Область техники, к которой относится изобретение
Настоящее изобретение относится к непрерывному способу отжига и нанесения покрытия и системе для непрерывного отжига и нанесения покрытия методом горячего погружения кремнийсодержащего стального листа.
Отметим, что нанесение покрытия методом горячего погружения в настоящем изобретении не устанавливает в какой-либо особой степени тип наносимого металла и включает в себя нанесение методом горячего погружения покрытия из цинка, алюминия, олова и других металлов и их сплавов.
Уровень техники
При покрытии горячим погружением стального листа цинком, алюминием, оловом или другим металлом или их сплавами поверхность стального листа обычно обезжиривают и очищают, после чего стальной лист отжигают с помощью отжиговой печи, поверхность стального листа активируют восстановлением водородом, лист охлаждают до заданной температуры и затем погружают в горячую электролитическую ванну. При этом, когда компоненты стального листа включают в себя Si, Mn и другие легко окисляемые металлы, во время отжига эти легко окисляемые элементы образуют индивидуальные или композиционные оксиды на поверхности стального листа, препятствуют электролитической активности и приводят к возникновению дефектов без покрытия. В альтернативном случае при проведении повторного нагрева вслед за нанесением покрытия скорость легирования снижается. Помимо прочего Si образует на поверхности стального листа оксидную пленку из SiO2, в результате чего смачиваемость стального листа и наносимого методом горячего погружения металла существенным образом снижается. Одновременно оксидная пленка из SiO2 создает серьезный барьер для диффузии между металлическим железом и покровным металлом в процессе легирования. Таким образом, это становится проблемой. Чтобы решить эту проблему, достаточно резко понизить кислородный потенциал в легирующей атмосфере, но получить в промышленных условиях атмосферу, в которой бы Si, Mn и т.д. не окислялись, фактически невозможно.
В связи с этой проблемой в японском патенте №2618308 и в японском патенте №2648772 раскрывается способ применения нагревательной печи прямого нагрева, расположенной перед отжиговой печью с целью образования Fe-оксидной пленки толщиной 100 нм или более с последующим регулированием расположенной далее печи с непрямым нагревом таким образом, чтобы образовавшаяся ранее Fe-оксидная пленка восстанавливалась непосредственно перед погружением в электролитическую ванну, чтобы препятствовало образованию оксидов Si, Mn и других легко окисляемых металлов.
Далее, в не подвергшейся экспертизе патентной публикации Японии №2000-309824 раскрывается способ производства получаемого путем нанесения покрытия методом горячего погружения стального листа с применением термообработки горячекатаного стального листа с черной окалиной, наносимой при температуре от 650 до 950°С с целью вызвать внутреннее окисление легко окисляемых элементов с последующим травлением, холодной прокаткой и нанесением покрытия методом горячего погружения.
Далее, в не подвергшейся экспертизе патентной публикации Японии №2004-315960 раскрывается способ регулирования атмосферы в отжиговой печи системы нанесения покрытия методом горячего погружения с целью вызвать внутреннее окисление Si или Mn и, таким образом, избежать вредных эффектов этих оксидов.
Однако эти способы существующего уровня техники имеют следующие проблемы.
В японском патенте №2618308 и в японском патенте №2648772 раскрываются способы завершения восстановления оксидных пленок на основе Fe, образующихся с помощью нагревательной печи прямого нагрева непосредственно перед погружением в электролитическую ванну горячего погружения. Если оксидные пленки недостаточно восстановлены, то, наоборот, это приводит к снижению покрывающей способности. Кроме того, если оксидные пленки восстановлены слишком рано, то будут образовываться Si, Mn и другие поверхностные оксиды. Следовательно, необходим исключительно тонкий контроль за работой печи, по причине чего предложенные способы не имеют промышленной стабильности. Кроме того, оксидные пленки, образующиеся с помощью нагревательной печи прямого нагрева, будут отслаиваться от стального листа, и осаждаться на поверхностях валков в процессе намотки стального листа вокруг валков в печи, из-за чего на стальном листе будут образовываться дефекты внешнего вида. По этой причине в последнее время с целью обеспечения качества стального листа вместо нагревательной системы прямого нагрева главным направлением стала система нанесения покрытия методом горячего погружения с непрямым нагревом. Указанная технология не может быть использована для системы нанесения покрытия методом горячего погружения с непрямым нагревом.
