Область техники
Настоящее изобретение относится к изготовлению металлических чаш и, в частности (без ограничений), к металлическим чашам, пригодным для изготовления металлических контейнеров, состоящих из двух частей.
Предшествующий уровень техники
В документе US 4095544 (National Steel Corporation) от 20.06.1978 описаны подробности традиционных процессов вытяжки и выглаживания (DWI) и вытяжки и повторной вытяжки (DRD) для изготовления секций в виде чаш для использования при изготовлении металлических контейнеров из двух частей (Следует отметить, что в Соединенных Штатах Америки DWI как правило обозначается D&I). Под термином «состоящий из двух частей» подразумевается i) секция в виде чаши и ii) крышка, которая будет затем прикреплена к открытому концу секции в виде чаши для формирования контейнера.
При обработке DWI (D&I) (как показано на фиг.6-10 US 4095544) плоская (как правило) круглая заготовка, штампованная из рулона металлического листа, подвергается операции вытяжки через вытяжной штамп, под действием пуансона, для формирования неглубокой чаши первого этапа. Данная начальная фаза вытяжки не приводит к какому-либо намеренному утончению заготовки. После этого чаша, которая как правило установлена на концевую поверхность близко прилегающего пуансона или штока, проталкивается через одну или несколько кольцевых матриц вытяжки стенки с утончением в целях осуществления уменьшения толщины боковой стенки чаши, таким образом, приводя к удлинению боковой стенки чаши. Сам по себе процесс вытяжки не приведет к каким-либо изменениям в номинальном диаметре чаши первого этапа.
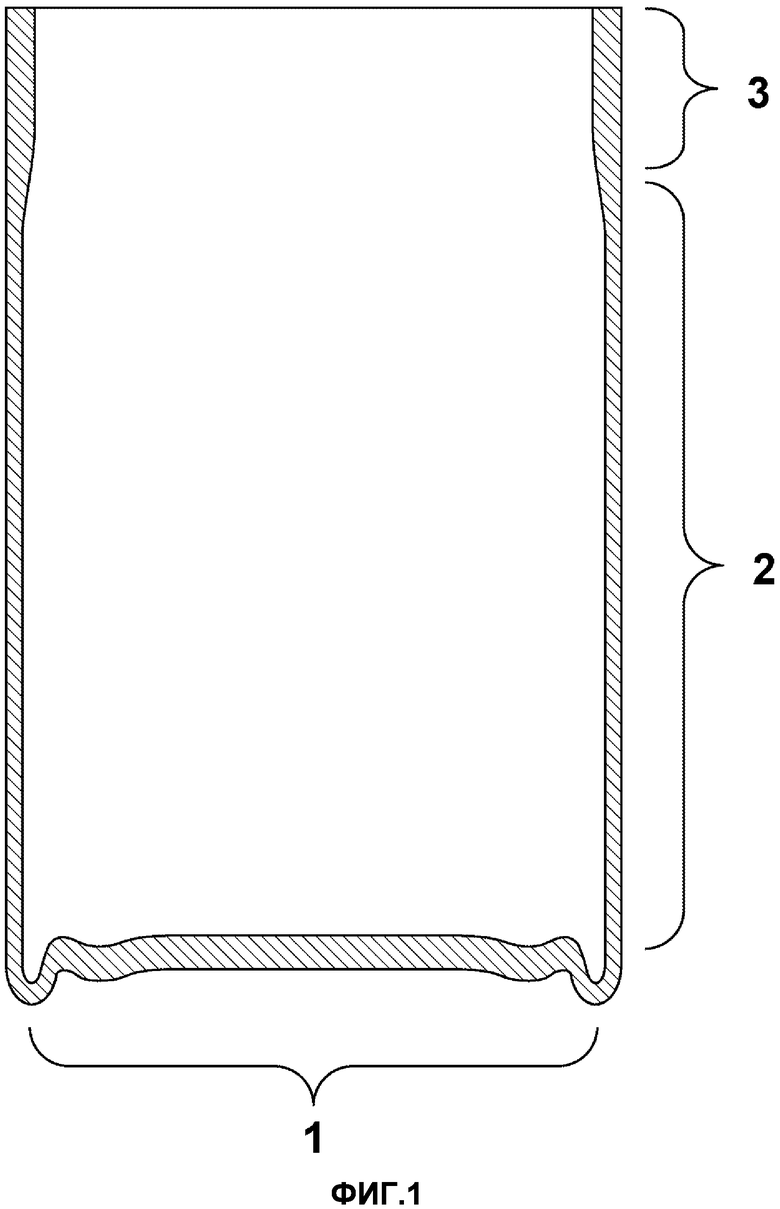
Фиг.1 изображает распределение металла в корпусе контейнера в результате традиционной обработки DWI (D&I). Фиг.1 является лишь иллюстративной и не отражает точных масштабов. На фиг.1 обозначены три участка.
Участок 1 представляет не подвергнутый вытяжке с утончением материал основания. Он сохраняется примерно на ту же толщину, что и входной размер заготовки, т.е. на толщину не влияют отдельные операции по изготовлению традиционного процесса DWI.
Участок 2 представляет подвергнутый вытяжке с утончением средний участок боковой стенки. Его толщина (и, таким образом, количество требуемой вытяжки с утончением) определяется внешним видом, необходимым для корпуса контейнера.
Участок 3 представляет подвергнутый вытяжке с утончением верхний участок боковой стенки. Как правило, при изготовлении жестяных банок, этот вытянутый верхний участок имеет толщину, составляющую от 50 до 75% входного размера.
При обработке DRD (как показано на фиг.1-5 в US 4095544) используется такая же технология вытяжки для формирования чаши первого этапа. Однако вместо выполнения процесса вытяжки с утончением чаша первого этапа затем подвергается одной или нескольким операциям повторной вытяжки, которые постепенно уменьшают диаметр чаши и, таким образом, удлиняют боковую стенку чаши. Сами по себе, большинство традиционных операций повторной вытяжки не предназначены для какого-либо изменения толщины материала чаши. Однако, взяв за пример корпуса контейнеров, полученные при помощи традиционной DRD обработки, на практике, как правило, возникает небольшое утолщение наверху законченного корпуса контейнера (порядка 10% или больше). Такое утолщение является естественным результатом процесса повторной вытяжки, и объясняется эффектом сжатия материала при повторной вытяжки из чаши большего диаметра до чаши меньшего диаметра.
Следует отметить, что существуют альтернативные известные DRD обработки, при помощи которых достигается уменьшение толщины боковой стенки чаши при помощи использования вытяжных штампов малого или составного радиуса для утончения боковой стенки путем растяжения на этапах вытяжки и повторной вытяжки.
Альтернативно, комбинация вытяжки с утончением повторной вытяжки может быть использована для чаши первого этапа, которая снижает как диаметр чаши, так и толщину боковой стенки. Например, в области изготовления металлических контейнеров (банок), состоящих из двух частей, корпус контейнера, как правило, изготавливается путем вытяжки заготовки до чаши первого этапа и подвергания чаши ряду операций повторной вытяжки до получения корпуса контейнера желаемого номинального диаметра, за этим следует вытяжка боковых стенок для обеспечения желаемой толщины и высоты боковой стенки.
Однако обработки DWI (D&I) и DRD, используемые в крупных коммерческих масштабах, имеют серьезные ограничения в том, что они не действуют для снижения толщины (а следовательно, веса) материала в основании чаши. В частности, вытяжка не приводит к снижению толщины объекта, подвергнутого вытяжке, а вытяжка с утончением воздействует лишь на боковые стенки чаши. В основном, для известных обработок DWI (D&I) и DRD для изготовления чаш для контейнеров, состоящих из двух частей, толщина основания остается практически не отличающейся от входного размера заготовки. В результате, основание остается намного толще, чем требуется в целях исполнения.
Индустрия металлической упаковки является сильно конкурентной, и снижение веса является основной задачей, поскольку это снижает стоимость транспортировки и сырья. В виде примера, около 65% стоимости производства металлического пищевого контейнера, состоящего из двух частей, составляет стоимость сырья.
Таким образом, существует необходимость в увеличении легковесности участков металлической чаши экономичным образом. Следует отметить в этом документе, что термины «участок чаши» и «чаша» взаимозаменяемы.
Раскрытие изобретения
Соответственно, согласно первому объекту изобретения обеспечивается способ изготовления металлической чаши, причем способ изготовления включает следующие операции:
i. операция растяжения, включающая захват чаши, имеющей боковую стенку и выполненное с ней как одно целое основание, при этом чаша изготовлена из металлического листа, зажатия кольцевой области на одной или обоих из боковой стенки и основания, для образования замкнутого участка, который включает в себя все или часть основания, и деформацию и растяжение по меньшей мере части основания, которая лежит в пределах замкнутого участка так, чтобы таким образом увеличивать площадь поверхности и снижать толщину основания, при этом кольцевое зажатие способно ограничить или предотвратить поток металла из зажатой области в замкнутый участок в ходе этой операции растяжения;
ii. операция вытяжки, включающая вытяжку чаши для вытягивания и перемещения наружу материала растянутого и утонченного основания. В целях данного документа, «операция вытяжки», указанная выше, время от времени называется «операция вытяжки после растяжения» для обозначения того, что она осуществляется после операции растяжения.
Способ в соответствии с изобретением обладает преимуществом (над известными процессами), заключающимся в том, что при нем достигается изготовление чаши, имеющей основание, которое тоньше, чем входной размер металлического листа до операции растяжения, и не возникает потерь или лишних трат металла. При применении для изготовления контейнеров, состоящих из двух частей, изобретение обеспечивает экономию затрат порядка нескольких долларов на 1000 контейнеров по отношению к существующим технологиям изготовления.
Операция растяжения является основной для достижения утончения основания чаши относительно входного размера металлического листа. Увеличенная площадь поверхности основания, получающаяся в результате операции растяжения, обеспечивает «излишек материала». Этот «излишек материала» вытягивается и перемещается наружу благодаря последующей операции вытяжки.
Наиболее предпочтительно операция вытяжки предназначена для натяжения и перемещения материала растянутого и утонченного основания в боковую стенку. Это обеспечивает преимущество в увеличении как высоты боковой стенки, так и замкнутого объема чаши. Как сказано при описании предшествующего уровня техники, толщина боковой стенки оказывает критическое влияние на рабочие характеристики чаши, используемой для корпуса контейнера (жестяной банки). Данный объект изобретения обладает преимуществом в перемещении материала в критическую с точки зрения эксплуатации часть чаши (т.е. боковую стенку), при этом минимизируя толщину и вес основания чаши.
Для обеспечения того, что материал основания будет растягиваться и утончаться в ходе операции растяжения, чаша зажимается достаточно для ограничения или предотвращения потока металла от зажатой области в замкнутый участок в ходе операции растяжения. Если зажимающие нагрузки являются недостаточными, материал из зажатой области (или снаружи от зажатой области) будет просто перетекать в замкнутый участок (который включает в себя все основание или его часть), вместо того, чтобы замкнутый участок (а, следовательно, и основание) подвергался утончению. Оказалось, что растяжение и утончение, тем не менее, могут возникать при допущении перетекания ограниченного количества материала из зажатой области (или снаружи от зажатой области) в замкнутый участок, т.е. когда поток металла сдерживается, а не предотвращается полностью. Последующий переход растянутого и утонченного материала основания наружу и к боковой стенке в ходе операции вытяжки после растяжения, лучше проиллюстрирован в вариантах осуществления изобретения, показанных на прилагаемых чертежах (см., в особенности, фиг.12c и 12d).
Способ в соответствии с изобретением, в частности, подходит для использования в производстве металлических контейнеров, при этом конечная полученная чаша используется в качестве корпуса контейнера. Операция вытяжки, выполняемая на растянутой чаше, может включать два или более этапов вытяжки для осуществления постепенного уменьшения диаметра чаши и увеличения высоты боковой стенки. Более того, чаша может также подвергаться операции вытяжки как для утончения, так и для увеличения высоты боковой стенки и, таким образом, максимизации замкнутого объема конечной получаемой чаши. Конечная получаемая чаша может быть преобразована в закрытый контейнер путем крепления крышки к открытому концу чаши. Например, конец металлической крышки может быть соединен с открытым концом конечной получающейся чаши (см. фиг.15).
