Изобретение относится преимущественно к области мембранных технологий, индустрии наносистем и материалов, микро- и фотоэлектронике и может быть использовано в производстве микро- и нанофлюидных фильтров, биосенсорных устройств, реакторов для проведения каталитических реакций, приборов медицинской диагностики, а также при изготовлении элементов электронно-оптических преобразователей и рентгеновской оптики.
Известен способ получения микроканального кремния (Lehmann V., Rönnebeck S.J. Electrochem. Soc., 146 (8), 2968-2975 (1999)), включающий создание затравочных ямок на фронтальной поверхности пластины монокристаллического кремния электронного или дырочного типа, формирование на тыльной стороне пластины омического контакта и анодное травление в водных растворах фтористого водорода.
Основным недостатком известного способа является тот факт, что получаемый микроканальный кремний имеет невысокий коэффициент прозрачности, а именно отношение площади микроканалов на поверхности мембраны к ее общей площади находится в пределах 0.5-0.7. Это обусловлено достаточно большой толщиной стенок между микроканалами, сопоставимой с линейными размерами самих каналов. Стенки рассеивают и отражают потоки света, газов и жидкостей, ухудшая пропускную способность микроканального кремния.
Из известных способов получения кремниевых микроканальных мембран в монолитном обрамлении наиболее близким к заявляемому является способ, представленный в патенте США №5997713, Charles P. Beetz, Robert W. Boerstler, John Steinbeck, David R. Winn, МПК C25D 5/34, 1999 года. Согласно этому способу кремниевую микроканальную мембрану в монолитном обрамлении получают посредством создания упорядоченно расположенных затравочных ямок на фронтальной поверхности монокристаллического кремния дырочного типа, формирования омического контакта на тыльной поверхности пластины, анодного травления в растворе электролитов, содержащем ионы водорода и фтора, и вскрытия микроканалов.
Основным недостатком известного способа является тот факт, что в процессе анодного травления, осуществляемого в один этап, создается кремниевая микроканальная мембрана, имеющая фронтальную поверхность с недостаточно высоким коэффициентом прозрачности из-за конечных размеров стенок. Вследствие этого структурного фактора пропускная способность получаемых микроканальных мембран как для транспорта жидкостей и газов, так и при прохождении света, не достигает своих предельных значений. Также недостатком этого способа при получении тонких мембран в монолитном обрамлении является недостаточная механическая прочность структуры, в которой микроканальный кремний и окружающий его монолитный материал имеют одну толщину. При толщине монокристаллического кремния меньше 100-150 мкм пластины становятся хрупкими и легко раскалываются при приложении к ним нагрузок, возникающих при установке в приборные устройства. Все эти недостатки затрудняют широкомасштабное использование кремниевых микроканальных мембран, полученных существующим способом.
Техническим результатом изобретения является повышение коэффициента прозрачности и механической прочности кремниевых микроканальных мембран в монолитном обрамлении за счет уменьшения площади ее фронтальной поверхности и большой толщины монолитного обрамления.
Технический результат достигается тем, что в способе получения кремниевой микроканальной мембраны в монолитном обрамлении, включающем создание упорядоченно расположенных затравочных ямок на фронтальной поверхности пластины монокристаллического кремния дырочного типа, формирование омического контакта на тыльной поверхности пластины монокристаллического кремния дырочного типа, анодное травление в растворе электролитов, содержащем ионы водорода и фтора, и вскрытие микроканалов, причем анодное травление прерывают электрополировкой и последующим удалением жертвенной микроканальной мембраны, после чего возобновляют анодное травление.
В способе электрополировку осуществляют путем увеличения тока анодного травления до резкого роста сопротивления электрической цепи.
В способе удаление жертвенной микроканальной мембраны производят механическим путем.
В способе электрополировка и последующее удаление жертвенной микроканальной мембраны проводят неоднократно до получения заданной толщины микроканальной мембраны в монолитном обрамлении.
Сущность изобретения поясняется нижеследующим описанием и прилагаемыми фигурами.
