Предлагаемое изобретение относится к области изготовления изделий раздувом и может быть использовано в других областях, где осуществляется формование различных изделий из термопластичных материалов.
Известен способ формирования пустотелых емкостей (патент РФ №2129957, кл. В29С 49/28), в котором удержание пресс-формы, образованной сомкнутыми полуформами, осуществляют механическим путем с помощью рычажных механизмов, что требует применения мощных гидро- и пневмоцилиндров, которые, в свою очередь, создают большие напряжения в самих механизмах, их шарнирах и других трущихся частях, вызывая повышенный износ. Кроме того, усилия, создаваемые силовыми элементами, передаются на части агрегата, на котором установлена пресс-форма, вызывая необходимость изготавливать сами рычажные механизмы и элементы конструкции агрегата, на которых эти механизмы и их гидро- пневмоприводы смонтированы, жесткими и довольно массивными.
Известно устройство для закрывания формы, предназначенной для изготовления изделий из термопластичных материалов (заявка DE №19804143, кл. В29С 49/56, опубл. 03.02.1998), в котором встречное движение частей формы осуществляется с помощью силового механизма, а каждая из частей формы установлена на специальной траверсе и обе траверсы непосредственно соединены с силовым механизмом. Данному устройству присущи практически те же недостатки, что и у предыдущего устройства, выполненного по описанному выше способу.
Известен также способ удержания полуформ пресс-формы от раздвижения при формировании изделий раздувом путем приложения к полуформам внешних усилий (патент РФ №2184654, кл. В29С 49/56). По данному способу полуформы удерживаются на минимальном расстоянии друг от друга для обеспечения минимального износа сопряженных поверхностей полуформ за счет использования, по меньшей мере, одного электромагнита, сердечник которого связан с одной полуформой, а его якорь - с другой, где усилие отрыва якоря от сердечника больше результирующего усилия от давления на стенки формируемого раздувом изделия. Использование электромагнита или группы электромагнитов для удержания полуформ пресс-формы в сомкнутом состоянии позволяет существенно уменьшить усилия, необходимые для смыкания и размыкания полуформ, что приводит к возможности снижения металлоемкости и износа соответствующих силовых механизмов, выполняющих эти функции.
В то же время, установка частей (якоря и сердечника), по меньшей мере, одного электромагнита на элементы конструкций крепления и перемещения полуформ пресс-формы приводит к ощутимому утяжелению этих элементов конструкций, что, в свою очередь, увеличивает их инерционные параметры, повышая вероятность соударения полуформ при смыкании пресс-формы.
Наиболее близким по технической сущности к заявляемому изобретению является устройство для изготовления изделий раздувом (патент РФ №2197384, кл. В29С 49/28), которое можно принять в качестве прототипа. Данное устройство содержит несущую конструкцию, по крайней мере две полуформы, установленные с возможностью перемещения и образующие при своем смыкании формующую полость, устройство перемещения полуформ, узел закрепления, растягивания и выдува преформы. Удержание полуформ от размыкания осуществляют с помощью по крайней мере одного электромагнита, а узел закрепления, растягивания и выдува установлен на платформе, подвешенной качелеобразно к полуформам.
Приведенному устройству также свойственны недостатки, связанные с установкой частей электромагнитов (особенно сердечников, являющихся наиболее металлоемкими их составными частями) на элементах конструкций крепления и перемещения полуформ пресс-формы, что связано с увеличением инерционных параметров подвижных элементов и повышением вероятности соударения полуформ при смыкании пресс-формы. Еще большее влияние на массово-инерционные параметры конструкций крепления и перемещения полуформ пресс-формы и повышение вероятности соударения полуформ при смыкании пресс-формы будет оказывать качелеобразное (с помощью рычагов и шарниров) присоединение к подвижным частям пресс-формы платформы с узлами закрепления, растягивания и выдува. Кроме того, подобная установка платформы с упомянутыми узлами на подвижных частях конструкций крепления пресс-формы будет вносить определенную неравномерность в предполагаемую (согласно материалам прототипа) синхронность перемещения полуформ, вызывая дополнительные напряжения и, соответственно, повышенный износ в шарнирно-рычажном механизме, что, к тому же, потребует увеличения мощности приводов для перемещения подвижных частей пресс-формы.