Способ в соответствии с изобретением подходит для использования в чашах, которые могут иметь как круглое, так и некруглое сечение. Однако он более эффективен для круглых чаш.
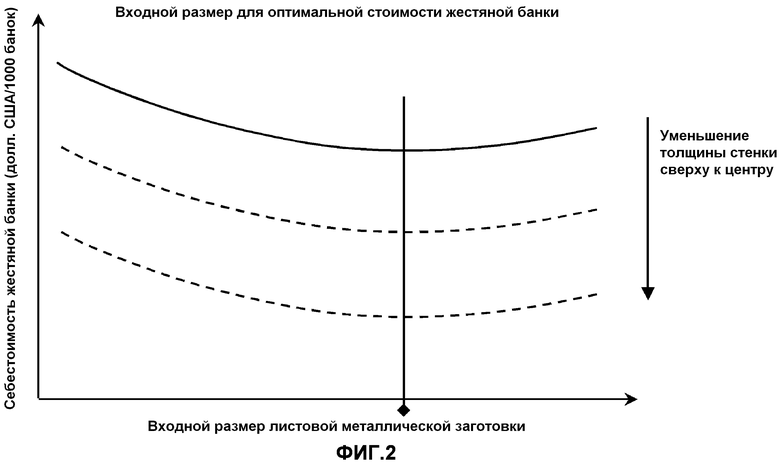
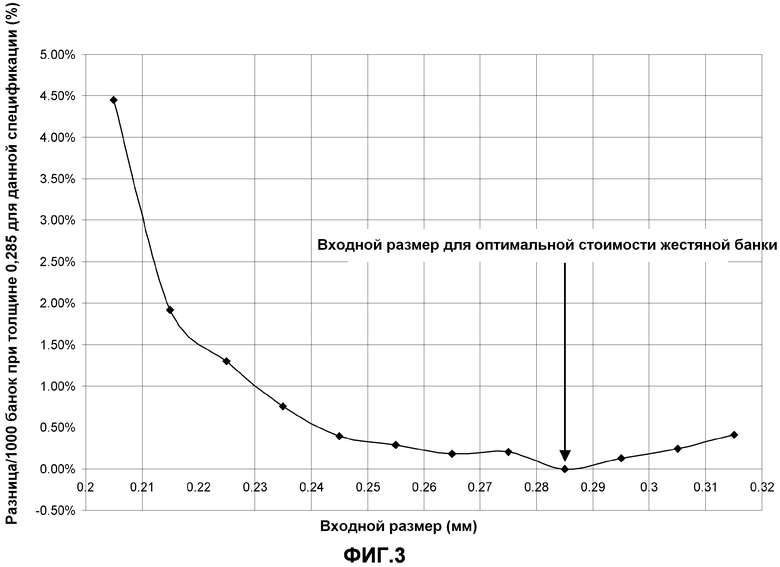
Одним из способов минимизации материала в основании участков чаш, изготавливаемых при помощи традиционных процессов DWI и DRD является использование исходной заготовки более тонкого размера. Однако стоимость белой жести за тонну возрастает с уменьшением размера. Данное увеличение объясняется дополнительными затратами на прокат, зачистку и лужение более тонкой стали. Принимая во внимание также расход материала в ходе изготовления контейнера, состоящего из двух частей, изменение в общей себестоимости изготовления контейнера в зависимости от входного размера материала, выглядит как график, показанный на фиг.2. Этот график демонстрирует, что с точки зрения затрат переход на самый тонкий исходный материал необязательно ведет к снижению затрат. По существу, существует наиболее дешевый размер материала для любого контейнера с заданной толщиной боковой стенки. На графике также показан эффект снижения толщины верха и средних участков стенки контейнера при снижении по кривой затрат. На фиг.3 изображен тот же график, основанный на действительных данных для жести типа, обычно используемого при изготовлении жестяных банок, поставляемой из Великобритании. Для материала, показанного на фиг.3, 0,285 мм представляет оптимальную толщину с точки зрения затрат, при этом использование более тонкого исходного материала повышает общую себестоимость производства жестяной банки.
График на фиг.3 в процентном отношении показывает увеличение общей стоимость на 1000 банок при отклонении от оптимального входного размера толщины, составляющего 0,285 мм.
Конечная получающаяся чаша в соответствии с изобретением обладает преимуществами более тонкого (и поэтому более легкого) основания. Также, в зависимости от используемой операции вытяжки, растянутый и утонченный материал, перемещенный наружу от основания, может способствовать максимизации высоты боковой стенки. Таким образом, изобретение обеспечивает увеличенный объем замкнутой чаши для данного количества металла - относительно известных способов изготовления участков чаш для контейнеров, состоящих из двух частей. Дополнительно, стоимость изготовления каждого контейнера (на основании стоимости за тонну или объема единицы) снижается, поскольку изобретение позволяет использовать более толстый (а следовательно - более дешевый) входной размер материала для металлического листа, используемый для формирования чаши.
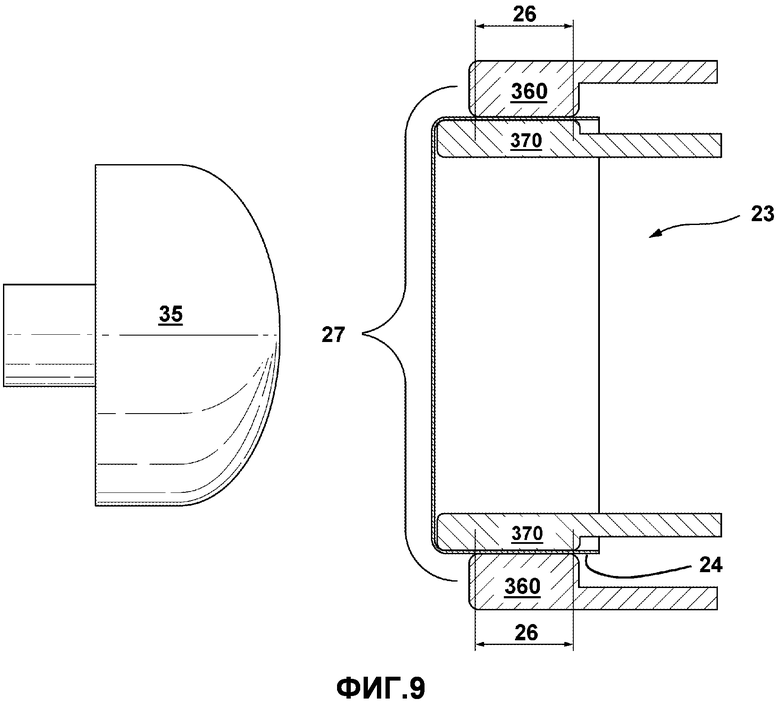
Под зажатием «кольцевой области» подразумевается, что один или оба элемента из боковой стенки и основания зажимаются либо непрерывно или на разнесенных интервалах, кольцевым образом. Несмотря на то что можно зажать только боковую стенку, а не основание (см. фиг.9), предпочтительно, чтобы кольцевое зажатие включало зажатие кольцевой области на основании чаши (замкнутый участок, в таком случае, является той частью основания, расположенной радиально внутри относительно зажатой области) (см. фиг.6а и 6b).
Проводились попытки использовать зажимные приспособления, содержащие зажимной элемент в форме круглого кольца, имеющего тонко отполированную зажимающую поверхность, прижимаемую к кольцевой области основания чаши. Однако оказалось, что при сниженных зажимающих нагрузках можно получить тот же растягивающий эффект, при использовании зажимного элемента с текстурованной поверхностью. Текстурирование создает эффект придания зажимающей поверхности шероховатости и, таким образом, увеличивает эффективность захвата зажимным элементом кольцевой области основания для данной зажимающей нагрузки. Текстурированный зажимной элемент, таким образом, способен лучше ограничивать или предотвращать поток металла от зажатой области в ходе операции растяжения. В виде примера, шероховатость зажимающей поверхности была придана путем подвергания изначально гладкой зажимающей поверхности электроэрозионной обработке, которая эродирует зажимающую поверхность для образования разъеденной, шероховатой поверхности.
В одной форме зажатие может традиционно достигаться путем зажатия противоположных поверхностей боковой стенки или/и основания чаши между соответствующими противоположными первым и вторым зажимными элементами, при этом как первый, так и второй зажимные элементы имеют зажимную поверхность, свободную от геометрических неровностей. Например, рассматривая случай зажатия основания чаши (а не боковой стенки), первый и второй зажимные элементы могут традиционно иметь полностью плоские гладкие зажимные поверхности. В альтернативном примере, рассматривая случай зажатия боковой стенки чаши цилиндрической формы (а не основания), первый и второй зажимные элементы могут традиционно иметь цилиндрические зажимные поверхности соответствующего профиля. Однако оказалось, что ввод геометрических неровностей в противоположные зажимные поверхности первого и второго зажимных элементов обеспечивает улучшенное зажатие при уменьшении нежелательного скольжения или вытягивания материала в ходе операции растяжения. Это также обеспечивает преимущество в уменьшении зажимных усилий, требуемых в ходе операции растяжения для достижения желаемого количества растяжения основания. Под «геометрическими неровностями» понимаются структурные особенности в соответствующих зажимных поверхностях первого и второго зажимных элементов, которые, когда зажимные элементы используются для зажатия противоположных поверхностей металлического листа чаши, воздействуют на металл для прерывания потока металла между зажимными элементами при приложении растягивающего усилия.
В одной форме геометрические неровности могут быть выполнены путем выполнения поверхности первого зажимного элемента с одним или несколькими утолщениями, ребрами или уступами, которые, при использовании, загоняют металл зажатой кольцевой области внутрь соответствующего одного или нескольких рельефных элементов, выполненных на поверхности второго зажимного элемента. Рельефные элементы традиционно выполнены как вырезы или углубления в зажимной поверхности, имеющие такие формы и размеры, чтобы вмещать одно или несколько утолщений, ребер или уступов. При использовании первый и второй зажимные элементы будут зажимать противоположные поверхности боковой стенки или основания, при этом воздействие одного или нескольких утолщений, ребер или уступов и соответствующих одного или нескольких рельефных элементов заключается в прерывании потока металлического листа чаши между первым и вторым зажимными элементами при приложении растягивающего усилия. Это прерывание потока металла позволяет улучшить эффективность зажатия для данного зажимающего усилия по сравнению с простым зажатием чаши между первым и вторым зажимными элементами, имеющими полностью гладкие зажимные поверхности. Оказалось преимущественным предусмотреть достаточный зазор между одним или несколькими утолщениями/ребрами/уступами и соответствующим одним или несколькими рельефными элементами для избегания защемления или чеканки металла, поскольку это помогает минимизировать формирование слабых точек, которые будут уязвимы для разрыва в ходе последующей операции вытяжки (или любой последующей операции вытяжки). Существенное снижение зажимных усилий, требуемых для заданного количества растяжения, наблюдалось, когда первый и второй зажимные элементы были адаптированы так, чтобы при использовании одного или нескольких утолщений/ребер/уступов вынуждали металл зажатой кольцевой области полностью заполнять собой соответствующий рельефный элемент (элементы). Пример такой зажимной конфигурации проиллюстрирован в описании вариантов осуществления изобретения (см. вариант осуществления, показанный на фиг.8а).
Несмотря на то что вышеописанный абзац относится к одному или нескольким утолщениям/ребрам/уступам, расположенным на поверхности первого зажимного элемента, и соответствующим одному или несколькими рельефным элементам, расположенным на поверхности второго зажимного элемента, изобретение не ограничивается этим. В частности, одно или несколько утолщений/ребер/уступов могут альтернативно быть расположены на поверхности второго зажимного элемента, и соответствующие один или несколько рельефных элементов могут быть расположены на поверхности первого зажимного элемента. В качестве дополнительной альтернативы, каждая из поверхностей первого и второго зажимных элементов могут содержать смесь утолщений/ребер/уступов и соответствующих рельефных элементов. Однако оказалось, что при помощи обеспечения одного утолщения/ребра/уступа и соответствующего одного рельефного элемента на зажимной поверхности соответствующих зажимных элементов можно достичь существенного снижения зажимающих усилий, требуемых для данного количества растяжения (см. варианты осуществления, показанные на фиг.7а и 8а). Как указано в абзаце выше, существенное снижение зажимных усилий наблюдалось, когда первый и второй зажимные элементы были адаптированы таким образом, чтобы при использовании утолщения/ребра/уступы, выполненные в зажимной поверхности первого или второго зажимного элемента, вынуждали металл зажатой кольцевой области полностью заполнять рельефный элемент зажимной поверхности второго или первого зажимного элемента (см. Таблицу 1 в описании вариантов осуществления изобретения).
