Изобретение относится к области буровой техники и может быть использовано в технологии изготовления буровых шарошечных долот, предназначенных для бурения глубоких нефтяных и газовых скважин, а также взрывных скважин на шахтах и карьерах горнорудной промышленности.
Известно, что показатели бурения в значительной мере зависят от точности изготовления отдельных элементов долот, определяющих долговечность их опор и вооружения. Особо сложными элементами бурового долота являются лапы, на цапфах которых подвижно закрепляются шарошки с породоразрушающими элементами.
Трудность технологии обработки лапы обусловливается ее сложной объемной геометрической формой. В каждой лапе имеются продольные полости переменной формы, начинающиеся внутри конического хвостовика и кончающиеся глубокими пазами, корпусная серединная двухгранная часть, оканчивающаяся сложной полостью над ступенчатой конической поверхностью массивной бобышки - основы для размещения на обработанной цапфе многорядных подшипников скольжения и качения опоры шарошки. С обратной стороны поковки лапы располагаются сложные ступенчатые элементы спинки, включающие приливы для размещения промывочных или продувочных узлов, смазочных резервуаров, армирующих элементов для защиты самой спинки и ее козырька.
Заготовки для лап долот выполняются, в основном, горячей штамповкой на многотысячетонных прессах в штампах, состоящих из верхней и нижней его половин, при нагреве материала до температуры около 1200°С с последующей обрезкой облоя, многоуровневый кривой слой которого проходит вдоль всей боковой линии разъема половины штампа.
Наиболее удачной и надежной базой для установки и закрепления лапы при механической обработке считаются поверхности ее двухгранника (двухгранного угла 120°), ось которого совпадает с осью присоединительной к колонне бурильных труб резьбы, нарезаемой на ниппеле долота после сборки и сварки трех (или более) его секций.
Но уже сама обработка поверхностей двухгранника становится крайне сложной технологической задачей.
Известно устройство для базовой установки заготовки лапы для фрезерования поверхностей двухгранника двумя торцовыми фрезами, устанавливаемыми под углом 120° [1], принятое за аналог. Схема такого устройства приведена на фиг.1. Заготовка 1 устанавливается на призмы 2 и 3 радиусной спинкой и цилиндрическим пояском и упирается цапфой в качающуюся призму 4 и упор 5. Качающаяся призма позволяет ориентировать положение оси цапфы относительно обрабатываемых поверхностей двухгранника заготовки лапы. Деталь закрепляют в приспособлении с помощью подвижной прижимной планки 6. После закрепления заготовки устройство готово для проведения обработки обеих поверхностей 7 двухгранника торцовыми фрезами (не показано).
К недостаткам этого устройства относится следующее. Сложная пространственная форма лапы обусловливает наличие значительных и неравномерных кузнечных напусков на различных поверхностях заготовки. Колебания напусков отдельных поверхностей контакта заготовки лапы с поверхностями установочного приспособления (иногда до 5 мм) делают настройку операции недостаточно точной. В результате этого не обеспечивается стабильность положения оси двухгранника относительно оси цапфы. Припуск по его сторонам, а также по длине лапы снимается неравномерно. При этом нередки случаи, когда величины припуска на одной поверхности двухгранника не хватает. Поскольку на всех дальнейших операциях механической обработки лапы поверхность двухгранника является базой для установки, указанная нестабильность негативно влияет на весь дальнейший технологический процесс изготовления и сборки секций, а значит и на параметры торцевого и радиального биения долота.
Известно другое устройство для базовой установки заготовки лапы долота для фрезеровки поверхностей двухгранника [2], также принятое за прототип. Для установки, закрепления и обработки этих поверхностей в устройстве-прототипе на заготовке лапы выполняются предварительно базовые поверхности - вначале торцовая 9, а затем два отверстия 10, оси которых параллельны (фиг.2). При этом заготовка устанавливается на призму 11 необработанными поверхностями двухгранника 12. Обработка поверхности 9 производится торцовой фрезой (не показано), а отверстий - сверлом 13, закрепленным в патроне шпинделя 14.
