Область техники, к которой относится изобретение
Уровень техники
Настоящее изобретение относится к машине для формования с вытяжкой металлических листов, которая имеет два противоположных зажимных приспособления. Хотя в этой заявке на патент использован термин «формования с вытяжкой», следует понимать, что изобретение может быть применено к любому типу машин для формования металла, в которых зажимные приспособления имеют ряд смежных захватов, которые могут совместно обеспечивать такую кривизну, чтобы точно соответствовать конфигурации, которая должна быть придана металлическому листу.
Зажимные приспособления образованы рядом шарнирных захватов, которые перемещаются относительно друг друга таким образом, чтобы совместно образовывать вогнутую, выпуклую или плавную S-образную кривую. Такие противоположные зажимные приспособления используют для захвата противоположных концов металлического листа, при этом лист вытягивают до его пластичного состояния. Металлический лист, когда он находится в таком состоянии, формуют на матрице. Каждый из захватов приводят в действие до соприкосновения с механическим или электрическим стопором посредством гидравлических цилиндров таким образом, что захваченный лист может быть загружен в плоском виде, после чего будет обеспечено придание ему контура, который по существу соответствует конфигурации криволинейной поверхности матрицы.
Следовательно, использование криволинейных зажимных приспособлений в машине для формования с вытяжкой позволяет сэкономить материал, который в ином случае пошел бы в отходы на переходе формы от отверстия прямых зажимных приспособлений к поверхностям криволинейной матрицы. Каждым из захватов (или группой захватов) управляют посредством гидравлического цилиндра, при этом совокупное, сложенное движение гидравлических цилиндров смежных захватов определяет кривую зажимного приспособления. Машиной для формования с вытяжкой можно управлять с помощью компьютера или вручную, либо может быть использовано сочетание компьютера и ручных средств управления.
Существующие машины для формования с вытяжкой, включая те из них, которые разработаны заявителем, например, раскрытые в патентах США №№5,910,183 и 6,018,970, обладают способностью формования продольных составных криволинейных форм, например таких, которые используют в фюзеляже и крыльевых секциях самолета. Вследствие составной кривизны продольная осевая линия детали, формуемой вытяжкой, будет удлинена ранее и в большей степени, чем наружные края. Следовательно, какое-либо дополнительное вытягивание наружных краевых частей детали при попытке достижения подобного удлинения наружных краевых частей, возможно, приведет к чрезмерной вытяжке продольной центральной части детали, повышая при этом вероятность повреждения материала.
Обычные способы достижения требуемого удлинения у наружных краев требуют, чтобы деталь была подвергнута процессу промежуточного отжига, как только достигнуто надлежащее удлинение центральной части детали. Этот способ требует удаления детали из машины для формования с вытяжкой, транспортирования детали к печи, служащей для выполнения отжига, отжига детали и возврата детали к машине для формования с вытяжкой, и ее переустановки в этой машине. Затем выполняют второй процесс формования с вытяжкой. Хотя после этого краевые части могут быть вытянуты до требуемой величины, центральная часть одновременно будет вытянута на некоторую дополнительную величину, которая превышает величину ее оптимальной вытяжки, что приводит к получению детали с разными степенями вытяжки в разных зонах.
В идеале детали с составной кривизной, получаемые посредством формования с вытяжкой, должны быть выполнены так, чтобы обеспечить оптимальную вытяжку краевых частей детали без существенного изменения оптимальной вытяжки в центральных зонах детали. Соответственно, в настоящей заявке на патент предложены машина для формования с вытяжкой и способ выполнения формования, которые позволяют получить такой результат.
Сущность изобретения
Таким образом, цель изобретения заключается в создании машины для формования с вытяжкой, которая обеспечивает требуемую величину вытяжки детали с составной кривизной в течение одной операции.
Еще одна цель изобретения заключается в создании машины для формования с вытяжкой, которая выполняет оптимальную вытяжку краевых частей детали, получаемой посредством формования с вытяжкой, а также центральных частей этой детали. Еще одна цель изобретения заключается в создании машины для формования с вытяжкой, которая обеспечивает оптимальную вытяжку краевых частей детали, получаемой посредством формования с вытяжкой, без изменения оптимальной вытяжки в центральных зонах этой детали.
Еще одна цель изобретения заключается в создании способа получения металлических деталей посредством формования с вытяжкой, который позволяет обеспечить вытяжку требуемой величины детали с составной кривизной в течение одной операции.
Еще одна цель изобретения заключается в создании способа получения металлических деталей посредством формования с вытяжкой, который позволяет обеспечить оптимальную вытяжку краевых частей детали, а также центральных частей этой детали.
Еще одна цель изобретения заключается в создании способа получения металлических деталей посредством формования с вытяжкой, который обеспечивает оптимальную вытяжку краевых частей детали без нарушения оптимальной вытяжки в центральных зонах этой детали.
Эти и другие цели настоящего изобретения достигнуты в предпочтительных вариантах его осуществления, которые раскрыты ниже, посредством создания машины для формования с вытяжкой, в которой пара противоположных криволинейных зажимных узлов выполнена с возможностью захвата противоположных краевых частей металлического листа для первоначальной вытяжки листа до его пластичного состояния и формования металлического листа с заданной криволинейной формой. Каждый зажимной узел содержит: зажимное приспособление, имеющее ряд смежных захватов, выполненных с возможностью перемещения относительно друг друга для образования части кривой зажимного приспособления и прохождения вдоль одного бокового края металлического листа от смежного с ними первого угла к смежному второму углу листа; подвижную вилку, соединенную с зажимным приспособлением; поворотный узел, соединяющий вилку с направляющей, по меньшей мере, один отклоняющий цилиндр, соединенный с вилкой для поворота зажимного приспособления вокруг поворотного узла для смещения захватов у противоположных концов ряда захватов в сторону от поворотного узла, в то время как захваты, смежные с осевой линией ряда захватов, остаются по существу неподвижными. Поворотный узел и отклоняющий цилиндр выполнены с возможностью взаимодействия для вытяжки наружных углов металлического листа, обеспечивая при этом по существу минимальное удлинение вдоль центральной линии металлического листа. Согласно еще одному предпочтительному варианту осуществления настоящего изобретения машина для формования с вытяжкой содержит подвижную матрицу, на которой происходит формование металлического листа с заданной криволинейной формой.