Следует отметить, что первый и второй зажимные элементы не должны быть непрерывными; например, сегментная резьба может быть использована для одного или обоих из первого и второго зажимных элементов. Другими словами, один или оба зажимных элемента могут сами по себе содержать два или более отдельных зажимных участков, каждый из которых, при использовании, воздействует на отдельную область металлического листа чаши.
Предпочтительно операция растяжения включает обеспечение «растягивающего» пуансона и перемещение «растягивающего» пуансона и/или чаши по направлению друг к другу так, чтобы «растягивающий» пуансон деформировал и растягивал по меньшей мере ту часть основания, которая лежит внутри замкнутого участка.
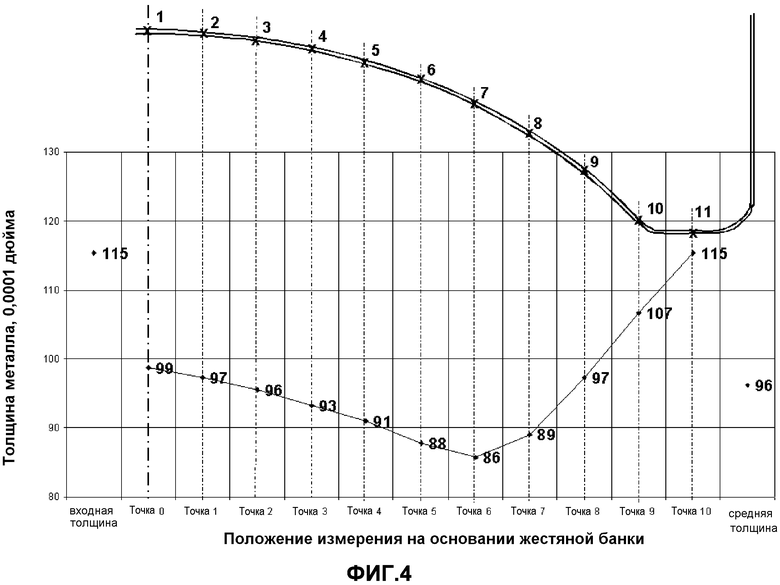
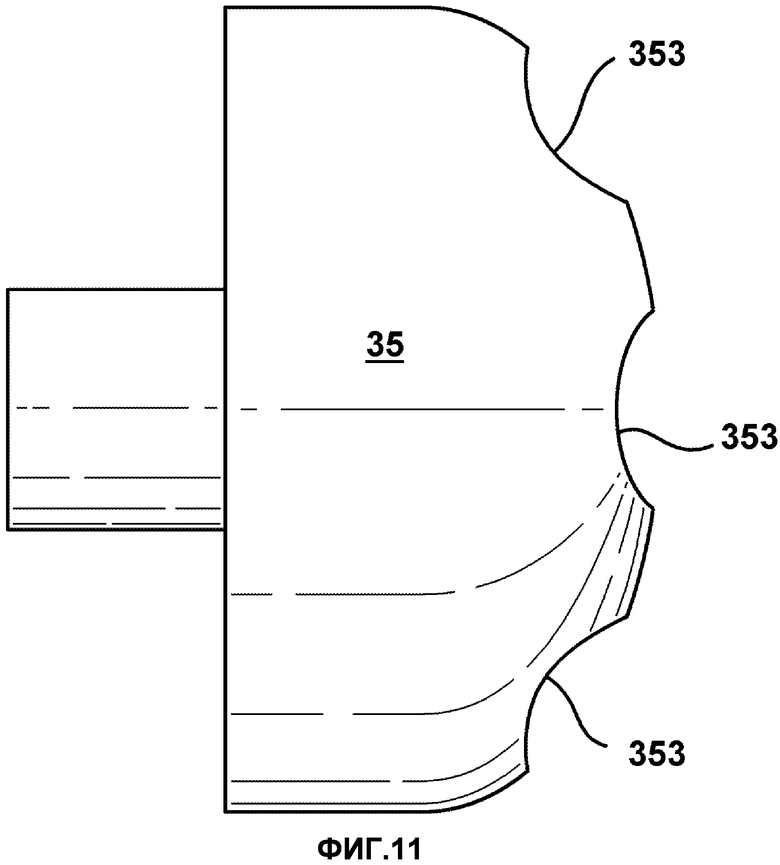
В самой простой форме «растягивающий» пуансон представляет собой один пуансон, имеющий одну концевую поверхность, которая, при вводе в контакт с основанием чаши, как деформирует, так и растягивает основание. Предпочтительно концевая поверхность «растягивающего» пуансона выполнена с неплоским профилем, и движение по направлению друг к другу «растягивающего» пуансона или/и чаши вызывает деформацию и растяжение «растягивающим» пуансоном по меньшей мере части основания, которая лежит в пределах замкнутого участка, до соответствующего неплоского профиля. Удобным образом концевая поверхность будет выполнена с куполообразным или частично сферическим профилем, который, при использовании, растягивает или деформирует по меньшей мере ту часть основания, которая лежит внутри замкнутого участка, в соответствующий куполообразный или частично сферический профиль. В виде примера, на фиг.4 показано изменение толщины растянутой чаши, полученной в результате использования одного «растягивающего» пуансона, выполненного с концевой поверхностью с куполообразным профилем для чаши радиусом примерно 47,5 мм (95 мм диаметр). Материал имеет входной размер толщины 0,0115 дюйма (0,29 мм), при этом минимальная толщина основания после операции растяжения составляет 0,0086 дюйма (0,22 мм), что представляет максимальное снижение толщины основания, составляющее 25%. В показанном примере степень утончения основания в результате операции растяжения была неравномерной по диаметру основания. Изменяющийся профиль концевой поверхности пуансона, как оказалось, негативно влияет на профиль толщины основания, и, в частности, положение максимального утончения основания. В виде примера, в вертикальном разрезе концевая поверхность пуансона может иметь составной радиус или иметь овальный профиль. Для обеспечения достижения разных уровней утончения по замкнутому участку, «растягивающий» пуансон предпочтительно содержит концевую поверхность, имеющую один или несколько рельефных элементов. Например, концевая поверхность может включать в себя одно или несколько углублений или вырезов (см. фиг.11).
В качестве альтернативы использованию одного пуансона «растягивающий» пуансон может, вместо этого, содержать сборку пуансонов, при этом сборка содержит первую группу из одного или нескольких пуансонов напротив одной поверхности замкнутого участка, и вторую группу из одного или нескольких пуансонов напротив противоположной поверхности замкнутого участка, и операция растяжения включает перемещения либо одной, либо обеих из первой и второй групп по направлению друг к другу для деформации и растяжения по меньшей мере той части основания, которая лежит внутри замкнутого участка. Такая сборка пуансонов может, например, обеспечить деформацию замкнутого участка до волнообразного профиля, что может обеспечить растяжение замкнутого участка более равномерным образом, чем показано на фиг.4 (см. пример, показанный на фиг.10).
В качестве дополнительной альтернативы использованию либо одного пуансона, либо сборки пуансонов, операция по растяжению может вместо этого быть осуществлена путем обкатки. Например, обкатка может включать использование профилированного инструмента, который установлен с возможностью вращения и/или поворота, инструмент и замкнутый участок чаши приводятся в контакт друг с другом, при этом профилированный инструмент и/или чаша вращаются и/или поворачиваются друг относительно друга так, чтобы профилированный инструмент постепенно профилировал и растягивал замкнутый участок.
Операция вытяжки, осуществляемая на растянутой чаше, обеспечивает преимущество в максимизации высоты и объема контейнера для заданного количества сырьевого материала. Операция вытяжки традиционно осуществляется путем вытяжки чаши через одну или несколько последовательных вытяжных матриц, для натяжения и перемещения наружу материала растянутого и утонченного основания, предпочтительно в боковую стенку. Независимо от того, останется ли растянутый и утонченный материал полностью внутри основания или перейдет на боковые стенки, оказывается воздействие по обеспечению чаши, имеющей основание с толщиной, меньшей, чем входной размер металлического листа. Когда растянутый и утонченный материал натягивается и переходит на боковую стенку, обеспечивается преимущество как в увеличении высоты боковой стенки, так и то, что в результате этого основание подвергнутой вытяжке чаши имеет толщину, меньшую, чем входной размер металлического листа.
Взяв пример, при котором операция по растяжению осуществлялась при помощи пуансона с концевой поверхностью с куполообразным профилем, для растяжения и утончения по меньшей мере части основания, лежащей внутри замкнутого участка, в соответствующую куполообразную форму, воздействие операции вытяжки (состоящей из одного или нескольких этапов вытяжки) будет заключаться в уменьшении высоты «купола», поскольку растянутый и утонченный материал основания будет постепенно натягиваться и перемещаться наружу. Операция вытяжки может быть достаточной для по существу выпрямления растянутого и утонченного купола; однако это не является требованием изобретения. Например, в случае чаш, предназначенных для использования в качестве контейнеров для газированных напитков (или других сжатых продуктов), такие контейнеры, как правило, имеют основание, вогнутое внутрь в целях сопротивления давлению от продукта. Когда чаша в соответствии с изобретением предполагается для использования в качестве такого контейнера, может быть предпочтительно сохранить небольшую «куполообразность», полученную в результате операции растяжения. Такому сохранению купола в основании чаши может способствовать использование пробки, вставки или эквивалентных приспособлений, расположенных вблизи замкнутого участка в ходе операции вытяжки, где пробка или вставка выполняет функцию ограничения любого выравнивания купола в ходе операции вытяжки. Когда чаша также подвергается операции вытяжки с утончением и необходимо сохранить небольшую «куполообразность», может потребоваться также использовать пробку, вставку или эквивалентное приспособление для избегания противонатяжения, возникающего в результате операции вытяжки с утончением, выравнивающей купол. Альтернативно или дополнительно, вероятно, что чаша будет подвергаться в дальнейшем операции повторного формования для обеспечения куполообразного основания чаши с желаемым конечным профилем, необходимым для выдерживания давления внутри чаши.
Операция вытяжки может быть осуществлена при помощи устройства/пресса, для формирования корпуса, имеющего одну или несколько последовательных вытяжных матриц. Как правило, операция вытяжки будет включать вытяжку чаши через одну или несколько последовательных вытяжных матриц, для вытяжки материала растянутого и утонченного основания наружу, и предпочтительно в боковую стенку. Это, таким образом, увеличит высоту боковой стенки и приведет к тому, что основание подвергнутой вытяжке чаши будет иметь толщину меньше, чем входной размер листа металла.
Предпочтительно чаша, подготовленная для операции растяжения, формируется путем первоначальной операции вытяжки, осуществленной до операции растяжения, причем первоначальная операция вытяжки включает вытяжку металлического листа до профиля чаши. В этом случае операция вытяжки, следующая за операцией растяжения, будет операцией повторной вытяжки.
Для этой первоначальной операции вытяжки предпочтительно заготовка сперва вырезается из массива металлического листа, при этом заготовка затем подвергается вытяжке до чашеобразного профиля. Удобным образом первоначальная операция вытяжки включает сперва зажатие металлического листа с возможностью скольжения в месте между вытяжной матрицей и вытяжным пуансоном, где вытяжной пуансон предназначен для перемещения сквозь вытяжную матрицу, при этом вытяжной пуансон и/или вытяжная матрица перемещаются коаксиально по направлению друг к другу так, чтобы вытяжной пуансон подвергал вытяжке металлический лист по формовочной поверхности вытяжной матрицы для формирования чаши.
Под зажатием с возможностью скольжения подразумевается, что зажимное усилие в ходе вытяжки выбирается так, чтобы обеспечивать возможность скольжения металлического листа относительно любых используемых зажимных приспособлений (например, прижимного кольца), в ответ на деформирующее воздействие вытяжной матрицы на металлический лист. Предназначение такого зажатия с возможностью скольжения заключается в предотвращении или ограничении сморщивания материала в ходе этой начальной операции вытяжки. Те же принципы применяются к операции (повторной) вытяжки, следующей за операцией растяжения.