Устройство-прототип показано также на фиг.3 и 4. Заготовка 8 устанавливается на плите 15, на которой смонтированы два параллельных базовых штифта 16 и 17, ответных двум отверстиям 10 с параллельными осями. На стойке 18 установлено прижимное устройство 19 с вогнутой контактной поверхностью 20, ответной по форме выпуклой поверхности цапфы (бобышки) заготовки лапы 21. С помощью консольного прижима 19 заготовка 8 ставится на штифты 16 и 17, прижимается радиусной спинкой 22 к колодке 23. Поверхности двухгранника 24 и 25 с углом 120° поочередно обрабатываются фрезой 26, устанавливаемой в шпинделе 27 фрезерного станка.
Обработанные поверхности двухгранника, как и у аналога, используют в дальнейшем в качестве базовых при установке и обработке всех остальных элементов лапы долота.
Недостатки этого устройства следующие. Консольный прижим 19 контактирует с «гуляющей» по наполнению черновой поверхностью бобышки 21 и прижимает заготовку спинкой 22 к колодке 23 также по «гуляющей» черновой поверхности. Поэтому, несмотря на наличие установочных штифтов 16 и 17, при установке заготовки за счет выбора зазоров между штифтами и стенками базовых отверстий 10 происходит каждый раз различное отклонение оси и поверхностей получаемого двухгранника от вертикального положения - теоретически задаваемой оси долота, что безусловно влияет на параметры всей последующей обработки лапы, а затем на точность сборки секций долота, на его торцевое и радиальное биение.
Перечень фигур чертежей. На фиг.1 изображена заготовка лапы бурового долота, на которой поясняется способ обработки лапы по аналогу. На фиг.2, 3 и 4 показано устройство для базовой установки заготовки лапы с целью фрезерования ее двухгранника, принятое за прототип.
На фиг.5-11 показаны иллюстрации к предлагаемому способу обработки лапы. На фиг.5 показано положение выполняемых базовых глухих отверстий на хвостовике и спинке заготовки лапы, установленной необработанной поверхностью на призму перед обработкой указанных базовых отверстий. На фиг.6 - разрез В-В фиг 5. На фиг.7-9 изображено предлагаемое устройство для базовой установки лапы бурового долота для фрезерования ее двухгранника. На фиг.10 показан разрез А-А фиг.7, на фиг.11 - разрез Б-Б фиг.7.
Техническим результатом настоящего изобретения является обеспечение возможности получения стабильных и точных размеров всех параметров при уменьшенных напусках и припусках на всех операциях механической обработки лапы долота.
В предлагаемом устройстве произведено принципиальное изменение схем базирования.
Классическим вариантом базирования корпусных деталей в машиностроении, позволяющим создать их достаточную и надежную установку относительно движения режущих инструментов, является случай, когда удается связать все шесть степеней свободы детали. Это - три точки установочной базы, две точки центрирующей базы и одна точка опорной базы.
В предлагаемом устройстве связь всех шести степеней свободы осуществляется следующим образом.
Очень важно при обработке ответственных деталей сложной конфигурации, изготавливаемых из поковок, к которым относится лапа долота, решить задачу равномерного распределения и снятия припусков на всех обрабатываемых поверхностях. Такое распределение припусков позволяет более полно использовать возможности режущего инструмента, обеспечивать высокую производительность обработки за счет оптимизации режимов резания, повышать точность обработки за счет уменьшения рассеивания размеров, связанного с колебанием отжатий в упругой технологической системе.
Технический результат достигается тем, что устройство для базовой установки лапы бурового долота при ее механической обработке, содержащее корпус, базовые установочные элементы, прижимные фиксирующие элементы, снабжено жестко закрепляемыми на корпусе цилиндрическими пальцами и сферическим пальцем, образующими скрытую установочную базу в виде равнобедренного треугольника, высота которого совпадает с осью симметрии устройства, две точки основания представлены выпуклыми вершинами цилиндрических пальцев, а третья вершина - торцом сферического пальца, при этом перепад высот между торцами пальцев и торцом сферы соответствует расчетному положению оси двухгранного угла лапы, образуемого в пространстве пересечением плоских траекторий торцовых фрез для обработки обеих сторон двухгранника заготовки цапфы лапы.
