Известна оболочка, содержащая слои рулонного тканого материала со связующим, конструкция которой усматривается из схемы - см., например, В.А.Калинчев, М.С.Макаров, "Намотанные стеклопластики", М.: Химия, 1986 г., стр.14 (таблица 3, схема 4).
При изготовлении этой оболочки непрерывный рулонный наполнитель наматывают на оправку и подвергают последующей полимеризации.
Недостаток такой оболочки заключается в малой надежности и ограниченных технологических возможностях.
Малая надежность и ограниченные технологические возможности оболочки объясняются тем, что такая конструкция не обеспечивает одинаковую работу текстурных слоев оболочки (особенно толстостенной) в радиальном и тангенциальном направлениях из-за проседания ранее намотанных слоев под действием последующих и фиксации этого состояния в готовой оболочке в процессе полимеризации.
Кроме того, такая оболочка не имеет геометрически точной наружной поверхности и постоянной толщины стенки.
Известна прессованная оболочка, содержащая слои рулонного тканого материала со связующим, конструкция которой усматривается из - см., например, В.А.Калинчев, М.С.Макаров, "Намотанные стеклопластики", М.: Химия, 1986 г., стр.16 (2 абзац снизу).
Эта прессованная оболочка наиболее близка к заявляемой и принята за прототип.
Прессованная оболочка выполнена из непрерывного тканого материала и формуется эластичной оправкой в пресс-форме. Точность наружной поверхности и толщины стенки прессованной оболочки повышены. Однако достигнутый в этой оболочке положительный результат остается недостаточным из-за низкого качества наружной поверхности оболочки ввиду негарантированного ее прижатия к пресс-форме, что также снижает прочностные и технологические возможности прессованной оболочки.
Задачей изобретения является повышение надежности и расширение технологических возможностей прессованной оболочки.
Эта задача решается усовершенствованием прессованной оболочки, содержащей слои рулонного тканого материала со связующим.
Усовершенствование состоит в том, что прессованная оболочка выполнена с кольцевыми слоями тканого материала в виде отдельных полос длиной не менее длины оболочки и шириной, равной периметру последней с нахлестом;
оболочка выполнена с расположением каждой последующей полосы тканого материала как продолжения предыдущей;
оболочка выполнена с суммарной величиной нахлеста полос тканого материала не более наружного периметра оболочки.
Выполнение прессованной оболочки с кольцевыми слоями тканого материала в виде отдельных полос длиной не менее длины оболочки и шириной, равной периметру последней с нахлестом, обеспечивает равномерность натяжения всех слоев тканого материала в радиальном и тангенциальном направлениях независимо от их количества (благодаря возможности послойного тангенциального натяжения каждого отдельного слоя в процессе полимеризации и эксплуатации).
Выполнение оболочки с расположением каждой полосы тканого материала как продолжения предыдущей позволяет увеличить силовое замыкание слоев.
Выполнение оболочки с суммарной величиной нахлеста слоев тканого материала не более наружного периметра оболочки увеличивает равнотолщинность стенки оболочки.
Выполнение прессованной оболочки по изобретению повышает надежность и расширяет ее технологические возможности.
Ниже, со ссылкой на прилагаемый чертеж, где показана на:
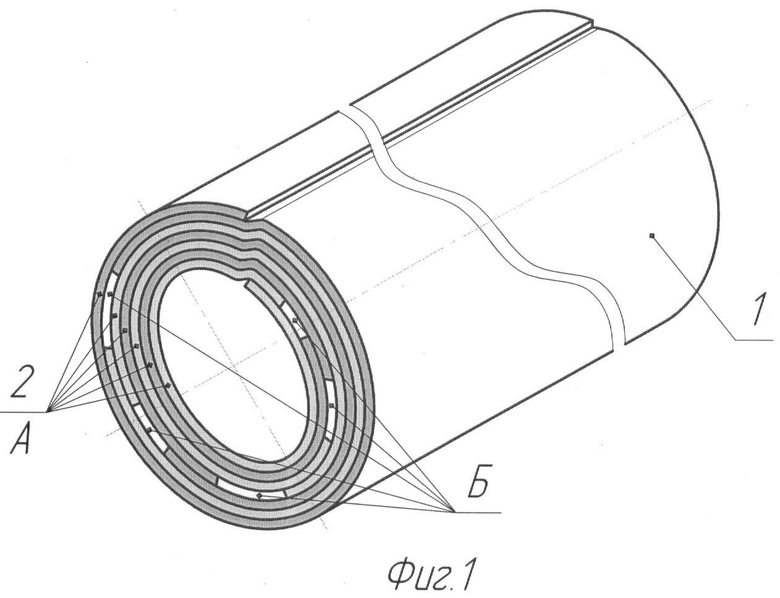
Фиг.1 - прессованная оболочка с кольцевыми слоями в виде полос с нахлестом;
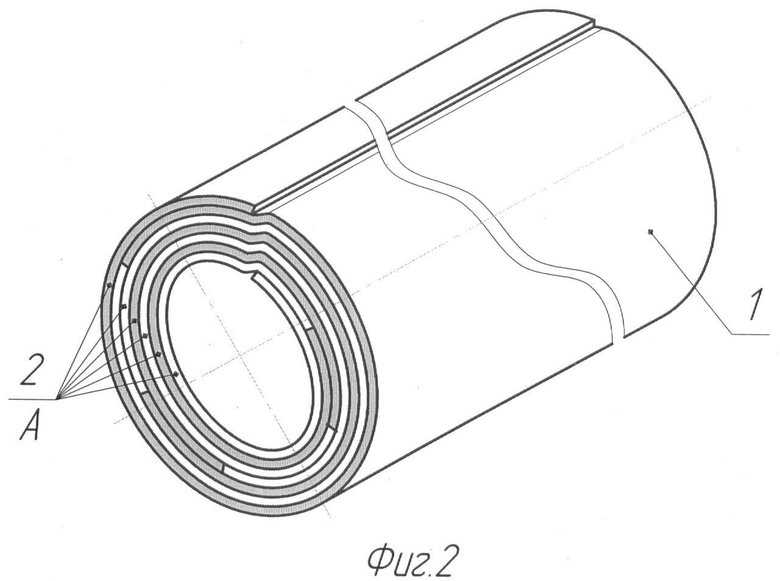
Фиг.2 - прессованная оболочка с расположением полос тканого материала встык;
дается описание оболочки по изобретению.
