Изобретение относится к способам установки заготовок лап буровых долот при обработке на металлорежущих станках. Может быть использовано при проектировании технологических процессов изготовления сложных деталей, как лапы буровых долот.
Известны аналогичные способы установки лап буровых долот в установочных приспособлениях металлорежущих станков (Альбом по проектированию приспособлений: учебное пособие для студентов машиностроительных специальностей вузов. Б.М.Базров, А.Н.Сорокин и др." - М.: Машиностроение: 1991-121, ил. С.117-118, рис.185, 186, патент США №4872379 от 10 октября 1989 г.). В первом аналогичном решении шестая степень свободы заготовки лишается контактом заготовки с материальным телом измерителя, т.е. за пределами призмы. Во втором аналогичном решении шестой степени свободы лишают заготовки базированием по гладкому пальцу. Недостаток аналогичных способов установки состоит в недостаточно высокой точности установки.
В качестве прототипа может быть выбран «Способ регулирования параметров установки лапы бурового долота» (патент РФ №2311266, В23В1/10,27.11.2007). В нем заготовку лишают пяти степеней свободы при базировании присоединением плоскостей ее двугранного угла к призме установочного приспособления. Недостаток способа-прототипа заключается в том, что при базировании заготовку лишают шестой степени свободы путем присоединения ее технологического отверстия к гладкому пальцу, чем не достигают высокой точности. Заявляемый способ установки лишен указанного недостатка.
Сущность изобретения состоит в том, что в способе установки заготовки лапы бурового долота при механической обработке на металлорежущих станках, имеющей двугранный угол, в одной из плоскостей которого выполнено перпендикулярное указанной плоскости глухое цилиндрическое технологическое отверстие, включающий базирование заготовки плоскостями двугранного угла на призме с исключением пяти степеней