Даная операция первоначальной вытяжки для формирования чаши может быть просто осуществлена на традиционном вытяжном прессе при помощи комбинации вытяжного пуансона и вытяжной матрицы. Однако операция первоначальной вытяжки не ограничивается использованием традиционной конструкции вытяжного пуансона/вытяжной матрицы. Например, она может включать дутьевое формование при помощи сжатого воздуха/газов или жидкостей для вытягивания металлического листа по вытяжной матрице или пресс-форме до формы чаши.
Также эти же самые альтернативы могут быть использованы для осуществления операции (повторной) вытяжки, которая следует за операцией растяжения. По существу, операции первоначальной вытяжки и повторной вытяжки предусматривают любые средства применения вытягивающего усилия.
Второй объект настоящего изобретения относится к установке для осуществления способа в соответствии с изобретением. Некоторые особенности такой установки уже были описаны выше. Термин «установка» включает в себя не только единственный агрегат, но также включает в себя набор отдельных агрегатов, которые, совместно, способны осуществить способ в соответствии с изобретением (например, подобно линии сборки автозавода, с последовательными операциями, выполняемыми разными агрегатами завода).
В соответствии со вторым объектом изобретения, обеспечивается установка для изготовления металлической чаши, содержащая:
зажимные приспособления для зажатия чаши, сформированной из металлического листа, при этом чаша имеет боковую стенку и выполненное за одно целое основание, причем зажимные приспособления способны зажимать кольцевую область на основании или/и на боковой стенке для образования замкнутого участка, включающего в себя все основание или его часть;
растягивающий инструмент, предназначенный для деформации и растяжения по меньшей мере некоторой области той части основания, которая лежит в пределах замкнутого участка, в ходе операции растяжения, для увеличения, таким образом, площади поверхности и уменьшения толщины основания, причем зажимные приспособления дополнительно предназначены для ограничения или предотвращения потока металла из зажатой области в замкнутый участок в ходе этой операции растяжения; и
приспособления для вытяжки чаши, предназначенные для натяжения и перемещения наружу материала растянутого и утонченного основания.
Зажимные приспособления могут содержать зажимной элемент в форме непрерывной кольцевой муфты; альтернативно, они могут представлять собой набор отдельных участков зажимного элемента, распределенных по кругу так, чтобы воздействовать на боковую стенку или/и основание.
Зажимное приспособление предпочтительно содержит первый зажимной элемент и второй зажимной элемент, при этом первый и второй зажимные элементы предназначены для зажатия противоположных поверхностей боковой стенки или/и основания. Соответствующие зажимные поверхности обладают признаками, описанными в вышеприведенных абзацах, относящихся к способу в соответствии с изобретением, т.е. каждая зажимная поверхность свободна от геометрических неровностей, или предпочтительно каждая зажимная поверхность выполнена с геометрическими неровностями для обеспечения преимущества в снижении зажимного усилия для заданного количества растяжения основания чаши.
Как указано в описании способа в соответствии с изобретением, предпочтительно зажимные приспособления предназначены для зажатия кольцевой области основания чаши, при этом замкнутый участок является той частью основания, которая расположена радиально внутри зажатой кольцевой области.
Предпочтительно растягивающий инструмент содержит «растягивающий» пуансон, и установка предназначена для перемещения «растягивающего» пуансона и/или чаши по направлению друг к другу так, чтобы «растягивающий» пуансон деформировал и растягивал по меньшей мере ту часть основания, которая лежит в пределах замкнутого участка. Как указано при описании способа в соответствии с изобретением, «растягивающий» пуансон может просто представлять собой один пуансон, имеющий концевую поверхность, которая, при использовании, прижимается к замкнутому участку чаши для осуществления операции растяжения. Были проведены испытания с использованием одного пуансона в качестве «растягивающего» пуансона, при этом концевая поверхность одного пуансона имела куполообразный или по существу частично сферический профиль, который, при использовании, растягивает замкнутый участок до куполообразного или частично сферического профиля соответствующей формы. Альтернативно, в вертикальном разрезе концевой поверхности пуансон может иметь составной радиус или иметь овальный профиль. Для обеспечения достижения разных уровней утончения по замкнутому участку «растягивающий» пуансон может предпочтительно содержать концевую поверхность, имеющую один или несколько рельефных элементов. Например, концевая поверхность может включать в себя один или более углублений или вырезов (см. фиг.11).
В альтернативном варианте выполнения «растягивающий» пуансон содержит сборку пуансонов, при этом сборка содержит первую группу из одного или нескольких пуансонов напротив одной поверхности замкнутого участка и вторую группу из одного или нескольких пуансонов напротив противоположной поверхности замкнутого участка, причем первая и вторая группа способны перемещаться по направлению друг к другу, при использовании, для деформации и растяжения по меньшей мере части основания, которая лежит в пределах замкнутого участка (см. фиг.10).
Как сказано при описании способа в соответствии с изобретением, операция вытяжки удобным образом осуществляется путем вытяжки чаши через одну или несколько последовательных вытяжных матриц, для перемещения материала от растянутого и утонченного основания наружу, предпочтительно в боковую стенку, что приводит к тому, что основание подвергнутой вытяжке чаши имеет толщину меньше, чем входной размер металлического листа. Когда материал переходит в боковую стенку, это также обеспечивает эффект увеличения высоты боковой стенки. Приспособления для вытяжки предпочтительно включают в себя вытяжной пуансон (или последовательность пуансонов) и соответствующую вытяжную матрицу (матрицы).
Предпочтительно установка дополнительно содержит приспособления для первоначальной вытяжки металлического листа для формирования чаши для операции растяжения. Удобным образом, приспособления для первоначальной вытяжки металлического листа содержат «вытяжную» матрицу, «вытяжной» пуансон и приспособления для зажатия с возможностью скольжения металлического листа в месте между «вытяжной» матрицей и «вытяжным» пуансоном. При этом когда операция первоначальной вытяжки используется для формирования чаши для операции растяжения, операция вытяжки, следующая за растяжением, будет операцией повторной вытяжки.
Кроме того, предпочтительно установка дополнительно содержит одну или несколько последовательных матриц вытяжки с утончением для снижения толщины боковой стенки и, таким образом, увеличения высоты боковой стенки в ходе операции вытяжки с утончением.
Способ и установка в соответствии с изобретением не ограничиваются конкретным металлом. Они, в частности, подходят для использования для любых металлов, обычно применяемых при процессах DWI (D&I) и DRD. Также отсутствует ограничение по конечному использованию чаши, полученной при помощи способа и установки в соответствии с изобретением. Без ограничения, чаши могут быть использованы для изготовления любого типа контейнера, для пищевых продуктов, напитков или любых других продуктов. Однако изобретение, в частности, является преимущественным при изготовлении контейнеров для пищевых продуктов, особенно с точки зрения экономии затрат, которую можно получить по сравнению с известными технологиями изготовления.
Краткое описание чертежей
Фиг.1 - вид сбоку в вертикальном разрезе корпуса контейнера в соответствии с предшествующим уровнем техники, полученного с помощью традиционного процесса DWI. Он показывает распределение материала в основании и участках боковой стенки корпуса контейнера.
Фиг.2 - график, показывающий в общих чертах, как общая себестоимость изготовления типичного металлического контейнера, состоящего из двух частей, изменяется в зависимости от входного размера металлического листа. На графике показано, как уменьшение толщины участка боковой стенки (например, путем вытяжки с утончением) влияет на снижение общей себестоимости.
Фиг.3 - график, соответствующий фиг.2, но основанный на действительной ценовой информации от поставщиков жести из Великобритании.
Варианты осуществления изобретения изображены на следующих чертежах со ссылкой на прилагаемое описание:
фиг.4 - графическое представление изменения толщины основания чаши в результате использования «растягивающего» пуансона (в соответствии с изобретением), имеющего концевую поверхность куполообразного профиля.
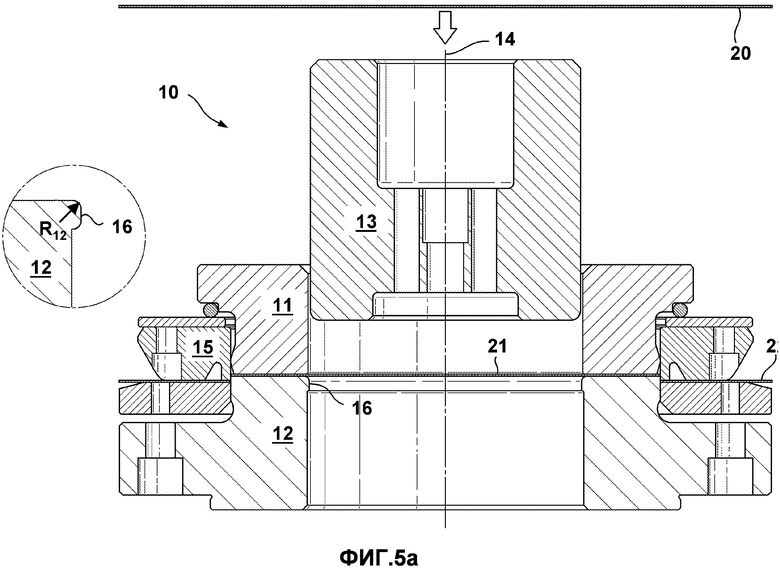
Фиг.5а - вид сбоку в вертикальном разрезе инструмента вытяжного пресса, используемого для формирования чаши первого этапа из заготовки из металлического листа. На данной фигуре показан инструмент до начала операции первоначальной вытяжки.
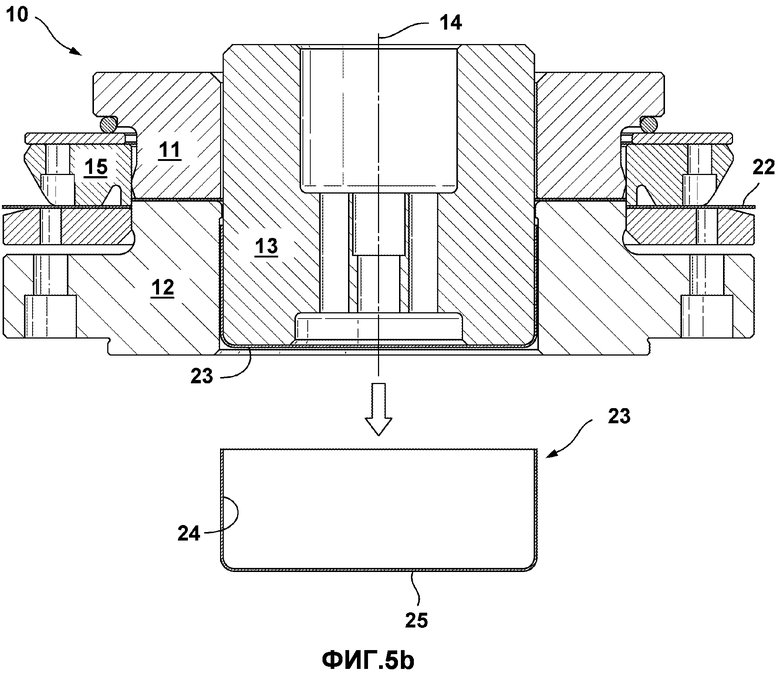
Фиг.5b соответствует фиг.5а, но после завершения первоначальной операции вытяжки для формирования чаши первого этапа.