Согласно еще одному предпочтительному варианту осуществления изобретения машина для формования с вытяжкой содержит гибочный узел, выполненный с возможностью перемещения относительно матрицы для формования металлического листа.
Согласно еще одному предпочтительному варианту осуществления изобретения машина для формования с вытяжкой содержит соответствующие гидравлические цилиндры для перемещения захватов или групп захватов относительно друг друга для формования противоположных концов металлического листа с заданными криволинейными формами.
Согласно еще одному предпочтительному варианту осуществления изобретения машина для формования с вытяжкой содержит, по меньшей мере, один соответствующий гидравлический цилиндр, установленный на каждой вилке и выполненный с возможностью обеспечения смещения каждой вилки вдоль направляющей.
Согласно еще одному предпочтительному варианту осуществления изобретения машина для формования с вытяжкой содержит, по меньшей мере, один соответствующий гидравлический цилиндр, установленный на каждой вилке и выполненный с возможностью обеспечения перемещения каждого зажимного приспособления относительно каждой соответствующей вилки.
Согласно еще одному предпочтительному варианту осуществления изобретения машина для формования с вытяжкой содержит пару противоположных криволинейных зажимных узлов для захвата противоположных краевых частей металлического листа, при этом каждый зажимной узел содержит зажимное приспособление, имеющее ряд смежных захватов, выполненных с возможностью перемещения относительно друг друга для образования кривой, на которой центральный захват расположен у вершины ряда между двумя противоположными концевыми захватами ряда, подвижную вилку, соединенную с зажимным приспособлением, поворотный узел, соединяющий вилку с направляющей, и, по меньшей мере, один отклоняющий цилиндр, соединенный с вилкой для поворота зажимного приспособления вокруг поворотного узла. Ось поворотного узла образована как пересечение линии, касательной к кривой ряда в точке, расположенной в пределах центрального захвата, и плоскости, образованной центральным захватом и двумя концевыми захватами. Поворотный узел и отклоняющий цилиндр выполнены с возможностью взаимодействия для вытяжки наружных углов металлического листа с обеспечением при этом по существу минимального удлинения вдоль центральной линии металлического листа.
Согласно еще одному предпочтительному варианту осуществления изобретения способ формования с вытяжкой металлического листа включает обеспечение машины для формования с вытяжкой, в которой пара противоположных криволинейных зажимных узлов выполнена с возможностью захвата противоположных краевых частей металлического листа, формуемого с заданной криволинейной формой, при этом каждый зажимной узел содержит зажимное приспособление, имеющее ряд смежных захватов, выполненных с возможностью перемещения относительно друг друга для образования части кривой зажимного приспособления и прохождения вдоль одного бокового края металлического листа от смежного с ними первого угла к смежному второму углу листа, подвижную вилку, соединенную с зажимным приспособлением, поворотный узел, соединяющий вилку с направляющей балки, и, по меньшей мере, один отклоняющий цилиндр, соединенный с вилкой для поворота зажимного приспособления вокруг поворотного узла. Способ дополнительно включает вытягивание металлического листа до пластичного состояния посредством отведения зажимных приспособлений назад друг от друга, формования металлического листа с требуемой кривизной на матрице и поворот зажимных приспособлений вокруг поворотных узлов, используя, по меньшей мере, один отклоняющий цилиндр, для смещения захватов у противоположных концов ряда захватов в сторону от поворотного узла, в то время как захваты, смежные с центральной линией ряда захватов, остаются по существу неподвижными. Поворотный узел и отклоняющий цилиндр выполнены с возможностью взаимодействия для вытягивания наружных краев металлического листа при по существу минимальном удлинении вдоль центральной линии металлического листа.
Согласно еще одному предпочтительному варианту осуществления изобретения способ формования с вытяжкой металлического листа включает в себя этап формования металлического листа на гибочном узле, при этом гибочный узел выполнен с возможностью перемещения относительно матрицы.
Согласно еще одному предпочтительному варианту осуществления изобретения способ формования с вытяжкой металлического листа включает этап использования технологии компьютерного сервоуправления с обратной связью для определения формы формуемого металлического листа и для ее контроля.
Согласно еще одному предпочтительному варианту осуществления изобретения способ формования с вытяжкой металлического листа включает этап вытягивания металлического листа до пластичного состояния посредством смещения вилок друг от друга вдоль направляющей с помощью, по меньшей мере, одного соответствующего гидравлического цилиндра, установленного на каждой вилке. Согласно еще одному предпочтительному варианту осуществления изобретения способ формования с вытяжкой металлического листа включает этап вытягивания металлического листа до пластичного состояния за счет отведения зажимных приспособлений в их соответствующие вилки посредством, по меньшей мере, одного соответствующего гидравлического цилиндра, установленного в каждой вилке.
Согласно еще одному предпочтительному варианту осуществления изобретения способ формования с вытяжкой металлического листа включает в себя этап формования противоположных концов металлического листа с заданной криволинейной формой, используя соответствующие гидравлические цилиндры, установленные на каждом захвате и выполненные с возможностью обеспечения перемещения захватов относительно друг друга.