Предлагаемая прессованная оболочка 1 (Фиг.1) содержит кольцевые слои 2 тканого материала в виде полос А длиной не менее длины оболочки и шириной, равной периметру последней с нахлестом (что обеспечивает равномерность натяжения всех слоев волокнистого материала в радиальном и тангенциальном направлениях). При этом последующие слои расположены с технологическими зазорами Б между торцами полос А.
В вариантах исполнения прессованная оболочка выполнена:
- с расположением каждой полосы А тканого материала как продолжения предыдущей (Фиг.2), что увеличило силовое замыкание слоев;
- с суммарной величиной нахлеста полос А тканого материала не более наружного периметра оболочки (Фиг.2), что увеличило равнотолщинность стенки прессованной оболочки.
Изготовление прессованной оболочки ведут намоткой слоев 2, например, на эластичную оправку с последующей пропиткой связующим и полимеризацией в пресс-форме (не показано) с созданием усилия прессования расширением эластичной оправки при ее нагревании.
В процессе работы такой оболочки, например при передаче крутящего момента, все ее слои 2, в отличие от прототипа, одинаково нагружены.
Прессованная оболочка может изготавливаться с высокой степенью геометрической точности, независимо от толщины стенки, при высоких стабильности физико-механических характеристик и коэффициенте массового совершенства.
Прессованная оболочка по сравнению с прототипом (благодаря равномерному натяжению всех слоев тканого материала, независимо от их количества) характеризуется повышенной надежностью и расширенными технологическими возможностями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ | 2008 |
|
RU2380602C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ТРАНСПОРТНО-ПУСКОВОГО КОНТЕЙНЕРА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2011 |
|
RU2492048C1 |
| ВЫСОКОПРОЧНОЕ МЯГКОЕ ПОЛОТЕНЦЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2175091C1 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ ПРОКАТКОЙ ИЗ РУЛОННОГО НАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164205C1 |
| УСТРОЙСТВО ДЛЯ УДЕРЖАНИЯ ОТОРВАВШИХСЯ ЛОПАТОК В ДВУХКОНТУРНОМ ТУРБОРЕАКТИВНОМ ДВИГАТЕЛЕ | 2009 |
|
RU2433281C2 |
| Торовый опорный шпангоут из композиционного материала | 1982 |
|
SU1081309A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБОРНОГО КОНИЧЕСКОГО ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ПРИБОРНЫЙ КОНИЧЕСКИЙ ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2584731C1 |
| Способ изготовления трубы из полимерных композиционных материалов | 2024 |
|
RU2831752C1 |
| ПАТРУБОК ГИБКИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ НА ОСНОВЕ ВУЛКАНИЗИРОВАННОЙ ПРОРЕЗИНЕННОЙ СТЕКЛОТКАНИ И ПОЛИМЕРНОГО ПОКРЫТИЯ | 2023 |
|
RU2808131C1 |
Изобретение относится к области изготовления труб. Техническим результатом изобретения является повышение надежности и расширение технологических возможностей прессованной оболочки. Прессованная оболочка, содержащая слои рулонного тканого материала со связующим, выполнена с кольцевыми слоями тканого материала в виде отдельных полос длиной не менее длины оболочки и шириной, равной периметру последней с нахлестом. 2 з.п. ф-лы, 2 ил.
1. Прессованная оболочка, содержащая слои рулонного тканого материала со связующим, отличающаяся тем, что она выполнена с кольцевыми слоями тканого материала в виде отдельных полос длиной не менее длины оболочки и шириной, равной периметру последней с нахлестом.
2. Оболочка по п.1, отличающаяся тем, что она выполнена с расположением каждой последующей полосы тканого материала как продолжения предыдущей.
3. Оболочка по п.1, отличающаяся тем, что она выполнена с суммарной величиной нахлеста полос тканого материала не более наружного периметра оболочки.
| СТЕКЛОПЛАСТИКОВАЯ ТРУБА-ОБОЛОЧКА | 1993 |
|
RU2061923C1 |
| СТЕКЛОПЛАСТИКОВАЯ ТРУБА-ОБОЛОЧКА | 1996 |
|
RU2115056C1 |
| ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2004 |
|
RU2287106C2 |
| US 3481369 А, 02.12.1969 | |||
| КАЛИНЧЕВ В.А | |||
| Намотанные стеклопластики | |||
| - М.: Химия, 1986, с.16 | |||
| БУЛАНОВ И.М | |||
| Технология ракетных и аэрокосмических конструкций из композиционных материалов, МГТУ им | |||
| БАУМАНА Н.Э | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |