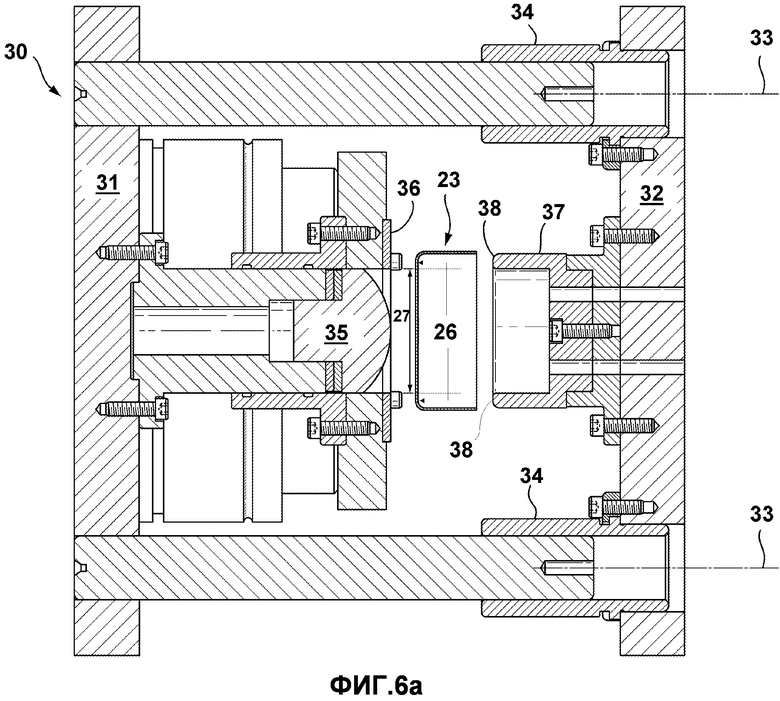
Фиг.6а - вид сбоку в вертикальном разрезе растягивающей установки, используемой для осуществления операции растяжения в соответствии с изобретением. На данной фигуре показана растягивающая установка до начала операции растяжения.
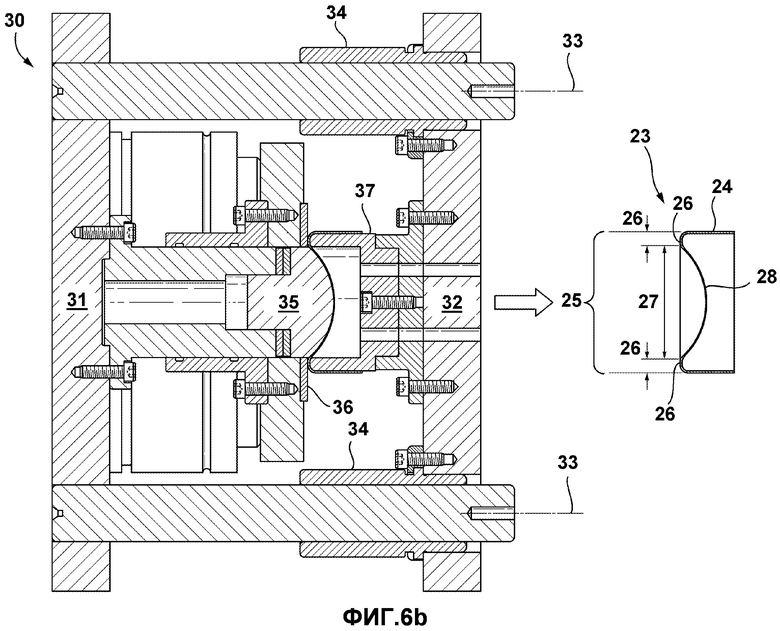
Фиг.6b - растягивающая установка с фиг.6а после завершения операции растяжения.
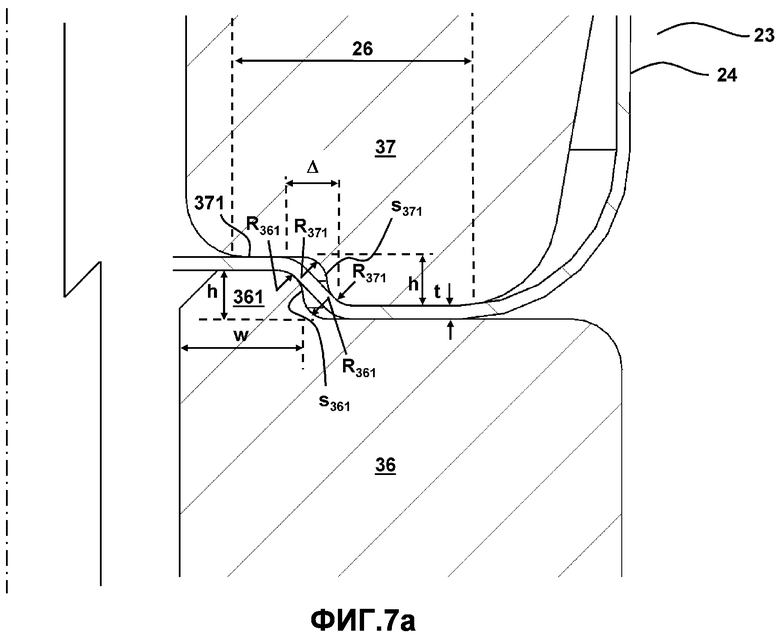
Фиг.7а - поперечное сечение первого варианта выполнения зажимного приспособления, используемого для зажатия чаши первого этапа в ходе операции растяжения.
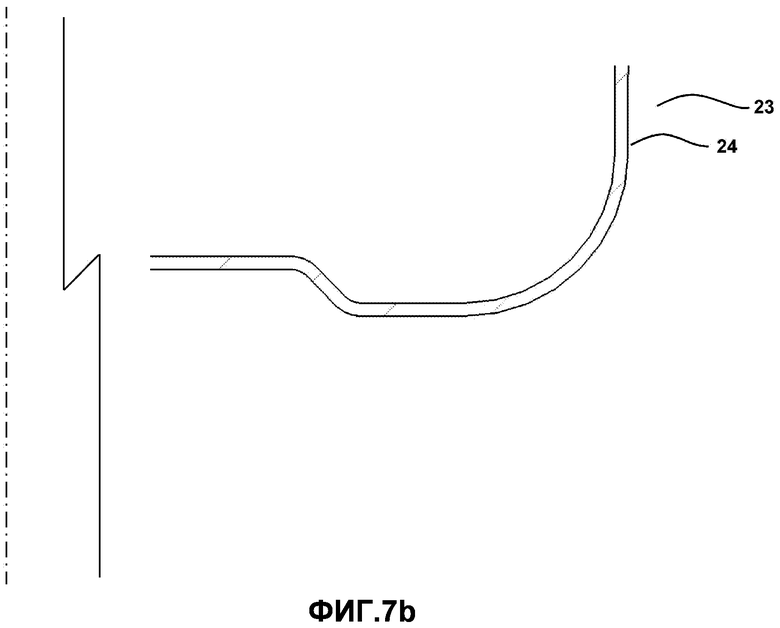
Фиг.7b - поперечное сечение по части основания чаши, полученной в результате использования зажимного приспособления, показанного на фиг.7а.
Фиг.8а - поперечное сечение второго варианта выполнения зажимного приспособления, используемого для зажатия чаши первого этапа в ходе операции растяжения.
Фиг.8b - поперечное сечение части основания чаши, полученной в результате использования зажимного приспособления согласно фиг.8а.
Фиг.9 - вариант выполнения, альтернативный фиг.6а и 6b, в котором чаша зажимается по боковой стенке для операции растяжения.
Фиг.10 - вариант выполнения растягивающего пуансона, альтернативный показанному на фиг.6а и 6b.
Фиг.11 - дополнительный вариант выполнения растягивающего пуансона, альтернативный показанному на фиг.6а, 6b и 10, в котором концевая поверхность растягивающего пуансона включает в себя множество различных рельефных элементов.
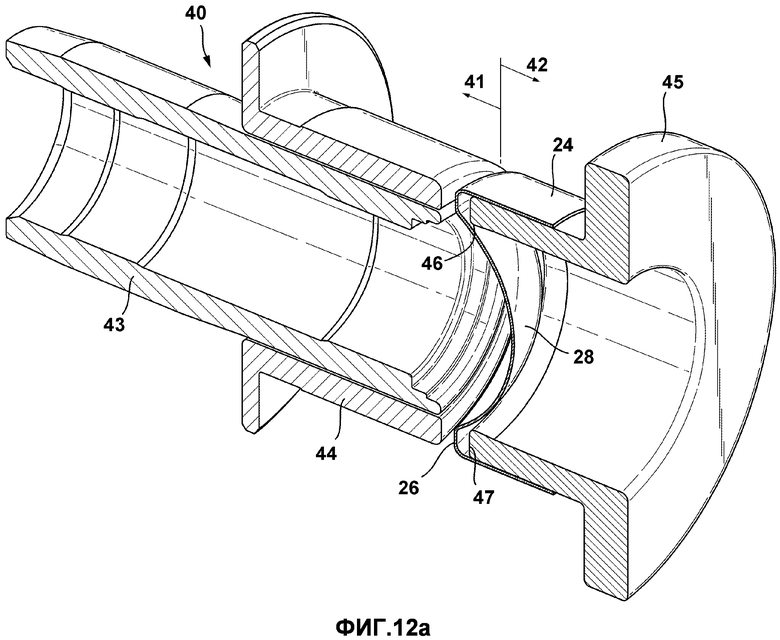
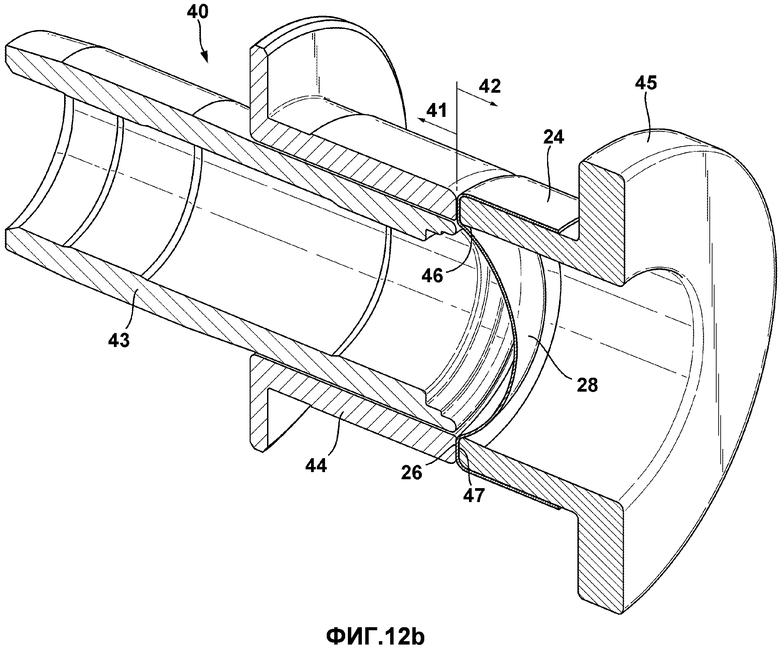
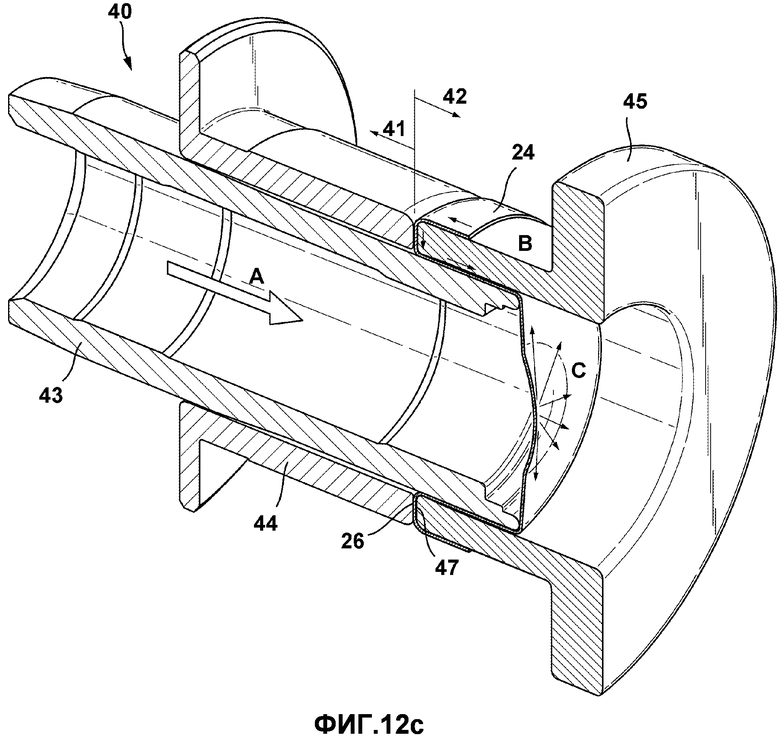
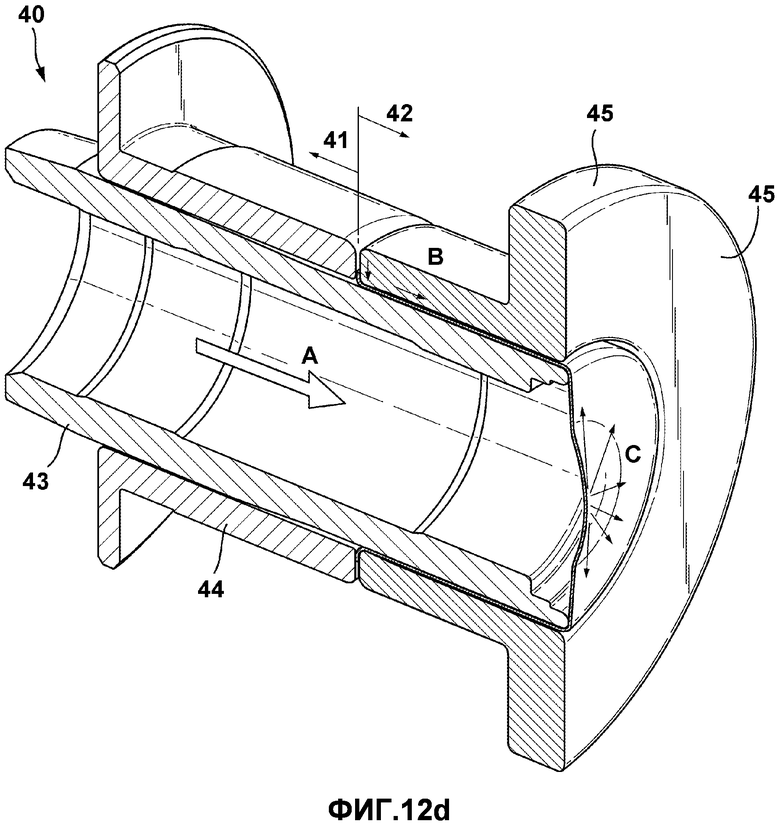
Фиг.12а-d - виды в перспективе узла устройства для формирования корпуса, используемого для повторной вытяжки растянутой чаши. На этих фигурах показана работа устройства для формирования корпуса от начала до конца операции вытяжки (следующей за растяжением).