Краткое описание чертежей
Изобретение можно будет лучше понять, если обратиться к приведенному далее описанию для его рассмотрения совместно с прилагаемыми чертежами, на которых:
Фиг.1 представляет собой упрощенный вид сверху машины для формования с вытяжкой, имеющей криволинейные зажимные приспособления, причем машины такого типа, на которой использовано изобретение согласно данной заявке на патент;
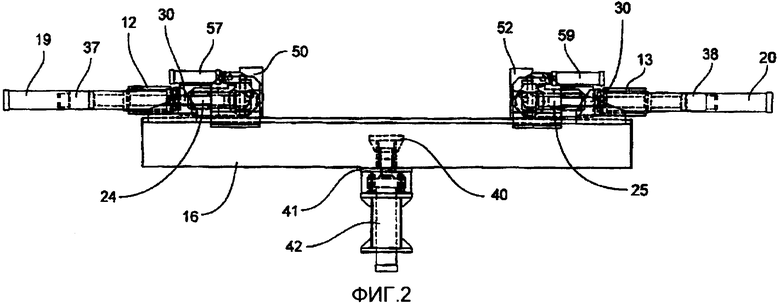
Фиг.2 представляет собой вид сбоку машины для формования с вытяжкой, показанной на фиг.1;
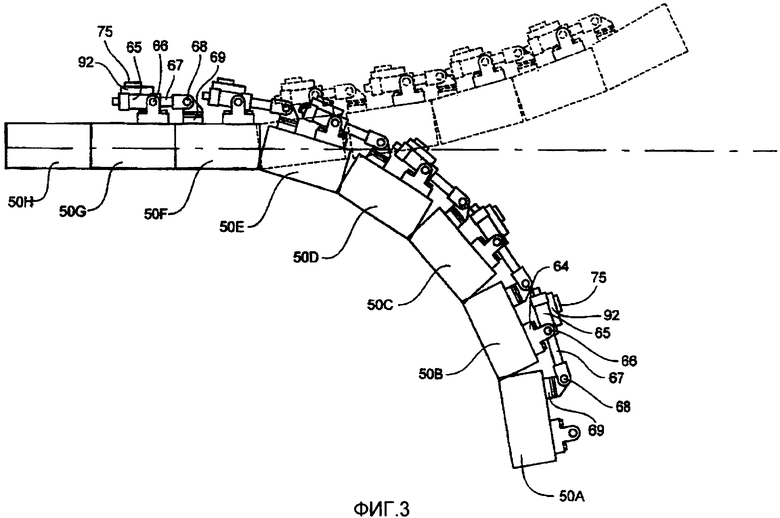
Фиг.3 представляет собой упрощенный местный конечный вид одной стороны криволинейного зажимного приспособления, показывающий диапазон перемещения вверх и вниз ряда захватов, установленных на зажимном приспособлении;
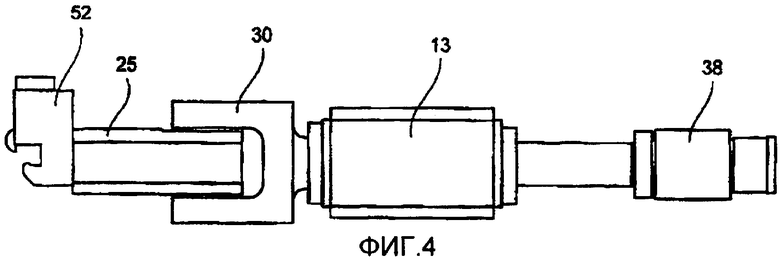
Фиг.4 представляет собой вид сбоку зажимного приспособления машины для формования с вытяжкой;
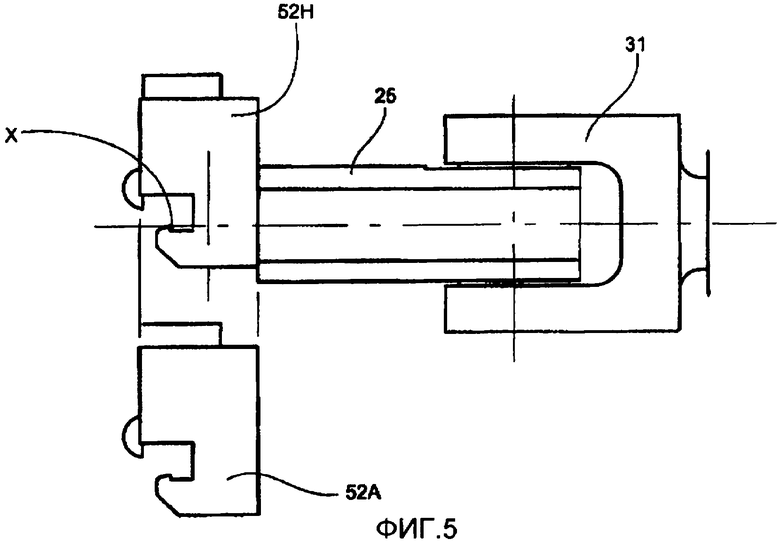
Фиг.5 представляет собой увеличенный, частичный вид сбоку зажимного приспособления, показанного на фиг.4;
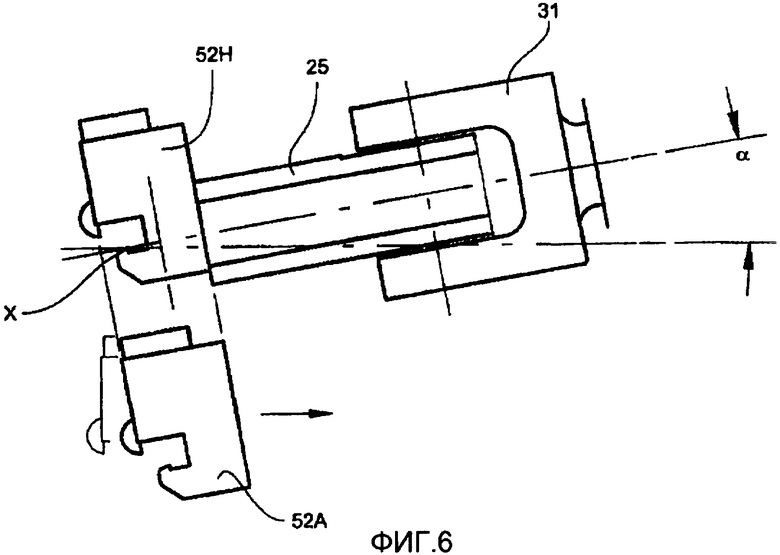
Фиг.6 представляет собой вид, подобный виду на фиг.5, показывающий оптимальное расположение и поворотное движение зажимного приспособления, показанного на фиг.5;
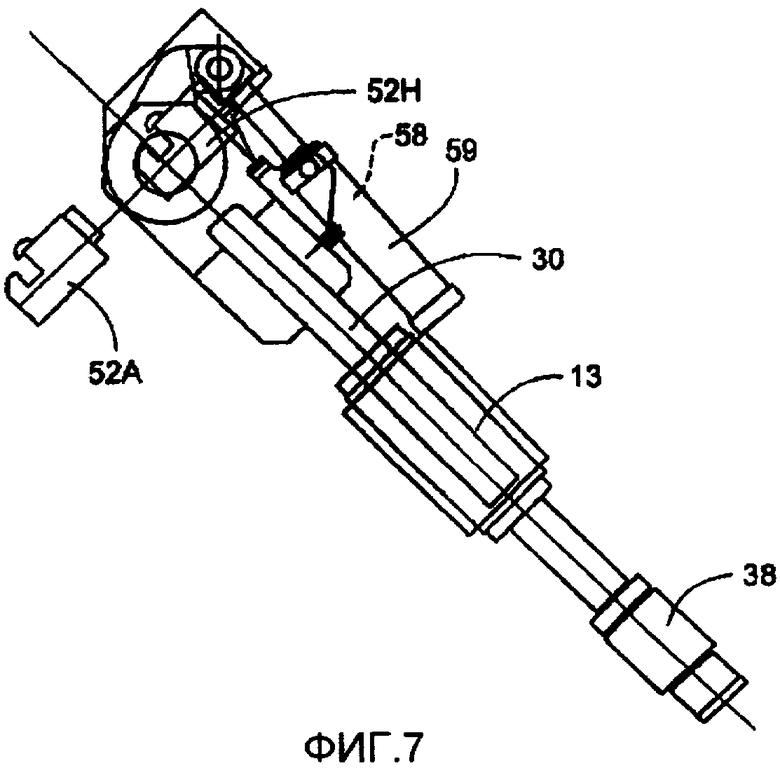
Фиг.7 представляет собой вид сбоку, показывающий расположение зажимного приспособления при обычной вытяжке;
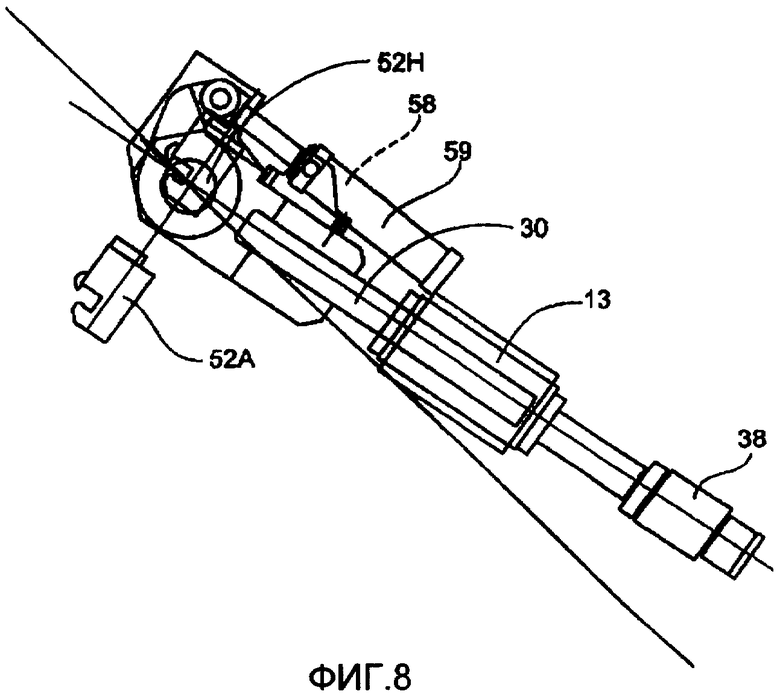
Фиг.8 представляет собой движение поворотного узла и вид сбоку, показывающий расположение зажимного приспособления при оптимальной вытяжке краевых зон;
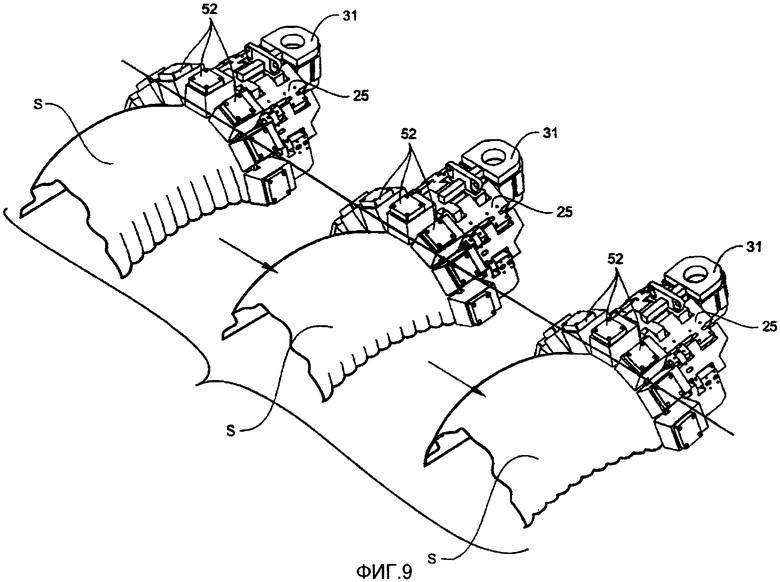
Фиг.9 представляет собой частичный последовательный вид в перспективе с отделенными деталями и с преувеличенным образованием краевых складок, показывающий перемещение находящихся снаружи зажимных приспособлений, прилагающих дополнительное растяжение к краевым частям;
