Изобретение относится к способам установки заготовок лап буровых долот при их механической обработке на металлорежущих станках. Может быть использовано в машиностроении при изготовлении буровых долот.
Известны аналогичные способы установки лап буровых долот в установочных приспособлениях металлорежущих станков (Альбом по проектированию приспособлений: Учебное пособие для студентов машиностроительных специальностей вузов (Б.М.Базров, А.И.Сорокин, В.А.Губарь и др. - М.: Машиностроение: 1991 - 121. (ил. с.117-118, рис.185, 186; патент США №4872379 от 10 октября 1989 г., МПК B23B 33/00)). В первом аналогичном техническом решении при установке заготовки лапы бурового долота используют поверхности двугранного угла для базирования в призме. Во втором аналогичном техническом решении, кроме того, используют при базировании технологическое отверстие цилиндрической формы, глухое, сопрягаемое с цилиндрическим пальцем устройства. Аналогичные способы установки заготовки лапы бурового долота имеют недостаток. Они не обеспечивают высокой точности базирования заготовки лапы вдоль плоскости симметрии двугранного угла.
В качестве прототипа наиболее близким по своей технической сущности может быть принято техническое решение - патент США №4872379 от 10 октября 1989 г., МПК В23В 33/00. В способе-прототипе заготовку при установке лишают пяти степеней свободы базированием двугранного угла на призму и, кроме того, используют технологическое отверстие, сопрягаемое с гладким пальцем устройства для лишения заготовки шестой степени свободы - возможности перемещения вдоль плоскости симметрии двугранного угла. Способ-прототип имеет недостаток, заключающийся в том, что он не обеспечивает достаточно высокой точности.
Заявляемый способ установки лишен указанного недостатка.
Сущность изобретения состоит в том, что в способе установки заготовки лапы бурового долота, включающем базирование заготовки плоскостями двугранного угла в наклонную призму с лишением ее при этом пяти степеней свободы и на базирующий элемент, лишающий заготовку шестой степени свободы - возможности перемещения вдоль плоскости двугранного угла; закреплении силой, направленной по нормали к спинке лапы; в одной из плоскостей двугранного угла выполняют перпендикулярно ей технологическое отверстие, глухое, цилиндрической формы с плоским дном, ось которого при базировании совмещают с осью базирующего элемента, выполненного в виде ромбического цангового пальца, снабженного подпружиненным относительно его в осевом направлении спиральной пружиной и в радиальном направлении пластинчатыми пружинами разжимным конусом, приводимым в действие силой закрепления, передаваемой дном технологического отверстия на головку разжимного корпуса, причем плоскость симметрии ромба цангового пальца располагают параллельно плоскости симметрии двугранного угла, а плоские пружины - в указанной плоскости симметрии двугранного угла в канавках конической части разжимного конуса.
Заявляемый способ установки заготовки лап бурового долота имеет следующие отличительные признаки. Известное базирование технологическим отверстием, имеющим форму цилиндра, на палец выполняют по-другому, а именно - технологическое глухое отверстие располагают на одной из плоскостей двугранного угла. Используют для базирования палец цанговой ромбической частью на рабочем конце его. Внутри сквозного осевого отверстия пальца размешают разжимной конус, подпружиненный относительно пальца в осевом направлении посредством спиральной пружины, а в радиальном направлении - посредством плоских пружин. Вводят новую операцию: разжим цангового ромбического конца пальца осуществляют посредством использования силы закрепления, которую передают за счет соприкосновения дна технологического отверстия с головкой разжимного конуса. Причем между разжимным конусом и цанговым ромбическим концом пальца введен упругий элемент в виде двух пластинчатых пружин. Вся операция установки заготовки осуществляется по-иному. Заготовка при базировании лишается всех шести степеней свободы лишь после приложения силы закрепления, когда заготовка в конце процесса установки коснется полностью обеими плоскостями двугранного угла призмы устройства, реализованными в виде установочных плит.
Техническая задача, которая решается заявляемым способом установки заготовки лапы бурового долота - это повышение точности установки заготовки и гарантирование правильности базирования с упрощенной конструкцией механизма разжима ромбического цангового пальца.