Для использования предлагаемого устройства необходимо предварительно выполнить на выпуклой поверхности спинки хвостовика лапы в пределах длины двухгранника относительно черновой технологической базы пару базовых глухих отверстий 28 одинаковой глубины Н1 и одинакового диаметра d с плоским дном 29 (фиг.5 и 6) с осями, параллельными одна другой и лежащими на одинаковом расстоянии друг от друга (C1=C2) в плоскостях симметрично плоскости симметрии спинки заготовки лапы, след 30 которой показан на фиг.6 (разрез В-В фиг.5). Позицией 31 обозначено глухое отверстие с радиусом R со сферическим дном, ось которого совпадает со следом 30. Позицией 32 обозначены черновые поверхности двухгранника, поз.33 - схематический упор (фиг.5) под грудкой заготовки, а поз.34 - схематические поверхности установочного приспособления, поз.35 - стрелка-вектор направления усилия прижима заготовки к базовой установочной поверхности призмы. Размером L1 обозначено расстояние между осью сферического 31 и осями цилиндрических 28 отверстий. Размерами Н и H1 обозначены расстояния от черновой технологической базы до дна сферического отверстия и до дна цилиндрических отверстий. Перепад-разницу этих расстояний Н2=Н-Н1 жестко выдерживают в соответствии с чертежом. Итак, после выполнения пары глухих отверстий 28 и одного глухого сферического отверстия 31 можно приступить к установке, закреплению и обработке поверхностей чистовой технологической базы - поверхности двухгранника.
Предлагаемое устройство (фиг.7, 8, 9) состоит из корпуса, плиты 37, жестко соединенных между собой. Корпус 36 несет на себе базирующий и зажимной механизмы для установки и обработки чистовых поверхностей двухгранника заготовки. Базирующий механизм состоит из большого пальца 38 и двух малых пальцев 39. Малые пальцы закреплены на платформе 40, а большой палец - на платформе 41 посредством неподвижной посадки. Большой палец выполнен в виде неполной сферы, а малые пальцы имеют одинаковую цилиндрическую форму с выпуклой закругленной вершиной, выступающую над платформой 40. Оси всех трех пальцев 38 и 39 расположены в вершинах равнобедренного треугольника I-II-III (фиг.8), симметричного относительно продольной плоскости Оп-Оп симметрии устройства. Высота этого треугольника h и основание треугольника В относятся как h/B=3÷6 в зависимости от размеров заготовки лапы долота.
Большой палец 38 имеет перепад Н2 по высоте расположения торца относительно вершин малых пальцев 39 в плоскости О-О. Малые пальцы 39 (оба имеют диаметр d) выполнены с возможностью касания плоского дна 29 отверстий, а большой палец 38 - дна отверстия 31 (фиг.5), выполненных предварительно в заготовке лапы. При этом диаметры d6 отверстий 28 выполнены с малым зазором относительно диаметра d пальцев 39 (фиг.10). Большой палец имеет возможность соприкасаться своей сферой со сферическим отверстием 31 (фиг.11). Расстояния C1 и С2 между осями пальцев и плоскостью О-О (фиг.6) соответствуют аналогичным расстояниям С2 и C1 между осями отверстий 28, выполненных в заготовке (фиг.10). Аналогичны также расстояние h между осями пальцев 38 и 39 (фиг.7) и расстояние L1 между осями отверстий 28 и 31, показанные на фиг.5 (h=L1).