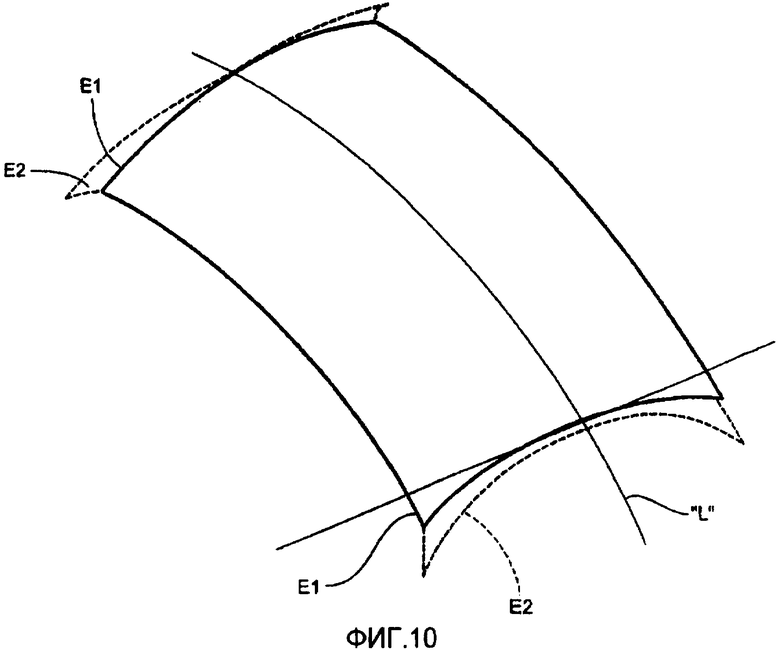
Фиг.10 представляет собой схему детали, сформованной посредством вытяжки, показывающая компенсацию кромок при формования с вытяжкой;
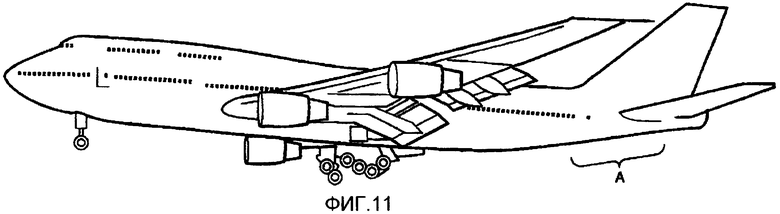
Фиг.11 представляет собой вид в перспективе самолета, показывающий расположение взятой в качестве примера детали, полученной формованием с вытяжкой.
Описание предпочтительного варианта осуществления изобретения
Далее обратимся к чертежам, при этом на чертежах 1 и 2 в упрощенном виде представлена машина 10 для формования с вытяжкой, выполненная согласно варианту осуществления изобретения. Как показано в общем виде, машина 10 для формования с вытяжкой включает в себя пару вилок 12, 13, перемещающихся на соответствующих направляющих 15, 16 и приводимых в действие посредством несущих цилиндров 18, 19 и 20, 21 соответственно. Вилки 12, 13 несут на себе соответствующие зажимные приспособления 24, 25, каждое из которых устанавливают с возможностью перемещения по нескольким осям. Угловое положение зажимного приспособления обеспечивают посредством асимметричного движения несущих цилиндров 18, 19 (зажимное приспособление 24) и несущих цилиндров 20, 21 (зажимное приспособление 25).
Колебание зажимных приспособлений 24, 25 обеспечивают посредством соответствующих пар колебательных цилиндров, которые не показаны, и которые установлены на зажимных приспособлениях 24, 25. Поворот зажимного приспособления обеспечивают посредством вращения узлов цилиндров с помощью вращения штоков 30, 31, которые взаимодействуют с вилками 12, 13 и с соответствующими зажимными приспособлениями 24, 25, и обеспечивают поворот зажимных приспособлений 24, 25 вокруг продольной горизонтальной оси относительно вилок 12, 13 в течение загрузки и формирования листов. Растягивающее усилие прикладывают к металлическому листу посредством отведения зажимных приспособлений 24, 25 в вилках 12, 13 с помощью соответствующих узлов 37, 38 растягивающих цилиндров. Поворотные узлы 32, 33, 34, 35 обеспечивают поворот вилок 12, 13 и зажимных приспособлений 24, 25 вокруг поперечной горизонтальной оси.