На фиг.1 приведена схема получения кремниевой микроканальной мембраны в монолитном обрамлении предлагаемым способом: позиция 1 - исходная пластина монокристаллического кремния дырочного типа, позиция 2 - пластина монокристаллического кремния дырочного типа с упорядоченно расположенными затравочными ямками на фронтальной поверхности, позиция 3 - пластина монокристаллического кремния дырочного типа с затравочными ямками и омическим контактом на тыльной поверхности, позиция 4 - пластина монокристаллического кремния дырочного типа с жертвенной микроканальной мембраной в монолитном обрамлении, позиция 5 - пластина монокристаллического кремния дырочного типа с удаленной жертвенной микроканальной мембраной, позиция 6 - кремниевая микроканальная мембрана в монолитном обрамлении с несквозными микроканалами, позиция 7 - кремниевая микроканальная мембрана в монолитном обрамлении со сквозными микроканалами. Элементы: 1 - пластина монокристаллического кремния дырочного типа, 2 - затравочная ямка, упорядоченно расположенная на фронтальной поверхности пластины монокристаллического кремния дырочного типа, 3 - монолитная часть пластины монокристаллического кремния дырочного типа, 4 - омический контакт на тыльной поверхности пластины, 5 - жертвенная микроканальная мембрана в монолитном обрамлении, 6 - монолитное обрамление микроканальной мембраны, 7 - жертвенная микроканальная мембрана, 8 - кремниевая микроканальная мембрана в монолитном обрамлении.
