Изобретение относится к способу изготовления стальной полосы.
В заявке ЕР-А-370575 описан способ изготовления стальной полосы, в которую жидкую сталь разливают на машине для непрерывной разливки в тонкий сляб с толщиной менее 100 мм, и, используя тепло разливки, стальной сляб прокатывают в аустенитной области в полуфабрикат. Полуфабрикат охлаждают до температуры ниже Ar3 и прокатывают в полосу при температуре ниже Tt и выше 200oC, при которой 75% материала превращается в феррит. Недостатком этого способа является то, что для использования его для изготовления стальной полосы необходима сложная установка не в последнюю очередь вследствие того, что предполагается значительное обжатие в ферритной области, и для получения желательной структуры необходимы рекристаллизационные печи. Аналогичные способы, имеющие меньшее отношение к изобретению, описаны в заявках ЕР-А-306076 и ЕР-А-504999.
Задачей изобретения является создание способа, который можно осуществлять непрерывно в простой установке и посредством которого можно получить стальную полосу с хорошими свойствами формуемости.
Эта задача решается за счет того, что в способе изготовления стальной полосы, включающей формирование сляба толщиной не более 100 мм путем непрерывной разливки стали, неохлажденный сляб прокатывают при температуре, соответствующей аустенитной области, в полуфабрикат толщиной от 5 до 20 мм, охлаждают полуфабрикат до температуры ниже Ar3 стали, выдерживают полуфабрикат в камере для выравнивания его температуры, прокатывают полуфабрикат в полосу с обжатием более 50% по крайней мере за один пропуск при температуре, ниже температуры Tt, при которой образуется 75% феррита, и выше 200oC, при этом наматывают полосу при температуре выше 500oC.
Является особенно предпочтительным, если при формировании сляба стальную отливку обжимают, пока ее сердцевина находится в жидком состоянии; в качестве камеры для выравнивания температуры полуфабриката используют по крайней мере одно печное устройство с одним намоточным аппаратом; на этапе от непрерывной разливки до намотки, производимой после прокатки в полосу, полуфабрикат может не подогреваться, если достаточно тепла, образующегося при прокатке. При этом толщина прокатанной полосы составляет 0,7 - 1,5 мм.
Является также целесообразным, чтобы по меньшей мере один проход осуществлялся со смазкой, а на этапе выдерживания в камере для выравнивания температуры полуфабрикат имел температуру ниже Tt и выше 200oC.
Этот способ требует меньшего количества технологических операций. Посредством этого способа может быть получена хорошая формуемость без необходимости в рекристаллизационном отжиге стальной полосы. Линия чистовой прокатки полуфабриката в полосу может иметь простую конструкцию, поскольку осуществляется относительно небольшое обжатие. Еще одним преимуществом является то, что, поскольку средняя температура в течение всего процесса выше, требуются более низкие в среднем усилия прокатки. Установка для осуществления способа может быть более легкой и иметь меньшие габариты.
Еще одним преимуществом является то, что продолжительность гомогенизации может быть достаточной для выделения TiC в случае IF стали (индукционно литой стали).
Предпочтительно наматывать стальную полосу при температуре выше 600oC. При этом происходит так называемый самоотжиг в смотанном рулоне как следствие теплосодержания стальной полосы.
Еще одним преимуществом относительно тонкого полуфабриката является то, что обжатие в ферритной области является относительно низким и поэтому соотношение между выходной скоростью и входной скоростью относительно невелико. Выходная скорость может быть установлена вблизи общепринятого значения 600 м/мин, в зависимости от применяемой технологии. Поскольку полуфабрикат является относительно тонким, входная скорость остается высокой. Преимущество заключается в том, что время, в течение которого полуфабрикат подвергается воздействию окружающей атмосферы, в результате чего на его поверхности образуется окись, является коротким. Следовательно, данный способ позволяет получать полосу с небольшим количеством окалины. Входная скорость, предпочтительно, составляет 0,8 м/сек. Способность стальной полосы к деформации повышается вследствие того, что полуфабрикат подвергают обжатию по крайней мере на 50% в ферритной области по меньшей мере за один пропуск. Такая деформация совершенно адекватна введению рекристаллизации. Кроме того, обеспечивается преимущество, заключающееся в том, что при такой деформации падение температуры стали из-за тепловых потерь в окружающую среду и прокатным валкам может быть значительно компенсировано за счет энергии деформации, введенной в сталь в процессе прокатки. При таком обжатии на линии прокатки фактически не происходит тепловых потерь, так что полуфабрикат может быть прокатан в первых клетях прокатного стана при относительно низких температурах, и при этом образуется меньше оксидов.