Технической задачей, на решение которой направлено изобретение, является устранение указанных недостатков путем создания автономного быстросъемного устройства смыкания с высокой надежностью удержания полуформ пресс-формы в сомкнутом состоянии, при практическом исключении вероятности соударения полуформ пресс-формы за счет минимизации массово-инерционных параметров элементов конструкций крепления и перемещения полуформ и возможности установки как минимум одного маломощного привода, управляющего этими перемещениями.
Указанные технические результаты достигаются за счет того, что устройство для смыкания пресс-формы, предназначенной для изготовления изделий раздувом, содержащее несущую конструкцию, две полуформы, установленные с возможностью перемещения и образующие при своем соединении, как минимум, одну формующую полость, устройство перемещения полуформ и устройство удержания полуформ в соединенном положении, выполненное в виде электромагнитов, причем несущая конструкция выполнена в виде жесткой пространственной рамы, имеющей конфигурацию параллелепипеда, на нижних балках которой закреплены две параллельные профильные направляющие, а устройство перемещения полуформ выполнено в виде двух кареток, связанных между собой, по меньшей мере, одним пневмоцилиндром, каждая из кареток состоит из двух плит, соединенных между собой стержнями, одна из плит каждой каретки размещена внутри другой каретки, все плиты обеих кареток параллельны друг другу и снабжены профильными роликами, контактирующими с профильными направляющими несущей конструкции, при этом на внутренних частях обеих плит, размещенных внутри кареток, закреплены полуформы пресс-формы, а на боковых частях несущей конструкции установлены электромагниты, сердечники которых имеют возможность взаимодействия с якорями, функции которых выполняют либо внешние плиты кареток, либо стальные пластины, закрепленные на внешних плитах этих кареток.
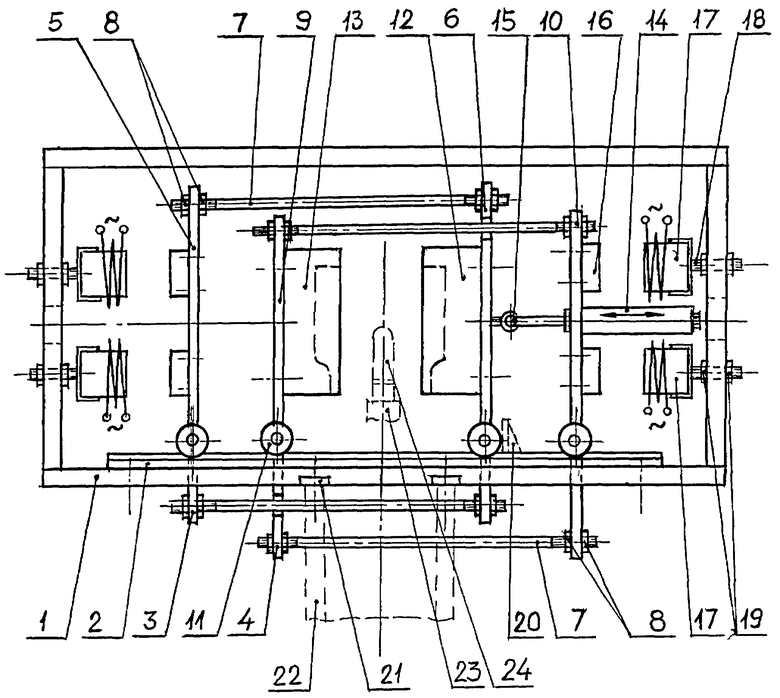
Предлагаемое изобретение иллюстрируется чертежом, где показана конструктивная схема заявляемого узла смыкания пресс-формы.