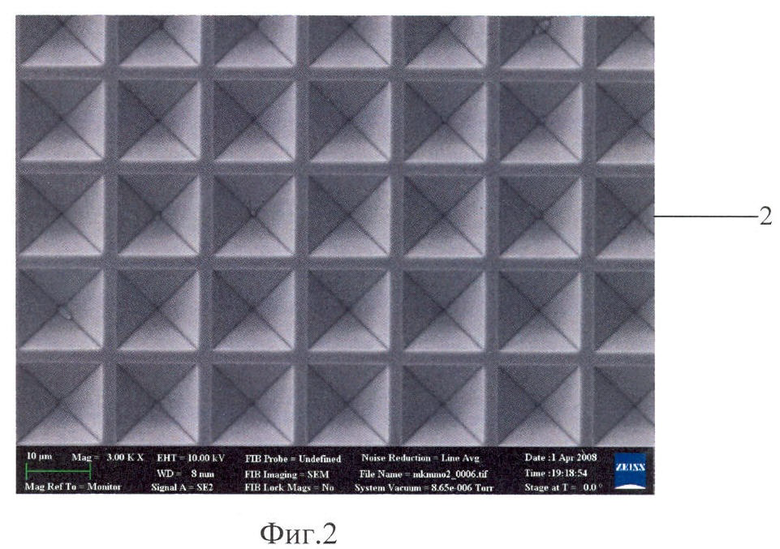
На фиг.2 показано электронно-микроскопическое изображение упорядоченно расположенных затравочных ямок на фронтальной поверхности пластины монокристаллического кремния дырочного типа, позиция 2 на фиг.1, элемент 2.
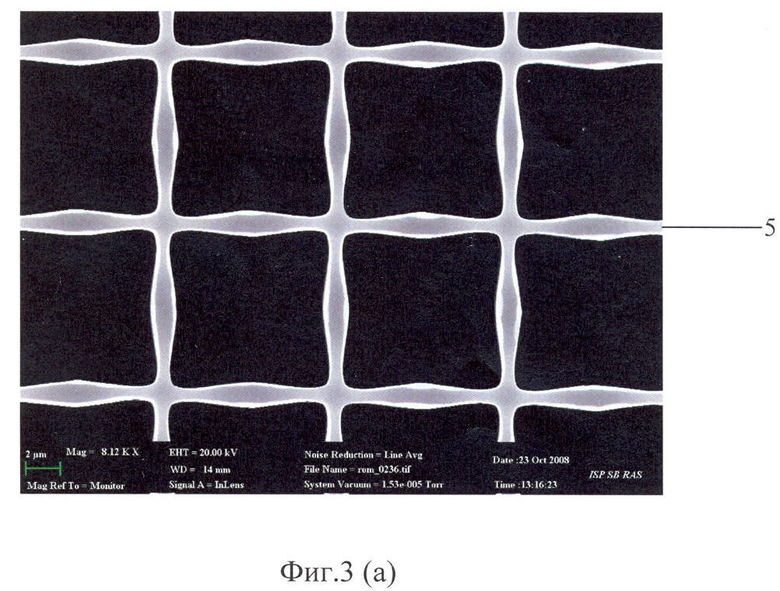
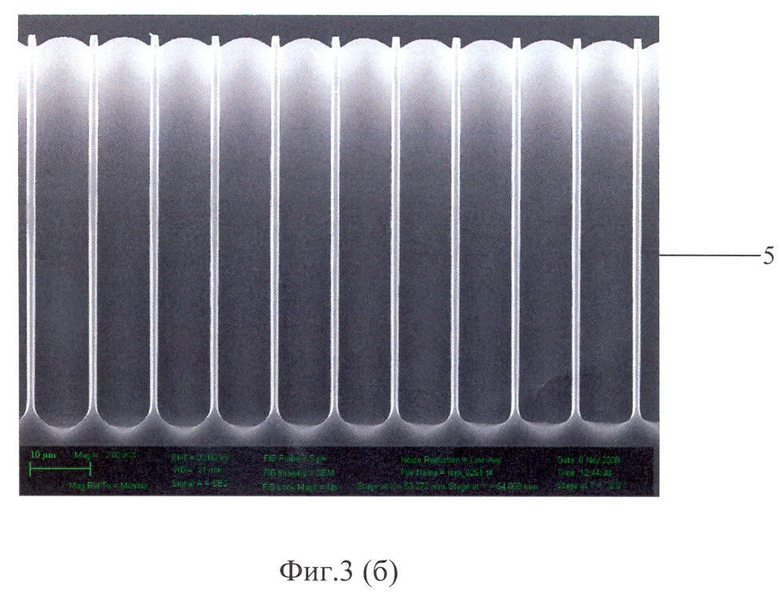
На фиг.3 представлены электронно-микроскопические изображения сверху (а) и сбоку (б) жертвенной микроканальной мембраны в монолитном обрамлении, позиция 4 на фиг.1, элемент 5.
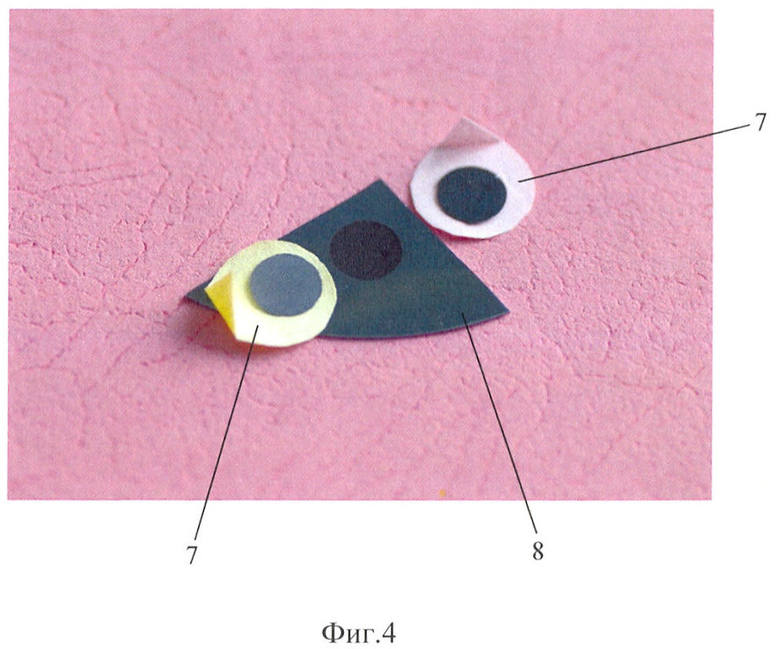
На фиг.4 приведен оптический снимок композиции жертвенной микроканальной мембраны, позиция 5 на фиг.1, элемент 7, и кремниевой микроканальной мембраны в монолитном обрамлении, позиция 6 на фиг.1, элемент 8, представленные с фронтальной стороны. Здесь же показана жертвенная мембрана с тыльной стороны (мембрана лежит рядом с композицией).
На фиг.5 демонстрируются электронно-микроскопические изображения фронтальных поверхностей (а) жертвенной микроканальной мембраны, позиция 5 на фиг.1, элемент 7, и (б) кремниевой микроканальной мембраны в монолитном обрамлении, позиция 6 на фиг.1, элемент 8.