Расположенный по центру стол 40 с матрицей удерживают посредством опорной балки 41 и крепят на направляющей стойке 43 для перемещения по вертикали. Такое перемещение по вертикали обеспечивают под действием цилиндров 42, 44 стола с матрицей. Формование с вытяжкой металлического листа происходит тогда, когда матрица, которая не показана, перемещается по вертикали вверх посредством цилиндров 42, 44 стола с матрицей и узлы 37, 38 растягивающих цилиндров удерживают металлический лист в растянутом состоянии. Движение по вертикали цилиндров 42, 44 стола с матрицей приводит к повороту вилок 12, 13 вокруг поворотных узлов 32, 33, 34, 35.
Асимметричное движение цилиндров 42, 44 и являющееся следствием этого асимметричное движение стола 40 с матрицей осуществляют посредством поворота зажимных приспособлений 24, 25 вокруг узлов поворотных цилиндров путем поворота штоков 30, 31. Гибочный узел, который не показан, может быть прикреплен над столом 40 с матрицей с возможностью перемещения по вертикали для вхождения в контакт и выхода из него с формующей матрицей на столе 40 для придания формы, например, S-образных кривых, что в ином случае потребовало бы выполнения отдельных формующих операций, например формования с помощью падающего молота.
Зажимные приспособления 24, 25 включают в себя, по существу, проходящие в боковом направлении ряды 50, 52 захватов соответственно, в которые загружают противоположные краевые части формуемого листа. Эти ряды 50, 52 захватов шарнирно установлены относительно друг друга таким образом, чтобы обеспечить движение каждого захвата рядов 50, 52 захватов относительно смежных захватов, а также аккумуляцию движения, которая приводит к проходящей вверх и вниз криволинейной конфигурации рядов 50, 52 захватов.