В японской не подвергшейся экспертизе патентной публикации №2000-309824 раскрывается способ термообработки стального листа на стадии горячей прокатки, которая приводит к внутреннему окислению вредных Si, Mn и т.д., делая их безвредными, но при этом увеличивается число стадий по сравнению с обычным способом производства стального листа с покрытием, получаемым методом горячего погружения, в результате чего производственные расходы неизбежно возрастают.
Японская не подвергшаяся экспертизе патентная публикация №2004-315960 устраняет указанную выше проблему, может быть применена для системы нанесения покрытия методом горячего погружения с непрямым нагревом и не увеличивает в существенной степени число стадий. Однако атмосфера в отжиговой печи, необходимая для внутреннего окисления Si или Mn, является также атмосферой, при которой происходит поверхностное окисление металлического железа в относительно низкой температурной области стального листа. Поэтому без применения способа регулирования атмосферы в отжиговой печи существует вероятность дефектов от нагретых валков, обусловленных оксидной пленкой на поверхности металлического железа, образующейся в низкой температурной области. В промышленных условиях для контроля атмосферы требуются специальные средства.
Раскрытие изобретения
Таким образом, целью настоящего изобретения является создание системы и способа нанесения покрытия методом горячего погружения кремнийсодержащего стального листа с применением непрямого нагрева, при котором предотвращается образование поверхностных оксидов металлического железа в относительно низкой температурной области и индуцируется внутреннее окисление Si или Mn, в результате чего можно избежать ухудшения покрывающей способности стального листа и торможения легирования.
Настоящее изобретение выполнено для решения названной выше проблемы и состоит в следующем.
(1) Способ непрерывного отжига и нанесения покрытия методом горячего погружения для кремнийсодержащего стального листа с применением отжиговой печи, имеющей в направлении продвижения стального листа переднюю зону нагрева, заднюю зону нагрева, зону выдержки и зону охлаждения, и электролитической ванны горячего погружения, расположенной позади отжиговой печи таким образом, чтобы непрерывно подавать стальной лист к отжиговой печи и электролитической ванне горячего погружения и непрерывно отжигать его и наносить на него покрытие методом горячего погружения, причем способ непрерывного отжига и нанесения покрытия методом горячего погружения отличается нагревом и выдержкой стального листа при температуре в области, по меньшей мере, 300°С или выше с применением непрямого нагрева, созданием атмосферы передней зоны нагрева, задней зоны нагрева, зоны выдержки и зоны охлаждения, состоящей из водорода в количестве от 1 до 10 об.% и остальное азот и неизбежные примеси, доведением точки росы передней зоны нагрева до значения ниже -25°С, доведением точек росы задней зоны нагрева и зоны выдержки до значения от -30 до 0°С, доведением точки росы зоны охлаждения до значения ниже -25°С, отжигом при максимальной температуре стального листа во время нагрева в передней зоне нагрева от 550 до 750°С и нанесением покрытия на лист методом горячего погружения.
(2) Способ непрерывного отжига и нанесения покрытия методом горячего погружения для кремнийсодержащего стального листа, как изложено в пункте (1), отличающийся отводом, по крайней мере, части атмосферного газа, проходящего от задней зоны нагрева к передней зоне нагрева, между передней зоной нагрева и задней зоной нагрева.
(3) Способ непрерывного отжига и нанесения покрытия методом горячего погружения для кремнийсодержащего стального листа, как изложено в пункте (2), отличающийся изолированием атмосферы между передней зоной нагрева и местом отвода атмосферного газа.
(4) Способ непрерывного отжига и нанесения покрытия методом горячего погружения для кремнийсодержащего стального листа, как изложено в любом из пунктов (1)-(3), отличающийся изолированием атмосферы между зоной выдержки и зоной охлаждения.
(5) Способ непрерывного отжига и нанесения покрытия методом горячего погружения для кремнийсодержащего стального листа, как изложено в любом из пунктов (1)-(3), отличающийся увлажнением и введением смешанного газа из азота и водорода в заднюю зону нагрева и/или зону выдержки.
(6) Способ непрерывного отжига и нанесения покрытия методом горячего погружения для кремнийсодержащего стального листа, как изложено в любом из пунктов (1)-(3), отличающийся нанесением покрытия на стальной лист методом горячего погружения с последующим повторным нагревом его до 460°С или выше для того, чтобы покровный слой образовал сплав с металлическим железом.