Сущность изобретения заключается в том, что при получении кремниевой микроканальной мембраны в монолитном обрамлении процесс анодного травления микроканалов проводится в два (или более) этапа (ов), а не в один цикл, как в известном способе. После того как в известном способе на фронтальной поверхности пластины монокристаллического кремния дырочного типа (фиг.1, поз.1, элемент 1) с помощью фотолитографии по слою двуокиси кремния и химического травления кремния в окнах диэлектрика созданы упорядоченно расположенные затравочные ямки (фиг.1, поз.2, элемент 2 и фиг.2), сформирован омический контакт на тыльной поверхности монокристаллического кремния дырочного типа (фиг.1, поз.3, элемент 4), и осуществляют анодное травление микроканалов (фиг.1, поз.4, элемент 5 и фиг.3), в выбранный момент времени анодное травление микроканалов переводят в режим электрополировки посредством увеличения напряжения или тока. В результате стенки, разделяющие микроканалы, уменьшаются по толщине и в конечном итоге исчезают - образуется жертвенная микроканальная мембрана, не связанная с монолитной частью пластины монокристаллического кремния дырочного типа, но удерживаемая еще монолитным обрамлением (фиг.1, поз.5, элементы 3, 6, 7). Жертвенную микроканальную мембрану затем отделяют от монолитного обрамления механическим путем (фиг.4(а), элемент 7). В процессе электрополировки момент отделения жертвенной мембраны от пластины монокристаллического кремния дырочного типа фиксируют резким падением тока в электрической цепи или резким подъемом напряжения на электрохимической ячейке при увеличении напряжения или тока соответственно. Обработку пластины монокристаллического кремния дырочного типа сразу прекращают. В результате такого проведения электрохимического процесса образуется специфическая морфология поверхности монолитной части пластины: на местах, где вытравливают микроканалы, остаются ямки, разделенные острыми гребешками материала - участками зануления стенок микроканалов жертвенной мембраны при электрополировке (фиг.1, поз.5, элемент 3). При последующем анодном травлении создают новые микроканалы в оставшейся части пластины монокристаллического кремния дырочного типа, сохраняя при этом целевую особенность фронтальной поверхности - практически ее нулевую площадь (фиг.1, поз.6 и фиг.5(б), элемент 8). Описанная выше морфология фронтальных поверхностей жертвенной мембраны и микроканальной мембраны в монолитном обрамлении отчетливо просматривается на фиг.4 и фиг.5. Если на оптических изображениях фиг.4 о ней можно судить по сильному отражению и полному поглощению света от фронтальных поверхностей жертвенной мембраны и микроканальной мембраны в монолитном обрамлении соответственно, то тонкую структуру этих поверхностей демонстрируют электронно-микроскопические изображения фиг.5. На снимках можно легко рассмотреть конечную поверхность жертвенной мембраны, фиг.5 (а), и практически ее полное отсутствие у микроканальной мембраны в монолитном обрамлении, фиг.5 (б). Таким образом, созданные предлагаемым способом кремниевые микроканальные мембраны имеют коэффициент прозрачности, значительно превышающий аналогичный параметр у мембран, полученных известным способом.
Создание и удаление жертвенной мембраны дают возможность сформировать структуру, у которой микроканальная мембрана утоплена в монолитном обрамлении, сохраняющем толщину исходной пластины монокристаллического кремния дырочного типа (фиг.1, поз.7). Поэтому механическая прочность конструкции остается прежней, равной прочности использованной пластины. В результате становится возможным получение и применение в различных устройствах тонких микроканальных мембран толщиной вплоть до 30-50 мкм в прочном монолитном обрамлении толщиной 300-400 мкм. Указанная выше толщина мембраны достигается проведением нескольких циклов получения и удаления жертвенной мембраны. Это обусловлено тем, что механическое отделение целой жертвенной мембраны от монолитных стенок, имеющей большую толщину, становится трудновыполнимой операцией. Поэтому получение тонких микроканальных мембран проводится в несколько этапов. Окончательная доводка микроканальной мембраны до требуемой толщины осуществляется при вскрытии микроканалов механической шлифовкой и полировкой.
Пример 1.
1. Пластину монокристаллического кремния дырочного типа с удельным сопротивлением 40 Ом·см и ориентацией (100) подвергают термическому окислению, фотолитографии по слою двуокиси кремния на фронтальной поверхности, химическому травлению кремния в окнах диэлектрика в водном растворе 20% КОН при температуре 60°С в течение 1 часа. При этом формируют затравочные пирамидальные ямки размерами в основании 12×12 мкм2, разделенные стенками толщиной 3 мкм (фиг.1, поз.2, элемент 2 и фиг.2).