Доказательством возможности решения названной технической задачей является расположение технологического глухого отверстия с плоским дном и цилиндрической формы на одной из плоскостей двугранного угла перпендикулярно ей, использование пустотелого цангового пальца с ромбическим концом, плоскость симметрии которого располагают параллельно плоскости симметрии плоскостей призмы, использование разжимного конуса, помещенного внутри пальца и подпружиненного относительно его в осевом и радиальном направлении. Все перечисленное позволяет осуществить скрытое базирование путем совмещения осей технологического отверстия и цангового ромбического пальца, что позволяет повысить точность базирования. Использование силы закрепления для перемещения разжимного конуса путем давления дном технологического отверстия на головку разжимного конуса упрощает процесс установки заготовки и конструкцию механизма разжима ромбического цангового пальца. Гарантия правильности базирования при всех сочетаниях размеров диаметра и длины технологического отверстия обеспечивается введением компенсатора погрешностей, выполненного в виде плоских пружин, установленных в радиальном направлении между разжимным конусом и пальцем.
Сравнение заявляемого способа установки заготовки лапы бурового долота с известными техническими решениями позволяет сделать вывод о том, что они не обладает вышеназванными отличительными признаками, не позволяют решить поставленную техническую задачу. Следовательно, отличительные признаки изобретения являются существенными.