(7) Система непрерывного отжига и нанесения покрытия методом горячего погружения для кремнийсодержащего стального листа, включающая в себя отжиговую печь и электролитическую ванну горячего погружения, загрузку непрерывного стального листа с передней стороны отжиговой печи, продвижение его непрерывно внутрь печи и его отжиг, вывод листа из печи с последующим непрерывным нанесением на него покрытия с помощью электролитической ванны горячего погружения, расположенной после отжиговой печи, и при этом система непрерывного отжига и нанесения покрытия методом горячего погружения отличается тем, что отжиговая печь включает в себя в направлении продвижения стального листа переднюю зону нагрева, заднюю зону нагрева, зону выдержки и зону охлаждения, в каждой из которых имеются валки для перемещения стального листа, и интервалы для непрерывного продвижения стального листа между зонами, в каждой зоне имеются средства контроля состава атмосферного газа и точки росы атмосферы, передняя зона нагрева, задняя зона нагрева и зона выдержки оборудованы средствами для непрямого нагрева стального листа, между передней зоной нагрева и задней зоной нагрева имеется устройство для отвода атмосферного газа, служащее для отвода за пределы печи, по меньшей мере, части атмосферного газа, поступающего из задней зоны нагрева в переднюю зону нагрева, в то время как между устройством для отвода атмосферного газа и передней зоной нагрева и/или зоной выдержки и зоной охлаждения имеется система изолирования атмосферного газа.
(8) Система непрерывного отжига и нанесения покрытия методом горячего погружения для кремнийсодержащего стального листа, как изложено в пункте (7), отличающаяся тем, что в нее входит отжиговая печь, имеющая средство для повторного нагрева стального листа с нанесенным покрытием с задней стороны электролитической ванны горячего погружения.
Согласно настоящему изобретению при нагревании кремнийсодержащего стального листа осуществляют регулирование точек росы зоны нагрева и зоны выдержки с целью устранения возможности образования на поверхности стального листа оксидов железа и заставляют Si подвергаться внутреннему окислению с целью уменьшения поверхностной концентрации Si. Становятся возможными производство стального листа с нанесенным на него методом горячего погружения покрытием, характеризующегося прекрасными внешним видом и адгезией покрытия, и производство легированного стального листа с нанесенным на него методом горячего погружения покрытием, не требующего чрезмерного повышения температуры легирования или более продолжительного времени легирования.
Краткое описание чертежей
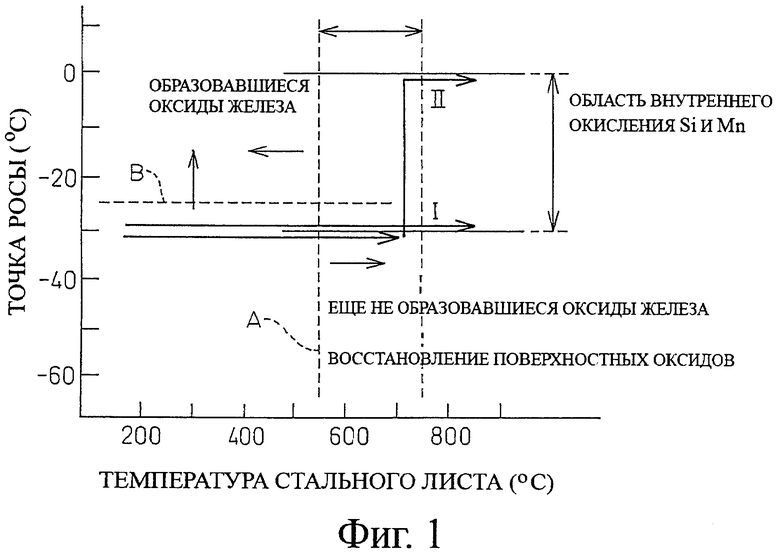
Фиг.1 - вид, иллюстрирующий способ образования внутренних оксидов с цель устранения возможности образования в настоящем изобретении оксидов железа.
Фиг.2 - вид полной конфигурации системы нанесения покрытия методом горячего погружения.