Основой узла смыкания пресс-формы является несущая конструкция, выполненная в виде пространственной рамы 1 из тонкостенных прямоугольных труб и имеющая конфигурацию параллелепипеда. На нижних балках рамы 1 жестко закреплены две параллельные направляющие 2. При этом направляющие 2 крепятся к нижним балкам рамы 1 с помощью резьбовых соединений, допускающих возможность точного регулирования и фиксации положения каждой направляющей относительно друг друга в пространстве, независимо от точностных параметров изготовления рамы. Верхняя часть каждой направляющей выполнена в виде двух наклонных плоскостей с равными углами наклона относительно вертикали и высокой степенью чистоты поверхностей, что обеспечивает высокую точность перемещений подвижных частей пресс-формы.
Внутри несущей рамы 1 размещены две каретки 3 и 4. Каретка 3 состоит двух вертикальных плит 5 и 6, соединенных между собой стержнями 7 с гайками 8. Каретка 4 состоит из двух вертикальных плит 9 и 10, также соединенных между собой стержнями 7 с гайками 8. Обе каретки 3 и 4 выполнены таким образом, что расстояние между плитами 5, 6 и 9,10 одинаково, что вместе с вертикальностью всех плит относительно направляющих 2 достигается путем регулировок гаек 8. Особенностью конструктивного исполнения обеих кареток является то, что плита 6 каретки 3 размещена внутри каретки 4, а плита 9 каретки 4 - внутри каретки 3. Для обеспечения возможности перемещения кареток на боковых поверхностях плит 5, 6, 9, 10 на одном уровне шарнирно установлены ролики 11. На каждом ролике выполнены две внутренние конусные поверхности, что обеспечивает устойчивое прямолинейное перемещение кареток по клинообразным частям направляющих 2 с минимальными механическими потерями.
На внутренних поверхностях плит 6 и 9 кареток 3 и 4 с помощью болтов (показано условно) закреплены, соответственно, полуформы 12 и 13 выдувной пресс-формы.
Для максимального облегчения кареток все их плиты и полуформы выдувной пресс-формы выполнены из алюминиевых сплавов, что значительно уменьшает их инерционные параметры и потери от трения качения при смыкании и размыкании пресс-формы.
Управление смыкающими и размыкающими движениями полуформ 12 и 13 осуществляется с помощью пневмоцилиндра 14, корпус которого закреплен в центральной части плиты 10 каретки 4, а его шток закреплен посредством сферического шарнира 15 на плите 6 каретки 3.
Удержание пресс-формы, образованной сомкнутыми полуформами 12 и 13, осуществляется электромагнитами, якоря которых, выполненные в виде тонких стальных пластин 16, закреплены с помощью болтов (показано условно) на внешних поверхностях плит 5 и 10 кареток 3 и 4, соответственно, а сердечники 17 электромагнитов посредством кронштейнов 18 с резьбовыми стержнями закреплены с помощью гаек 19 на боковых элементах конструкции рамы 1. При этом с помощью гаек 19 осуществляется точное регулирование положений сердечников 17 относительно якорных пластин 16, соблюдая равенство суммы расстояний между сердечниками, установленными на противоположных частях рамы, и якорными пластинами, установленными на каретках 3 и 4, расстоянию между полуформами 12 и 13 в полностью разведенном друг от друга положении, что позволяет равномерно и с высокой точностью удерживать полуформы 12 и 13 пресс-формы в сомкнутом состоянии на минимально возможном расстоянии друг от друга при выдуве изделий, практически полностью исключая вероятность соударения полуформ при смыкании.
При обеспечении равенства масс обеих кареток, с учетом масс полуформ 12 и 13, масс якорных пластин 16 и частей пневмоцилиндра 14 с шарниром 15, при минимальных потерях от трения качения кареток, синхронное смыкание и размыкания полуформ пресс-формы может быть осуществлено с помощью, как минимум, одного маломощного пневмоцилиндра 14.
В случае возможной рассинхронизации размыкающих перемещений полуформ (по различным причинам) возможна установка на неподвижные части конструкции устройства для смыкания пресс-формы, например, на направляющие 2 или нижние балки рамы 1 концевых ограничителей перемещений в виде упоров 20.
