Изобретение относится к технологии гофрирования листового материала и может быть использовано для изготовления преимущественно складчатых конструкций легких гофрированных заполнителей многослойных панелей летательных аппаратов и других строительных конструкций.
Известен способ гофрирования листового материала, включающий на первом этапе укладку листовой заготовки на нижнюю систему формообразующих трансформируемых матриц, а сверху листовой заготовки устанавливается верхняя система формообразующих трансформируемых матриц, эквидистантная нижней. На втором этапе происходит формообразование гофров, при котором осуществляют сжатие нижней и верхней систем формообразующих трансформируемых матриц поршнем с боковой стороны в плоскости листовой заготовки и давление на эти матрицы в вертикальном направлении до образования зигзагообразных гофров. При этом системы формообразующих трансформируемых матриц изменяют свою форму, что приводит к деформации заготовки сторонами формообразующих элементов. На третьем этапе выполняют извлечение готового зигзагообразного гофра, для чего сжимающий поршень отводится в исходное положение, откидывается верхняя система формообразующих трансформируемых матриц, затем извлекается готовое изделие, а нижняя система формообразующих трансформируемых матриц растягивается до пологого первоначального состояния. (Авторское свидетельство СССР №1690903 А1. Устройство для гофрирования листового материала. - МКИ 5: В 21 D 13/02. - Бюл. №42, 15.11.1991). Недостатком известного способа гофрирования листового материала является низкая точность складчатой конструкции заполнителя по высоте из-за того, что формообразование гофров ведется методом несопряженной гибки, не исключающим проскальзывание заготовки относительно формообразующих матриц, что при сборке многослойной панели приводит к некачественному ее соединению с обшивкой из-за отсутствия контакта всех вершин гофров заполнителя с обшивкой.
Известен способ формообразования зигзагообразного гофра из тонколистового материала, включающий одновременный изгиб заготовки посредством формообразующих трансформируемых матриц. Форма зигзагообразного гофрированного заполнителя задается конструктивными параметрами: Н - высота, 2S - шаг зигзагообразных линий, 2L - шаг пилообразных линий, V - амплитуда зигзагообразных линий. Развертка объемной конструкции задается технологическими размерами: 2sr - шаг зигзагообразных линий на развертке, lr - расстояние между зигзагообразными линиями, νr - амплитуда зигзагообразных линий на развертке, определяемыми соотношениями
 ;
;
 ;
;
(В.И.Халиулин. Выбор рациональных технологических параметров при формообразовании зигзагообразного гофра.//Известия вузов. Авиационная техника. 1996. №4. - Казанский государственный технический университет им. А.Н.Туполева. - с.91-96). Данный способ принят за прототип.
Недостатком известного способа, принятого за прототип, являются низкая точность формообразования по высоте складчатых конструкций и искажение ее размеров из-за присутствия во впадинах конструктивных элементов трансформируемых матриц, относительно которых осуществляют изгиб, что не позволяет получить оптимальный радиус изгиба заготовки. Из-за появления в материале заготовки остаточных внутренних напряжений конструкция после удаления ее из формообразующей матрицы изменяет свои размеры относительно заданных. Другим недостатком известного способа являются заклинивание складчатой конструкции при малых углах между гранями гофра и нарушение поверхностного слоя листовой заготовки из-за наличия поверхностных сдвигов и деформаций формообразующими элементами трансформируемых матриц.
Основной задачей, на решение которой направлен заявленный способ изготовления складчатой конструкции, являются уменьшение влияния упругой деформации материала за счет уменьшения толщины заготовки в месте изгиба, обеспечение строго определенного положения выступа гофра с заданным контуром при вершине, уменьшение усилия складывания.
Техническим результатом, достигаемым при осуществлении заявленного изобретения, является повышение качества изготовления складчатых конструкций путем повышения точности формообразования.