Платформа 40 вместе с запрессованными пальцами 39 закреплена на корпусе 36 посредством винтов 41 (фиг.7). Положение платформы 40 с пальцами 39 регулируют перемещением ее выступа 42 вдоль паза 43 корпуса 36 (фиг.10) и платформы 41 с большим пальцем 38 перемещением ее выступа 44 (фиг.11) вдоль паза 45 с последующим закреплением болтами 41 и планкой 47 с винтами 48 (фиг.7 и 11). Зажимной механизм включает Г-образную планку 49 с зажимным наконечником 50, контактирующим с заготовкой 8. Г-образная планка 49 имеет возможность перемещения по направляющим 51 (фиг.8) в корпусе 36. Ее силовое замыкание осуществляется с помощью планки 52 и винтов 53 (фиг.8 и 9).
Передаточный механизм состоит из двух Г-образных двухплечих рычагов 54 и 55, поворачивающихся на осях 56 и 57 и соединенных между собой посредством планки 58 и шарниров 59 и 60. В корпусе 36 в сквозном отверстии запрессована втулка 61, в которой перемещается плунжер 62 с болтом 63, соединенным с силовым органом (не показан).
Г-образные двухплечие рычаги 54 и 55 соединены с Г-образной планкой 49 и плунжером 62 посредством контакта их шарнирных плеч 64 и 65 с пазами 66 и 67 соответственно.
Перед операцией чистового фрезерования двухгранника лапы устройство собирают и настраивают по величине перепада Н2 высот торцов большого 38 и малых 39 пальцев, а также по высоте h треугольника I-II-III. Величину перепада Н2 высот обеспечивают выбором соответствующего типоразмера платформы 41 и подгонкой ее по размеру на устройстве. Величина h обеспечивается соответствующей регулировкой положения платформ 40 и 41.
При установке всего устройства на станок плунжер 62 соединяют болтом 63 с силовым органом, например гидроприводом.
Работает предлагаемое устройство следующим образом. Заготовку 8 лапы с предварительно выполненными базовыми отверстиями 28 и 31 устанавливают на сферический торец большого пальца 38, а дном базовых отверстий 28 - на выпуклые торцы малых пальцев 39. Для закрепления заготовки 8 лапы включают силовой орган, перемещающий плунжер 62 в направлении к основанию устройства Оп-Оп с силой Т. Плунжер давит через шарнирное плечо двухплечего рычага 55, планку 58, шарнирное плечо 54, перемещает Г-образную планку 49, которая зажимным наконечником 50 касается поверхности заготовки 8 лапы. После силового замыкания установка заготовки лапы долота завершена. После окончания операции обработки поверхностей двухгранника заготовки 8 лапы включают обратный ход силового органа, который перемещает плунжер 62 в противоположную сторону. Заготовку лапы снимают с устройства и заменяют на новую.
Использование предлагаемого устройства обладает рядом преимуществ. Наличие скрытой искусственной плоскости (установочной базы) в виде равнобедренного треугольника с высотой, лежащей в плоскости симметрии спинки лапы, расположение вектора прижимающего усилия над линией высоты этого треугольника обеспечивают жесткий прижим сложной заготовки без перекосов, максимально увеличивая устойчивость заготовки лапы при зажиме и обработке.
Расчетный перепад высот вершин базовых штифтов обеспечивает точное расчетное положение оси двухгранника относительно остальных элементов лапы независимо от колебаний припусков на поверхностях заготовки. Точное выполнение оси и боковых поверхностей двухгранника обеспечивает повышение точности при использовании его в качестве чистовой технологической базы на всех последующих операциях механической обработки, при сборке секций, а затем бурового долота из секций.
Предлагаемая конструкция позволяет сократить в несколько раз число устройств для базовой установки лап буровых долот при их обработке за счет замены при перенастройке малого количества сменных элементов, расширить номенклатуру и снизить себестоимость производства буровых долот.
Повышенная точность обработки всех элементов лапы, в свою очередь, обеспечивает снижение торцового и радиального биения долота, а значит повышение его работоспособности в бурении.
Источники информации
1. Султанов С.Г. «Прогрессивная технология нефтепромыслового машиностроения». М.: «Машиностроение», 1969 г., стр.20-25; 78-83.
