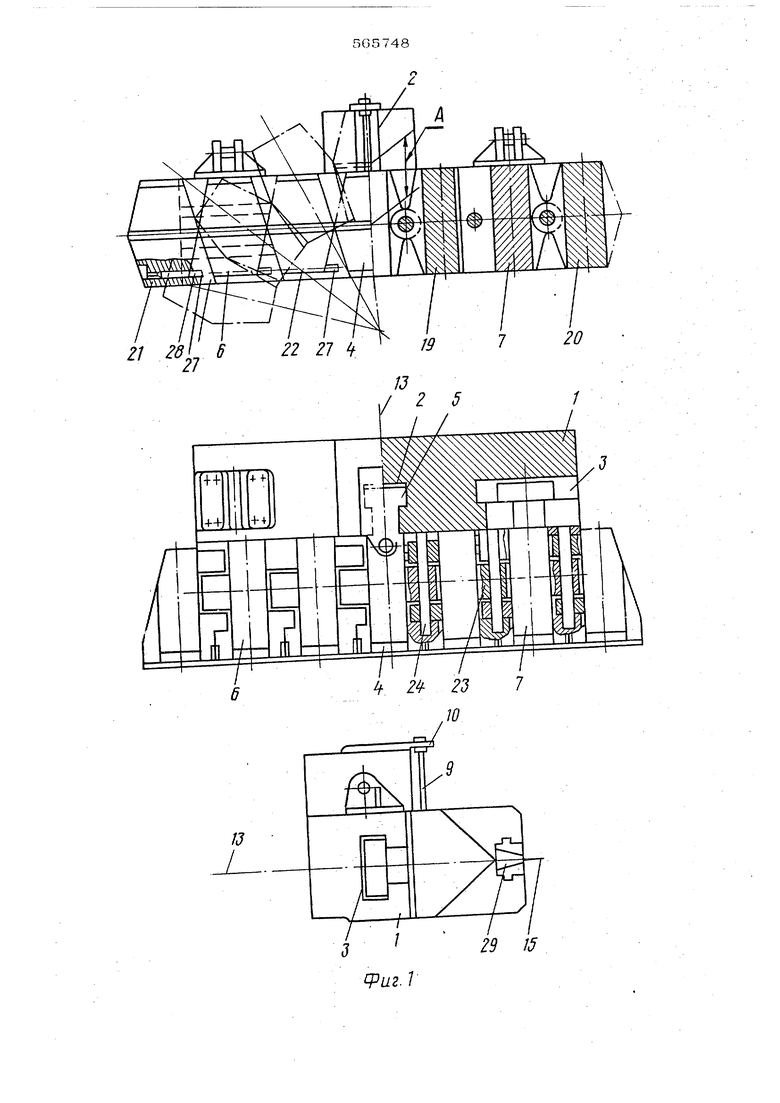
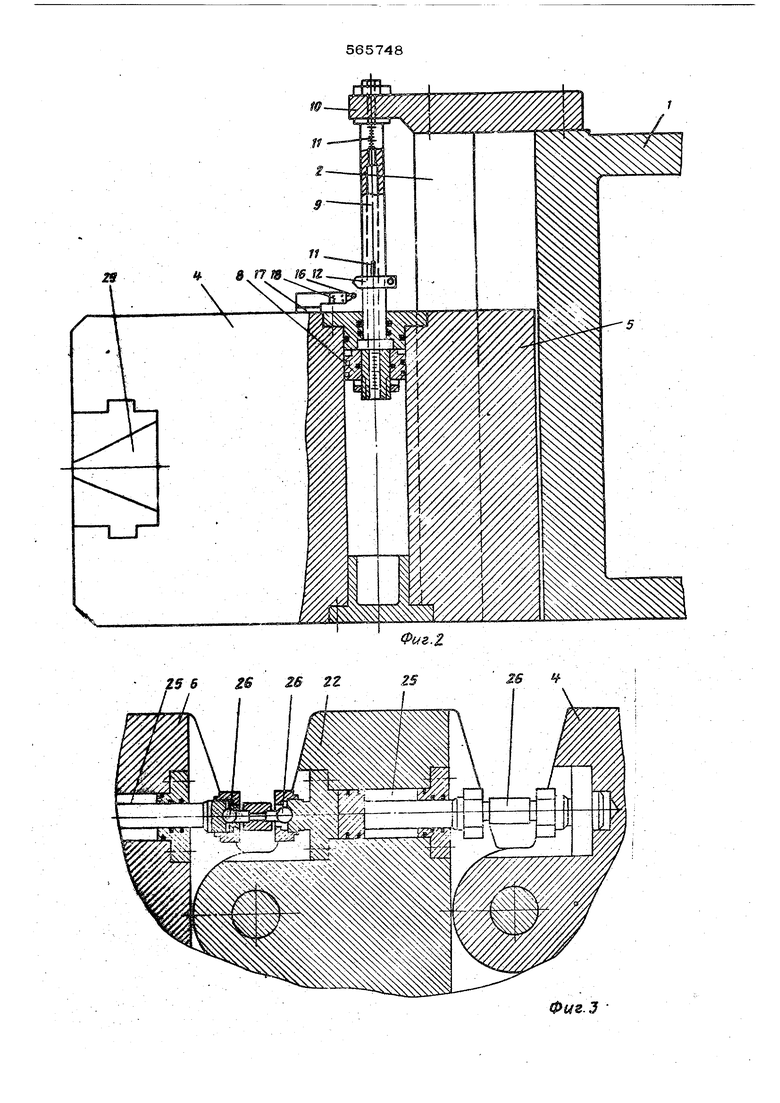
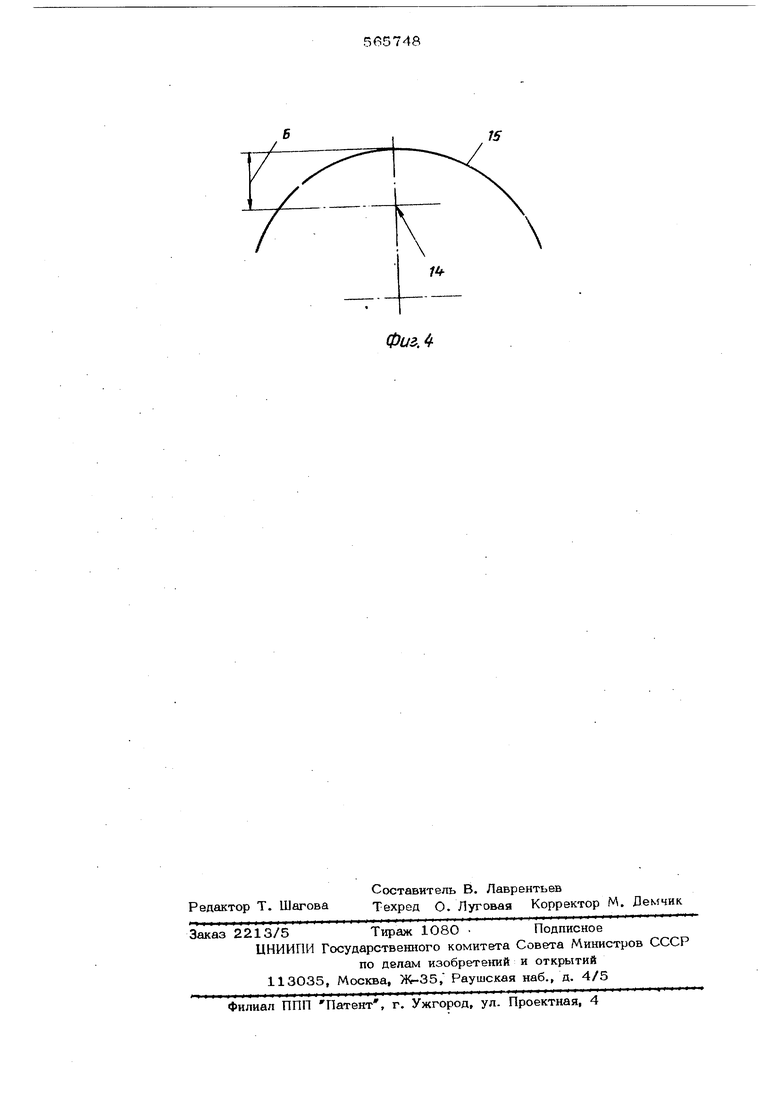
На фиг. 1 изображено предлагаемое уст ройство для зажима листовых заготовок на обтяжных прессах в трех проекциях; на фиг. 2 показан разрез по среднему зажиму; на фиг. 3 - разрез цилиндра перемещения боковых зажимов; на фиг. 4 - заготовка после изгиба. Плита 1 Т-образной облегченной формы имеет поперечный паз 2 и продольный паз 3, расположенные по ее осям. По пазу 2 перемещается средний зажим 4 с хвостиком 5, а по пазу 3 перемещаются два зажима 6 и 7 тоже с хвостиками, , подобными зажиму 4. Средний зажим 4 перемещает ся по па;зу 2 от встроенногчэ в его корпус гидрошшиндра 8, шток 9 которого соединен с проущиной 10, жестко закрепленной на плите 1. По щкале 11 устанавливается регулирует мый упор 12, определяющий ось зева среднего зажима 4 на расстоянии А от оси 13 гсилиндра растяжения, равном расстоягнию Б от центра твяжести 14 кривой изгибавмой заготовки 15 до ее верщины , (см. фиг. 4) .Конечный выключатель 16. закре лешый на крошитейне 17 винтами 18, управляет электромагнитом золотника управления гидроципиндром 18. Все зажимы 4, 6, 7, 19, 20, 21, 22 скреплены между собой силовыми шарнир ными соединениями 23 с осями 24. Для установки боковых зажимов по