Изобретение относится к производству средств очистки воздуха от взвешенных в нем твердых частиц и может быть использовано для изготовления промышленных фильтров гонкой очистки в устройствах подготовки и очистки циклового воздуха в наземных газотурбинных установках.
Наземные газотурбинные установки нашли широкое применение в различных отраслях промышленности. Так, например, они применяются в газоперекачивающих агрегатах компрессорных станций магистральных газопроводов в составе автономных газотурбинных электростанций. Применяемые в них газотурбинные двигатели (ГТД) требуют особого внимания в плане чистоты циклового воздуха. В отличие от эксплуатации ГТД на самолетах, когда двигатели кратковременно работают в наземных условиях, при их длительном использовании в наземных установках на вход в двигатель поступает запыленный воздух. При работе двигателя в условиях сильной запыленности атмосферы поступающая пыль оказывает эрозионное воздействие на лопатки компрессора ГТД и может осаждаться в виде твердых отложений на деталях горячей части двигателя.
В наземных ГТУ, где используются двигатели нового поколения типа НК-38СТ, АЛ-31СТ с высоким КПД (до 35-40%), как правило, используются двухступенчатые системы очистки воздуха, состоящие из инерционных циклонов, выступающих в качестве фильтров грубой очистки (1 ступень) и фильтров тонкой очистки, в качестве которых применяются тканевые мешочные, рукавные и ячейковые карманные фильтры [1].
Близкими по назначению к заявленному устройству являются ячейковые карманные фильтры, которые могут быть рассмотрены в качестве аналога. Каталог оборудования фирмы Folter «Фильтры воздушные. Пылеуловители» www.folter.ru. Ячейковые карманные фильтры представляют собой устройства, состоящие из каркасов, на которые натянуты тканевые полотна в виде мешков или наклонных стенок.
Данные фильтры имеют ряд существенных недостатков, основными из которых являются их малая пылеемкость и высокие массогабаритные характеристики. Данные недостатки взаимосвязаны и обусловлены тем, что карманные фильтры имеют относительно небольшую площадь поверхности фильтрующих элементов. Увеличение площади фильтрующих элементов можно обеспечить только за счет увеличения количества фильтров, что приводит к непропорциональному увеличению массогабаритных характеристик блока фильтров тонкой очистки. При этом значительно увеличивается гидравлическое сопротивление блока очистки воздуха, что отрицательно сказывается на КПД ГТУ. Низкая пылеемкость, обусловленная конструктивным исполнением фильтров, сказывается на эксплуатационных характеристиках ГТУ. Требуется более частая смена фильтров тонкой очистки, для чего необходима остановка всей ГТУ или создание резервных блоков тонкой очистки, что экономически нецелесообразно.
Известен целый ряд способов изготовления фильтров: патент RU №2135259 МКИ B01D 27/06, патент SU №4735720 МПК С01В 27/06, А.С. №1761202, в которых герметизация и фиксация фильтровального элемента в корпусе производится сваркой или склейкой. Общий недостаток всех этих способов изготовления фильтров заключается в том, что в результате получается неразъемная конструкция фильтра, что делает невозможным извлечение фильтрующего элемента для регенерации или утилизации, а также повторного использования корпуса фильтра.
Известен «Аэрозольный сорбирующий фильтр и способ его изготовления». Патент RU №2192914, B01D 39/16, G21F 9/02. Фильтр содержит корпус, в котором размещен зигзагообразно сложенный фильтровальный материал и разделители-сепараторы, а фильтровальный материал содержит сорбенты. Способ изготовления фильтра включает размещение в корпусе зигзагообразно сложенного и упакованного в слои фильтровального материала, установку между складками разделителей-сепараторов и введение во все слои фильтровального материала, кроме последнего, частиц тонко измельченного сорбента.
Недостатками данного устройства и способа его изготовления являются:
- узкая специализация применения данного фильтра;
- сложность конструкции устройства;
- высокая стоимость фильтровального элемента;
- высокая стоимость изготовления фильтра.
Известен «Способ изготовления фильтрующих элементов панельного типа». Патент RU №2182842, B01D 46/52, B01D 27/06. В данном способе последовательно наносят линии гиба за счет деформации фильтровального материала попеременно в противоположном направлении с заданным шагом, складывают материал по линиям гиба с образованием гофр, заделывают торцевые участки с образованием карманов и проводят ленточную заливку эластичной массой.