Осуществление изобретения
Содержащиеся в стальном листе Si, Mn и другие легко окисляемые элементы образуют на поверхности стального листа индивидуальные или композиционные оксиды, т.е. они подвергаются внешнему окислению в атмосфере отжиговой печи, используемой для обычной системы нанесения покрытия методом горячего погружения, что приводит к образованию дефектов без покрытия из-за ослабления покрывающей способности и снижения скорости легирования при операции легирования после нанесения покрытия. Если заставить Si, Mn и другие легко окисляемые элементы образовывать оксиды внутри стального листа, т.е. внутренне окисляться, большая часть поверхности стального листа будет занята Fe, благодаря чему можно будет избежать ослабления покрывающей способности и снижения скорости легирования. Оксиды Si, Mn и другие индивидуальные или композиционные внутренние оксиды образуются путем превращения атмосферы отжиговой печи в атмосферу водорода в количестве от 1 до 10% и азота от 99 до 90%, имеющую точку росы от -30 до 0°С и содержащую другие неизбежные компоненты, и нагрева стального листа до 550°С или выше. Если точка росы ниже -30°С, внешнее окисление Si, Mn и т.д. подавляется в недостаточной степени и покрывающая способность ослабляется. С другой стороны, если точка росы выше 0°С, образуются внутренние оксиды, но одновременно происходит окисление металлического железа, в результате чего покрывающая способность ослабляется из-за плохого восстановления оксидов железа. При нагреве до 550°С или выше в атмосферных условиях, подходящих для упомянутого внутреннего окисления, внутренние оксиды образуются на глубину от поверхности стального листа до 2 мкм или меньше. Если внутренние оксиды достигают глубины более 2 мкм от поверхности стального листа благодаря нагреву при высокой точке росы и высокой температуре в течение большего, чем необходимо времени и т.п., образуется большое количество внутренних оксидов. В этом случае возникают такие проблемы, как торможение легирования.
В случае отжиговой печи с применением прямого нагрева для передней стадии нагрева атмосфера зоны прямого нагрева в основном состоит из газа сгорания горелки. Из-за большего количества водяного пара, содержащегося в газе сгорания, окисление металлического железа является неизбежным и, как это объяснялось выше, существует вероятность образования стального листа с дефектами внешнего вида, обусловленными нагретыми валками. Таким образом, для области, где температура стального листа достигает 300°С или выше, и где система нагрева прямого типа будет в существенной степени окислять стальной лист, целесообразно использование нагревательной системы непрямого типа. Однако настоящее изобретение не использует нагрев до ниже чем 300°С.
Si, Mn и т.д. начинают окисляться уже на стадии нагрева отжига, в связи с чем в зоне нагрева и в зоне выдержки отжиговой печи должны быть созданы названные выше атмосферы, способствующие внутреннему окислению. Однако, если точка росы в атмосфере становится равной -25°С или выше, на поверхности стального листа должны образовываться оксиды железа в области температур середины нагрева, где температура стального листа относительно невысока. Такой тип оксида, образуемого системой нагрева непрямого типа, исчезает в последующем процессе нагрева, но остается, даже если температура стального листа превышает 550°С. В этом случае, как было установлено изобретателями, стальной лист пристает к валкам в печи и, подобно тому, что имеет место в системе нагрева прямого типа, приводит к дефектам внешнего вида на поверхности стального листа. Чтобы избежать этого, точки росы передней зоны нагрева и зоны охлаждения печи отжига должны быть доведены до -25°С, что препятствует образованию поверхностных оксидов железа, а атмосфера задней зоны нагрева или зоны выдержки должна включить в себя одно из условий, способствующих внутреннему окислению. Передняя зона нагрева должна иметь максимальную температуру стального листа от 550 до 750°С. Нижний температурный предел максимальной температуры стального листа устанавливают равным 550°С, поскольку, если даже на поверхности стального листа образуются оксиды железа, то при температуре ниже 550°С проблема прилипания этих оксидов к нагретым валкам и образования дефектов внешнего вида стального листа практически отсутствует. С другой стороны, верхний температурный предел температуры стального листа устанавливают равным 750°С, поскольку при температуре выше 750°С быстро растут внешние оксиды Si и Mn, в результате чего даже после последующего нагрева или выдержки в атмосфере, способствующей внутреннему окислению Si или Mn и образованию внутренних оксидов, хорошей покрывающей способности или характеристик легирования получить уже не удастся.
Следует отметить, что наиболее высокая максимальная температура в отжиговой печи обычно превышает 750°С. Однако подходящая температура меняется в зависимости от целевого уровня прочности или компонентов стали, поэтому здесь она не указана. Кроме того, температура охлаждения стального листа в зоне охлаждения приблизительно такая же, как и температура электролитической ванны, но подходящая температура меняется в зависимости от типа покрытия, поэтому здесь она не указана.
В качестве способа разделения зоны нагрева отжиговой печи на переднюю и заднюю зоны используют создание перегородки в надлежащем положении в зоне нагрева или разделение самой зоны нагрева узким проходом.