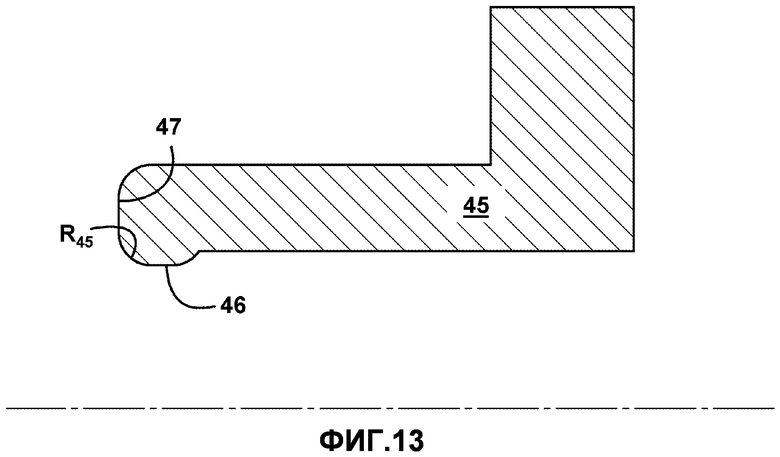
Фиг.13 - подробный вид матрицы для повторной вытяжки, используемой в узле устройства для формирования корпуса согласно фиг.12a-d.
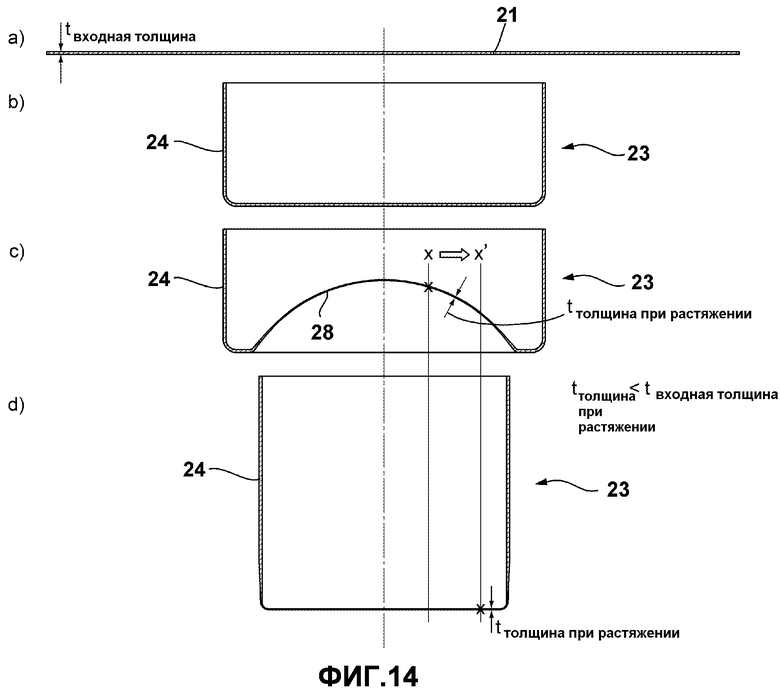
Фиг.14 - заготовка из листового металла на различных этапах в ходе осуществления способа в соответствии с изобретением, по мере ее преобразования из плоского листа в законченную чашу.
Фиг.15 - использование чаши в соответствии с изобретением в качестве контейнера, состоящего из двух частей.
Варианты осуществления изобретения
Операция первоначальной вытяжки
Вытяжной пресс 10 имеет прижимное кольцо 11 и вытяжную матрицу 12 (см. фиг.5а и 5b). Вытяжной пуансон 13 коаксиален вытяжной матрице 12, что обозначено общей осью 14. Периферический режущий элемент 15 окружает прижимное кольцо 11.
При использовании, плоский участок металлического листа 20 удерживается в положении между противоположными поверхностями прижимного кольца 11 и вытяжной матрицы 12. Луженая листовая сталь (4-ой степени отжига) с входным размером толщины (tin-going) у, составляющим 0,280 мм, была использована для металлического листа 20. Тем не менее, изобретение не ограничивается конкретными размерами или металлами. Участок металлического листа 20, как правило, вырезается из рулона металлического листа (не показано). После расположения участка металлического листа 20 периферический режущий элемент 15 перемещается вниз для отрезания круглой плоской заготовки 21 от металлического листа (см. фиг.5а). Лишний материал отмечен позицией 22 на фиг.5а.
После того, как заготовка 21 была вырезана из листа 20, вытяжной пуансон 13 перемещается по оси по направлению вниз через вытяжную матрицу 12 для постепенного растяжения плоской заготовки по формовочной поверхности 16 вытяжной матрицы 12 до профиля чаши 23, имеющей боковую стенку 24 и целое основание 25. Эта начальная операция вытяжки показана на фиг.5b и включает в себя отдельный вид подвергнутой вытяжке чаши 23 после удаления из пресса 10. В фиг.5а включен подробный вид радиуса R12 на соединении между концевой поверхностью вытяжной матрицы 12 и ее формующей поверхностью 16. Как и для традиционных операций вытяжки, радиус R12 и нагрузка, оказываемая прижимным кольцом 11 на периметр заготовки 21, выбираются так, чтобы обеспечить возможность скольжения заготовки радиально внутрь между противоположными поверхностями прижимного кольца 11 и вытяжной матрицы 12 и вдоль формующей поверхности 16, когда вытяжной штамп 13 постепенно перемещается для вытяжки заготовки и придания ей формы чаши 23. Это обеспечивает, что заготовка 21 преимущественно подвергается вытяжке, а не растягивается (утончается) (или еще хуже, раздирается в месте соединения между концевой поверхностью вытяжной матрицы и формовочной поверхностью 16 вытяжной матрицы). В зависимости от величины радиуса R12 и, в меньшей степени, от величины зажимающей нагрузки, оказываемой прижимным кольцом 11, толщина стенки чаши 23 может оставаться по существу неизменной по сравнению с входным размером заготовки 21, т.е. происходит несущественное растяжение или утончение. Однако в альтернативных вариантах осуществления изобретения допустимо, чтобы нагрузка, оказываемая прижимным кольцом 11, была достаточной для возникновения комбинации вытяжки и растяжения под действием вытяжного пуансона 13. Чаша 23, получающаяся в результате такой первоначальной операции вытяжки, также называется «чашей первого этапа».
Операция растяжения
После операции первоначальной вытяжки, показанной на фиг.5а и 5b, подвергнутая вытяжке чаша 23 перемещается к растягивающему агрегату 30, пример которого показан на фиг.6а и 6b. Растягивающий агрегат 30 имеет две плиты 31, 32, способные перемещаться друг относительно друга вдоль параллельных осей 33 под действием нагрузок, оказываемых с помощью цилиндров 34 (см. фиг.6а и 6b). Нагрузки могут оказываться при помощи любых традиционных приспособлений, например, пневматически, гидравлически или при помощи баллонов с азотом высокого давления.
На плите 31 закреплен растягивающий пуансон 35 и зажимной элемент в форме кольцевого зажимного кольца 36. Кольцевое зажимное кольцо 36 расположено радиально снаружи от растягивающего пуансона 35. Растягивающий пуансон 35 оборудован куполообразной концевой поверхностью (см. фиг.6а и 6b).
На плите 32 установлен держатель 37 чаши. Держатель 37 чаши является трубчатой вставкой, имеющей кольцевую концевую поверхность 38 и наружный диаметр, соответствующий внутреннему диаметру подвергнутой вытяжке чаши 23 (см. фиг.6а и 6b). При использовании подвергнутая вытяжке чаша 23 устанавливается в держатель 37 чаши так, чтобы кольцевая концевая поверхность 38 контактировала с соответствующей кольцевой областью 26 основания 25 чаши (см. фиг.6а и 6b). Нагрузки прикладываются при помощи цилиндров 34 для перемещения плит 31, 32 по направлению друг к другу вдоль осей 33 до тех пор, пока кольцевая область 26 не будет прочно зажата кольцевым образом между плоской поверхностью зажимного кольца 36 и кольцевой концевой поверхностью 38 держателя 37 чаши. Таким образом, как зажимное кольцо 36, так и держатель 37 чаши выполняют функцию зажимных элементов, при этом кольцевая область 26 зажата кольцевым образом между плоскими поверхностями зажимного кольца 36 и кольцевой концевой поверхностью 38 держателя 37 чаши. Зажатая кольцевая область 26 образует замкнутый участок 27 чаши. В варианте выполнения, показанном на фиг.6а и 6b, кольцевое зажатие, таким образом, разделяет основание 25 на два отдельных участка: зажатую кольцевую область 26 и замкнутый участок 27.
Растягивающий пуансон 35 затем перемещается по оси через зажимное кольцо 36 для постепенной деформации и растяжения (утончения) металла замкнутого участка 27 в куполообразный профиль 28 (см. фиг.6b).
В варианте выполнения, показанном на чертежах, замкнутый участок 27 куполом 28 вдавливается внутрь в чашу (см. фиг.6b). Такое вдавливание куполом внутрь помогает снизить объем упаковки, занимаемой чашей и, таким образом, облегчает последующие манипуляции с чашей. Однако в альтернативном варианте выполнения замкнутый участок 27 может, вместо этого, выгибаться куполом наружу чаши.
В идеале, зажимные нагрузки, оказываемые в ходе этой операции растяжения, являются достаточными для обеспечения того, что из зажатой кольцевой области 26 (или извне зажатого участка, например, с боковой стенки 24) небольшая часть или практически никакого материала перетечет в замкнутый участок 27 в ходе растяжения. Это помогает максимизировать количество растяжения и утончения, возникающего в куполообразном участке 28. Однако, как указано выше в общем описании изобретения, оказалось, что растяжение и утончение замкнутого участка 27, тем не менее, может возникать при допущении ограниченного количества потока материала из зажатой кольцевой области 26 (или извне зажатого участка) в замкнутый участок.
Подводя итог, данная операция растяжения и получающееся в результате нее утончение основания 25 является критичной для достижения изготовления чаши или корпуса контейнера, имеющего толщину основания, меньшую, чем входной размер металлического листа.