Обжатие в этом пропуске составляет предпочтительно менее 60%, более предпочтительно 55%. В случае пропусков с большим обжатием начинают играть роль нелинейности, что приводит к проблемам, заключающимся в трудности контролирования прокатанной стали в прокатной машине и после выхода из нее.
Особенно эффективным является предпочтительный вариант способа, в котором осуществляют прокатку со смазкой по крайней мере в одном пропуске в ферритной области. Прокатка со смазкой снижает прокатывающие усилия, обеспечивает хорошие поверхностные условия, и деформация, прилагаемая в этом пропуске, равномерно распределяется по всему поперечному сечению, обеспечивая однородные свойства материала. В этой прокатке со смазкой факультативно можно выполнить обжатие более чем на 50%.
Кристаллическая структура и распределение размеров кристаллов, благоприятные для ферритной прокатки, достигаются в том случае, когда сляб, получаемый при непрерывной разливке, обжимается, когда его сердцевина еще жидкая.
Стальная полоса, предпочтительно, прокатывается до толщины менее 1,0 мм.
Способ согласно изобретению может осуществляться в установке для изготовления стальной полосы, содержащей:
(а) машину для непрерывной разливки стального сляба,
(б) печное устройство, приспособленное для приема стального сляба, отлитого в машине для непрерывной разливки (возможно, с обжатием затвердевающего сляба перед подачей в печное устройство), и предназначенное для регулирования температуры стального сляба, при этом устройство имеет входное отверстие и выходное отверстие и закрытый путь для перемещения сляба от входного отверстия до выходного отверстия,
(в) намоточный аппарат для приема стального сляба из печного устройства для наматывания и последующего разматывания сляба, при этом намоточный аппарат имеет защитный кожух, образующий закрытое пространство, в котором сляб наматывается, и входное отверстие для поступления сляба в закрытое пространство,
(г) прокатный агрегат для приема стального сляба, разматываемого с намоточного аппарата, и прокатки сляба в полосу заданной толщины, и
(д) средство для обеспечения неокислительной газовой атмосферы в печном устройстве на пути движения сляба и в закрытом пространстве намоточного аппарата,
причем выходное отверстие печного устройства газонепроницаемо соединено с входным отверстием намоточного аппарата.
Такое устройство, его преимущества и конкретные варианты описаны в международной заявке на патент "Установка для изготовления стальной полосы" с той же датой подачи, что и настоящая заявка, и на имя того же заявителя, за номером Н0848. Предполагается, что содержание этой заявки включено в настоящее описание для справки.
В этой установке достигается эффект, заключающийся в том, что от момента, когда сляб входит в печное устройство, до момента, когда сляб выходит из намоточного аппарата, он не контактирует с окружающим воздухом, а постоянно окружен газовой атмосферой неокислительного состава. При этом газовая атмосфера в печном устройстве и в намоточном аппарате может быть одинаковой или различной.
Газовая атмосфера, создаваемая в печном устройстве и намоточном аппарате, является, по существу, неокислительной, хотя она неизбежно может содержать небольшое количество кислорода вследствие подтекания воздуха. Предпочтительно, она базируется на азоте, хотя может использоваться и инертный газ, как например, аргон, если это позволяет его высокая стоимость. Азот может содержать добавки для замедления азотирования стальной поверхности, как это известно в процессе периодического отжига стали. Газовая атмосфера может содержать водяные пары.
Типичным печным устройством является электрическая печь, в которой посредством контактного или индукционного нагрева энергия передается слябу, так что в любом случае поверхность сляба снова нагревается после охлаждения вследствие удаления окалины посредством водяных струй высокого давления и тепловых потерь в окружающую среду. В традиционных установках в процессе этого нагрева поверхность подвергается воздействию нормальной наружной атмосферы на относительно большом расстоянии и, следовательно, в течение относительно продолжительного промежутка времени, так что на поверхности вновь образуется окалина, которая в этих условиях является тонким прочным слоем, который практически невозможно полностью удалить с помощью доступных очень высоких давлений воды и который в конечном счете необходимо вытравить.