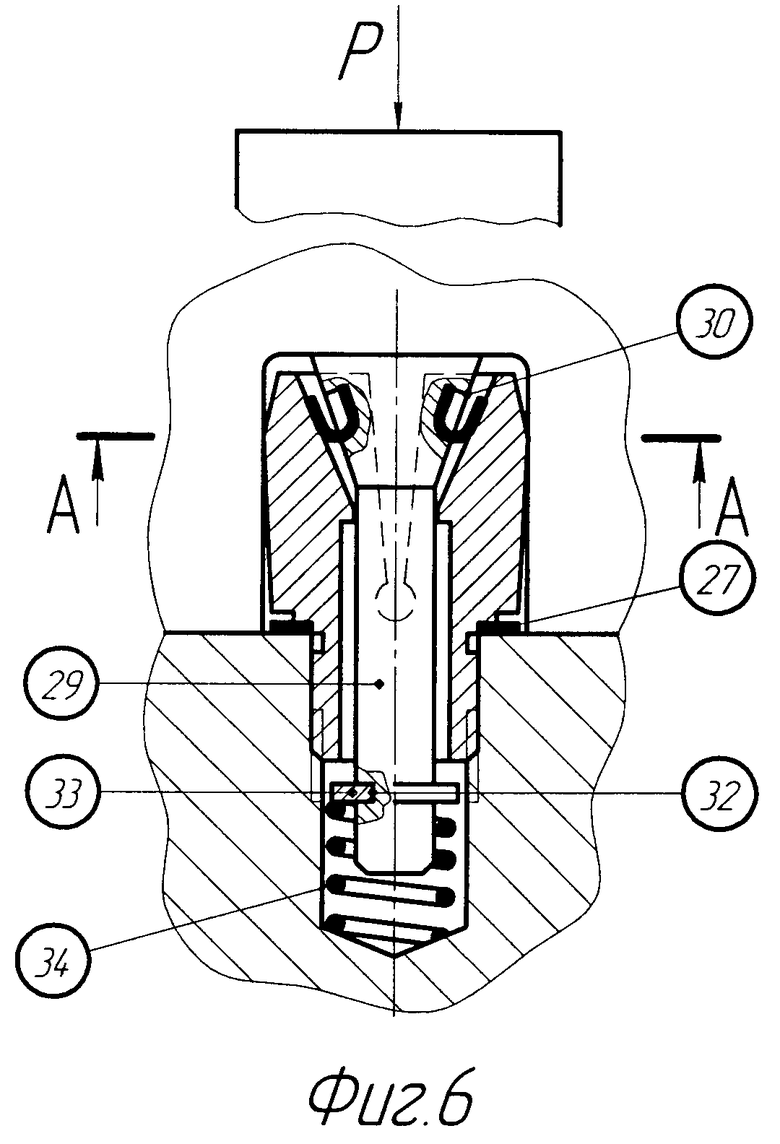
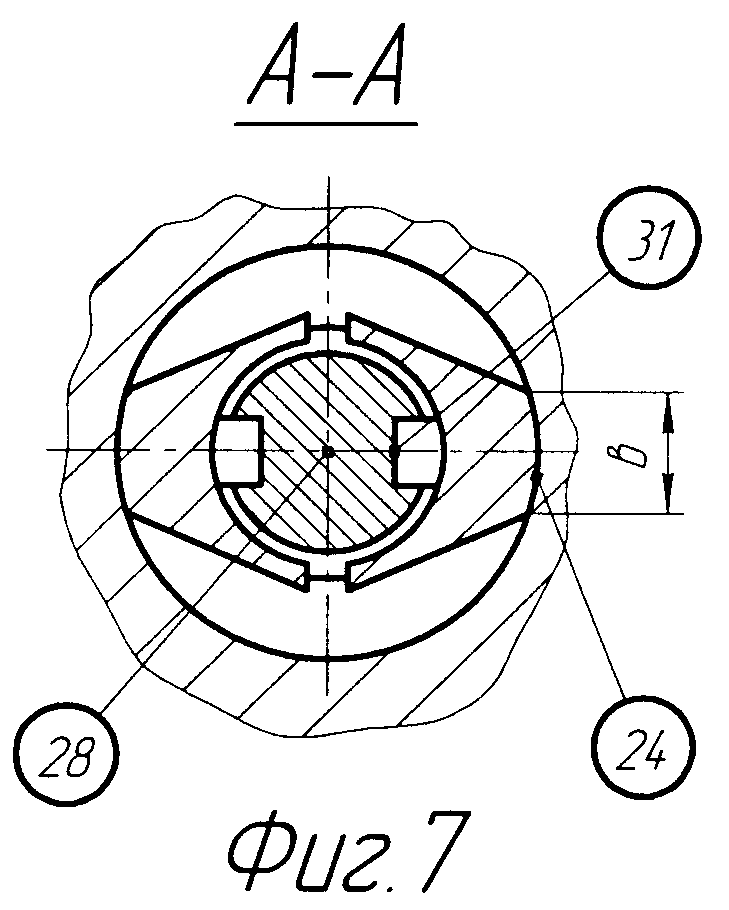
Заявка содержит следующие графические материалы: фиг.1 - схема базирования заготовки лапы бурового долота; фиг.2 - общий вид устройства для установки заготовки лапы бурового долота; фиг.3 - то же, вид А; фиг.4 - то же, вид Б; фиг.5 - то же, разрез В-В и исходное положение заготовки разжимного конуса и пальца; фиг.6 - то же, разрез В-В, положение заготовки, пальца и разжимного конуса после окончания процессов базирования и закрепления; фиг.7 - разрез Г-Г устройства.
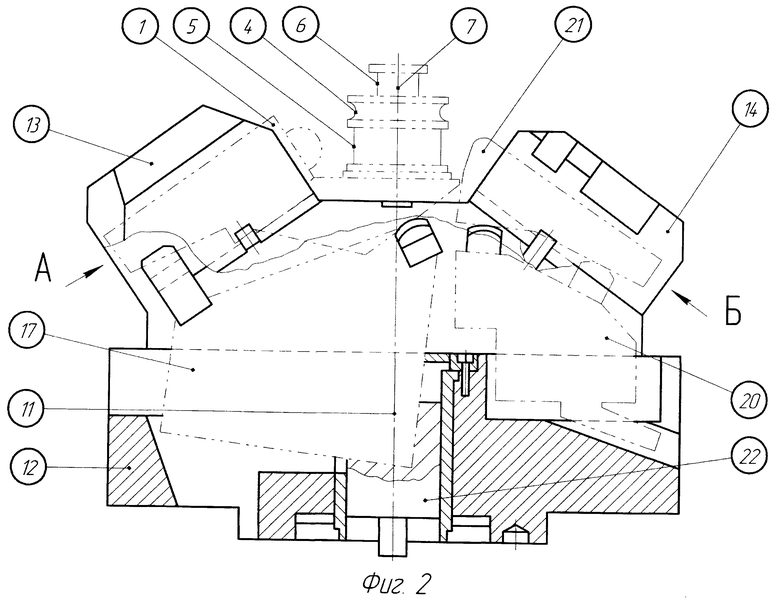
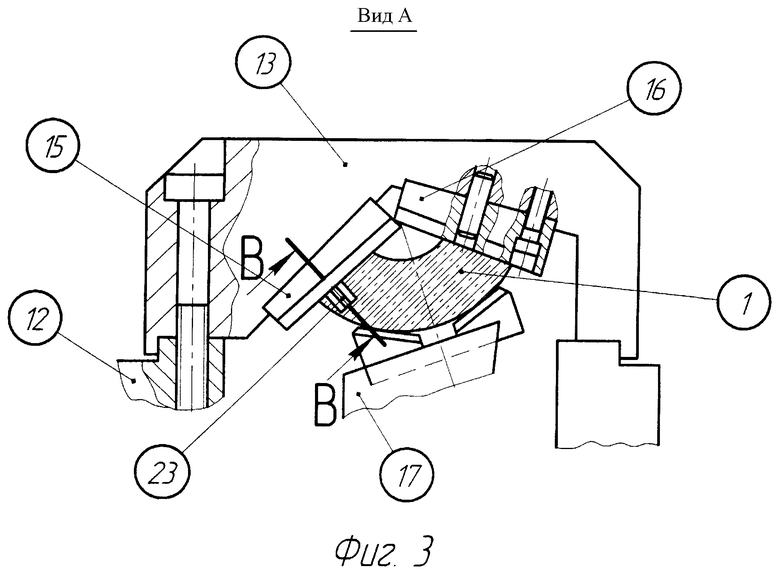
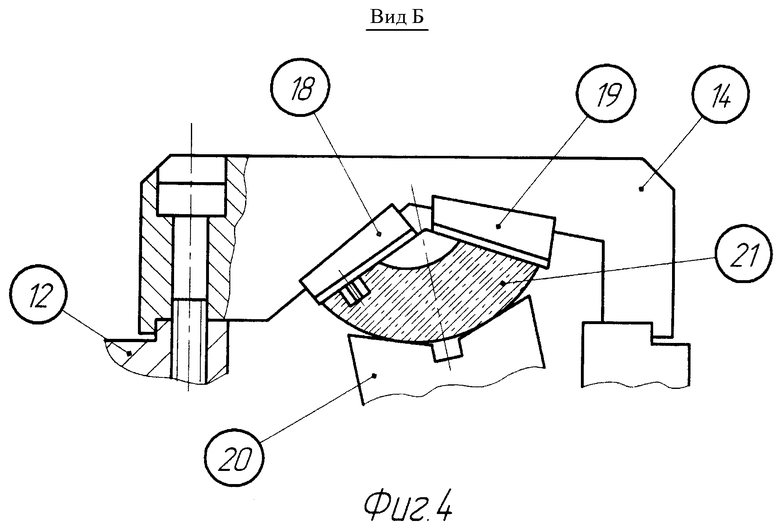
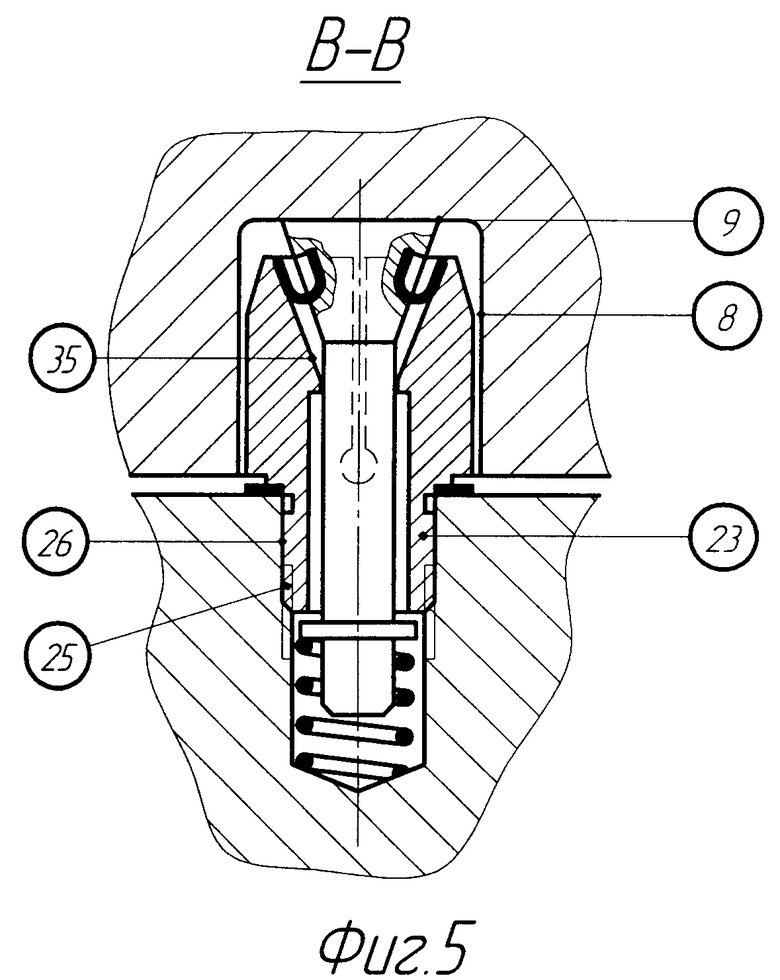
Заготовка 1 лапы бурового долота представляет собой тело - конгломерат сложной формы, включающее геометрические элементы корпусной детали и элементы тела вращения. К первым (фиг.1) относятся плоскости 2 двугранного угла с плоскостью симметрии 3, составляющего обычно 120°. Ко вторым относятся (фиг.2) поверхности шариковой беговой дорожки 4, большой роликовой дорожки 5, малой роликовой дорожки 6. Указанные три поверхности 4-6 расположены на общей оси 7, наклонной к плоскостям 2 двугранного угла. Поверхности 