свободы и на пальце, с исключением шестой степени свободы заготовки и закрепление заготовки силой, направленной по нормали к спинке заготовки лапы бурового долота, заготовку базируют на ромбическом цанговом пальце, в котором размещен разжимный конус, подпружиненный относительно цангового пальца в осевом направлении посредством спиральной пружины через разжимное кольцо, а закрепление заготовки осуществляют посредством силы, передаваемой плоским дном заготовки со стороны технологического отверстия на кнопку-пружину, встроенную в головку разжимного конуса, до соприкосновения лепестков цангового конца пальца, раздвигаемого разжимным конусом, с технологическим отверстием заготовки и одновременного касания плоскостей двугранного угла заготовки с плоскостями призмы.
Техническая задача, решаемая заявляемым способом установки заготовки лапы бурового долота: повышение точности базирования и установки с упрощением конструкции установочного устройства.
Доказательство возможности решения поставленной технической задачи. Обычно в аналогичной схеме установке силу закрепления используют лишь для того, чтобы заготовку закрепить на установочных элементах приспособления, на которых заготовка лишается при базировании максимального числа степеней свободы, т.е. в данном случае - двугранным углом в призме (пять степеней свободы). В заявляемом способе установки силу закрепления используют для дополнительной функции - для базирования по скрытой базе: оси технологического отверстия. Для этого необходимо эту ось совместить с осью технологического отверстия или наоборот. Сила закрепления через контакт дна технологического отверстия с кнопкой-пружинкой - разжимным конусом-пальцем позволяет с одновременным опусканием плоскостей двугранного угла до соприкосновения с призмой обеспечить контакт лепестков цангового конца-ромба пальца с поверхностью технологического отверстия. Кнопка-пружина, уменьшаясь