Печное устройство может применяться только для выравнивания температуры стального сляба или может быть приспособлено для изменения по крайней мере температуры сердцевины сляба.
В этой установке предотвращается контактирование сляба с наружной атмосферой, когда он проходит через относительно длинное печное устройство, так что образование вследствие этого окалины на наружной поверхности сляба сводится к минимуму.
Как уже отмечалось, намоточный аппарат имеет кожух, т.е. экранирующее средство, для поддержания необходимой газовой атмосферы в сматывающем устройстве. В обычной установке сляб наматывается при относительно высокой температуре в намоточном аппарате и хранится там в течение некоторого времени для выравнивания температуры или в ожидании дальнейшей обработки в прокатной установке. Предотвращается окисление сляба, а также дальнейшее окисление сляба во время его пребывания в намоточном устройстве.
Как уже упоминалось, выход печного устройства, по существу, газонепроницаемо соединен с намоточным аппаратом. Предпочтительно, чтобы печное устройство и намоточный аппарат разъемно соединялись друг с другом.
В варианте установки, в котором печное устройство имеет охлаждающее средство для охлаждения газовой атмосферы, обеспечиваются и другие возможности. В этом варианте возможно охлаждение сляба, если необходима последующая черновая прокатка в аустенитной области, в кондиционированной газовой атмосфере до ферритной области, предпочтительно, выше 200oC, или до нижней части двухфазной аустенитно-ферритной области, а также намотка сляба при такой температуре без образования значительного количества окислов на поверхности сляба. Когда сляб все еще находится в указанном диапазоне температур, он может быть прокатан в прокатной установке в стальную полосу заданной толщины. Благодаря этому варианту открывается возможность изготовления формуемой стальной полосы, имеющей свойства холоднокатаной полосы в отношении способности к формоизменению и качества поверхности, в очень компактной установке. Когда к этим свойствам предъявляются еще более высокие требования, полоса, если это необходимо, может быть дополнительно обработана обычным способом, возможно, на одной линии или в последующем непрерывном процессе.
Еще один признак, обеспечивающий большую гибкость при работе, заключается в том, что намоточный аппарат снабжен сердечником, на который может быть намотан рулон. Отрезаемый конец сляба, которому может быть придана шероховатость, зажимается на сердечнике и затем наматывается в намоточном аппарате в рулон по задаваемому сердечником пути. Этот вынужденный путь обеспечивает надежную намотку в широком диапазоне толщин. При этом достигается большая свобода в части процесса, происходящего перед намоткой, а также обеспечивается возможность намотки тонких прокатанных слябов. Такие слябы имеют относительно большую открытую поверхность. В данной установке эта поверхность защищена от воздействия кислорода окружающей среды. Следовательно, можно использовать установку с максимальной выгодой.
В дальнейшем, предлагаемый способ и установка для его осуществления описываются на примере их осуществления со ссылкой на прилагаемые чертежи, на которых:
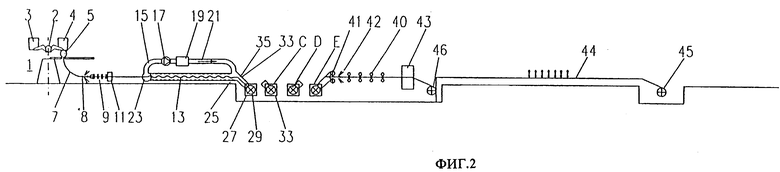
фиг. 1 является схематическим изображением вида сверху установки для осуществления способа согласно изобретению, и
фиг. 2 является схематическим изображением вида сбоку установки на фиг. 1.