заданной крздБОй в их корпусах встроены гидроцилиндры 25, штоки которых, шаршфами 26 соединены с соседними зажимами, а упоры 27, регунируемые по шкалам 28, фиксируют нооюжевие этих зажимов. На фиг. 1 условным пунктиром показано нойожение зажимов после изгиба заготовки. Управление движениам зажимов (среднехр и боковых) осуществляется с пульта нажатием соответствующих , кнопок. Работа на зажимном устройстве произ- водится в следующей последовательности. Упор 12 устанавливйют по шкале 11, а упоры 27 по шкалам 28 на изгиб кривой. Зажимы 4, 6, 7, 19, 2О, 21, 22 устанавливаются по прямой линии в исходное положение с помощью гидроцилиндров 8 и 25 с пульта управления. В зажимы вставляется листовая заготовка и схватывается губками 29. С пульта нажатием кнопки подается команда на изгиб заготовки при этом гидроцилиндр 8 перемешает средний, зажим 4 вверх до упора 12, а цилиндры 25 поворачивают боковые зажимы 6, 7, 19, 20, 21 и 22 вокруг осей 24 до упоРОВ 27. Изогнутая .заготовка растягивает ся по формоблоку с помощью цилиндров раотяжения. После проверки точности прилегания обтянутой заготовки по формоблоку деталь освобождается от захвата зажимов и снимается с пресса, а зажимы устанавливаются в исходное положение для повторения процесса. Формула изобретения Устройство для зажима листовых