по высоте из-за наличия в ней радиальных прорезей, выполняет роль размерного компенсатора размерной цепи технологического отверстия - пальца. В итоге при любых сочетаниях допусков размеров высоты и диаметра технологического отверстия, высоты и диаметра пальца будет обеспечено одновременное касание заготовки плоскостями двугранного угла и поверхностного технологического отверстия установочных элементов приспособления, это произойдет за счет упругой деформации компенсатора: кнопки-пружины. Сравнительный анализ аналогичных технических решений и изобретения показал, что они не обладают отличительными признаками его и не позволяют решить поставленную техническую задачу. Следовательно, отличительные признаки изобретения являются существенными
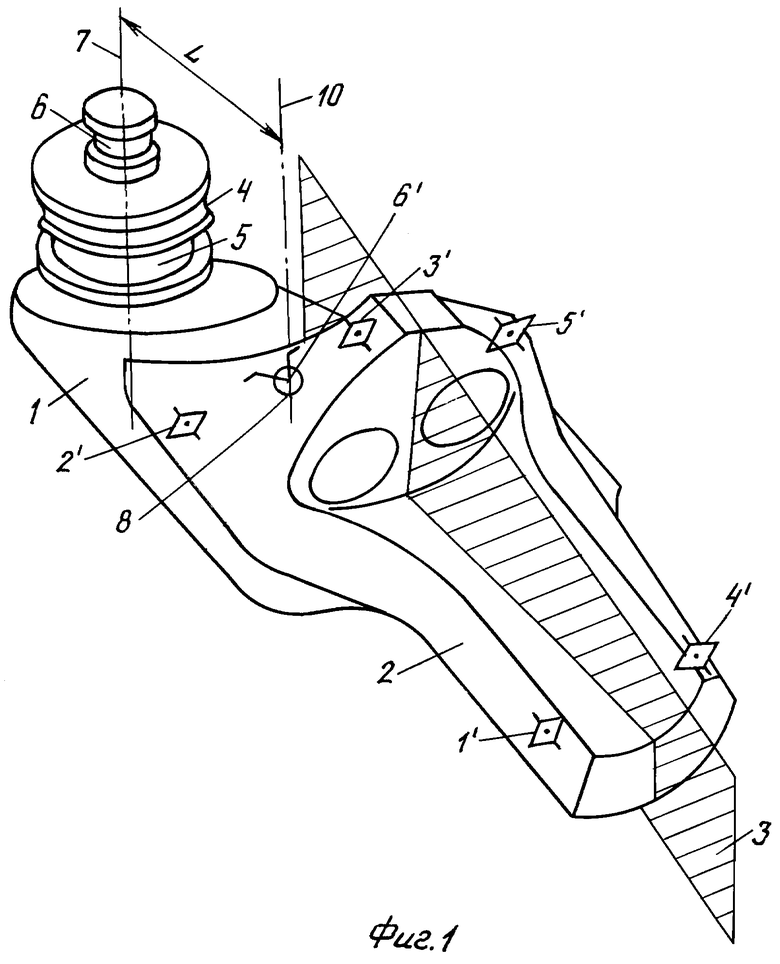
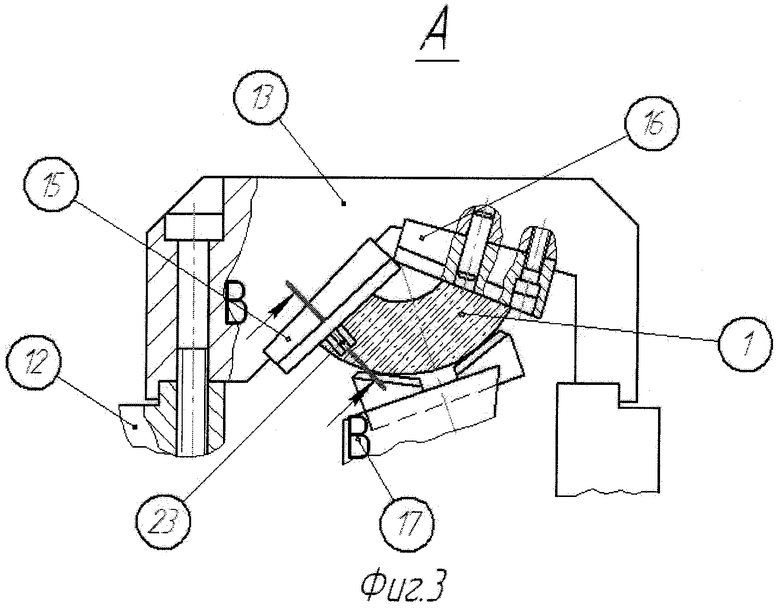
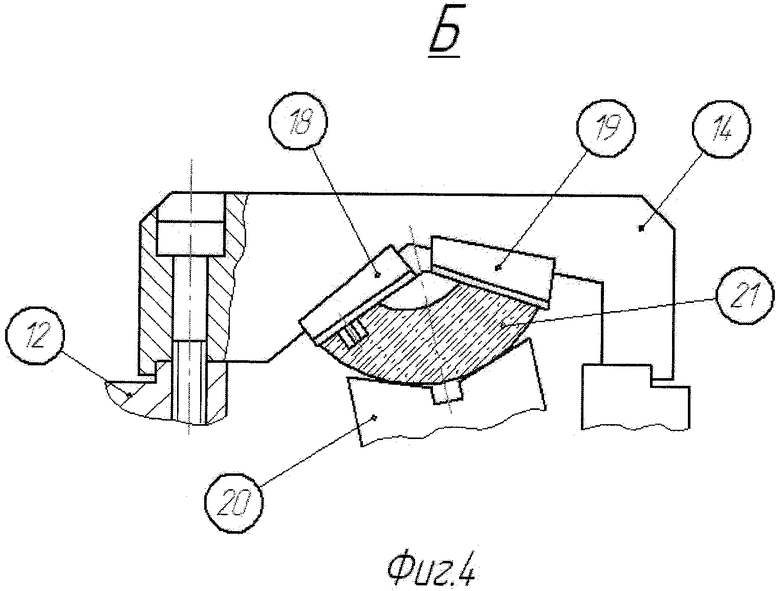
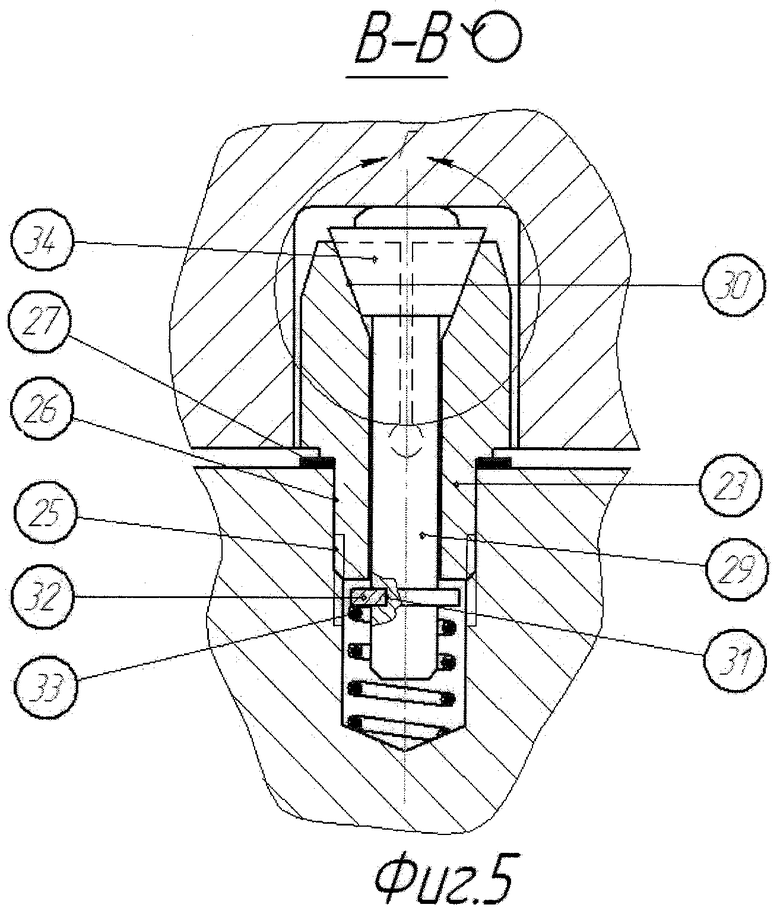
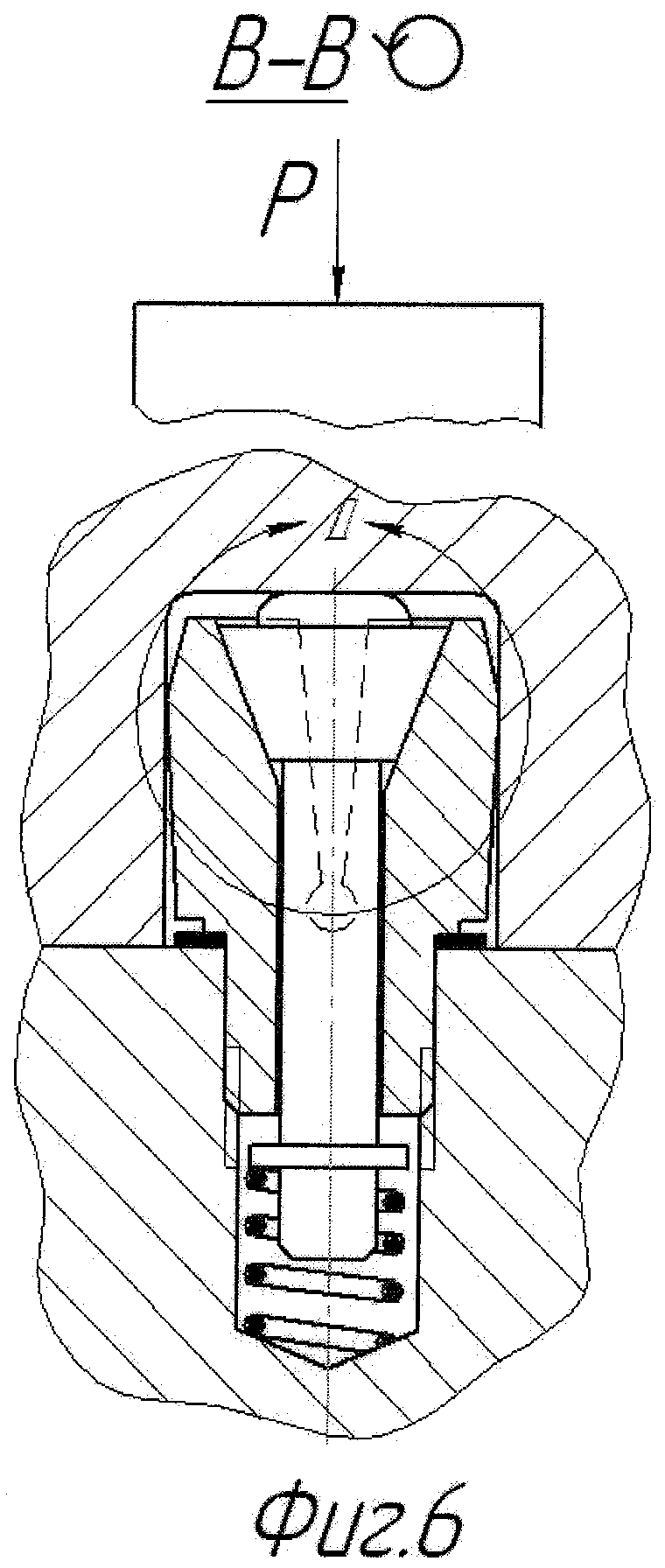
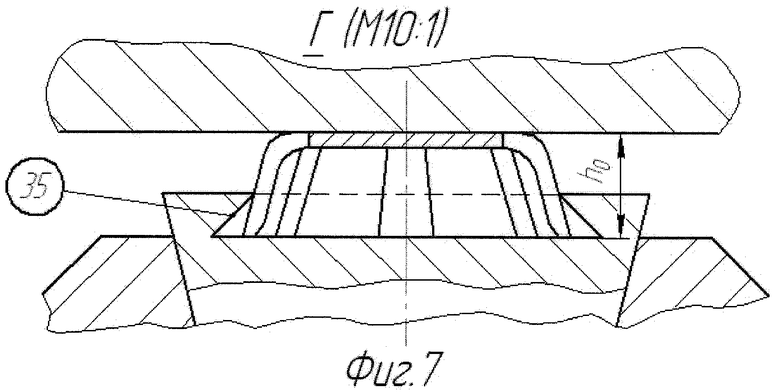
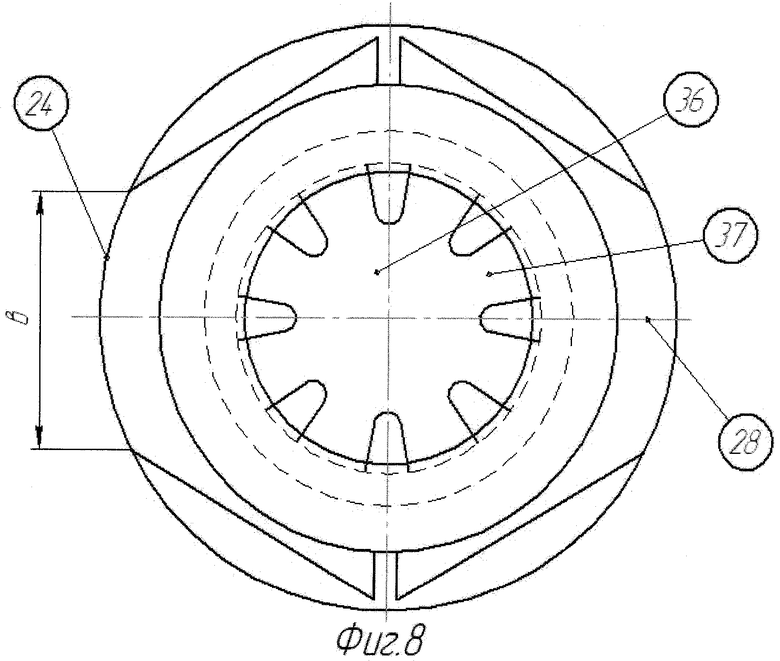
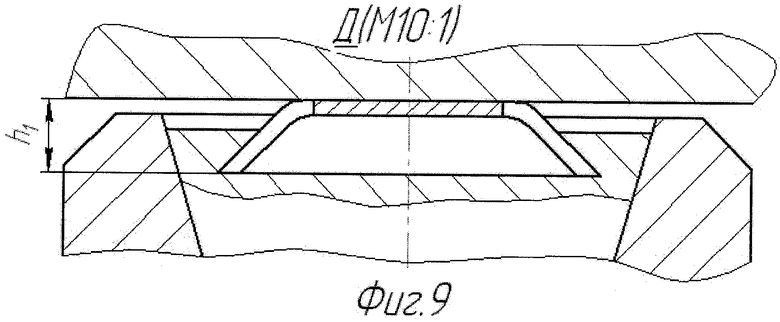
Графические материалы содержат: фиг.1 - схема базирования заготовки лапы бурового долота; фиг.2 - общий вид устройства патрона для установки заготовки лапы бурового долота на вертикально-токарном станке; фиг.3 - вид А - позиции устройства с механизмом базирования и закрепления заготовки лапы; фиг.4 - вид Б позиции устройства с механизмом установки уравновешивающего груза; фиг.5 - разрез ВВ по технологическому отверстию и пальцу (положение начального касания дна технологического отверстия с кнопкой-пружиной); фиг.6 - то же (положение заготовки по окончанию процесса установки); фиг.7 - вид Г (положение кнопки-пружины в начале установки); фиг.8 - то же, вид сверху кнопки пружины; фиг.9 - вид Д (положение кнопки-пружины при наиболее возможной упругой деформации).