4-6 образуют цапфу для установки и вращения шарошки (не показана) с осью 7. Плоскости 2 двугранного угла обработаны фрезерованием перед токарной операцией по обработке поверхностей 4-6 вращения. На плоскости 2 просверлено технологическое отверстие 8 цилиндрической формы, глухое, с плоским дном 9, перпендикулярное плоскости 2. Ось 10 технологического отверстия 8 отстоит от оси 7 на расстоянии L. При установке заготовки 1 в устройстве вертикально-токарного станка в качестве технологических баз используют плоскости 2 двугранного угла и технологическое отверстие 8. При этом ось 7 цапфы должна совпасть с осью 11 вращения устройства и шпинделя вертикально-токарного станка. Устройство (фиг.2-4) для установки заготовки 1 лапы бурового долота имеет корпус 12 с крышками 13, 14, установочными плитами 15, 16, механизмом 17 закрепления заготовки 1 лапы, установочными плитами 18, 19, механизмом 20 закрепления уравновешивающего груза 21, штоком 22, связанным с силовым органом (не показанным). На установочной плите 15 (фиг.3) расположен палец 23, выполненный пустотелым, цанговым, т.е. он разрезан в рабочей части вдоль оси на два лепестка. Он выполнен в рабочей части в форме ромба с перемычками 24 размером "а". Палец 23 соединен с установочной плитой 15 посредством резьбового соединения 25 и посадочного пояска 26. Между пальцем 23 и установочной плитой 15 поставлена