Обычно для загрузки листа ряды 50, 52 захватов располагают в прямой конфигурации. Соответствующие пары отклоняющих цилиндров 56, 57 и 58, 59 отклоняют зажимные приспособления 24, 25 и вилки 12, 13 вверх и вниз, что необходимо в течение выполнения операции формования листа. В известных устройствах используют механические стопоры и другие устройства для ограничения перемещения захватов и таким образом определяют степень и форму требуемой кривизны. В разработанных заявителем известных машинах для формования с вытяжкой также использована технология компьютерного сервоуправления с обратной связью для получения формуемой конфигурации и для ее контроля.
Согласно предпочтительному варианту осуществления изобретения, представленному на фиг.3, захваты 50А, 50Н ряда 50 захватов, являющиеся иллюстрацией всех рядов 50, 52 захватов, устанавливают с возможностью поворотного движения относительно друг друга. Например, захват 50В несет на себе опорную плиту 64, к которой посредством цапфы 66 шарнирно прикреплен гидравлический цилиндр 65. Шток 67 поршня гидравлического цилиндра 65 проходит сверху к смежному захвату 50А и шарнирно соединен с захватом 50А посредством штифта 68 с головкой и отверстием под шплинт, который шарнирно закреплен на основании 69. Таким образом, поворотное движение захватов 50А-50Н относительно друг друга происходит посредством выдвижения и отведения поршневых штоков 67 гидравлических цилиндров 65, когда рабочую жидкость нагнетают под давлением к гидравлическому цилиндру 65. Возможно также и то, чтобы захваты рядов 50, 52 могли быть расположены группами по два или более, а не перемещаться по отдельности.
На фиг.4 представлен общий вид сбоку зажимного приспособления машины для формование с вытяжкой.
В отличие от обычных процессов формования с вытяжкой в предпочтительном варианте осуществления изобретения использован поступательный реверсивный шарнир в захватах рядов 50, 52 захватов, который увеличивает удлинение/напряжение на наружном краю детали, формуемой с вытяжкой, уменьшая при этом удлинение вдоль зоны детали, которая проходит вдоль центральной линии. Согласно фиг.4-8 это выполняют посредством расположения переднего края соответствующих рядов 50, 52 захватов у места нахождения поворотных узлов зажимных приспособлений 24, 25. Установка поворотного узла в этом положении позволяет уменьшить удлинение/напряжение зон детали у продольной центральной линии в течение дальнейшего формования с компенсацией кромок.
Более конкретно, согласно фиг.5 и 6 место поворотного узла зажимного приспособления 24, также характерное для зажимного приспособления 25, обозначено позицией «X». Два указанных захвата 52А и 52Н ряда 52 захватов, представляющие собой соответственно краевой и центральный захват, имеют располагаемое впереди место нахождения поворотного узла зажимного приспособления, которое, как показано, позволяет краевому захвату 52А поворачиваться назад, в то время как захват 52Н по существу остается на том же самом месте. В результате центральная зона листа, удерживаемая центральным захватом 52Н, сохраняет постоянное, идеальное удлинение, когда краевой захват 52А поворачивается вокруг места нахождения X поворотного узла зажимного приспособления. При сравнении фиг.5 и 6 можно видеть, что центральный захват 52Н остается по существу неподвижным, в то время как краевой захват 52А будет перемещен назад вследствие поворотного движения, которое выполняют с силой и которым управляют посредством отклоняющих цилиндров 58, 59. Угол α, показанный на фиг.6, представляет собой угол, посредством которого краевым зонам детали может быть придана дополнительная вытяжка, но с сохранением при этом оптимального удлинения центральной зоны детали.
На фиг.7 и 8 представлены дополнительные виды, показывающие поворотное перемещение показанного узла из зажимного приспособления и вилки в положение оптимальной центральной вытяжки (фиг.7) и в положение оптимальной краевой вытяжки (фиг.8).
Эта функция также последовательно показана на фиг.9, где деталь, например лист «S», вначале растягивают до того момента, когда центральная зона детали будет иметь оптимальное удлинение, но когда краевые зоны все же будут сохранять складки, для ясности сильно преувеличенные. Посредством дальнейшего поворота зажимного приспособления края листа «S» постепенно будут дополнительно удлинены, но с сохранением при этом оптимального удлинения центральной зоны.
Как показано на фиг.10, вытяжка в продольном направлении «L» фактически одна и та же от одной стороны к другой в центральных зонах листа, составляя, например, 7-8 процентов. В течение одиночной операции формования с вытяжкой согласно известным техническим решениям вытяжка в краевой зоне Е1 может составлять половину или менее, например, 3-4 процента. При использовании раскрытой машины 10 для формования с вытяжкой и связанного с ней способа одиночная операция формования с вытяжкой приводит к вытяжке в краевой зоне Е2, которая подобна вытяжке в центральной зоне листа и составляет, например, 7-8 процентов. Хотя в течение этапа краевой вытяжки может иметь место минимальное дополнительное удлинение центральной зоны, конечный результат будет заключаться в получении сформованного с вытяжкой листа, в котором вытяжка как в центральной, так и в краевых зонах будет в достаточной степени эквивалентной возможности использования листа без выполнения процесса промежуточного отжига, а также сопутствующих этому затрат средств и времени.
Формование с вытяжкой деталей подобным способом находит конкретное применение при формировании фюзеляжа самолета и контроля деталей поверхности, когда имеются составные кривые и относительно острые углы деталей в условиях, при которых весьма необходимо формование с вытяжкой. На фиг.11 представлена одна зона «А» из множества зон самолета, где используют описанный выше тип формования с вытяжкой.