Заготовку 1 лапы бурового долота получают, например, ковкой в подкладных штампах либо штамповкой. Лапа бурового долота фиг.1 представляет собой по геометрии сложное тело-конгломерат. В нем присутствуют геометрические признаки корпусной детали, а также тела вращения. К первому относится плоскость 2 двугранного угла с их плоскостью 3 симметрии. Ко второму: поверхность 4 шариковой беговой дорожки, поверхность 5 большой роликовой дорожки, поверхность 6 малой роликовой дорожки с общей осью 7. Она же - ось цапфы, служащей для установки вращающейся на ней шарошки (не показанной). Перед токарной операцией по обработке поверхностей 4-6 цапфы в заготовке 1 обработаны фрезерованием плоскости 2 двугранного угла и сверлением - технологическое отверстие 8 цилиндрической формы и с плоским дном 9, имеющее ось 10. Устройство - приспособление для установки заготовки 1 на токарном станке имеет ось 11, совпадающую с осью вращения шпинделя (не показан) станка. Корпус 12 устройства включает две позиции. Первая позиция корпуса 12 предназначена для установки заготовки 1. Устройство включает крышки 13, 4, установочные плиты 15, 16 - для установки заготовки 1, механизм 17 закрепления заготовки 1, установочные плиты 18, 19, механизм 20 для закрепления уравновешивающего груза 21, шток 22, приводящий в действие механизм 17 от привода (не показан). Устройство содержит также палец 23, предназначенный для базирования заготовки 1. Палец 23 выполнен цанговым срезанным ромбической формы с перемычкой 24 шириной "b", с которой имеется возможность контактировать при базировании с технологическим отверстием 8. Палец 23 установлен на установочной плите 15 с посадкой по посадочному поиску 26 и закреплением посредством резьбового соединения 25. При этом между пальцем 23 и установочной плитой по высоте пальца помещена шайба 27, подобранная по толщине такой, чтобы плоскость 28 симметрии ромба была параллельна плоскости 3 симметрии двугранного угла 2 и