Вышеописанное устройство для смыкания пресс-формы является самостоятельной сборочной единицей, быстро и легко монтируемой на основании выдувной машины. Для быстрого монтажа и демонтажа устройства на нижних балках его несущей рамы приварены две пары кронштейнов 21, отверстия в которых согласованы с соответствующими отверстиями в основании 22 выдувной машины, оси которых, в свою очередь, согласованы с центральной осью перемещения вытяжного штока узла растягивания и выдува преформы. Высокоориентированное крепление устройства для смыкания пресс-формы на основании выдувной машины может быть осуществлено, например, с помощью прецизионных болтов (показано условно).
Принцип работы устройства для смыкания пресс-формы довольно прост. В процессе работы выдувной машины бобышки 23 с установленными в них преформами 24 (преформы устанавливаются своими горловинами во внутренние полости бобышек) по конвейеру с шаговым приводом проходят зону нагрева и поступают в зону выдува. При нахождении бобышки 23 с разогретой преформой 24 в зоне выдува подается давление в пневмоцилиндр 14 на выдвижение штока, в результате чего происходит смыкание полуформ 12 и 13 пресс-формы. Тут же подается напряжение на электромагниты, и за счет притяжения якорных пластин 16 к сердечникам 17 пресс-форма удерживается в сомкнутом состоянии, обеспечивая возможность выдува емкости. По окончании выдува и первичного охлаждения емкости в пресс-форме происходит отключение напряжения от электромагнитов и, одновременно с этим, подается давление в пневмоцилиндр 14 на втягивание его штока, что обеспечивает размыкание полуформ пресс-формы, позволяющее при следующем шаговом перемещении конвейера вывести готовое изделие из зоны пресс-формы, удалить его из бобышки и переместить (путем сброса или иным способом) в технологическую тару. Далее весь процесс циклически повторяется.
При этом использование в предлагаемом устройстве вышеназванных конструктивных и компоновочных особенностей (в том числе, минимизации массово-инерционных параметров подвижных частей пресс-формы) обеспечивает возможность существенного (примерно в 1,2…1,4 раза) сокращения времени технологического цикла выдува изделий по сравнению с другими известными конструкциями аналогичных устройств смыкания пресс-формы.
Таким образом, предлагаемое устройство представляет собой автономный быстросъемный технологический модуль, для установки которого на выдувную машину необходимы только соответствующие места стыковки и крепежные элементы. Кроме того, компоновочные особенности устройства позволяют без его полного демонтажа производить замену полуформ пресс-формы на другие (для изготовления других емкостей - по типоразмеру или конфигурации) и осуществлять все необходимые переналадки, связанные с этой заменой, для обеспечения высокопроизводительной и высокоточной работы этого устройства для смыкания пресс-формы.