Недостаток данного фильтра и способа его изготовления - в неразъемности конструкции, что делает невозможным регенерацию или утилизацию фильтрующего элемента.
Наиболее близким по технической сущности к заявляемому изобретению и взятому за прототип является «Фильтр для очистки воздуха», содержащий корпус с расположенным в нем фильтр-пакетом, выполненным из фильтр-элементов, патент RU №2050946, МПК B01D 46/52, опубл. 27.12.95 г. Бюл. №36.
Недостатком данного фильтра является сложная и тяжеловатая конструкция из-за наличия каркасов у каждого фильтр-элемента, что приводит к высокой металлоемкости, а также к неудобству в эксплуатации, что в целом влияет на эффективность фильтров очистки.
Наиболее близким по технической сущности к заявляемому «Способу изготовления фильтров», патент RU №2050946, МПК B01D 46/52, опубл. 27.12.95 г. Бюл. №36, является способ, включающий изготовление фильтр-элементов, размещение их в корпусе и герметизацию. В данном фильтре фильтр-элементы выполняют в виде пластин гофрированного материала, которые накладывают друг на друга в одном направлении с гофрами, при этом концы гофров соседних фильтр-элементов с обеих сторон попарно сжимают и герметизируют с образованием складчатого фильтр-пакета, который вставляют торцовой стороной складок вместе со стенками корпуса в залитую герметиком ванночку и выдерживают до отверждения.
К недостаткам способа изготовления фильтра относится высокая трудоемкость его изготовления и сборки, обусловленная наличием операции герметизации путем заливки торцевых сторон фильтр-элемента герметиком и, как следствие этого, невозможность разборки фильтра с целью регенерации или утилизации фильтр-элемента, что является неудобным и нетехнологичным, также к недостаткам относится высокая металлоемкость и трудоемкость из-за выполнения каркасов для каждого фильтр-элемента, что является нетехнологичным и дорогостоящим. В целом, все это делает способ изготовления фильтров неэффективным.
Решаемой технической задачей изобретения является создание высокоэффективного фильтра и способа его изготовления.
Техническим результатом, достигаемым при осуществлении заявляемого изобретения, является повышение пылеемкости при одновременном снижении массогабаритных характеристик, а также значительное снижение себестоимости изготовления и эксплуатации фильтров.
Технический результат достигается тем, что в известном устройстве, содержащем корпус с расположенным в нем фильтр-элементом, выполнен корпус двухэлементным, состоящим из внешнего корпуса в виде открытого прямоугольного короба с выполненным в донной части по меньшей мере одним отверстием с образованием горизонтальных полок по периметру стенок корпуса и внутреннего корпуса, выполненного в виде той же формы короба с горизонтальной полкой по периметру стенок в верхней его части, с меньшими внутренними размерами внешнего корпуса на величину четырех толщин материала фильтр-элемента, а в стенках внутреннего корпуса выполнены прорези для размещения в них материала фильтр-элемента.
В складчатом фильтре по периметру полки внутреннего корпуса выполнены гнезда в виде открытых наружу углублений, а наружный корпус снабжен замками-защелками с возможностью взаимной фиксации корпусов по упомянутым гнездам. В складчатом фильтре ширина прорезей внутреннего корпуса в направлении зигзагообразных линий гофров фильтр-элемента равна двум толщинам его материала, а высота прорезей равна высоте законцовок по зигзагообразным линиям гофров. В складчатом фильтре, в направлении пилообразных линий гофров фильтр-элемента высота прорезей внутреннего корпуса равна высоте зигзагообразного гофра фильтр-элемента.