На фиг. 1 изображена машина для непрерывной разливки 1 с двумя ручьями. Машина непрерывной разливки 1 содержит ковшовую башню 2, в которой могут быть размещены два ковша 3 и 4. Каждый из двух ковшей может вмещать приблизительно 300 тонн жидкой стали. Машина для непрерывной разливки имеет промежуточный разливочный ковш 5, который наполняется из ковшей 3 и 4 и поддерживается наполненным. Жидкая сталь вытекает из промежуточного разливочного ковша в две изложницы (не показаны), откуда сталь, теперь уже в форме частично затвердевшего сляба с еще жидкой сердцевиной, пропускается между валками изогнутых рольгангов 6 и 7. Для некоторых сортов стали может быть целесообразным обжатие стального сляба на рольгангах 6 и 7, пока его сердцевина все еще остается жидкой. Эта операция известна как сдавливание или обжатие.
На выходной стороне двух рольгангов 6 и 7 расположены брызгала, для сбива окалины 8, посредством которых окалина сбивается со сляба водой под давлением приблизительно 200 бар. При начальной толщине после разливки, составляющей, например, 60 мм, после сдавливания сляб обычно еще имеет толщину приблизительно 45 мм. На линиях трехвалкового стана 9 и 10 сляб дополнительно обжимается до толщины в диапазоне от 10 до 15 мм. Если необходимо, головная и хвостовая части сляба могут быть отрезаны ножницами 11 и 12, или сляб разрезается на отрезки необходимой длины.
Вместо разливки тонкого сляба толщиной менее 100 мм, также можно разливать более толстый сляб и посредством прокатки, в частности, посредством реверсивной прокатки, обжимать его до 10-15 мм. Такое устройство используется для получения полосы, прокатанной в ферритной области. При этом слябы предпочтительно прокатывают в станах 9 и 10 до толщины приблизительно 10 мм. Печные устройства 13 и 14 используются, главным образом, в качестве охлаждающего устройства, возможно, в сочетании с дополнительным нагревом для компенсации тепловых потерь, или для локального нагрева сляба, когда это необходимо. В дополнение к печному устройству или вместо него может применяться охлаждение, использующее воду или воздух. Для достижения охлаждающего эффекта газ отсасывается из печного устройства через отсасывающий трубопровод 15, приводится к необходимому составу и охлаждается в кондиционирующем устройстве, а затем подается обратно в печное устройство по трубопроводу 21. Такое кондиционирующее устройство предусмотрено в обеих печах. Подходящим значением температуры сляба на выходе из печного устройства является 780oC.
Сляб наматывается вышеописанным способом в рулон, который перемещается в позицию E для хранения в одном из намоточных аппаратов. Это обеспечивает выравнивание температуры в смотанном слябе.
Печные устройства 13 и 14 имеют форму камер и снабжены средствами кондиционирования для создания и сохранения желательной неокислительной газовой атмосферы в печном устройстве. В изображенном варианте средство кондиционирования печного устройства содержит отсасывающий трубопровод 15, насос 17, средство дозирования и очистки газа 19 и подающий трубопровод 21, по которому газ нагнетается в печное устройство. Если это необходимо, средство дозирования и очистки газа 19 также может содержать устройство для нагрева газа для компенсации любых тепловых потерь. Поэтому для регулирования температуры газа могут применяться теплообменники, использующие в качестве источника тепла горение газа или воду для охлаждения.
Печное устройство имеет на его входной и выходной сторонах отверстия 23 и 25 с уплотнительными средствами для предотвращения любого нежелательного проникновения газа из окружающей атмосферы. Подходящее значение температуры обжатого сляба на выходе печного устройства составляет 780oC. Печное устройство, по существу, газонепроницаемо соединено с намоточным аппаратом 27, при этом сам намоточный аппарат 27 содержит, по существу, газонепроницаемый кожух, в котором сляб наматывается в рулон. Намоточный аппарат, предпочтительнее, имеет сердечник 29, который удерживает рулон при его наматывании.
В этом варианте газовая атмосфера, созданная в печном устройстве, также поступает в намоточный аппарат при соединении последнего с печным устройством. Альтернативно, и печное устройство, и намоточный аппарат могут иметь кондиционирующее средство, описанное выше, для создания необходимой атмосферы.