2. Патент США №4794822, МПК4 В21К 5/02, 1989 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЛАПЫ ДОЛОТА | 2006 |
|
RU2323076C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311266C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311268C2 |
| СПОСОБ ОБРАБОТКИ ЦАПФЫ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2319581C2 |
| СПОСОБ СБОРКИ СЕКЦИЙ И НАРЕЗКИ РЕЗЬБЫ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2324804C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ СЕКЦИЙ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2334074C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| СПОСОБ СБОРКИ БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ | 2009 |
|
RU2432443C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2007 |
|
RU2350438C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2009 |
|
RU2423215C2 |
Устройство содержит корпус, базовые установочные элементы, прижимные фиксирующие элементы. Для повышения стабильности и точности размеров лапы при уменьшенных припусках и напусках оно снабжено жестко закрепленными на корпусе цилиндрическим пальцами и сферическим пальцем, образующими скрытую установочную базу в виде равнобедренного треугольника, высота которого совпадает с осью симметрии устройства, две точки основания представлены выпуклыми вершинами цилиндрических пальцев, а третья вершина - торцом сферического пальца. При этом перепад высот между торцами пальцев и торцом сферы соответствует расчетному положению оси двухгранного угла лапы, образуемого в пространстве пересечением плоских траекторий торцовых фрез при обработке обеих сторон двухгранника заготовки цапфы лапы. 11 ил.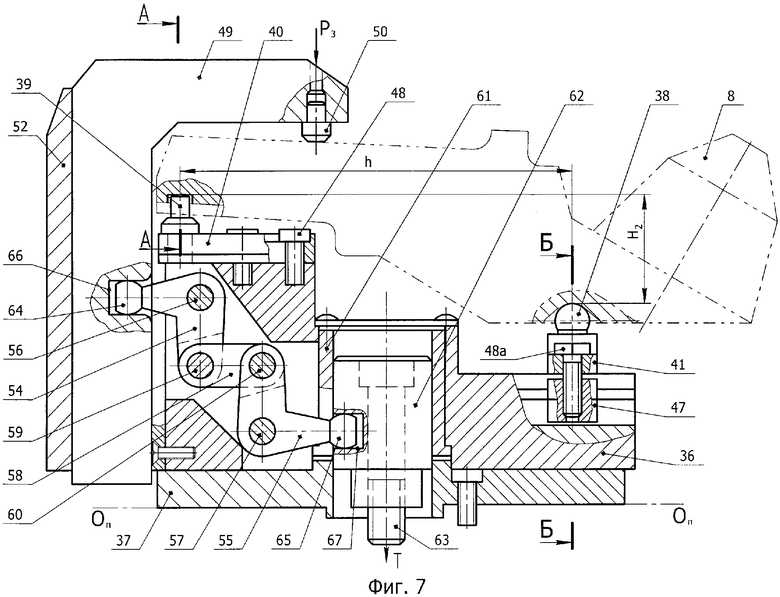
Устройство для базовой установки лапы бурового долота при ее механической обработке, содержащее корпус, базовые установочные элементы, прижимные фиксирующие элементы, отличающееся тем, что оно снабжено жестко закрепленными на корпусе цилиндрическими пальцами и сферическим пальцем, образующими скрытую установочную базу в виде равнобедренного треугольника, высота которого совпадает с осью симметрии устройства, две точки основания представлены выпуклыми вершинами цилиндрических пальцев, а третья вершина - торцом сферического пальца, при этом перепад высот между торцами пальцев и торцом сферы соответствует расчетному положению оси двухгранного угла лапы, образуемого в пространстве пересечением плоских траекторий торцовых фрез при обработке обеих сторон двухгранника заготовки цапфы лапы.
| US 4794822 A, 03.01.1989 | |||
| ВЕРТИКАЛЬНЫЙ ТОКАРНЫЙ ПОЛУАВТОМАТ'Г-: | 0 |
|
SU348294A1 |
| Устройство для закрепления деталей сложной формы | 1984 |
|
SU1238936A2 |
| Способ изготовления лапы бурового шарошечного долота | 1989 |
|
SU1661350A1 |