По способу изготовления фильтра технический результат достигается тем, что в известном способе, включающем изготовление фильтр-элемента, размещение его в корпусе и герметизацию, согласно изобретению, фильтр-элемент предварительно устанавливают во внутренний корпус, при этом материал фильтр-элемента его боковыми гранями вводят в прорези внутреннего корпуса с возможностью образования крайними рядами его граней по пилообразным линиям гофров плоских фланцевых участков и законцовок, примыкающих к крайним зигзагообразным линиям, и расположены они с наружной стороны внутреннего корпуса, затем внутренний корпус совместно с фильтр-элементом устанавливают во внешний корпус с возможностью размещения законцовок по крайним зигзагообразным линиям гофров и крайним рядам граней по пилообразным линиям в виде плоских фланцевых участков в зазоре между внешним и внутренним корпусами и продвигают его вовнутрь до упора в полку донной части внешнего корпуса до срабатывания замков-защелок, при этом материал фильтр-элемента получают уплотненным по всему периметру фильтра между нижней торцевой частью внутреннего корпуса и полкой донной части наружного корпуса, обеспечивая необходимую герметизацию.
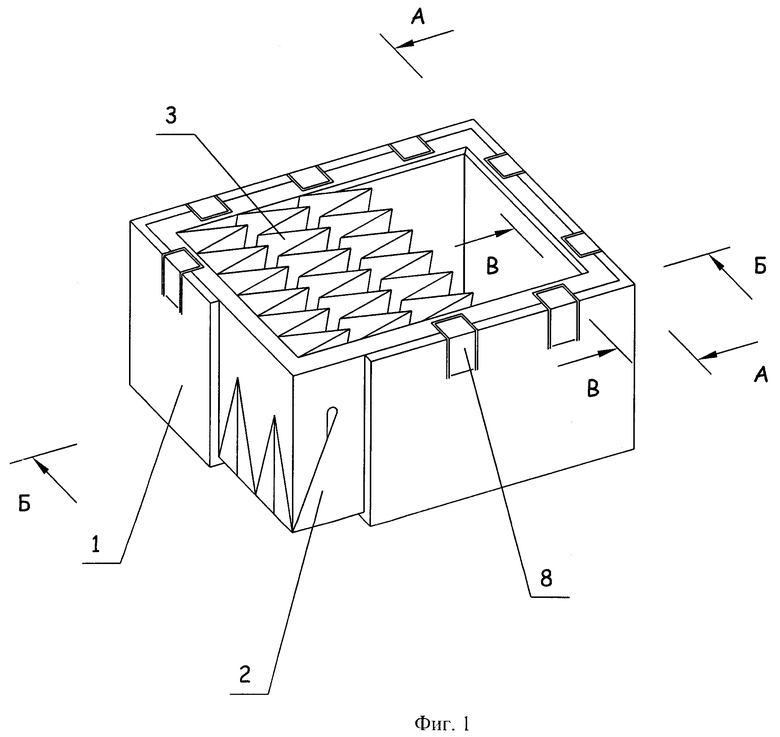
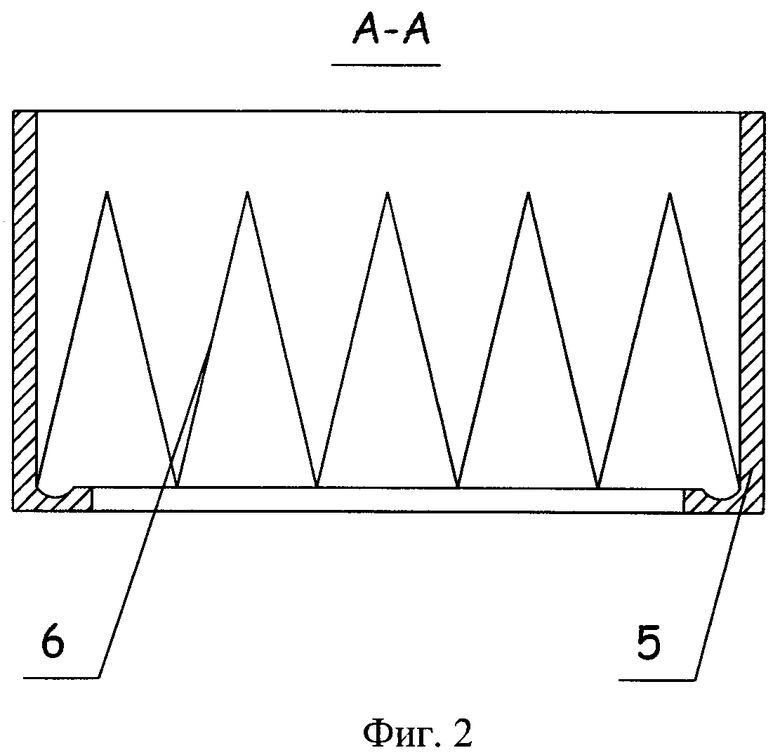
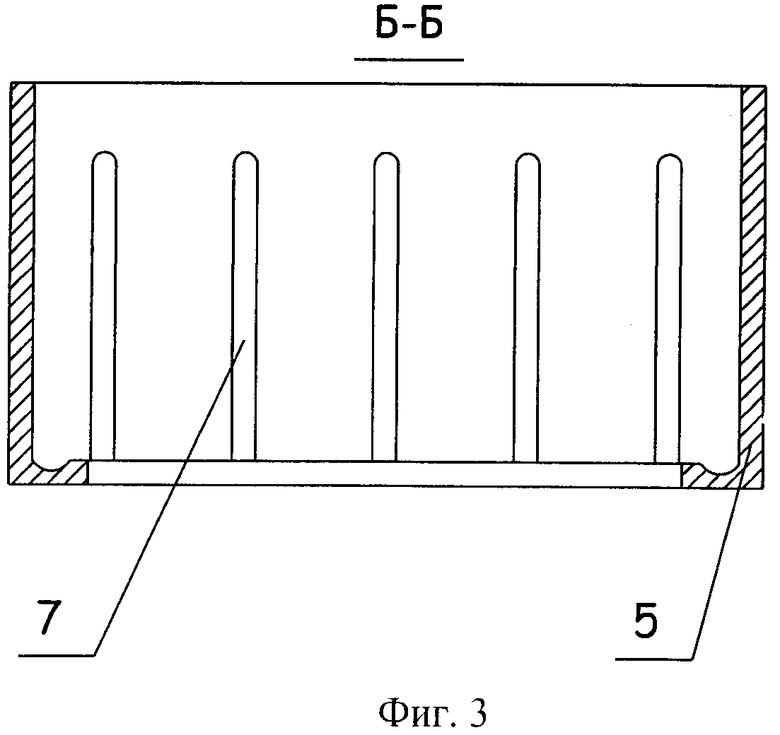
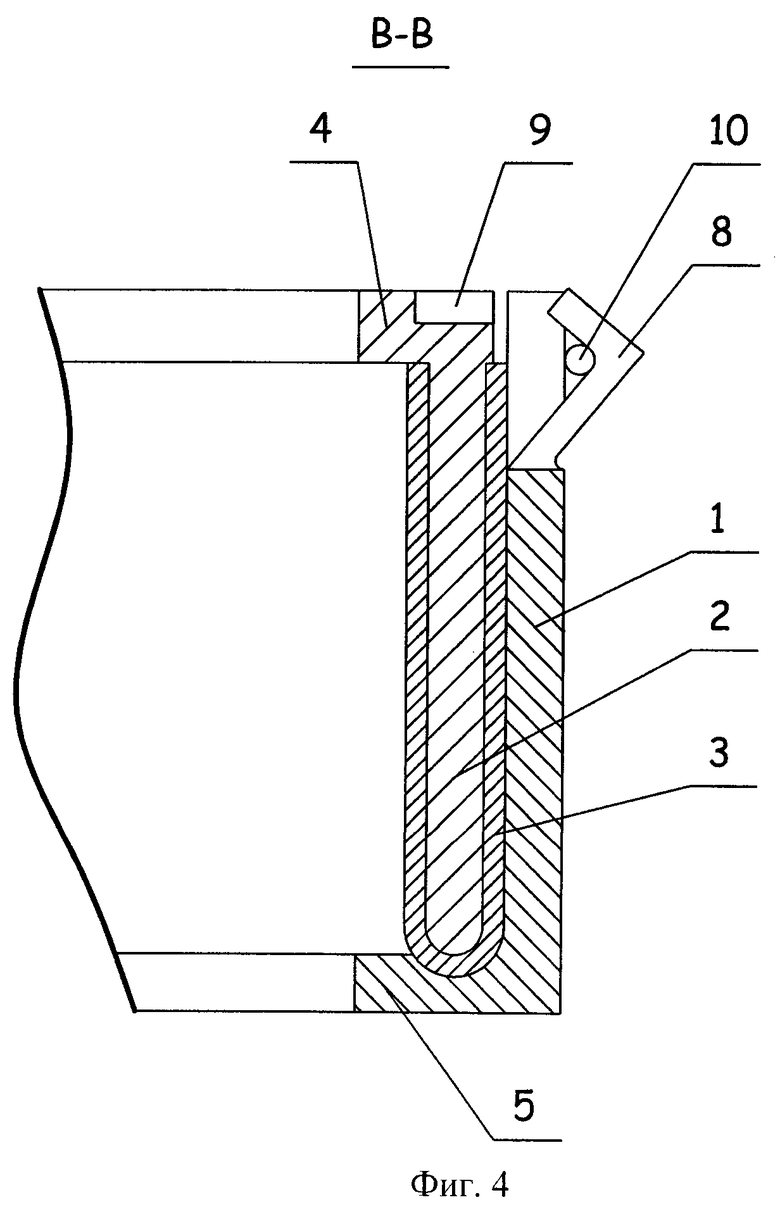
Изобретение поясняется чертежами, где на фиг.1 показан общий вид складчатого фильтра, на фиг.2 - сечение фильтра по А-А, на фиг.3 - сечение по Б-Б, на фиг.4 - вид 1.
На фиг.1-4 цифрами обозначены: 1 - наружный корпус; 2 - внутренний корпус; 3 - фильтр-элемент; 4 - горизонтальная полка; 5 - донная полка; 6 - треугольные прорези; 7 - прямоугольные прорези; 8 - замки-защелки; 9 - гнезда замков-защелок; 10 - технологический предохранитель.
Складчатый фильтр (фиг.1) содержит наружный корпус 1, в который установлен внутренний корпус 2 с фильтр-элементом 3. Внутренний корпус 2 по периметру стенок в верхней его части имеет горизонтальную полку 4, которая фиксирует фильтр-элемент 3. Внутренний корпус 2 с фильтр-элементом 3 опирается нижней кромкой на донную горизонтальную полку 5 наружного корпуса 1. Внутренний корпус 2 по вертикальным стенкам имеет прорези. Вертикальные стенки, расположенные по зигзагообразным линиям гофра блока фильтр-элемента 3, имеют треугольные прорези 6 для размещения материала законцовок фильтрующего элемента (фиг.2). Вертикальные стенки внутреннего корпуса 2, расположенные вдоль пилообразных линий гофра блока фильтр-элемента 3, имеют прямоугольные прорези 7 для размещения материала плоских фланцевых законцовок по крайним пилообразным линиям (фиг.3). Наружный корпус 1 в верхней своей части снабжен замками-защелками 8 (фиг.4), а внутренний корпус 2 по периметру горизонтальной полки 4 имеет ответные под замки 8 гнезда 9, выполненные в виде открытых наружу углублений. Наружный корпус 1 и внутренний корпус 2 взаимно фиксируются с помощью замков-защелок 8. Для отвода замков-защелок 8 при установке внутреннего корпуса 2 в наружный корпус 1 используются технологические предохранители 10.
Складчатый фильтр работает следующим образом. Воздух поступает перпендикулярно верхней или нижней плоскости фильтра и, проходя через грани фильтр-элемента 3, очищается от пылевых частиц. При окончании ресурса фильтра его извлекают из системы подготовки воздуха и производят разборку. Внешний 1 и внутренний 2 корпуса направляют для повторного использования, а фильтр-элемент 3 регенерируют или утилизируют.