шайба 27, подобранная по толщине так, чтобы обеспечивалась параллельность плоскости 28 симметрии ромба относительно плоскости 3 симметрии двугранного угла. В осевом, сквозном отверстии пальца 23 размещен разжимной конус 29, на котором в канавках 30 установлены плоские пружины 31. С противоположного конца разжимного конуса 29 в кольцевой канавке 32 установлено разжимное кольцо 33. Разжимной конус 29 подпружинен через разжимное кольцо 33 в осевом направлении витой пружины 34. Разжимной конус 29 имеет возможность в радиальном направлении контактировать через плоские пружины 31 с коническим отверстием 35 цанговой части пальца 23. Таким образом, разжимной конус 29 головкой 36 имеет возможность касаться дна 9 технологического отверстия 8 в заготовке 1. Под действием силы Р закрепления разжимной конус 29 имеет возможность перемещаться вдоль своей оси, раздвигая своей конической частью головки 36 через плоские пружины 31 лепестки цанги пальца 23 до соприкосновения с технологическим отверстием 8, лишая при этом заготовку шести степеней свободы: 1', 2', 3', 4', 5', 6'. После снятия заготовки 1 с устройства разжимной конус 29 имеет возможность под действием пружины 34 вернуться в исходное положение. На крышке 16 закреплены установочные плиты 18, 19, предназначенные для установки уравновешивающего груза 21 с помощью механизма 20, расположенного на корпусе устройства.