Указанный технический результат достигается тем, что в известном способе гофрирования листового материала, включающем формирование развертки чередующихся выступов и впадин преимущественно зигзагообразных гофров, например, заполнителя многослойной панели, параметры которой определены соотношениями конструктивных размеров складчатой конструкции:
 ;
;
 ;
;
 ,
,
где lr - расстояние между зигзагообразными линиями; Н - высота; 2L - шаг пилообразных линий; νr - амплитуда зигзагообразных линий на развертке; V - амплитуда зигзагообразных линий; 2sr - шаг зигзагообразных линий на развертке; 2S - шаг зигзагообразных линий,
и изгибание листовой заготовки по линиям выступов и впадин при одновременном сжатии ее с боковых сторон до образования зигзагообразных гофров согласно предложенному техническому решению:
1) на обеих сторонах листовой заготовки по линиям впадин выполняют биговку до придания заготовке рельефности с двугранными углами по линиям сгиба, обеспечивающими деформирование заготовки по бигам и формирование зигзагообразных гофров при последующем сжатии рельефной заготовки с боковых ее сторон до смыкания граней зигзагообразных гофров, после чего сложенную конструкцию растягивают в обратном сжатию направлении до получения заданной высоты заполнителя;
2) биговку производят продавливанием листовой заготовки биговальным инструментом на упругом основании до образования определенного угла рельефности по линиям выступов и впадин;
3) биговку выполняют последовательными переходами с одной стороны листовой заготовки на другую в порядке очередности впадин с обеих сторон развертки до придания заготовке определенной рельефности;
4) сжатие рельефной заготовки осуществляют по периметру ее боковых сторон;
5) формообразование заполнителя начинают сжатием рельефной заготовки до получения первого зигзагообразного гофра и выполняют последовательно на всей длине по мере формообразования складчатой конструкции;
6) биговку производят биговальным инструментом, нагретым до температуры, не более температуры деструкции материала листовой заготовки.
Приведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленного технического решения, отсутствуют. Следовательно, заявляемое техническое решение соответствует условию патентоспособности “новизна”.
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявляемого технического решения, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками из заявляемого технического решения преобразований на достижение указанного технического результата. Следовательно, заявляемое техническое решение соответствует условию патентоспособности “изобретательский уровень”.