На фиг.1 показан способ образования внутренних оксидов без образования описанных выше оксидов железа по настоящему изобретению. «А» на фигуре показывает предел образования оксидов железа и близко к примерно 550°С. В области более низких температур образуются оксиды железа, в то время как в области более высоких температур оксиды железа не образуются, а оксиды железа, образовавшиеся на низкотемпературной стороне, восстанавливаются. «В» на фигуре показывает верхний предел точки росы в передней зоне нагрева согласно настоящему изобретению, который близок к примерно -25°С. Кроме того, «I» на фигуре показывает траекторию нагрева стального листа, способствующую образованию внутренних оксидов при наиболее низкой точке росы настоящего изобретения. Далее, «II» на фигуре показывает траекторию нагрева стального листа, способствующую образованию внутренних оксидов при наиболее высокой точке росы настоящего изобретения. Во всех случаях в области нагрева, где температура стального листа становится равной 550°С или выше, оксиды железа не образуются.
Следует отметить, что, поскольку концентрация Si в стальном листе, для которого эффективна настоящая технология, поверхностная концентрация Si заставляет ослабляться покрывающую способность, создавая реальную проблему при концентрации Si 0,2 мас.% или более. Кроме того, если концентрация Si превышает 2,5 мас.%, содержание Si становится слишком большим и даже при использовании настоящей технологии становится трудно подавлять поверхностную концентрацию Si до уровня, не вредящего покрывающей способности. Отсюда предпочтителен диапазон от 0,2 до 2,5 мас.%.
Что касается количества добавления Mn, подходящее количество зависит от заданной степени прочности или структуры стали, поэтому здесь это количество не указано.
Атмосферный газ в отжиговой печи системы нанесения покрытия методом горячего погружения обычно проходит со стороны электролитической ванны в направлении передней зоны нагрева. Большая его часть диспергируется от входа в зону нагрева до выхода из печи. Следовательно, для разделения атмосферы, в частности точки росы, между передней и задней зонами нагрева отжиговой печи единственной возможностью является предотвращение перехода атмосферы зоны выдержки с высокой точкой росы или задней зоны нагрева в переднюю зону нагрева. В этом случае необходима система для отвода части атмосферного газа, проходящего от задней зоны нагрева к передней зоне нагрева, находящаяся между передней и задней зонами нагрева.
Далее, для улучшения эффекта предотвращение перехода атмосферного газа из зоны выдержки или задней зоны нагрева к передней зоне нагрева целесообразно иметь систему для отвода части атмосферного газа, проходящего от задней зоны нагрева к передней зоне нагрева, между передней и задней зонами нагрева и наряду с этим иметь изолирующую систему для предотвращения перехода атмосферного газа задней зоны нагрева с передней стороны отводной системы.
С другой стороны, в зоне охлаждения позади зоны нагрева или зоны выдержки, если температура стального листа падает, а точка росы становится равной -25°С или выше, имеется вероятность повторного образования на поверхности стального листа пленки из оксидов железа. Следовательно, для того, чтобы не дать атмосферному газу из зоны нагрева или зоны выдержки проходить в обратном направлении к последующей зоне охлаждения и обеспечить эффект улучшения покрывающей способности и легирующих характеристик, благодаря образованию подходящих для этого внутренних оксидов, необходимо создание изолирующей системы между зоной нагрева и зоной выдержки.
Атмосферу, которая требуется для эффективного образования внутренних оксидов, получают регулировкой скорости потока обычного газообразного азота или газообразного водорода, или смеси газа азота и водорода с образованием требуемого состава и введением ее (атмосферы) в печь при одновременном введении в печь водяного пара. При этом, если непосредственно вводить в печь водяной пар, возникнет проблема нарушения равномерности точки росы в печи и проблема, состоящая в том, что когда высококонцентрированный водяной пар непосредственно контактирует со стальным листом, на поверхности стального листа будут образовываться бесполезные оксиды, в результате чего предпочтительным является способ смачивания и введения газообразного азота или смеси из азота и водорода. Поступающий в печь газообразный азот или смесь из азота и водорода обычно имеет точку росы -40°С или ниже, но газ может быть пропущен через теплую воду, либо возможно распыление теплой воды против потока газа, либо же может быть использован какой-либо другой способ для получения влажного газа, содержащего насыщенный водяной пар с температурой, близкой к температуре теплой воды. Количество содержащейся во влажном газе влаги намного меньше количества самого водяного пара. Преимуществом ввода в печь газа является возможность быстрого создания более однородной атмосферы по сравнению с тем случаем, когда вдувается водяной пар.