2. Формирование омического контакта на тыльной поверхности пластины монокристаллического кремния дырочного типа с затравочными ямками осуществляют осаждением алюминия и отжигом при температуре 450°С в атмосфере аргона 15 минут (фиг.1, поз.3, элемент 4).
3. Анодное травление жертвенной мембраны проводят в режиме постоянного напряжения при 1,2 В в электролитическом растворе
NH4F (40%): HCl (36,5%): H2O: неонол = 2,5:1:6,5:0,025
на площади 0,5 см2 в течение 90 минут (фиг.1, поз.4, элемент 5).
4. Электрополировку осуществляют путем увеличения напряжения на электрохимической ячейке до 2,5 В, при этом ток анодного травления вырастает с 15 мА до 35 мА и через 7 минут резко падает до 10 мА (фиг.1, поз.5).
5. Жертвенную микроканальную мембрану толщиной 165 мкм отделяют от монолитного обрамления металлической иглой по внешнему контуру мембраны (фиг.1, поз.5, элемент 7 и фиг.4).
6. Анодное травление кремниевой микроканальной мембраны в монолитном обрамлении проводят в режиме постоянного напряжения при 1,1 В в том же растворе на площади 0,5 см2 в течение 90 минут (фиг.1, поз.6, элемент 8 и фиг.4).
7. Вскрытие микроканалов осуществляют шлифовкой/полировкой тыльной поверхности пластины с использованием микропорошка синтетических алмазов, размешанного в растворе глицерина и изопропилового спирта. В результате получают кремниевую микроканальную мембрану в монолитном обрамлении с толщинами 150 мкм и 315 мкм соответственно (фиг.1, поз.7).
Пример 2.
1. Пластину монокристаллического кремния дырочного типа с удельным сопротивлением 40 Ом·см и ориентацией (100) подвергают термическому окислению, фотолитографии по слою двуокиси кремния на фронтальной поверхности, химическому травлению кремния в окнах диэлектрика в водном растворе 20% КОН при температуре 60°С в течение 1 часа. При этом формируют затравочные пирамидальные ямки размерами в основании 12×12 мкм2, разделенные стенками толщиной 3 мкм (фиг.1, поз.2, элемент 2 и фиг.2).
2. Формирование омического контакта на тыльной поверхности пластины монокристаллического кремния дырочного типа с затравочными ямками осуществляют осаждением алюминия и отжигом при температуре 450°С в атмосфере аргона 15 минут (фиг.1, поз.3, элемент 4).
3. Анодное травление жертвенной мембраны проводят в режиме постоянного напряжения при 1,25 В в электролитическом растворе
NH4F (40%): HCl (36,5%): Н2О: неонол = 2,5:1:6,5:0,025
на площади 0,1 см2 в течение 28 минут (фиг.1, поз.4, элемент 5).
4. Электрополировку осуществляют путем увеличения напряжения на электрохимической ячейке до 2,5 В, при этом ток анодного травления вырастает с 5 мА до 10 мА и через 8 минут резко падает до нуля (фиг.1, поз.5).
5. Жертвенную микроканальную мембрану толщиной ~100 мкм отделяют от монолитного обрамления металлической иглой по внешнему контуру мембраны (фиг.1, поз.5, элемент 7 и фиг.4).
6. Анодное травление второй жертвенной мембраны проводят в режиме постоянного напряжения при 1,25 В в электролитическом растворе
NH4F (40%): HCl (36,5%): H2O: неонол = 2,5:1:6,5:0,025
на площади 0,1 см2 в течение 24 минут (фиг.1, поз.4, элемент 5).
7. Электрополировку осуществляют путем увеличения напряжения на электрохимической ячейке до 2,5 В, при этом ток анодного травления вырастает с 7 мА до 12 мА и через 6 минут резко падает до 2 мА (фиг.1, поз.5).
8. Жертвенную микроканальную мембрану толщиной ~75 мкм отделяют от монолитного обрамления металлической иглой по внешнему контуру мембраны (фиг.1, поз.5, элемент 7 и фиг.4).
9. Анодное травление кремниевой микроканальной мембраны в монолитном обрамлении проводят в режиме постоянного напряжения при 1,2 В в том же растворе на площади 0,1 см2 в течение 80 минут (фиг.1, поз.6, элемент 8 и фиг.4).