Выше раскрыты усовершенствованная машина и способ формования с вытяжкой. Без отклонения от объема изобретения различные детали изобретения могут быть изменены. Кроме того, приведенное выше описание предпочтительного варианта осуществления изобретения и наилучшего способа практического осуществления изобретения представлены лишь для иллюстрации, а не ограничения, при этом изобретение определено формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ФОРМОВАНИЯ ВЫТЯЖКОЙ ТИТАНА | 2006 |
|
RU2404007C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ФОРМИРОВАНИЯ ВЫТЯЖКОЙ ТИТАНА | 2010 |
|
RU2566104C2 |
| УСТРОЙСТВО И СПОСОБ ФОРМОВАНИЯ ВЫТЯЖКОЙ С ДОПОЛНИТЕЛЬНЫМ НАГРЕВОМ | 2010 |
|
RU2542948C2 |
| ЛЕСТНИЧНЫЙ РАМНЫЙ УЗЕЛ ДЛЯ МОТОРНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1995 |
|
RU2126306C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПЛАСТМАССОВОГО ИЗДЕЛИЯ ИЗ САМОУПРОЧНЯЮЩЕГОСЯ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА И ИЗГОТОВЛЕННОЕ ПЛАСТМАССОВОЕ ИЗДЕЛИЕ | 2005 |
|
RU2377126C2 |
| МОТОЦИКЛ, ОСНАЩЕННЫЙ ОРУЖИЕМ | 2005 |
|
RU2368854C2 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| КОРПУС БАНКИ | 2011 |
|
RU2566941C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ПРЕДПОЧТИТЕЛЬНО РИГЕЛЕЙ, БАЛОК, И РИГЕЛЬ, БАЛКА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2309040C2 |
| ИЗГОТОВЛЕНИЕ ЖЕСТЯНОЙ БАНКИ | 2011 |
|
RU2557845C2 |
Изобретение относится к области обработки металлов давлением, в частности к машинам для формования с вытяжкой металлического листа за один ход пресса. В машине пара противоположных криволинейных зажимных узлов выполнена с возможностью захвата противоположных краевых частей металлического листа для первоначальной вытяжки металлического листа до пластичного состояния и формования металлического листа с заданной криволинейной формой. Поворотный узел и отклоняющий цилиндр взаимодействуют для вытягивания наружных углов металлического листа при, по существу, минимальном удлинении вдоль центральной линии металлического листа. Повышается качество деталей за счет обеспечения различных степеней вытяжки в различных зонах. 3 н. и 15 з.п. ф-лы, 11 ил.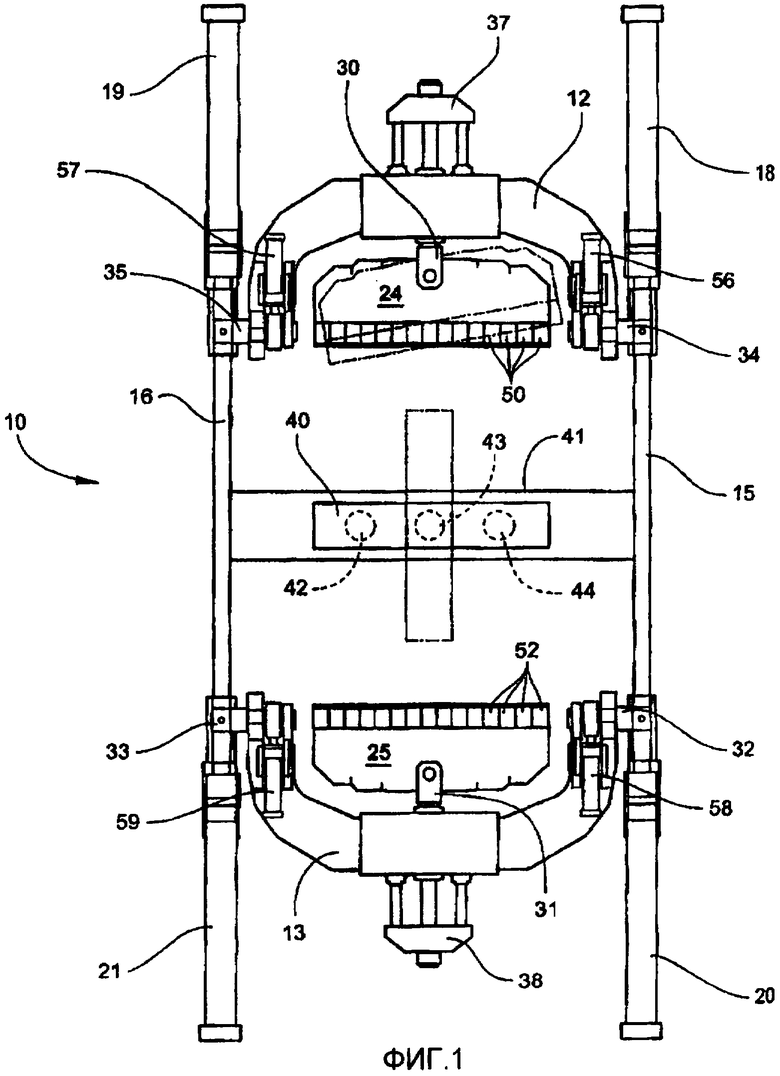
1. Машина для формования с вытяжкой металлического листа за один ход, в которой пара противоположных криволинейных зажимных узлов выполнена с возможностью захвата противоположных краевых частей металлического листа для первоначальной вытяжки металлического листа до пластичного состояния и формования металлического листа с заданной криволинейной формой, при этом каждый зажимной узел, содержит:
a) зажимное приспособление, содержащее ряд смежных захватов, выполненных с возможностью перемещения относительно друг друга для образования части кривой зажимного приспособления и прохождения вдоль одного бокового края металлического листа от смежного первого угла к смежному второму углу листа;
b) подвижную вилку, соединенную с зажимным приспособлением;
с) поворотный узел, соединяющий подвижную вилку с направляющей;
d) по меньшей мере, один отклоняющий цилиндр, соединенный с вилкой и служащий для отклонения зажимного приспособления вокруг поворотного узла для смещения захватов у противоположных концов ряда захватов в сторону от поворотного узла, и удержания неподвижными захватов, смежных с центральной линией ряда захватов для обеспечения дополнительной вытяжки наружных концов металлического листа при минимальном удлинении вдоль центральной линии металлического листа.