призмы, образованной двумя установочными плитами 15 и 16. Палец 23 выполнен пустотелым со сквозным отверстием, имеющим коническую форму в цанговой, которая имеет лепестки, образованные центральным пазом. Внутри пальца 23 расположен разжимной конус 29, имеющий возможность взаимодействовать с коническим отверстием 30 пальца 23. В канавке 31 разжимного конуса 29 установлено разжимное кольцо 32, в которое упирается спиральная пружина 33. На противоположном конце разжимного конуса 29 в его головке 34 вмонтирована в коническую полость 35 кнопка-пружина 36. Кнопка-пружина 36 представляет собой тонкий диск с равномерно расположенным лепестками 37 по периферии, согнутыми равномерно под углом меньше 90°, и вставленными в коническую полость 36 разжимного конуса 29. Лепестки 37 кнопки-пружины 36 под действием силы Р закрепления имеют возможность расходиться от центра кнопки-пружины 36, а она - менять свою высоту с величины h0 (исходная) на величину h1. При этом пояски 24 пальца 23 имеют возможность соприкасаться с технологическим отверстием 8. Одновременно с этим плоскости 2 двугранного угла заготовки 1 имеют возможность соприкасаться полностью по всей площади с плоскостями установочных плит 15, 16. Во второй позиции устройства уравновешивающий груз 21 имеет возможность быть установлен на установочных плитах 18, 19 с помощью механизма 20 закрепления уравновешивающего груза 21.
Способ установки заготовки 1 лапы бурового долота в динамике. Заготовку 1 лапы с обработанными плоскостями 2 двугранного угла и технологическим отверстием 8 устанавливают на палец 23, соприкасаясь частью плоскостей 2 двугранного угла с установочными плитами 15, 16. Включают механизм 17 закрепления заготовки 1. Под действием силы Р закрепления дно 9 технологического отверстия 8, соприкасаясь с кнопкой-пружиной 36 давит на разжимной конус 29. Разжимной конус 29 перемещается вдоль продольной оси пальца 23 и его