10. Вскрытие микроканалов осуществляют шлифовкой/полировкой тыльной поверхности пластины с использованием микропорошка синтетических алмазов, размешанного в растворе глицерина и изопропилового спирта. В результате получают кремниевую микроканальную мембрану в монолитном обрамлении с толщинами 50 мкм и 225 мкм соответственно (фиг.1, поз.7).
Кремниевая микроканальная мембрана в монолитном обрамлении, изготовленная предлагаемым способом, имеет следующие типичные характеристики:
толщину микроканальной мембраны 50-200 мкм,
толщину монолитного обрамления 200-350 мкм,
микроканалы, квадратные в сечении, размерами 2-30 мкм,
стенки между микроканалами 0,3-3 мкм,
коэффициент прозрачности >0,9.
Полученные параметры свидетельствуют о высоком качестве кремниевых микроканальных мембран в монолитном обрамлении, изготовленных предлагаемым способом.
Использование заявляемого способа получения кремниевой микроканальной мембраны в монолитном обрамлении обеспечивает по сравнению с существующими способами следующее преимущество:
улучшение эксплуатационных характеристик и расширение номенклатуры изделий мембранной техники в производстве микро- и нанофлюидных фильтров, биосенсорных устройств, приборов медицинской диагностики за счет своих высоких механических и структурных свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КРЕМНИЕВОЙ КАНАЛЬНОЙ МАТРИЦЫ | 2010 |
|
RU2433502C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРЕМНИЕВОЙ МИКРОКАНАЛЬНОЙ МАТРИЦЫ | 2009 |
|
RU2410792C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАНАЛЬНОЙ МАТРИЦЫ | 2010 |
|
RU2428763C1 |
| Способ получения кремниевой пористой мембраны | 2018 |
|
RU2690534C1 |
| КАНАЛЬНАЯ МАТРИЦА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2516612C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ СТРУКТУРЫ ПОРИСТЫЙ КРЕМНИЙ НА ИЗОЛЯТОРЕ | 2013 |
|
RU2554298C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРУКТУРЫ "КРЕМНИЙ-НА-ИЗОЛЯТОРЕ" | 2006 |
|
RU2331949C1 |
| КОМПОЗИТНАЯ ПРОТОНПРОВОДЯЩАЯ МЕМБРАНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2373990C2 |
| ПЛАНАРНЫЙ ВЫСОКОВОЛЬТНЫЙ ФОТО- И БЕТАВОЛЬТАИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605783C1 |
| КОМБИНИРОВАННЫЙ НАКОПИТЕЛЬНЫЙ ЭЛЕМЕНТ ФОТО- И БЕТАВОЛЬТАИКИ НА МИКРОКАНАЛЬНОМ КРЕМНИИ | 2015 |
