачи газа для охлаждения 7.
Пример конкретной реализации способа.
Способ осуществляется следующим образом: в вакуумной камере 1 устанавливают обрабатываемую деталь 2, например зубчатое колесо из легированной конструкционной стали 40Х, и экран. Затем в вакуумной камере 1 создают рабочее давление, равное 0,133 Па, путем напуска аргона и зажигают дуговой разряд. Ток дугового разряда равен 120 А. Подают положительный потенциал на обрабатываемую деталь 2, а отрицательный - на корпус вакуумной камеры 1 и устанавливают напряжение постоянного тока 60 В. В результате соударения потока плазменных электронов с обрабатываемой поверхностью их кинетическая энергия переходит в тепловую, приводя к быстрому и равномерному нагреву поверхности до температуры 850°С, затем осуществляют резкое охлаждение в потоке аргона со скоростью Vохл.=30 град/с, обеспечивающее получение структуры мартенсита в пределах заданного сечения обрабатываемой детали. При этом одним из преимуществ заявленного способа является отсутствие закалочных дефектов.
Использование данного способа позволит обеспечить равномерность нагрева поверхности детали до необходимой температуры, увеличить термический к.п.д. нагрева, уменьшить энергозатраты.
Необходимо отметить следующие преимущества заявленного способа: возможность проведения термической обработки в отсутствие дорогостоящих защитных или закалочных средах (гелий, различные масла, растворы солей), экологическая чистота процесса за счет отсутствия вредных производственных выбросов в атмосферу, возможность регулирования параметров обработки в широком интервале режимов от нагрева до активного плавления, а за счет этого - структуры, твердости, износостойкости, шероховатости, отсутствие закалочных дефектов, а также простота схемы обработки, не требующая проектирования специальных приспособлений, и сравнительно невысокая стоимость оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения защитного покрытия на поверхности детали энергомашиностроения | 2023 |
|
RU2824769C1 |
| Способ получения износостойкого покрытия на режущем инструменте | 2023 |
|
RU2827193C1 |
| Способ получения износостойкого покрытия для режущего инструмента из многокомпонентного состава Al-Nb-Ti-V-Zr | 2022 |
|
RU2792833C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ОСАЖДЕНИЕМ МУЛЬТИСЛОЙНЫХ ПОКРЫТИЙ СИСТЕМЫ Ti - Al | 2019 |
|
RU2700344C1 |
| Способ нанесения износостойкого покрытия ионно-плазменным методом | 2018 |
|
RU2694857C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ОСНОВЕ СИСТЕМЫ Ti-Al, СИНТЕЗИРОВАННОГО В СРЕДЕ АЗОТА И АЦЕТИЛЕНА | 2022 |
|
RU2782102C1 |
| Способ получения покрытий на основе системы Ti-Al, синтезированных в среде реакционных газов | 2021 |
|
RU2769142C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ОСНОВЕ СИСТЕМЫ TiAlCO | 2023 |
|
RU2822378C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО ПРЕЦИЗИОННОГО АЗОТИРОВАНИЯ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2555692C2 |
| Способ упрочнения инструмента из быстрорежущей стали | 2019 |
|
RU2745919C1 |
Изобретение относится к области термической обработки, в частности к обработке изделий высококонцентрированными источниками энергии, и может быть использовано для поверхностной закалки изделий. Технический результат: повышение производительности процесса, упрощение конструкции оборудования, повышение качества закалки и сокращение времени обработки. Упрочнение деталей осуществляют путем нагрева поверхности детали до температуры закалки потоком плазменных электронов, формируемым несамостоятельным сильноточным диффузионным разрядом, и последующего резкого охлаждения поверхности в потоке аргона со скоростью, превышающей критическую скорость закалки стали. ил.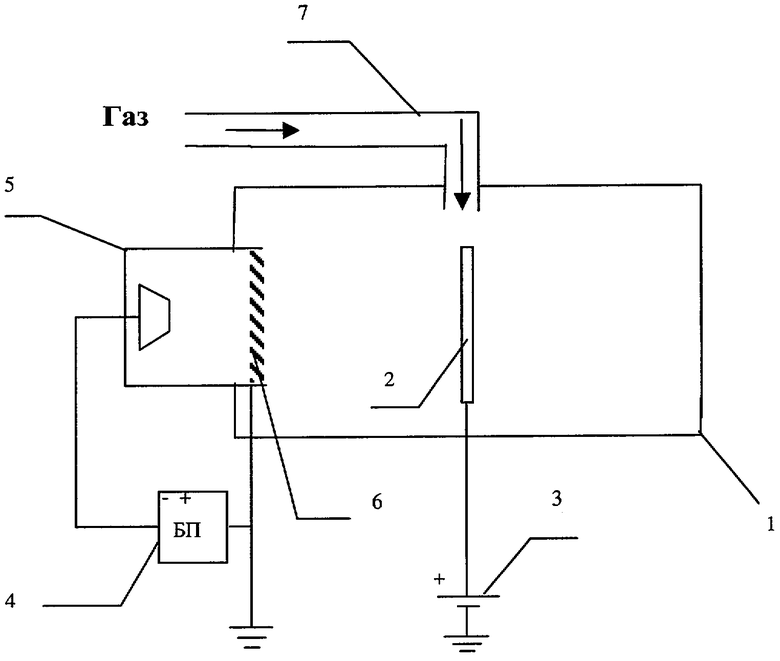
Способ поверхностного упрочнения деталей, включающий нагрев поверхности детали электронами до температур, не превышающих температуру плавления, отличающийся тем, что нагрев поверхности детали до температуры закалки осуществляют потоком плазменных электронов, формируемым несамостоятельным сильноточным диффузионным разрядом, и последующее резкое охлаждение проводят в потоке аргона со скоростью, превышающей критическую скорость закалки.
| SU 1482208 A1, 27.03.1996 | |||
| Установка для плазменной обработки металлических изделий | 1990 |
|
SU1759900A1 |
| Плазмообразующий газ | 1989 |
|
SU1601138A1 |
| Способ термической обработки металлических изделий | 1988 |
|
SU1539215A1 |
| SU 1628539 А1, 18.04.1989 | |||
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 1994 |
|
RU2096493C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ | 1994 |
|
RU2087586C1 |