конического отверстия 30. Если погрешности диаметра и длины технологического отверстия 8 малы, процесс разжима лепестков пальца равномерно продолжается. Также продолжается процесс сближения плоскостей 2 двугранного угла и плоскостей установочных плит 15, 16. Наконец, все перечисленные поверхности полностью совпадают. На этом завершаются процессы базирования и закрепления заготовки, происходящие одновременно. В случае существенного превышения отключений диаметра и высоты от допустимых кнопка-пружина 36 сжимается по высоте и в процессе базирования и закрепления заготовки 1 продолжается и успешно завершается по вышеописанной схеме. Во вторую позицию устройства устанавливают уравновешивающий груз 21, подводя его под крышку 14 и устанавливая на установочные плиты 18, 19 посредствам механизма 20 закрепления уравновешивающего груза 21. Включают вращение шпинделя и заготовки 1. Обрабатывают поверхности 4-6. Отводят инструменты. Разжимают заготовку 1, осуществляя перечисленные действия в обратном порядке. Снимают заготовку 1 со станка. Пружина 33 и кнопка-пружина 36 возвращают разжимной конус 29 и палец 23 в исходное положение.
Пример реализации способа установки заготовки лапы бурового долота. Необходимо установить заготовку лапы бурового долота 444,5М3 - ЦГАУ - R486 - 01 для токарной операции на вертикально-токарном станке TV - 650/W4 фирмы DANOBAT. Заготовку лапы с обработанными поверхностями технологических баз для токарной операции устанавливают в приспособление - патрон в последовательности, описанной выше. В качестве технологических баз используют поверхности двугранного угла и технологического отверстия. После токарной операции заготовку снимают с приспособления - патрона, выполняя действия в обратной последовательности. Использование заявляемого способа заготовки повысило точность расположения оси поверхностей цапфы относительно поверхностей двугранного угла в 2 раза.