Атмосфера, поступающая из задней зоны нагрева, может отводиться, например, с помощью регулирующей скорость потока задвижки или вентилятора выхлопного газа. Кроме того, изолирующая система, установленная с передней стороны системы отвода газа, может быть сконструирована с множеством уплотнительных валков, задвижек или перегородок, в которые вводится выполняющий уплотнительную функцию азот. Изолирующий газ частично отводится с помощью отводной системы, но атмосфера передней зоны нагрева не отводится вообще и атмосфера задней зоны нагрева с высокой точкой росы может, таким образом, удерживаться от поступления в переднюю зону нагрева. Изолирующая система, созданная между передней зоной нагрева или зоной выдержки и зоной охлаждения, может быть, например, сконструирована таким же образом, как и изолирующая система, созданная с передней стороны указанной выше системы отвода газа, но прохождение газа в отжиговой печи осуществляется в основном со стороны зоны охлаждения в направлении зоны нагрева или зоны выдержки, вследствие чего введение уплотнительного азота не является обязательным.
На полученный таким образом стальной лист наносят покрытие методом горячего погружения, после чего лист может быть вновь нагрет до температуры стального листа 460°С или выше, что приведет к сплавлению покровного слоя с металлическим железом со скоростью, не создающей проблем при промышленном осуществлении. Таким образом, можно производить не имеющий непокрытых дефектов, кремнийсодержащий легированный стальной лист с покрытием, нанесенным методом горячего погружения.
Примеры
На фиг.2 показана схема одного их вариантов осуществления системы нанесения покрытия методом горячего погружения. В этом варианте система нанесения покрытия методом горячего погружения состоит в направлении продвижения стального листа 1: отжиговой печи 2, имеющей переднюю зону 3 нагрева, заднюю зону 4 нагрева, зону 5 выдержки и зону 6 охлаждения, электролитическую ванну 7 горячего погружения и легирующую систему 8. Зоны 3, 4, 5 и 6 отжиговой печи имеют валки 18 для непрерывного продвижения стального листа. Между зонами имеются интервалы 19 для обеспечения возможности стальному листу пройти через зоны в печь. Зоны в отжиговой печи 2 соединены с трубами 9 для атмосферного газа, служащими для ввода атмосферного газа, состоящего из водорода и азота. Влажный азот получают вдуванием газообразного азота из трубы 11 в систему 10 увлажнения азота, после чего влажный азот проходит через подающую влажный азот трубу 12 и вводится в заднюю зону 4 нагрева и зону 5 выдержки. Между передней зоной 3 нагрева и задней зоной 4 нагрева имеются отводная система 13 и система 14 изолирования передней зоны нагрева. Далее, между зоной 5 выдержки и зоной 6 охлаждения имеется система 15 изолирования зоны охлаждения. Эти изолирующие системы соединены с трубами 16 для уплотнительного азота. При такой конфигурации системы в отжиговой печи формируется поток газа, как схематически показано с помощью потока 17 атмосферного газа, в результате чего, даже в случае ввода влажного азота, обеспечивающего значения точек росы в передней зоне нагрева и зоне выдержки -30°С или выше, поток атмосферы с высокой точкой росы в переднюю зону нагрева или зону охлаждения в значительной степени ограничивается и вследствие этого значения точек росы в передней зоне нагрева и зоне выдержки могут сохраняться ниже -25°С.
Далее приводится пример использования системы нанесения покрытия методом горячего погружения кремнийсодержащего стального листа с последующим повторным нагревом листа, в результате чего получают легированный методом горячего погружения стальной лист.
В порядке эксперимента стальной лист с каждым из составов, показанных в таблице 1, используют в качестве листа для нанесения покрытия. Атмосферу в отжиговой печи предварительно регулируют до содержания водорода 5%, остальное - азот и неизбежные компоненты, вводят влажный азот и с помощью отводной системы и изолирующей системы регулируют точки росы в разных зонах в пределах от -40 до 5°С. Однако точку росы в зоне охлаждения во всех случаях делают равной -30°С или ниже. Условия отжига: температуру стального листа на выходной стороне передней зоны нагрева регулируют в пределах от 400 до 780°С, температуру стального листа на выходной стороне задней зоны нагрева регулируют в пределах от 830 до 850°С и выдерживают стальной лист в зоне выдержки в течение 75 сек. Далее, температуру стального листа на выходной стороне зоны охлаждения держат равной 465°С. Условия электролитической ванны: температуру ванны делают равной 460°С, концентрацию Аl делают равной 0,13%, а для достижения количества нанесенного покрытия до 50 г/м2 на каждой стороне используют газовую зачистку. Условия легирования: температуру легирования делают равной 500°С и лист при этом выдерживают в течение 30 сек.