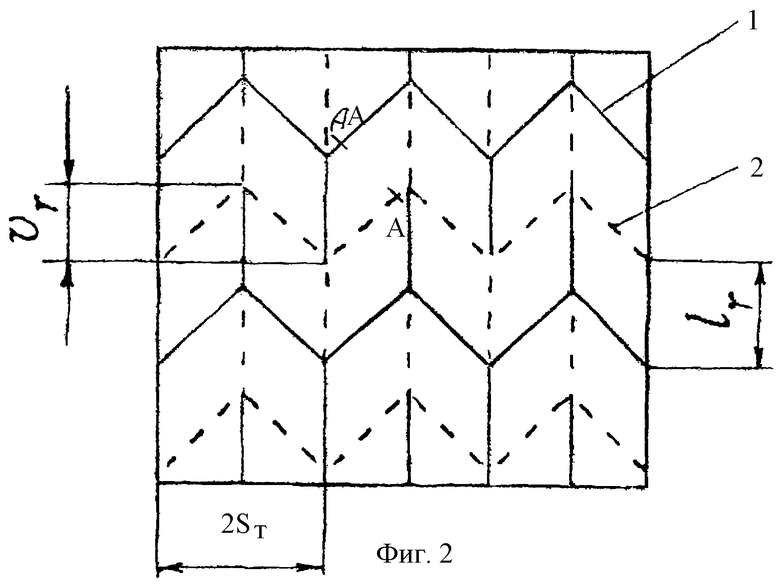
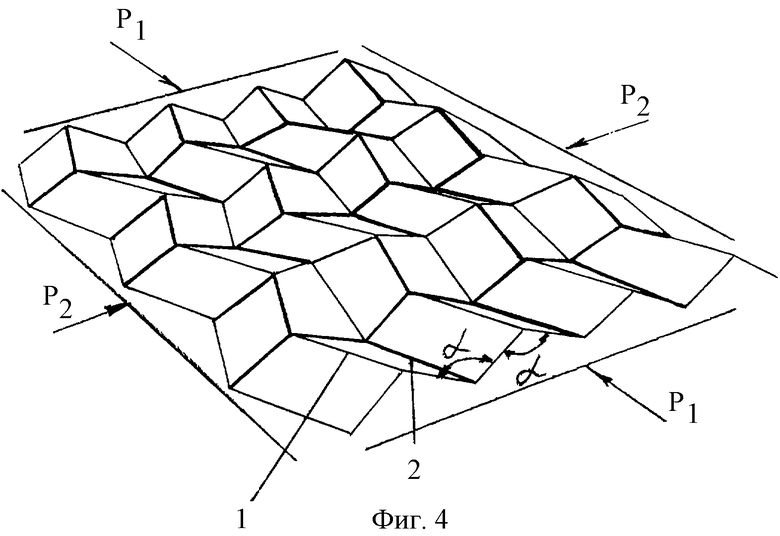
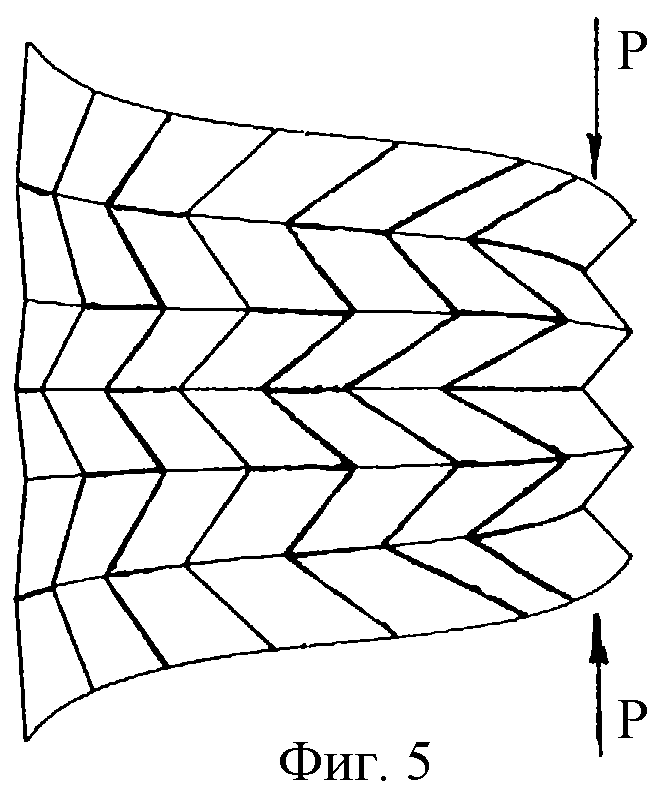
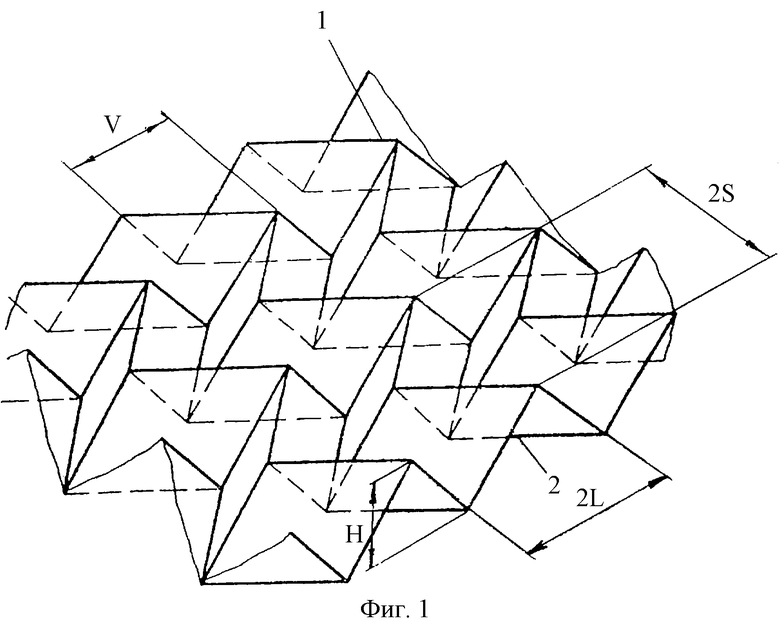
На фиг.1 показан общий вид складчатой конструкции; на фиг.2 - развертка зигзагообразных гофров складчатой конструкции; на фиг.3 - рельефность заготовки после биговки; на фиг.4 - складывание рельефной заготовки сжатием по периметру боковых сторон; на фиг.5 - сжатие первого гофра в начале складывания рельефной заготовки; на фиг.6 - складывание рельефной заготовки последовательным сжатием гофров по длине складчатой конструкции.
Предлагаемый способ реализуется следующим образом.
На листовой заготовке в соответствии с конструктивными размерами заполнителя складчатой конструкции (фиг.1), в которой Н - высота, 2S - шаг зигзагообразных линий, 2L - шаг пилообразных линий, V - амплитуда зигзагообразных линий, с разверткой линий сгиба выступов 1 и впадин 2 зигзагообразных гофров складчатой конструкции с размерами: 2sr - шаг зигзагообразных линий на развертке, lr - расстояние между зигзагообразными линиями, νr - амплитуда зигзагообразных линий на развертке, заданными соотношениями
 ;
;
 ;
;
 (Фиг.2)
(Фиг.2)
вдоль линий сгиба впадин 2 выполняют биговку. Биговку выполняют продавливанием с обеих сторон листовой заготовки линий впадин до образования двугранных углов α по линиям сгиба, при которых обеспечивается изгиб заготовки по полученным бигам (Фиг.3). Биговку производят биговальным инструментом, нагретым до температуры не более температуры деструкции материала листовой заготовки, на упругом основании как по разметке, так и по программе, например, на биговальных станках, последовательными переходами с одной стороны листовой заготовки на другую в порядке очередности впадин с обеих сторон развертки до придания заготовке определенной рельефности по линиям выступов и впадин. Формирование зигзагообразных гофров производят путем сжатия рельефной заготовки с усилием Р как с двух боковых ее сторон, так и по периметру рельефной заготовки, до смыкания граней зигзагообразных гофров складчатой конструкции заполнителя (Фиг.4). Формообразование заполнителя начинают сжатием рельефной заготовки до получения первого сжатого зигзагообразного гофра (Фиг.5) и выполняют последовательно на всей длине заготовки по мере формообразования складчатой конструкции (Фиг.6). После этого сжатые зигзагообразные гофры заготовки сложенной конструкции растягивают в обратном сжатию направлении до формообразования объемной складчатой конструкции заполнителя с заданными конструктивными параметрами.