Способ установки заготовки лап бурового долота в динамике. При сборке устройства для установки заготовки лапы бурового долота подбором шайбы 27 соответствующей толщины обеспечивают параллельность плоскости 28 симметрии ромба к плоскости 3 симметрии двугранного угла.
Берут заготовку 1 лапы бурового долота и устанавливают в устройство вертикально-токарного станка на токарной операции по обработке поверхностей 4-6 цапфы. При этом заготовку 1 просовывают под крышку 13, одевая технологическим отверстием 8 на палец 23 и касаясь плоскостями 2 двугранного угла установочных плит 15, 16 (но без полного соприкосновения их). Включают механизм 17 закрепления заготовки 1. Дно 9 технологического отверстия 8 соприкасаются с головкой 36 разжимного конуса 29 под действием пружины 34. Развивается сила Р закрепления заготовки 1, которая давит на заготовку 1 и головку 36 разжимного конуса 29. Разжимной конус 29 через плоские пружины 31 передает давление на цанговый конец пальца 23. Лепестки цангового конца пальца 23 расходятся под действием указанного давления до соприкосновения перемычки 24 с технологическим отверстием 8 и их осей, соответственно. Одновременно происходит полное прилегание плоскостей 2 двугранного угла заготовки 1 и установочных плит 15, 16. Далее, устанавливают уравновешивающий груз 21 под крышку 14 на установочные плиты 18,19 с помощью механизма 20 закрепления уравновешивающего груза 21. Выполняют обработку поверхностей 4-6 цапфы. После окончания токарной операции деталь снимают с устройства, выполняя вышеописанные действия в обратном порядке.
Пример конкретного выполнения способа. Заготовку лапы бурового долота 444,5М3-ЦГАУ - R486 - 01 необходимо подвергнуть токарной операции по обработке поверхностей ее цапфы. Заготовка перед токарной операцией имеет обработанные фрезерованием плоскости двугранного угла и сверлением - технологическое отверстие. Заготовку устанавливают в устройство - патрон вертикально-токарного станка TV - 650/W4 фирмы DANOBAT в вышеописанной последовательности с базированием двугранным углом в призму, образованную установочными плитами, и по оси технологического отверстия на ось цангового ромбического пальца. Устанавливают уравновешивающий груз в свою позицию. Заготовку подвергают попереходной обработке. В конце токарной операции заготовку снимают со станка. Применение нового способа установки заготовки лапы бурового долота позволяет повысить точность расположения оси обработанных поверхностей цапфы относительно поверхностей двугранного угла в 2 раза за счет базирования по скрытой базе - оси технологического отверстия.
Экономическую эффективность заявляемого способа установки определяют как разность экономии при эксплуатации буровых долот более высокой точности и затрат на изготовление более сложного пальца и сопровождающих деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2009 |
|
RU2423215C2 |
| СПОСОБ ОБРАБОТКИ ЦАПФЫ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2319581C2 |
| УСТРОЙСТВО ДЛЯ БАЗОВОЙ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ ЕЕ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2007 |
|
RU2356703C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2007 |
|
RU2350438C2 |