Наличие окисления стального листа при нагревании и выдержке выявляли с помощью радиационного термометра, используя для измерения коэффициента излучения поверхности стального листа детекторный элемент поляризационного типа. Когда стальной лист не имеет поверхностного окисления, коэффициент его излучения лежит в пределах от 0,20 до 0,30 или близок к этому, но коэффициент излучения возрастает с увеличением степени окисления поверхности стального листа. В данном случае коэффициент излучения 0,33 или более рассматривали как показатель окисления стального листа. Такие радиационные термометры были помещены на выходе передней зоны нагрева, в середине передней зоны нагрева, на выходе задней зоны нагрева и на выходе зоны выдержки.
Полученный стальной лист с нанесенным покрытием оценивали на наличие непокрытых дефектов путем исследования в стационарном состоянии, а покрывающая способность и характеристики легирования оценивали, измеряя концентрацию Fe в покровном слое методом отбора пробы. Что касается характеристик легирования, покровный слой с концентрацией Fe меньше 8% рассматривается как еще не легированный, в то время как с более 12% Fe рассматривается как чрезмерно легированный. В остальных случаях слои считаются приемлемыми.
Полученные результаты представлены в таблице 2. Для всех типов кремнийсодержащей стали путем регулирования температуры на выходной стороне передней зоны нагрева в пределах от 550 до 750°С, доведением точки росы передней зоны нагрева ниже -25°С и доведением точек росы задней зоны нагрева и зоны выдержки от -30 до 0°С можно было бы избежать поверхностного окисления стального листа в отжиговой печи и получить легированный стальной лист с нанесенным методом горячего погружения покрытием, обладающий хорошими покрывающей способностью и характеристиками легирования.
Изобретение относится к непрерывному отжигу и нанесению покрытия методом горячего погружения кремнийсодержащего стального листа. Способ включает отжиг стального листа в отжиговой печи, имеющей в направлении продвижения стального листа переднюю зону нагрева, заднюю зону нагрева, зону выдержки и зону охлаждения, и нанесение покрытия методом горячего погружения стального листа в электролитическую ванну, расположенную после отжиговой печи при непрерывной подаче стального листа от отжиговой печи к электролитической ванне горячего погружения. Нагрев и выдержку стального листа осуществляют при температуре стального листа, по меньшей мере, 300°С или выше с применением непрямого нагрева, при этом в передней зоне нагрева, задней зоне нагрева, зоне выдержки и зоне охлаждения создают газовую среду, состоящую из водорода в количестве от 1 до 10 об.% и остальное азот и неизбежные примеси, и доводят точки росы передней зоны нагрева до значения ниже -25°С, задней зоны нагрева и зоны выдержки до значения от -30 до 0°С, и зоны охлаждения до значения ниже -25°С, а отжиг осуществляют при максимальной температуре стального листа во время нагрева в передней зоне нагрева от 550 до 750°С. Изобретение позволяет предотвратить образование поверхностных оксидов металлического железа в относительно низкой температурной области и индуцировать внутреннее окисление Si или Mn, что позволяет избежать ухудшения покрывающей способности стального листа и торможения легирования. 2 н. и 6 з.п. ф-лы, 2 ил., 2 табл.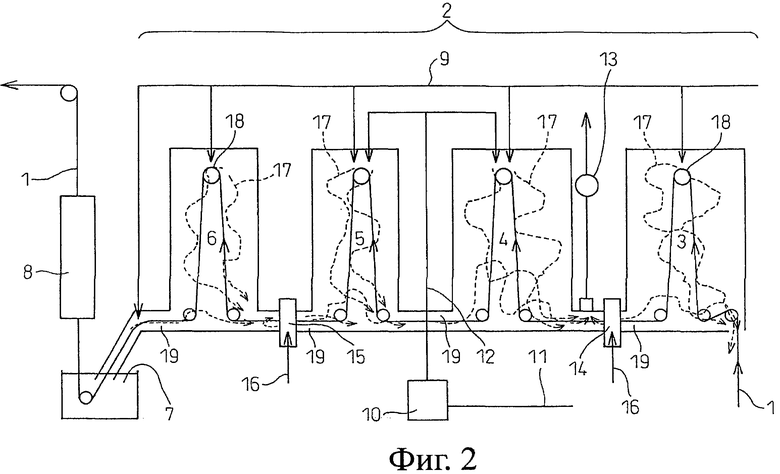