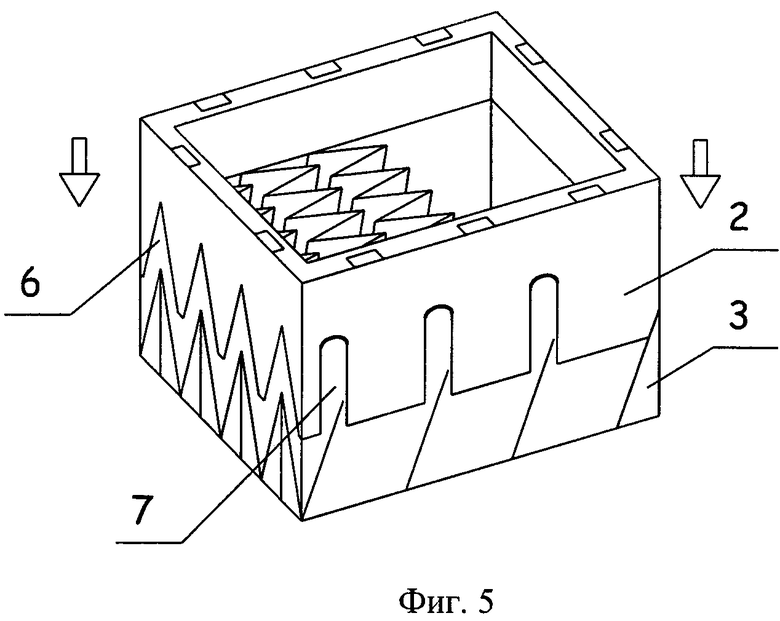
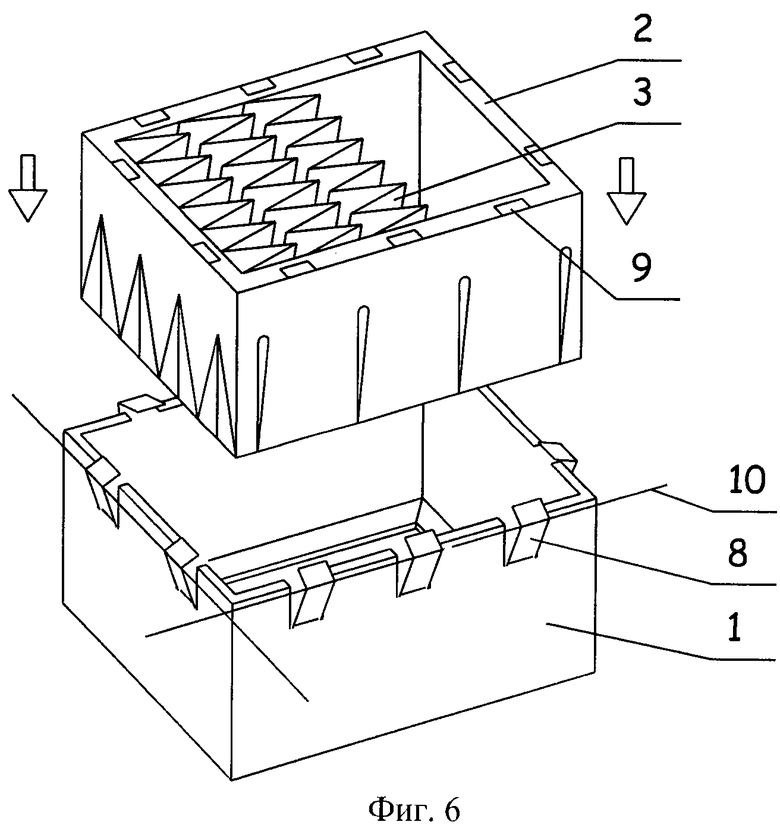
Предлагаемый складчатый фильтр изготавливают новым способом. Сущность нового способа поясняется чертежами, где на фиг.5 показано размещение фильтр-элемента 3 во внутреннем корпусе 2, на фиг.6 - показана установка внутреннего корпуса с фильтр-элементом 3 во внешний корпус 1, на фиг.7 - удаление технологических предохранителей 10 и фиксация замков 8.