2. Машина по п.1, дополнительно содержащая подвижную матрицу, на которой металлический лист формуют с заданной криволинейной формой.
3. Машина по п.2, дополнительно содержащая гибочный узел, выполненный с возможностью перемещения относительно матрицы для формования металлического листа.
4. Машина по п.1, дополнительно содержащая соответствующие гидравлические цилиндры для перемещения захватов или группы захватов относительно друг друга для формования противоположных концов металлического листа с заданными криволинейными формами.
5. Машина по п.1, дополнительно содержащая, по меньшей мере, один соответствующий гидравлический цилиндр, установленный на каждой вилке и выполненный с возможностью обеспечения смещения каждой вилки вдоль направляющей.
6. Машина по п.1, дополнительно содержащая, по меньшей мере, один соответствующий гидравлический цилиндр, установленный на каждой вилке и выполненный с возможностью обеспечения перемещения каждого зажимного приспособления относительно каждой соответствующей вилки.
7. Машина для формования с вытяжкой металлического листа за один ход, содержащая пару противоположных криволинейных зажимных узлов для захвата противоположных краевых частей металлического листа, при этом каждый зажимной узел содержит:
a) зажимное приспособление, содержащее ряд смежных захватов, выполненных с возможностью перемещения относительно друг друга для образования кривой, на которой центральный захват расположен у вершины ряда между двумя противоположными концевыми захватами ряда;
b) подвижную вилку, соединенную с зажимным приспособлением;
c) поворотный узел, соединяющий подвижную вилку с направляющей,
d) по меньшей мере один отклоняющий цилиндр, соединенный с подвижной вилкой, служащий для поворота зажимного приспособления вокруг поворотного узла и обеспечения дополнительной вытяжки концов металлического листа при минимальном удлинении металлического листа вдоль центральной линии, при этом ось поворотного узла образована как пересечение:
i) линии, касательной к кривой ряда в точке, расположенной в пределах центрального захвата;
ii) плоскости, образованной центральным захватом и двумя концевыми захватами.
8. Машина по п.7, дополнительно содержащая подвижную матрицу, на которой металлический лист формуют с заданной криволинейной формой.
9. Машина по п.8, дополнительно содержащая гибочный узел, выполненный с возможностью перемещения относительно матрицы для формования металлического листа.
10. Машина по п.7, дополнительно содержащая установленные на ней соответствующие гидравлические цилиндры для перемещения захватов или группы захватов относительно друг друга для формования противоположных концов металлического листа с заданными криволинейными формами.
11. Машина по п.7, дополнительно содержащая, по меньшей мере, один соответствующий гидравлический цилиндр, установленный на каждой вилке и выполненный с возможностью обеспечения смещения каждой вилки вдоль направляющей.
12. Машина по п.7, дополнительно содержащая, по меньшей мере, один соответствующий гидравлический цилиндр, установленный на каждой вилке и выполненный с возможностью обеспечения перемещения каждого зажимного приспособления относительно каждой соответствующей вилки.
13. Способ формования с вытяжкой металлического листа за один ход, включающий этапы, на которых:
а) обеспечивают машину для формования с вытяжкой, в которой пара противоположных криволинейных зажимных узлов выполнена с возможностью захвата противоположных краевых частей металлического листа, формуемого с заданной криволинейной формой, при этом каждый зажимной узел содержит зажимное приспособление, содержащее ряд смежных захватов, выполненных с возможностью перемещения относительно друг друга для образования части кривой зажимного приспособления и прохождения вдоль одного бокового края металлического листа от смежного первого угла к смежному второму углу листа, подвижную вилку, соединенную с зажимным приспособлением, поворотный узел, соединяющий вилку с направляющей, и по меньшей мере один отклоняющий цилиндр, соединенный с вилкой для поворота зажимного приспособления вокруг поворотного узла;
b) вытягивают металлический лист до пластичного состояния посредством отведения зажимных приспособлений назад друг от друга;
c) формуют металлический лист с требуемой кривизной на матрице;
d) осуществляют дополнительную вытяжку наружных краев металлического листа при минимальном удлинении вдоль его центральной линии посредством поворота зажимных приспособлений вокруг поворотного узла с использованием указанного отклоняющего цилиндра для смещения захватов у противоположных концов ряда захватов в сторону от поворотного узла и удержания неподвижными захватов, смежных с центральной линией захватов.
14. Способ по п.13, дополнительно включающий этап формования металлического листа на гибочном узле, при этом гибочный узел выполнен с возможностью перемещения относительно матрицы.
15. Способ по п.13, дополнительно включающий этап использования технологии компьютерного сервоуправления с обратной связью для определения и контроля формы формуемого металлического листа.
16. Способ по п.13, при котором металлический лист вытягивают до пластичного состояния посредством смещения вилок в сторону друг от друга вдоль направляющей посредством, по меньшей мере, одного соответствующего гидравлического цилиндра, установленного на каждой вилке.
17. Способ по п.13, при котором металлический лист вытягивают до пластичного состояния посредством отведения зажимных приспособлений их соответствующие вилки с помощью, по меньшей мере, одного соответствующего гидравлического цилиндра, установленного на каждой вилке.
18. Способ по п.13, дополнительно включающий этап формования противоположных концов металлического листа с заданной криволинейной формой, используя соответствующие гидравлические цилиндры для перемещения захватов или групп захватов относительно друг друга.
| US 6018970 А, 01.02.2000 | |||
| УСТРОЙСТВО ДЛЯ ПРАВКИ ИЗДЕЛИЙ РАСТЯЖЕНИЕМ | 2000 |
|
RU2189880C2 |
| МАШИНА ДЛЯ ФОРМОВКИ ОБТЯЖКОЙ | 1990 |
|
RU2050212C1 |
| Устройство для зажима листовых заготовок на обтяжных прессах | 1973 |
|
SU565748A1 |