Фиг.7а и 8а изображают подробные виды двух вариантов выполнения зажимного кольца 36 и держателя 37 чаши, используемых для зажатия чаши первого этапа в ходе операции растяжения.
Фиг.7а изображает поверхность зажимного кольца 36, снабженную кольцевой ступенькой 361, имеющей ширину w, которая доходит до радиально внутренней кромки зажимного кольца. Соответствующий кольцевой вырез 371 предусмотрен в поверхности держателя 37 чаши. В показанном варианте выполнения ступенька 361 и вырез 371 имеют высоту h, равную 1 мм, и радиус R361,371, равный 0,5 мм. Простирающиеся по оси стороны S361,371 ступеньки 361 и выреза 371 радиально удалены друг от друга на расстояние, большее, чем толщина t металлического листа, для зажатия которого они предназначены (см. расстояние Δ на фиг.7а). Это помогает избежать защемления или чеканки металлического листа в ходе зажатия и, таким образом, помогает минимизировать формирование ослабленного участка, подверженного разрыву в ходе последующей операции вытяжки (или любой последующей операции вытяжки с утончением).
Фиг.7b изображает частичный вид основания соответствующей чаши, полученной в результате использования зажимного приспособления, показанного на фиг.7а.
Фиг.8а изображает поверхность зажимного кольца 36, снабженную кольцевым утолщением 361, расположенным вдали от радиально внутренней и наружной граней зажимного кольца. Соответствующее кольцевое углубление 371 выполнено в поверхности держателя 37 чаши. В этом альтернативном варианте выполнения утолщение 361 способно полностью окружаться углублением 371 и помещаться в него - в отличие от варианта выполнения согласно фиг.7а. Иными словами, при использовании утолщение 361 согласно фиг.8а вынуждает металл зажатой кольцевой области 26 полностью заполнять углубление 371. В этом варианте выполнения утолщение 361 имеет высоту h около 0,5 мм, при этом радиус R361,371 составляет около 0,3 мм и 0,75 мм соответственно. Как можно видеть на фиг.8а, совместно с фиг.7а, утолщение 361 и углубление 371 имеют такой профиль, чтобы избежать защемления или чеканки металлического листа в ходе зажатия.
Фиг.8b изображает частичный вид основания соответствующей чаши, полученной в результате использования зажимного приспособления, показанного на фиг.8а.
Для обоих вариантов выполнения приспособлений был использован металлический лист с входным размером 0,277 мм и 0,310 мм. Однако это утверждение не призвано ограничить сущность или применимость способа или установки в соответствии с изобретением.
В таблице 1 ниже для обоих вариантов выполнения зажимного приспособления (фиг.7а и 8а), показаны осевые зажимные усилия, требуемые в ходе операции растяжения для достижения данного количества растяжения подвергнутой вытяжке чаши 23. Здесь ясно показано, что использование утолщений 361, способных полностью помещаться в углубление 371 (как в варианте выполнения согласно фиг.8а) существенно снижает требуемые зажимные усилия, почти на 50% по сравнению с усилиями, требуемыми при зажимном приспособлении согласно фиг.7а. Причиной такой разницы в требуемых осевых зажимных усилиях является то, что когда утолщение 361 способно простираться полностью внутри соответствующего углубления 371, обеспечивается лучшее распределение потока металла в ходе операции растяжения и, таким образом, обеспечивается лучшее зажимное действие. Нарушение металлического потока больше для варианта выполнения согласно фиг.8а, поскольку металлический поток прерывается при помощи обеих простирающихся по оси сторон S361 утолщений 361, при этом для варианта выполнения согласно фиг.7а поток металла прерывается лишь одной простирающей по оси стороной S361 его утолщения.
В альтернативном варианте выполнения, показанном на фиг.9, боковая стенка 24, а не основание 25, зажимается в ходе операции растяжения. Фиг.9 показывает кольцевую область 26 боковой стенки вблизи основания, зажатую между держателем 370 чаши и зажимным элементом 360. Держатель 370 чаши или/и зажимной элемент могут быть сегментированы для облегчения зажатия боковой стенки и для вмещения чаш разных размеров. Кольцевое зажатие боковой стенки 24 определяет замкнутый участок 27 внутри от зажатой кольцевой области 26 (см. фиг.9). Растягивающий пуансон 35 также обозначен на фиг.9. Следует отметить, что прочие элементы растягивающего агрегата исключены из фиг.9 для облегчения восприятия.
В дополнительном альтернативном варианте выполнения единый растягивающий пуансон 35 заменен сборкой 350 пуансонов (как показано на фиг.10). Сборка 350 пуансонов имеет:
i) первую группу 351 из кольцевого элемента 351а пуансона, окружающего центральный элемент 351b сердцевины пуансона; и
ii) вторую группу 352 из кольцевого элемента 352а пуансона.
Для облегчения понимания фиг.10 изображает лишь сборку 350 пуансонов и подвергнутую вытяжке чашу 23. Несмотря на то что на фиг.10 это не показано, при использовании, кольцевая область 26 основания 25 чаши будет зажата в ходе операции растяжения так же, как и в варианте выполнения, показанном на фиг.6а и 6b.
При использовании, первая и вторая группы элементов 351, 352 пуансонов обращены к противоположным поверхностям замкнутого участка 27. Операция растяжения осуществляется путем перемещения как первой, так и второй групп элементов 351, 352 пуансонов по направлению друг к другу для деформации и растяжения (утончения) замкнутого участка 27. Замкнутый участок 27 деформируется в волнообразный профиль 280 (см. фиг.10).
В дополнительном варианте выполнения единый растягивающий пуансон 35 имеет ряд рельефных участков в форме углублений/вырезов 353, выполненных в его концевой поверхности (см. фиг.11). В варианте выполнения, показанном на фиг.11, имеется центральное углубление/вырез, окруженное единым кольцевым углублением/вырезом. Однако могут быть использованы альтернативные конфигурации углубления/выреза.
Операция повторной вытяжки, выполняемая над растянутой чашей
Для варианта осуществления изобретения, показанного на фиг.6а и 6b, растянутая чаша с ее утонченным и куполообразным участком 28 в основании транспортируется к узлу 40 устройства для формирования корпуса (см. фиг.12a-12d). Узел 40 устройства для формирования корпуса содержит две половины 41, 42 (обозначенные стрелками на фиг.12a-12d).
Первая половина 41 узла 40 устройства для формирования корпуса имеет трубчатый пуансон 43 для повторной вытяжки на той же оси, что и окружное зажимное кольцо 44. Как можно видеть на фиг.12a-12d, зажимное кольцо 44 по периметру окружает пуансон 42 для повторной вытяжки подобно муфте. Как станет понятно из следующего описания и при обращении к фиг.12a-12d, пуансон 43 для повторной вытяжки может перемещаться сквозь окружное зажимное кольцо 44 независимо от него.
Вторая половина 42 узла 40 устройства для формирования корпуса имеет матрицу 45 для повторной вытяжки. Матрица 45 для повторной вытяжки имеет трубчатый участок, имеющий наружный диаметр, соответствующий внутреннему диаметру растянутой чаши 23 (см. фиг.12а). Матрица 45 для повторной вытяжки имеет формовочную поверхность 46 на своей внутренней осевой поверхности, которая оканчивается кольцевой концевой поверхностью 47 (см. фиг.12a-12d). Кольцевая концевая поверхность 47 матрицы 45 для повторной вытяжки соответствует по ширине кольцевой области 26 основания растянутой чаши.
При использовании растянутая чаша 23 сперва устанавливается в матрицу 45 для повторной вытяжки (как показано на фиг.12а). Затем, как показано на фиг.12b, две половины 41, 42 узла 40 устройства для формирования корпуса перемещаются по оси друг относительно друга так, чтобы кольцевая область 26 основания растянутой чаши зажималась между кольцевой концевой поверхностью 47 матрицы 45 для повторной вытяжки и поверхностью окружного зажимного кольца 44.
После зажатия пуансон 43 для повторной вытяжки перемещается по оси через зажимное кольцо 44 и матрицу 45 для повторной вытяжки (см. стрелку А на фиг.12c-12d) для постепенной повторной вытяжки материала вытянутой чаши вдоль формующей поверхности 46 матрицы для повторной вытяжки. Использование пуансона 43 для повторной вытяжки и матрицы 45 имеет два действия:
i) вынуждение материала с боковых стенок 24 перетекать радиально внутрь и затем по оси вдоль формующей поверхности 46 матрицы 45 для повторной вытяжки (как показано стрелками В на фиг.12c-12d). Таким образом, диаметр чаши уменьшается (как показано путем сравнения фиг.12a-12d); и
ii) вынуждение растянутого и утонченного материала в куполообразном участке 28 основания постепенно вытягиваться и перемещаться от основания в боковую стенку уменьшенного диаметра (как показано стрелками С на фиг.12c-12d). Под действием этого куполообразный участок 28 основания сплющивается (см., в особенности фиг.12d).
Фиг.12d изображает конечное состояние чаши 23, подвергнутой повторной вытяжке, когда пуансон 43 для повторной вытяжки достиг конца своего хода. Можно ясно видеть, что бывший куполообразный участок 28 основания, был вытянут в по существу плоскую форму, для обеспечения чаши или корпуса 23 контейнера, где толщина основания 25 тоньше, чем у исходной заготовки 21. Как сказано ранее, эта уменьшенная толщина в основании 25 - и последующее снижение веса - обеспечивается растягивающей операцией, осуществленной перед этим.
Как показано на подробном виде матрицы 45 для повторной вытяжки согласно фиг.13, соединение между формующей поверхностью 46 и кольцевой концевой поверхностью 47 матрицы 45 для повторной вытяжки выполнено радиусом R45 в диапазоне от 1 до 3,2 мм. Обеспечение радиуса R45 устраняет прямой угол, который был бы выполнен на стыке между формующей поверхностью 46 и кольцевой концевой поверхностью 47, и, таким образом, снижает риск разрыва металла растянутой чаши 23 при ее повторной вытяжке в месте этого соединения.
За этапом повторной вытяжки, показанным на фиг.12a-12d, может также следовать одна или несколько дополнительных операций повторной вытяжки для дополнительного уменьшения диаметра чаши 23.
Следует отметить, что несмотря на то, что на фиг.12a-12d показано применение трубчатого пуансона 43 для повторной вытяжки, имеющего кольцевую концевую поверхность, пуансон может альтернативно иметь замкнутую концевую поверхность. Замкнутая концевая поверхность может иметь такой профиль, чтобы прессовать соответствующий профиль в основании чаши.
Операция вытяжки, описанная выше и показанная на фиг.12a-12d, известна как операция обратной повторной вытяжки. Причиной этого является то, что пуансон 43 для повторной вытяжки направлен так, чтобы выворачивать профиль растянутой чаши. На практике пуансон для повторной вытяжки изменяет направление материала и выворачивает растянутую чашу наизнанку. Это можно увидеть путем сравнения профилей чаши согласно фиг.12a-12d. Обратная повторная вытяжка в этой связи обладает следующими преимуществами:
i) предотвращение неуправляемого искривления конусообразного участка 28 основания растянутой чаши (особенно при использовании пуансона для повторной вытяжки, имеющего закрытую концевую поверхность); и
ii) максимизация перемещения материала от куполообразного участка 28 к боковым стенкам 24.
Следует отметить, что несмотря на то, что вариант выполнения, показанный на фиг.12a-12d, иллюстрирует обратную повторную вытяжку, традиционная повторная вытяжка также может быть применена; т.е. когда пуансон для повторной вытяжки действует в противоположном направлении для изменения в обратном направлении повторной вытяжки, и не выворачивает чашу наизнанку.
На фиг.14 показаны изменения, которые металлическая заготовка 21 претерпела от:
a) состояния до осуществления каких-либо формовочных операций, до
b) придания формы чаши первого этапа на вытяжном прессе 10, до
c) операции растяжения и утончения, осуществляемой растягивающим агрегатом 30, до
d) повторной вытяжки чаши при помощи узла 40 устройства для формирования корпуса.
Место на растянутом и утонченном куполообразном участке 28 растянутой чаши обозначено как Х на фиг.14. На данной фигуре изображено действие операции повторной вытяжки, заключающееся в радиальном оттягивании материала в точке Х (вид с) к точке X' (вид d). На фигуре показано, что основание чаши в этом месте после растяжения (tstretch) (и после операции повторной вытяжки) имеет уменьшенную толщину относительно входного размера заготовки 21 (tin-going). Т.е. tstretch<tin-going. Как сказано выше, такое утончение основания обеспечивается операцией растяжения.