| СПОСОБ ОБРАБОТКИ ЛАПЫ ДОЛОТА | 2006 |
|
RU2323076C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311266C2 |
| СПОСОБ СБОРКИ БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ | 2009 |
|
RU2432443C2 |
| СПОСОБ СБОРКИ СЕКЦИЙ И НАРЕЗКИ РЕЗЬБЫ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2324804C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311268C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
Изобретение относится к металлообработке и может быть использовано для установки заготовки лап буровых долот при их механической обработке на металлорежущих станках. Способ установки заготовки лапы бурового долота, имеющей двугранный угол, в одной из плоскостей которого выполнено перпендикулярное указанной плоскости глухое цилиндрическое технологическое отверстие, включает базирование заготовки лапы плоскостями двугранного угла на наклонной призме с исключением пяти степеней свободы и на базирующем элементе. Ось вышеуказанного элемента совмещают с осью технологического отверстия, с исключением шестой степени свободы заготовки лапы, обеспечивающей возможность ее перемещения вдоль плоскости симметрии двугранного угла. Базирующий элемент лапы выполнен в виде ромбического цангового пальца и разжимного конуса, который подпружинен относительно цангового пальца в осевом направлении посредством витой пружины и в радиальном направлении - посредством пластинчатых пружин, расположенных в канавках разжимного конуса. Плоскость симметрии ромба цангового пальца располагают параллельно плоскости симметрии двугранного угла заготовки. Заготовку лапы закрепляют силой, направленной по нормали к спинке лапы, которая передается плоским дном технологического отверстия на разжимной конус. Обеспечивается повышение точности установки. 7 ил.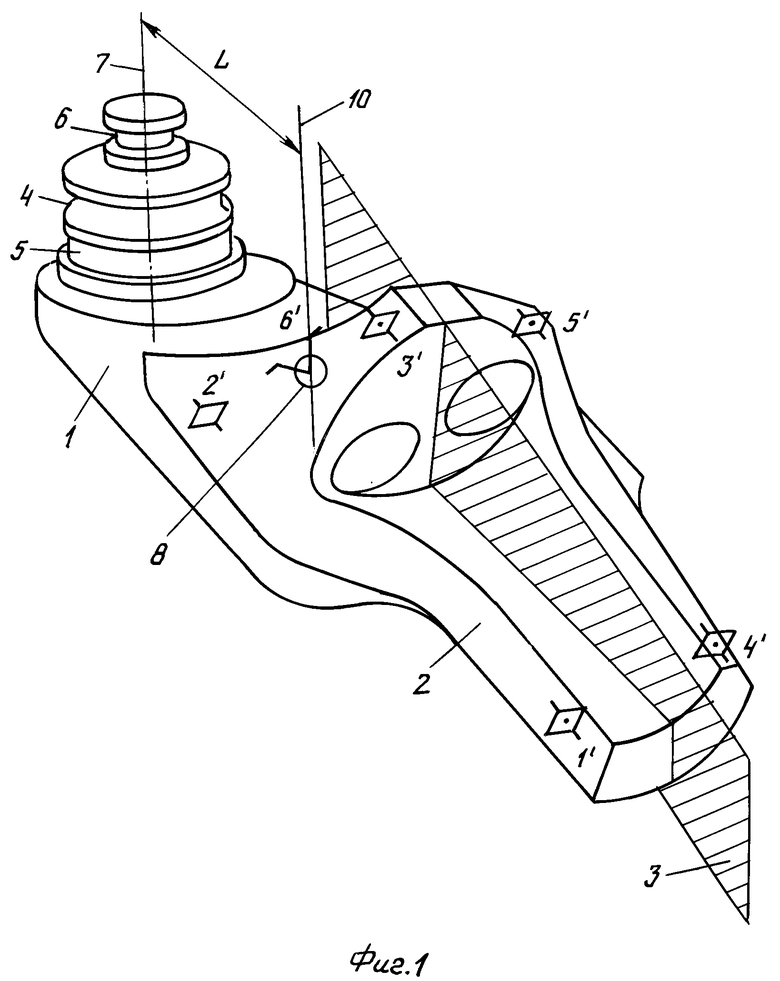
Способ установки заготовки лапы бурового долота, имеющей двугранный угол, в одной из плоскостей которого выполнено перпендикулярное указанной плоскости глухое цилиндрическое технологическое отверстие, включающий базирование заготовки лапы плоскостями двугранного угла на наклонной призме с исключением пяти степеней свободы и на базирующем элементе, ось которого совмещают с осью технологического отверстия, с исключением шестой степени свободы заготовки лапы, обеспечивающей возможность ее перемещения вдоль плоскости симметрии двугранного угла, и закрепление заготовки лапы силой, направленной по нормали к спинке лапы, отличающийся тем, что заготовку лапы базируют на базирующем элементе, выполненном в виде ромбического цангового пальца и разжимного конуса, который подпружинен относительно цангового пальца в осевом направлении посредством витой пружины, и в радиальном направлении - посредством пластинчатых пружин, расположенных в канавках разжимного конуса, плоскость симметрии ромба цангового пальца располагают параллельно плоскости симметрии двугранного угла заготовки, а закрепление заготовки лапы осуществляют посредством силы закрепления, передаваемой дном технологического отверстия, которое выполнено плоским, на разжимной конус.
| СПОСОБ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311266C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311268C2 |
| US 4872379 A, 10.10.1989. | |||