1. Способ непрерывного отжига и нанесения покрытия методом горячего погружения для кремнийсодержащего стального листа, включающий отжиг стального листа в отжиговой печи, имеющей в направлении продвижения стального листа переднюю зону нагрева, заднюю зону нагрева, зону выдержки и зону охлаждения, и нанесение покрытия методом горячего погружения стального листа в электролитическую ванну, расположенную после отжиговой печи при непрерывной подаче стального листа от отжиговой печи к электролитической ванне горячего погружения, отличающийся тем, что нагрев и выдержку стального листа осуществляют при температуре стального листа, по меньшей мере, 300°С или выше с применением непрямого нагрева, при этом в передней зоне нагрева, задней зоне нагрева, зоне выдержки и зоне охлаждения создают газовую среду, состоящую из водорода в количестве от 1 до 10 об.% и остальное азот и неизбежные примеси, и доводят точки росы передней зоны нагрева до значения ниже -25°С, задней зоны нагрева и зоны выдержки до значения от -30 до 0°С, и зоны охлаждения до значения ниже -25°С, а отжиг осуществляют при максимальной температуре стального листа во время нагрева в передней зоне нагрева от 550 до 750°С.
2. Способ по п.1, отличающийся тем, что между передней зоной нагрева и задней зоной нагрева осуществляют отвод, по крайней мере, части газовой среды, проходящей от задней зоны нагрева к стороне передней зоны нагрева.
3. Способ п.2, отличающийся тем, что газовую среду изолируют между передней зоной нагрева и местом отвода газовой среды.
4. Способ по любому из пп.1-3, отличающийся тем, что газовую среду изолируют между зоной выдержки и зоной охлаждения.
5. Способ по любому из пп.1-3, отличающийся тем, что смесь из азота и водорода увлажняют и вводят в заднюю зону нагрева и/или зону выдержки.
6. Способ по любому из пп.1-3, отличающийся тем, что после нанесения покрытия на стальной лист методом горячего погружения осуществляют его повторный нагрев до 460°С или выше для сплавления покровного слоя с металлическим железом.
7. Система для непрерывного отжига и нанесения покрытия методом горячего погружения для кремнийсодержащего стального листа, включающая отжиговую печь и электролитическую ванну горячего погружения, средства для загрузки непрерывного стального листа с передней стороны отжиговой печи, средства для его непрерывного продвижения внутрь печи, средства для вывода стального листа из печи для последующего непрерывного нанесения на него покрытия из электролитической ванны горячего погружения, расположенной после отжиговой печи, отличающаяся тем, что отжиговая печь включает в себя в направлении продвижения стального листа переднюю зону нагрева, заднюю зону нагрева, зону выдержки и зону охлаждения, в каждой из которых имеются валки для продвижения стального листа и интервалы для непрерывного продвижения стального листа между зонами, причем в каждой зоне имеются средства контроля состава газовой среды и точки росы газовой среды, при этом передняя зона нагрева, задняя зона нагрева и зона выдержки оборудованы средствами для непрямого нагрева стального листа, и между передней зоной нагрева и задней зоной нагрева имеется устройство для отвода газовой среды, служащее для отвода из печи, по меньшей мере, части газовой среды, поступающей из задней зоны нагрева в переднюю зону нагрева, а между устройством для отвода газовой среды и передней зоной нагрева и/или зоной выдержки и зоной охлаждения имеется система изолирования газовой среды.
8. Система по п.7, отличающаяся тем, что отжиговая печь имеет средство нагрева для повторного нагрева стального листа с нанесенным покрытием с задней стороны электролитической ванны горячего погружения.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Способ получения оцинкованной стальной полосы | 1987 |
|
SU1750434A3 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО МЕТАЛЛА ВЫСШИХ КАТЕГОРИЙ ВЫТЯЖКИ С ТОНЧАЙШИМ ЦИНКОВЫМ ПОКРЫТИЕМ С ПРЕВОСХОДНОЙ ШТАМПУЕМОСТЬЮ | 1997 |
|
RU2128719C1 |