Изготавливают складчатый фильтр следующим образом. Формообразованный фильтр-элемент 3 с законцовками устанавливают во внутренний корпус 2, при этом материал законцовок фильтр-элемента вводят в прорези 6 и 7 (фиг.3) внутреннего корпуса 2 таким образом, чтобы крайние ряды граней гофров фильтр-элемента по пилообразным линиям, образующие плоские фланцевые участки, и законцовки, примыкающие к крайним зигзагообразным линиям, оставались с наружной стороны внутреннего корпуса 2 для обеспечивания герметизации фильтра. Фильтр-элемент 3 плоскостью выступов гофров фиксируется от дальнейшего перемещения верхней полкой 4 внутреннего корпуса 2. Далее наружный корпус 1 подготавливают к установке в него внутреннего корпуса 2 с фильтр-элементом 3. Для этого отжимают наружу замки-защелки 8 и в образовавшиеся зазоры вводят технологический предохранитель 10, который фиксирует замки 8 во взведенном состоянии. Затем внутренний корпус 2 совместно с фильтр-элементом 3 устанавливают во внешний корпус 1 так, чтобы законцовки по крайним зигзагообразным линиям и крайние ряды граней по пилообразным линиям в виде плоских фланцевых участков установились в зазор между наружным корпусом 1 и внутренним корпусом 2. Внутренний корпус 2 нижней кромкой базируют на донную полку 5 внешнего корпуса 1. Далее удаляют технологические предохранители 10, и замки-защелки 8 входят в гнезда 9 и тем самым взаимно фиксируют наружный 1 и внутренний 2 корпуса друг относительно друга. Разборка складчатого фильтра осуществляется в обратной последовательности.
Такая конструкция и способ изготовления складчатого фильтра обеспечивают многоразовое использование наружного и внутреннего корпусов для производства складчатых фильтров, а фильтр-элемент отдельно может быть подвергнут регенерации или утилизации в зависимости от применяемого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 2008 |
|
RU2395327C1 |
| Складчатый лист | 1991 |
|
SU1768728A1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ, ФЮЗЕЛЯЖ И СПОСОБ ДРЕНИРОВАНИЯ ФЮЗЕЛЯЖА | 2005 |
|
RU2297948C2 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2338950C1 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2003 |
|
RU2241562C1 |
| СБОРНАЯ ПАНЕЛЬ СКЛАДЧАТОЙ ФОРМЫ | 1992 |
|
RU2032037C1 |
| ТРАНСФОРМИРУЕМАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОГО ЗАПОЛНИТЕЛЯ МНОГОСЛОЙНОЙ ПАНЕЛИ ОДИНАРНОЙ КРИВИЗНЫ | 2003 |
|
RU2254954C1 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ДЕТАЛИ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) | 2004 |
|
RU2264918C1 |
| ПАНЕЛЬ КРИВОЛИНЕЙНОЙ ФОРМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2381955C2 |
Изобретение относится к средствам очистки воздуха от твердых взвешенных частиц и может быть использовано в наземных газотурбинных установках. Корпус складчатого фильтра выполнен двухэлементным, состоящим из наружного и внутреннего корпуса. Размеры внутреннего корпуса меньше внутренних размеров наружного корпуса на величину четырех толщин материала фильтр-элемента. Стенки внутреннего корпуса имеют прорези для размещения в них материала фильтр-элемента. Ширина прорезей в направлении зигзагообразных линий гофров фильтр-элемента равна двум толщинам его материала, а высота прорезей равна высоте законцовок по зигзагообразным линиям гофров. Способ изготовления фильтра заключается в предварительной установке фильтр-элемента во внутренний корпус. Материал фильтр-элемента по его боковым граням вводят в прорези внутреннего корпуса таким