Для максимизации высоты боковой стенки 24 чаши с утонченным основанием чаша, прошедшая повторную вытяжку, может также быть подвергнута вытяжке боковых стенок при помощи прохода через последовательность вытяжных матриц (не показано) при операции вытяжки. Данная операция вытяжки обладает действием увеличения высоты и уменьшения толщины боковой стенки, и, таким образом, максимизации замкнутого объема чаши.
Фиг.15 изображает контейнер 100, в котором полученная в результате чаша 23 была подвержена такой операции вытяжки для формирования корпуса 110 контейнера. Корпус 110 контейнера отогнут наружу 111 на его отверстии для доступа. Конец 120 жестяной банки оборудован соединяющей панелью 121, при этом соединяющая панель позволяет концу жестяной банки крепиться к корпусу контейнера при помощи соединения с отогнутым участком 111.



Изобретение относится к изготовлению металлических чаш. Осуществляют операцию растяжения, включающую захват чаши, имеющей боковую стенку и выполненное с ней за одно целое основание, при этом чаша сформирована из металлического листа. Затем зажимают кольцевую область одного или обоих из боковой стенки и основания для образования замкнутого участка, включающего в себя все или часть основания, и деформируют по меньшей мере участок той части основания, которая лежит в пределах замкнутого участка, для увеличения площади поверхности и уменьшения толщины основания. Кольцевое зажатие предназначено для ограничения или предотвращения потока металла из зажатой области в замкнутый участок в ходе этой операции растяжения. Далее осуществляют операцию вытяжки, включающую вытяжку чаши для вытягивания и перемещения материала наружу от растянутого и утонченного основания. Операция вытяжки предназначена для натяжения и перемещения материала растянутого и утонченного основания в боковую стенку, обеспечивая достижение посредством этого экономичного облегчения чаши. В результате обеспечивается уменьшение толщины основания чаши относительно входного размера материала. 2 н. и 13 з.п. ф-лы, 20 ил., 1 табл.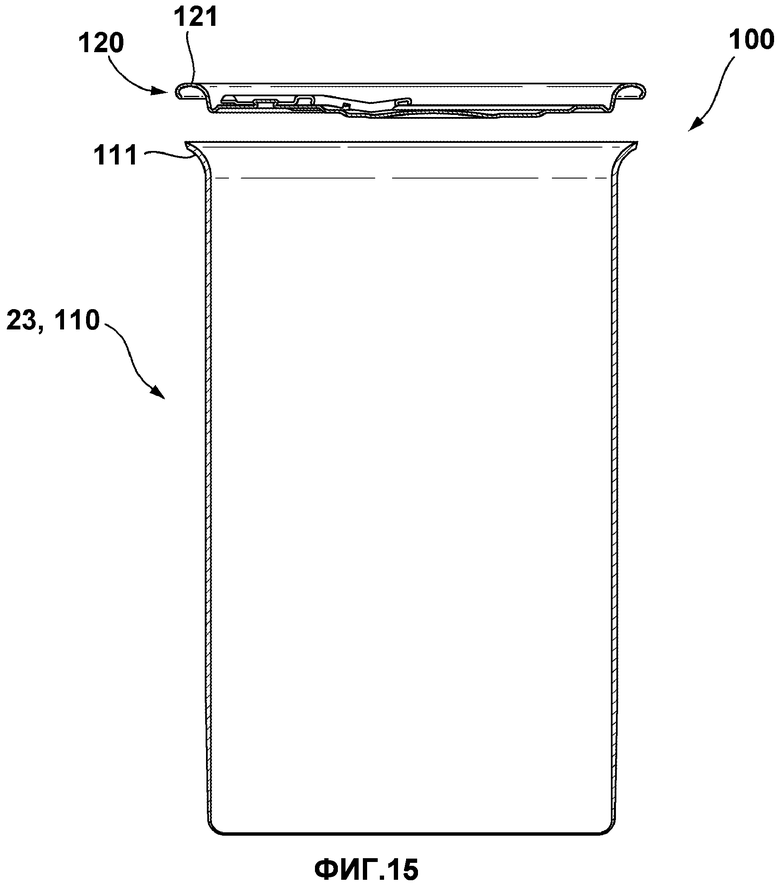
1. Способ изготовления металлической чаши, предназначенной для получения состоящего из двух частей контейнера для пищевых продуктов, включающий:
i. операцию (30) растяжения, включающую захват чаши (23), имеющей боковую стенку (24) и выполненное с ней заодно целое основание (25), при этом чаша сформирована из металлического листа (20, 21), зажатие (36, 37) кольцевой области (26) одного или обоих из боковой стенки и основания для образования замкнутого участка (27), включающего в себя все или часть основания, и деформацию и растяжение (35) по меньшей мере участка той части основания, которая лежит в пределах замкнутого участка, для увеличения площади поверхности и уменьшения толщины основания, при этом кольцевое зажатие предназначено для ограничения или предотвращения потока металла из зажатой области в замкнутый участок в ходе этой операции растяжения; и
ii. операцию (40) вытяжки, включающую вытяжку (43, 44, 45) чаши для вытягивания и перемещения материала (В, С) наружу от растянутого и утонченного основания, при этом операция (40) вытяжки предназначена для натяжения и перемещения материала растянутого и утонченного основания в боковую стенку (24), обеспечивая достижение посредством этого экономичного облегчения чаши.
2. Способ по п.1, при котором кольцевое зажатие (36, 37) операции (30) растяжения включает зажатие кольцевой области (26) основания (25), при этом замкнутый участок (27), являющийся частью основания, расположен радиально внутри относительно зажатой области.
3. Способ по п.1 или 2, при котором кольцевое зажатие (36, 37) операции (30) растяжения включает использование одного или нескольких зажимных элементов, имеющих зажимную поверхность, выполненную с текстурованной поверхностью.
4. Способ по п.1 или 2, при котором кольцевое зажатие операции растяжения осуществляют при помощи зажатия противоположных поверхностей одного или обоих из боковой стенки и основания чаши между соответствующими противоположными первым и вторым зажимными элементами (36, 37), при этом каждый из первого и второго зажимных элементов имеет зажимную поверхность, выполненную с геометрическими неровностями (361, 371), чтобы способствовать прерыванию потока металла чаши (23) между первым и вторым зажимными элементами при осуществлении операции растяжения.
5. Способ по п.4, при котором геометрические неровности содержат любое из следующих:
i. зажимную поверхность первого зажимного элемента (36), выполненную с одним или несколькими утолщениями, ребрами или уступами (361), которые, при использовании, вынуждают металл зажатой кольцевой области (26) заходить внутрь соответствующего одного или нескольких рельефных элементов (371), выполненных в зажимной поверхности второго зажимного элемента (37), или
ii. зажимную поверхность второго зажимного элемента, выполненную с одним или несколькими утолщениями, ребрами или уступами, которые, при использовании, вынуждают металл зажатой кольцевой области заходить внутрь соответствующего одного или нескольких рельефных элементов, выполненных на зажимной поверхности первого зажимного элемента, или
iii. комбинацию (i) и (ii).
6. Способ по п.5, при котором первый и второй зажимные элементы (36, 37) выполнены таким образом, чтобы, при использовании, одно или несколько утолщений, ребер или уступов (361), выполненных в зажимной поверхности первого или второго зажимных элементов, вынуждали металл зажатой кольцевой области (26) полностью окружаться и помещаться внутрь соответствующего одного или нескольких рельефных элементов (371), выполненных в соответствующей зажимной поверхности второго или первого зажимного элемента.
7. Способ по п.1, при котором операция (30) растяжения включает обеспечение растягивающего пуансона (35) и перемещение одного или обоих из растягивающего пуансона и чаши (23) по направлению друг к другу так, чтобы растягивающий пуансон деформировал и растягивал по меньшей мере участок той части основания, которая лежит внутри замкнутого участка (27).
8. Способ по п.7, при котором растягивающий пуансон (35) содержит концевую поверхность, выполненную с одним или несколькими рельефными участками (353).
9. Способ по п.1, при котором операция растяжения включает обеспечение сборки (350) пуансонов, содержащей первую группу из одного или нескольких пуансонов (351) напротив одной поверхности замкнутого участка (27) и вторую группу из одного или нескольких пуансонов (352) напротив противоположной поверхности замкнутого участка, а также включает перемещение одной или обеих из первой и второй групп по направлению друг к другу для деформации и растяжения по меньшей мере участка той части основания, которая лежит в пределах замкнутого участка.
10. Установка для изготовления металлической чаши, предназначенной для получения состоящего из двух частей контейнера для пищевых продуктов, содержащая:
зажимные приспособления (36, 37) для зажатия чаши (23), выполненной из металлического листа (20, 21), при этом чаша имеет боковую стенку (24) и выполненное с ней заодно целое основание (25), а зажимные приспособления предназначены для зажатия кольцевой области (26) одного или обоих из боковой стенки и основания, для образования замкнутого участка (27), включающего в себя все основание или его часть,
растягивающий инструмент (30, 35), предназначенный для деформации и растяжения, при операции растяжения, по меньшей мере участка той части основания, которая лежит в пределах замкнутого участка, для увеличения площади поверхности и снижения толщины основания, причем зажимные приспособления дополнительно приспособлены ограничивать или предотвращать поток металла от зажатой области в замкнутый участок в ходе этой операции растяжения, и
приспособления для вытяжки чаши (40, 43, 44, 45), предназначенные для натяжения и перемещения наружу материала растянутого и утонченного основания, и обеспечивающие достижение посредством этого экономичного облегчения чаши.
11. Установка по п.10, в которой зажимные приспособления содержат первый зажимной элемент (36) и второй зажимной элемент (37), при этом первый и второй зажимные элементы предназначены для зажатия противоположных поверхностей одного или обоих из боковой стенки и основания чаши, и каждый из первого и второго зажимных элементов имеют зажимную поверхность, выполненную с геометрическими неровностями (361, 371) для обеспечения прерывания потока металла чаши (23) между первым и вторым зажимными элементами при осуществлении операции растяжения.
12. Установка по п.10, в которой растягивающий инструмент (30, 35) содержит растягивающий пуансон (35), при этом устройство предназначено для перемещения одного или обоих из растягивающего пуансона и чаши (23) по направлению друг к другу, при использовании, так, чтобы растягивающий пуансон деформировал и растягивал по меньшей мере участок той части основания, которая лежит внутри замкнутого участка (27).
13. Установка по п.12, в которой растягивающий пуансон (35) имеет концевую поверхность, выполненную с неплоским профилем, и установка предназначена для перемещения одного или обоих из растягивающего пуансона и чаши (23) по направлению друг к другу так, чтобы, при использовании, растягивающий пуансон деформировал и растягивал по меньшей мере участок той части основания, которая лежит в пределах замкнутого участка (27), в соответствующий неплоский профиль.
14. Установка по п.12 или 13, в которой растягивающий пуансон (35) содержит концевую поверхность, имеющую один или несколько рельефных элементов (353).
15. Установка по п.10, в которой растягивающий пуансон содержит сборку (350) пуансонов, которая содержит первую группу из одного или нескольких пуансонов (351) напротив одной поверхности замкнутого участка (27) и вторую группу из одного или нескольких пуансонов (352) напротив противоположной поверхности замкнутого участка, при этом первая и вторая группы способны перемещаться по направлению друг к другу так, чтобы, при использовании, деформировать и растягивать по меньшей мере участок той части основания, которая лежит в пределах замкнутого участка.
| US 2002074867 A1, 20.06.2002 | |||
| УСТРОЙСТВО ДЛЯ ПРИМЕНЕНИЯ РАДИОАКТИВНЫХ ПРЕПАРАТОВ НА РАССТОЯНИИ ДЛЯ ЛЕЧЕБНЫХ ЦЕЛЕЙ | 1923 |
|
SU3806A1 |
| УПАКОВОЧНЫЙ ЛИСТОВОЙ МАТЕРИАЛ И ИЗГОТОВЛЕННАЯ ИЗ НЕГО УПАКОВКА | 2002 |
|
RU2283808C2 |
| WO 2008012015 A1, 31.01.2008 | |||