Работоспособность предлагаемого устройства для смыкания пресс-формы, а также все вышеописанные положительные технические и технологические качества подтверждены в процессе работы на выдувных полуавтоматах совместной разработки ООО «Русский механик» и ООО «ФармЭлитПартнер», на которых данные устройства установлены для выдува лекарственных флаконов из полипропилена. После отладки указанных полуавтоматов время технологического цикла выдува флаконов емкостью 5 и 10 мл составило около 2-х секунд.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОЛИПРОПИЛЕНА | 2002 |
|
RU2225790C1 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ РАЗДУВОМ | 2002 |
|
RU2213660C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ РАЗДУВОМ | 2002 |
|
RU2197384C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЭТ-ТАРЫ | 2016 |
|
RU2635600C2 |
| СПОСОБ УДЕРЖАНИЯ ПРЕСС-ФОРМЫ ОТ РАЗМЫКАНИЯ ПРИ ФОРМИРОВАНИИ ИЗДЕЛИЙ | 2001 |
|
RU2184654C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЕМКОСТЕЙ ИЗ ПЛАСТМАССЫ | 1998 |
|
RU2139190C1 |
| ВЫДУВНАЯ ПРЕСС-ФОРМА ИЗМЕНЯЕМОГО ОБЪЕМА | 2001 |
|
RU2237576C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2005 |
|
RU2297913C1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
Устройство для смыкания пресс-формы, предназначенной для изготовления изделий раздувом, содержит несущую конструкцию, две полуформы, установленные с возможностью перемещения и образующие при своем соединении, как минимум, одну формующую полость, устройство перемещения полуформ и устройство удержания полуформ в соединенном положении, выполненное в виде электромагнитов. Несущая конструкция выполнена в виде жесткой пространственной рамы, имеющей конфигурацию параллелепипеда, на нижних балках которой закреплены две параллельные профильные направляющие. Устройство перемещения полуформ выполнено в виде двух кареток, связанных между собой, по меньшей мере, одним пневмоцилиндром. Каждая из кареток состоит из двух плит, соединенных между собой стержнями. Одна из плит каждой каретки размещена внутри другой каретки. Все плиты обеих кареток параллельны друг другу и снабжены профильными роликами, контактирующими с профильными направляющими несущей конструкции. На внутренних частях обоих плит, размещенных внутри кареток, закреплены полуформы пресс-формы. На боковых частях несущей конструкции установлены электромагниты, сердечники которых имеют возможность взаимодействия с якорями, функции которых выполняют либо внешние плиты кареток, либо стальные пластины, закрепленные на внешних плитах этих кареток. Технический результат изобретения - создание автономного быстросъемного устройства смыкания с высокой надежностью удержания полуформ пресс-формы в сомкнутом состоянии, при практическом исключении вероятности соударения полуформ пресс-формы за счет минимизации массово-инерционных параметров элементов конструкций крепления и перемещения полуформ и возможности установки как минимум одного маломощного привода, управляющего этими перемещениями. 1 ил.
Устройство для смыкания пресс-формы, предназначенной для изготовления изделий раздувом, содержащее несущую конструкцию, две полуформы, установленные с возможностью перемещения и образующие при своем соединении, как минимум, одну формующую полость, устройство перемещения полуформ и устройство удержания полуформ в соединенном положении, выполненное в виде электромагнитов, отличающееся тем, что несущая конструкция выполнена в виде жесткой пространственной рамы, имеющей конфигурацию параллелепипеда, на нижних балках которой закреплены две параллельные профильные направляющие, а устройство перемещения полуформ выполнено в виде двух кареток, связанных между собой, по меньшей мере, одним пневмоцилиндром, причем каждая из кареток состоит из двух плит, соединенных между собой стержнями, одна из плит каждой каретки размещена внутри другой каретки, все плиты обеих кареток параллельны друг другу и снабжены профильными роликами, контактирующими с профильными направляющими несущей конструкции, при этом на внутренних частях обоих плит, размещенных внутри кареток, закреплены полуформы пресс-формы, а на боковых частях несущей конструкции установлены электромагниты, сердечники которых имеют возможность взаимодействия с якорями, функции которых выполняют либо внешние плиты кареток, либо стальные пластины, закрепленные на внешних плитах этих кареток.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ РАЗДУВОМ | 2002 |
|
RU2197384C1 |
| US 6464922 В1, 15.10.2002 | |||
| JP 2001105475 A, 17.04.2001 | |||
| US 4334852 A, 15.06.1982 | |||
| DE 3715160 A1, 19.11.1987 | |||
| УСТРОЙСТВО для ОБЕСПЕЧЕНИЯ НЕПРЕРЫВНОЙ СВЯЗИ ПОДВИЖНЫХ ОБЪЕКТОВ С ЦЕНТРАЛЬНОЙ СТАНЦИЕЙ | 0 |
|
SU290858A1 |
| СПОСОБ УДЕРЖАНИЯ ПРЕСС-ФОРМЫ ОТ РАЗМЫКАНИЯ ПРИ ФОРМИРОВАНИИ ИЗДЕЛИЙ | 2001 |
|
RU2184654C1 |