образом, чтобы законцовки по зигзагообразным и пилообразным линиям оставались с наружной стороны внутреннего корпуса. Затем внутренний корпус совместно с фильтр-элементом устанавливают в наружный корпус так, чтобы законцовки по зигзагообразным и пилообразным линиям гофров разместились в зазоре между наружным и внутренним корпусами, и продвигают его внутрь до упора в полку донной части наружного корпуса до срабатывания замков-защелок. Технический результат: повышение пылеемкости, снижение массогабаритных характеристик и себестоимости изготовления фильтра. 2 н. и 3 з.п. ф-лы, 7 ил.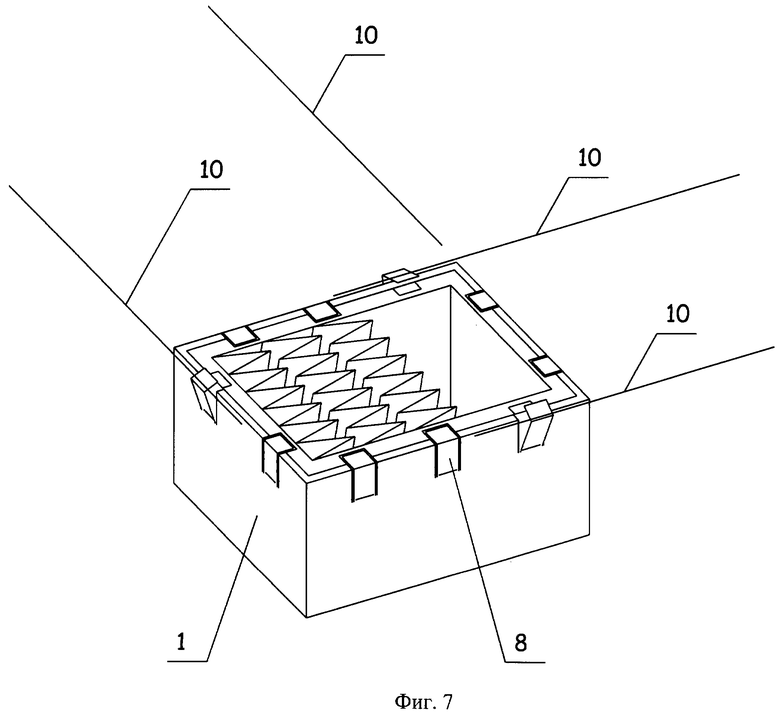
1. Складчатый фильтр, содержащий корпус с расположенным в нем фильтр-элементом, отличающийся тем, что его корпус выполнен двухэлементным, состоящим из внешнего корпуса в виде открытого прямоугольного короба с выполненным в донной части, по меньшей мере, одним отверстием с образованием горизонтальных полок по периметру стенок корпуса, и внутреннего корпуса, выполненного в виде той же формы короба с горизонтальной полкой по периметру стенок в верхней его части, с меньшими внутренними размерами, чем у внешнего корпуса, на величину четырех толщин материала фильтр-элемента, а в стенках внутреннего корпуса выполнены прорези для размещения в них материала фильтр-элемента.
2. Складчатый фильтр по п.1, отличающийся тем, что по периметру полки внутреннего корпуса выполнены гнезда в виде открытых наружу углублений, а наружный корпус снабжен замками-защелками с возможностью взаимной фиксации корпусов по упомянутым гнездам.
3. Складчатый фильтр по п.1, отличающийся тем, что ширина прорезей внутреннего корпуса в направлении зигзагообразных линий гофров фильтр-элемента равна двум толщинам его материала, а высота прорезей равна высоте законцовок по зигзагообразным линиям гофров.
4. Складчатый фильтр по п.1, отличающийся тем, что в направлении пилообразных линий гофров фильтр-элемента высота прорезей внутреннего корпуса равна высоте зигзагообразного гофра фильтр-элемента.
5. Способ изготовления складчатого фильтра, включающий изготовление фильтр-элемента, размещение его в корпусе и герметизацию, отличающийся тем, что фильтр-элемент предварительно устанавливают во внутренний корпус, при этом материал фильтр-элемента его боковыми гранями вводят в прорези внутреннего корпуса с возможностью образования крайними рядами его граней по пилообразным линиям гофров плоских фланцевых участков и законцовок, примыкающих к крайним зигзагообразным линиям и расположенных с наружной стороны внутреннего корпуса, затем внутренний корпус совместно с фильтр-элементом устанавливают во внешний корпус с возможностью размещения законцовок по крайним зигзагообразным линиям гофров и крайним рядам граней по пилообразным линиям в виде плоских фланцевых участков, в зазоре между внешним и внутренним корпусами, и продвигают его вовнутрь до упора в полку донной части внешнего корпуса до срабатывания замков-защелок, при этом материал фильтр-элемента получают уплотненным по всему периметру фильтра между нижней торцевой частью внутреннего корпуса и полкой донной части наружного корпуса, обеспечивая необходимую герметизацию.
| ФИЛЬТР ДЛЯ ОЧИСТКИ ВОЗДУХА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2050946C1 |
| СКЛАДЧАТЫЙ ФИЛЬТР | 2004 |
|
RU2257942C1 |
| DE 19730817 A1, 21.01.1999 | |||
| Электростатографический проявитель | 1975 |
|
SU649335A3 |
| EP 0759319 B1, 20.10.1999 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