При этом фактически одновременно с наматыванием сляба в намоточном аппарате 27 отлитый сляб из другого ручья наматывается в намоточном аппарате 28, имеющем сердечник 30 (не показан). Каждый из намоточных аппаратов 27 и 28 и каждое из печных устройств 13 и 14 имеют уплотнительные средства 33, 35, 34, 36, соответственно, посредством которых намоточные аппараты и печные устройства могут быть герметизированы при разъединении, чтобы после разъединения никакой газ не мог проникнуть из наружной атмосферы и газовая атмосфера в намоточных аппаратах и печных устройствах сохранялась неизменной.
Уплотнительным средством для отверстий печных устройств и намоточных аппаратов обычно являются стальные заслонки, сдвигаемые в закрытое положение, или это могут быть дверцы, которые имеют привод. Для сведения к минимуму газовых протечек могут быть дополнительно предусмотрены гибкие завесы.
Как только намоточный аппарат 27 заполняется слябом, намотанным на сердечник, этот намоточный аппарат 27 отсоединяется от печного устройства 13 и перемещается из позиции A (фиг. 1) через позицию B в позицию C. В позиции C имеется поворотное устройство 31 (не показано), посредством которого намоточный аппарат в позиции C может поворачиваться на 180o вокруг вертикальной оси. Следующий поворот намоточного аппарата осуществляется после позиции ожидания D для входа в позицию E. Когда намоточный аппарат перемещается из позиции A в позицию E, пустой намоточный аппарат перемещается из позиции E к поворотному устройству в позиции F. После поворота на 180o вокруг вертикальной оси посредством поворотного устройства 37 намоточный аппарат перемещается через позицию G в исходную позицию A, где он готов к приему нового сляба.
Такой же способ работы применяется для второго ручья, в результате чего намоточный аппарат 28, заполненный рулоном, перемещается из позиции B в позицию C с последующим поворотом на 180o в позицию D. Намоточный аппарат остается в этой позиции до тех пор, пока намоточный аппарат, который постоянно разматывается, например намоточный аппарат 27, оказывается пустым в позиции E и перемещается в теперь уже свободную позицию F. Как только намоточный аппарат 28 покидает позицию В, пустой намоточный аппарат из позиции 1 после поворота на 180o вокруг вертикальной оси посредством поворотного устройства 38 перемещается через позицию К с тем, чтобы занять позицию намоточного аппарата 28, теперь уже удаленного. Новый сляб, подаваемый из печного устройства 14, может быть намотан в пустом намоточном аппарате. Вдоль путей, по которым перемещаются намоточные аппараты, смонтированы устройства, предпочтительнее, электрические провода (не показаны) для подачи энергии для внутреннего обогрева намоточных аппаратов в соответствии с необходимостью. Для этой цели намоточный аппарат имеет электрические нагреватели для нагрева рулонов и контакты для приема энергии от закрепленных проводов. Путь B, C, D, E является общим и используется, как описано, намоточными аппаратами обоих ручьев. Позиция C имеет поворотное приспособление, и позиция D является позицией ожидания, в которой намоточный аппарат, заполненный рулоном, готов перемещаться в позицию E, как только она освободится. Позиции C и D могут меняться местами или могут совпадать.
Описанным способом намоточный аппарат 27 прибывает в позицию E, при этом уплотнительные средства 33 закрыты, и он заполнен рулоном, температура которого составляет приблизительно 780o. После того, как уплотнительное средство 33 открывается, край наружного витка, соответствующий хвосту смотанного сляба, подается в прокатную линию. Если это необходимо, головка может быть отрезана ножницами для обрезки концов, если ее форма или состав не соответствуют требованиям для дальнейшей обработки. Если еще осталось некоторое количество оксидов, их можно легко удалить, используя высоконапорное сопло или брызгало для удаления окалины 42. На практике образование оксидов будет незначительным, так как сляб почти постоянно находится в кондиционированной газовой атмосфере. Поскольку намоточный аппарат поворачивается на 180o, его загрузочный вход, который теперь стал выходом для выгрузки, может быть очень близко подведен к входу прокатной линии. Это также сводит к минимуму образование оксидов.
В изображенном примере прокатная линия 40 имеет четыре клети стана и спроектирована таким образом, что сляб может быть прокатан в ферритной области. Для контролирования толщины, ширины и температуры в прокатную линию после или между клетьми прокатного стана может быть введен контрольно-измерительный прибор 43.