|
RU2605784C1 |


Изобретение относится к области мембранных технологий и индустрии наносистем и может быть использовано в производстве микро- и нанофлюидных фильтров, биосенсорных устройств, приборов медицинской диагностики. Сущность изобретения: в способе получения кремниевой микроканальной мембраны в монолитном обрамлении анодное травление пластины монокристаллического кремния дырочного типа с затравочными ямками на поверхности в растворе электролитов, содержащем ионы водорода и фтора, прерывают электрополировкой и последующим удалением жертвенной микроканальной мембраны, после чего возобновляют анодное травление. Повышаются коэффициент прозрачности и механическая прочность мембран, улучшаются эксплуатационные характеристики, и расширяется номенклатура изделий. 3 з.п. ф-лы, 5 ил.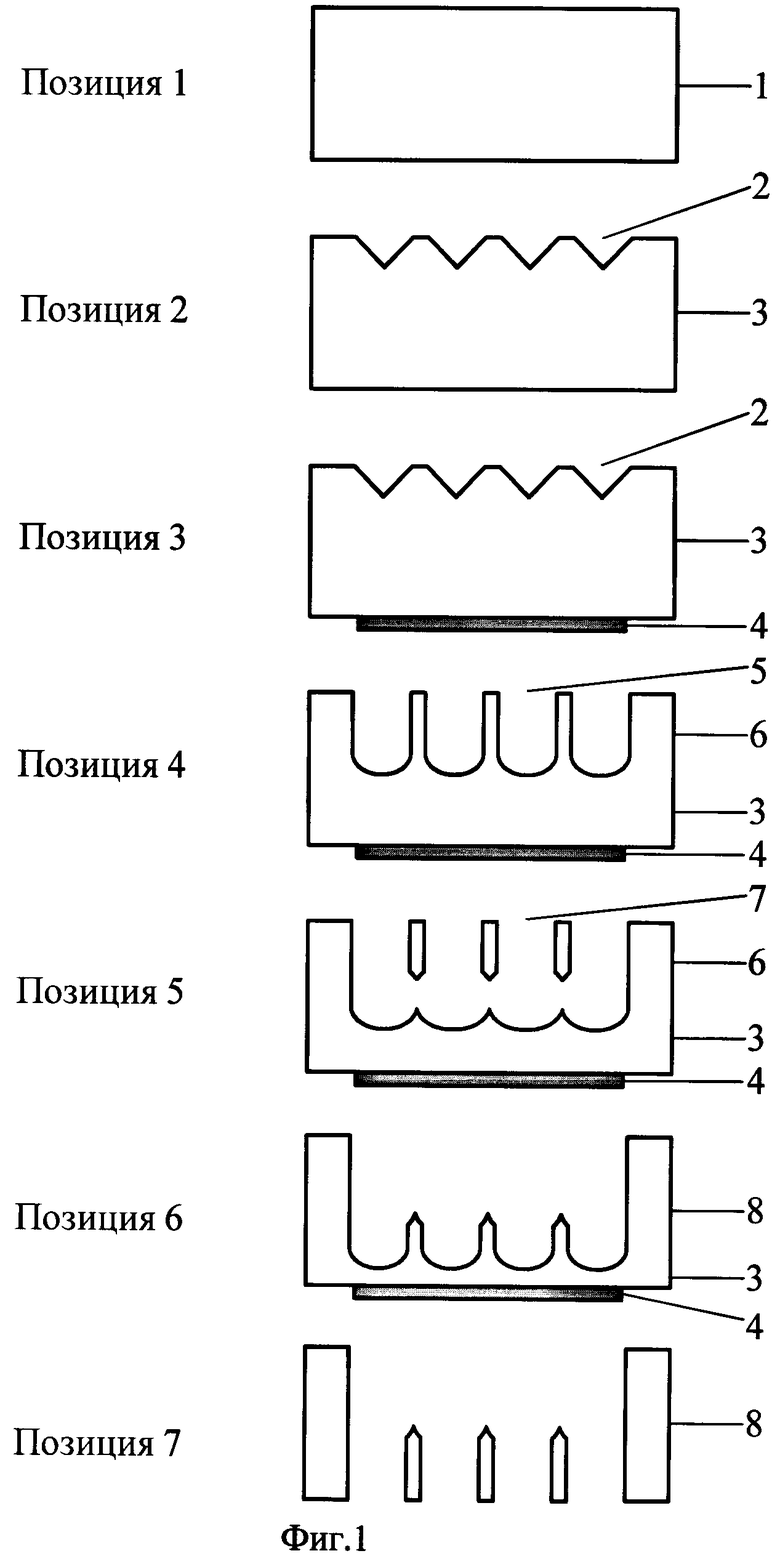
1. Способ получения кремниевой микроканальной мембраны в монолитном обрамлении, включающий создание упорядоченно расположенных затравочных ямок на фронтальной поверхности пластины монокристаллического кремния дырочного типа, формирование омического контакта на тыльной поверхности пластины монокристаллического кремния дырочного типа, анодное травление в растворе электролитов, содержащем ионы водорода и фтора, и вскрытие микроканалов, отличающийся тем, что анодное травление прерывают электрополировкой и последующим удалением жертвенной микроканальной мембраны, после чего возобновляют анодное травление.
2. Способ по п.1, отличающийся тем, что электрополировку осуществляют путем увеличения тока анодного травления до резкого роста сопротивления электрической цепи.
3. Способ по п.1, отличающийся тем, что удаление жертвенной микроканальной мембраны производят механическим путем.
4. Способ по п.1, отличающий тем, что электрополировка и последующее удаление жертвенной микроканальной мембраны проводят неоднократно до получения заданной толщины микроканальной мембраны в монолитном обрамлении.
| US 5997713 А, 07.12.1999 | |||
| Способ изготовления мембран | 1989 |
|
SU1695970A1 |
| МЕМБРАНА НА КАРКАСЕ ДЛЯ НАНОФИЛЬТРОВ И НАНОРЕАКТОРОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2329094C1 |
| US 6045677 A, 04.04.2000 | |||
| JP 2006159006 A, 22.06.2006. | |||