Экономическая эффективность нового способа установки заготовки равна разности экономии в период эксплуатации бурового долота и затрат на изготовление деталей пальца.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2008 |
|
RU2390400C2 |
| СПОСОБ ОБРАБОТКИ ЦАПФЫ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2319581C2 |
| УСТРОЙСТВО ДЛЯ БАЗОВОЙ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ ЕЕ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2007 |
|
RU2356703C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2007 |
|
RU2350438C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311266C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311268C2 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| СПОСОБ СБОРКИ СЕКЦИЙ И НАРЕЗКИ РЕЗЬБЫ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2324804C2 |
| СПОСОБ ОБРАБОТКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2017 |
|
RU2646179C1 |
| СПОСОБ ОБРАБОТКИ ЛАПЫ ДОЛОТА | 2006 |
|
RU2323076C1 |
Изобретение относится к машиностроению и может быть использовано для установки заготовок сложной формы на металлорежущих станках, а именно для установки заготовки лапы бурового долота, имеющей двугранный угол, в одной из плоскостей которого выполнено перпендикулярное указанной плоскости глухое цилиндрическое технологическое отверстие. Способ установки включает базирование заготовки плоскостями двугранного угла на призме с исключением пяти степеней свободы и на пальце, с исключением шестой степени свободы заготовки, и закрепление заготовки силой, направленной по нормали к спинке заготовки лапы бурового долота. Заготовку базируют на ромбическом цанговом пальце, в котором размещен разжимной конус, подпружиненный относительно цангового пальца в осевом направлении посредством спиральной пружины через разжимное кольцо. Закрепление заготовки осуществляют посредством силы, передаваемой плоским дном заготовки со стороны технологического отверстия на кнопку-пружину, встроенную в головку разжимного конуса, до соприкосновения лепестков цангового конца пальца, раздвигаемого разжимным конусом, с технологическим отверстием заготовки и одновременного касания плоскостей двугранного угла заготовки с плоскостями призмы. Обеспечивается повышение точности расположения обрабатываемых поверхностей и простота работы устройства. 9 ил.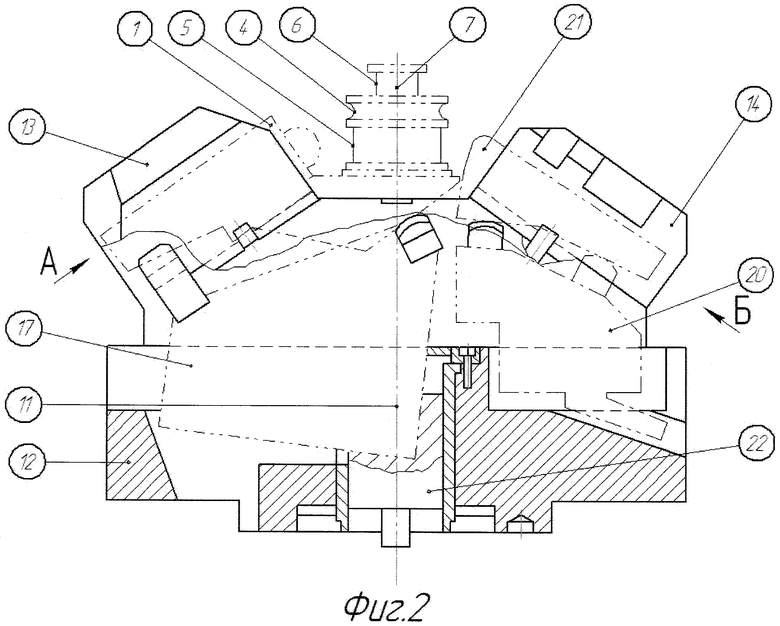
Способ установки заготовки лапы бурового долота при механической обработке на металлорежущих станках, при этом заготовка выполнена с двугранным углом и глухим цилиндрическим технологическим отверстием в одной из плоскостей двугранного угла, расположенным перпендикулярно упомянутой плоскости, включающий базирование заготовки лапы бурового долота плоскостями двугранного угла на призме с исключением пяти степеней свободы и на пальце с исключением шестой степени свободы и ее закрепление силой, направленной по нормали к спинке заготовки, отличающийся тем, что заготовку базируют на ромбическом цанговом пальце, в котором размещен разжимной конус с головкой, подпружиненный относительно цангового пальца в осевом направлении посредством спиральной пружины через разжимное кольцо, а закрепление заготовки осуществляют посредством силы, передаваемой плоским дном технологического отверстия заготовки на кнопку-пружину, встроенную в головку разжимного конуса, до соприкосновения лепестков цангового пальца, раздвигаемого разжимным конусом, с технологическим отверстием заготовки и одновременного касания плоскостей двугранного угла заготовки с плоскостями призмы.
| СПОСОБ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311266C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311268C2 |
| US 4872379 А, 10.10.1989. | |||