Предложенный способ гофрирования листового материала позволяет изготавливать заполнитель складчатой конструкции из полосовой заготовки практически неограниченной длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ | 2003 |
|
RU2238845C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ КРИВОЛИНЕЙНОЙ ФОРМЫ | 2003 |
|
RU2259253C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ ) | 2008 |
|
RU2375139C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЗАПОЛНИТЕЛЯ С ШЕВРОННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2426645C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ БИГОВКИ ЛИСТОВОГО МАТЕРИАЛА | 2007 |
|
RU2356674C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2003 |
|
RU2259251C1 |
| ТРАНСФОРМИРУЕМАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОГО ЗАПОЛНИТЕЛЯ МНОГОСЛОЙНОЙ ПАНЕЛИ ОДИНАРНОЙ КРИВИЗНЫ | 2003 |
|
RU2254954C1 |
| ЗАПОЛНИТЕЛЬ ПОВЫШЕННОЙ ЖЕСТКОСТИ И СПОСОБ МОДЕЛИРОВАНИЯ РАСПОЛОЖЕНИЯ ЭЛЕМЕНТОВ ЖЕСТКОСТИ ЗАПОЛНИТЕЛЯ | 2005 |
|
RU2307739C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЗАПОЛНИТЕЛЯ ОДИНАРНОЙ КРИВИЗНЫ | 2005 |
|
RU2284915C1 |


Изобретение относится к технологии гибки листового материала и может быть использовано для изготовления преимущественно легких гофрированных заполнителей многослойных панелей летательных аппаратов и других строительных конструкций. С обеих сторон листовой заготовки по линиям сгиба впадин развертки складчатой конструкции заполнителя выполняют биговку до придания заготовке рельефности с углами выступов и впадин вдоль линий сгиба, обеспечивающими деформирование заготовки по бигам и формирование зигзагообразных гофров при последующем сжатии рельефной заготовки с боковых ее сторон до смыкания граней зигзагообразных гофров, после чего сложенную конструкцию растягивают в обратном сжатию направлении до получения заданной высоты заполнителя. Биговку производят продавливанием листовой заготовки биговальным инструментом на упругом основании до образования определенного угла рельефности по линиям выступов и впадин. Биговку выполняют последовательными переходами с одной стороны листовой заготовки на другую в порядке очередности впадин с обеих сторон развертки до придания заготовке определенной рельефности. Сжатие рельефной заготовки осуществляют как по периметру ее боковых сторон, так и сначала сжатием первого зигзагообразного гофра, затем последовательно по всей длине рельефной заготовки по мере формообразования гофров складчатой конструкции. Биговку производят биговальным инструментом, нагретым до температуры не более температуры деструкции материала листовой заготовки. Повышается точность формообразования. 5 з.п. ф-лы, 6 ил.

где lr - расстояние между зигзагообразными линиями;
Н - высота;
2L - шаг пилообразных линий;
νr - амплитуда зигзагообразных линий на развертке;
V - амплитуда зигзагообразных линий;
2sr - шаг зигзагообразных линий на развертке;
2S - шаг зигзагообразных линий,
и изгибание листовой заготовки по линиям выступов и впадин при одновременном сжатии ее с боковых сторон до образования зигзагообразных гофров, отличающийся тем, что на обеих сторонах листовой заготовки по линиям впадин выполняют биговку до придания заготовке рельефности с двугранными углами по линиям сгиба, обеспечивающими деформирование заготовки по бигам и формирование зигзагообразных гофров при последующем сжатии рельефной заготовки с боковых ее сторон до смыкания граней зигзагообразных гофров, после чего сложенную конструкцию растягивают в обратном сжатию направлении до получения заданной высоты заполнителя.
| ХАЛИУЛИН В.И | |||
| Выбор рациональных технологических параметров при формообразовании зигзагообразного гофра | |||
| Известия Вузов | |||
| Авиационная техника, №4, 1996, с.91-96 | |||
| Устройство для гофрирования листового материала | 1989 |
|
SU1690903A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ УГОЛКОВ | 1998 |
|
RU2148449C1 |
| GB 1313308 A, 28.07.1969. | |||