заготовок на обтяжных прессах, содержащее кпиту с направляющими пазами, закрепленну ; на штоке цилиндра растяжения пресса, установленные на ней средний и подвижные боковые зажимы, шарнирно соединенные между собой, и привод перемещения боковых зажимов, отличающееся тем, что, с целью повышения надежности и долговв ности устройства путем обеспечения направления усилия растяжения заготовок различной кривизны до оси цилиндра растяжения средний зажим выполнен подвижным с регулируемой величиной перемещения, при этом в плите выполнен вертикальный паз под средьшй зажим и два горизонтальных паза под-боковые зажимы. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 115523, кл, В 21Б 11/04, 1967. 29
иг. Г Ю
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| Станок для формообразования листовых деталей двойной кривизны | 1976 |
|
SU727271A1 |
| Зажим листового материала | 1975 |
|
SU575154A1 |
| Растяжно - обтяжной пресс | 1989 |
|
SU1738426A1 |
| Устройство для управления процессом формообразования | 1974 |
|
SU562346A1 |
| Обтяжная машина | 1980 |
|
SU944710A1 |
| Секционный обтяжной пресс | 1975 |
|
SU554908A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 1995 |
|
RU2087240C1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| Обтяжной пресс | 1975 |
|
SU841999A1 |
ФигЛ