Как описано выше, данная установка обеспечивает достижение эффекта, заключающегося в том, что при обработке сляба и полосы образуется меньше оксидов. В результате этого, а также благодаря более низкой скорости на входе в последнюю прокатную линию 40, что является дополнительным преимуществом, можно получить меньшую, чем обычная окончательная толщина горячекатаной стали. В описанной установке на выходе прокатной линии 40 можно получить толщину 1,0 мм и менее.
После обрезки ножницами 41 конца сляба, и, если необходимо, после удаления окиси высоконапорными соплами или брызгалами для удаления окалины, ферритный сляб прокатывают в ферритной области в прокатной линии 40 до окончательной толщины, которая, как и общепринятая, находится в пределах от 0,7 мм до 1,5 мм. Для большинства сортов стали нет необходимости в дополнительном охлаждении, и ферритная полоса может быть намотана в рулон на намоточном аппарате 46, который может быть размещен на близком расстоянии за прокатной, линией.
В частности, в одной из клетей стана линии 40, предпочтительно, не в первой клети стана, применяется обжатие сляба более чем на 50%, предпочтительно, не более 55%. В одной из клетей стана линии 40, предпочтительно также не в первой клети прокатного стана применяется прокатка со смазкой.
Намотка готовой полосы в намоточном аппарате 46 осуществляется при температуре выше 500oC, предпочтительно выше 600oC.
Следовательно, при использовании установки вышеописанным способом можно использовать тепло разливки для получения в последовательной серии технологических операций ферритно прокатанной полосы с хорошими свойствами, в частности, в смысле качества поверхности. Наружный нагрев после разливки может быть исключен (за исключением любого тепла, генерируемого при прокатке).
Предложенный путь перемещения намоточного аппарата между печным устройством и прокатной линией обеспечивает очень компактную конструкцию, в частности, в направлении, поперечном направлению прохода стали через аппарат. Это позволяет вести одновременную разливку двух ручьев из одного промежуточного разливочного ковша, используя в то же время только одну ковшовую башню. При этом существенно снижаются капитальные вложения, которые необходимо инвестировать в установку.
Способ изготовления стальной полосы включает операции формирования сляба толщиной не более 100 мм путем непрерывной разливки, прокатку сляба в аустенитной области в полуфабрикат толщиной 5 - 20 мм, охлаждения полуфабриката до температуры ниже температуры Аr3, выдержку полуфабриката в камере для выравнивания его температуры, прокатку полуфабриката в полосу при обжатии более чем на 50% по крайней мере в одном пропуске, при температуре ниже Тt и выше 200°С, где Тt является температурой, при которой 75% стали превращаются в феррит, и намотки упомянутой полосы при температуре выше 500oC. Обеспечивается использование тепла разливки для получения последовательности технологических операций ферритно прокатанной полосы с хорошими свойствами. Возможно использование очень компактной конструкции. 6 з.п.ф-лы, 2 ил.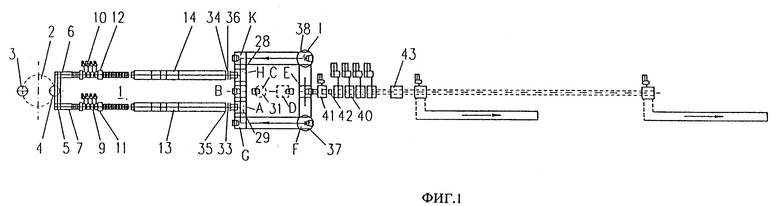
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТРАБОТАННОГО ЭЛЕКТРОГРАФИЧЕСКОГО НОСИТЕЛЯ | 0 |
|
SU370575A1 |
| ПРЕДОХРАНИТЕЛЬНОЕ ПРОТИВ ПЕРЕГРУЗКИ УСТРОЙСТВО | 0 |
|
SU306076A1 |
| Дождемер | 1973 |
|
SU504999A1 |
| US 5182847, 02.02.93 | |||
| Способ изготовления листа для особо сложной вытяжки из нестареющей кипящей стали | 1972 |
|
SU456007A1 |
| Способ обработки полосы из малоуглеродистой стали | 1986 |
|
SU1342930A1 |

