Изобретение относится к устройствам для изготовления полых изделий из пластмасс типа ПЭТ путем формования внутренним давлением.
Известна установка для изготовления емкостей из полых изделий, состоящая из станины и размещенных на ней пневмодвигателя, кинематического привода, включающего коромысло, тяги и цапфы, неподвижных рам и подвижных плит с пресс-формами, узла вытяжки, узла выдува, включающего герметизирующий пневмоцилиндр и выдувную головку, узла пневмоавтоматики (Многоцелевая машина для выдувания пластмассовых бутылок, модель QCS-6 (Китай), принятая к эксплуатации согласно справкe Алтайского центра стандартизации, метрологии и сертификации, 1996 г.).
Недостатком этой установки является громоздкость, обусловленная большими размерами кинематического узла и силового поршня, предназначенных для плотного смыкания и запирания пресс-формы.
Техническим результатом является уменьшение габаритов и веса, упрощение сборки и монтажа, повышение надежности работы установки и унификация отдельных узлов, снижение стоимости установки.
Это достигается тем, что в установке для изготовления емкостей из пластмассы, состоящей из станины и размещенных на ней пневмодвигателя, кинематического привода, неподвижных рам и подвижных плит с пресс-формами, узла выдува, узла вытяжки и узла пневмоавтоматики, в качестве пневмодвигателя используется пневмодвигатель поворотного типа, пресс-формы расположены на противоположных сторонах от пневмодвигателя поворотного типа, кинематический привод выполнен из двух одинаковых узлов, параллельно расположенных относительно друг друга, при этом каждый узел выполнен складывающимся, а узел выдува и узел вытяжки образуют модуль выдува.
На фиг. 1 изображена установка для изготовления емкостей из пластмассы, общий вид; на фиг.2 - вид по "А" фиг. 1 на узел кинематического привода.
Установка для изготовления емкостей из пластмассы состоит из станины 1, которая представляет собой жесткую конструкцию, состоящую из продольных труб, соединенных поперечными планками. На станине 1 параллельно друг другу установлены и прикреплены к поперечным планкам рамы 2, 3, соединенные между собой направляющими валами 4 и 5. На двух крайних рамах 2, соединенных между собой перекладиной 6, установлены неподвижные части пресс-форм 7. Станина 1, направляющие валы 4, 5, рамы 2, 3 и перекладина 6 являются силовыми элементами, обеспечивающими жесткость и прочность конструкции установки.
Между рамами 2 и 3 на направляющих валах 4 через подшипники скольжения 8 установлены подвижные плиты 9, на которых закреплены ответные части пресс-форм 7. Каждая из подвижных плит соединена с пневмодвигателем поворотного типа 10 через кинематический привод 11. Пневмодвигатель поворотного типа 10 размещен вертикально в центре конструкции установки между рамами 3 и находится в подвешенном состоянии благодаря подшипникам скольжения 8 на направляющих валах 5, расположенных в горизонтальной плоскости по обе стороны пневмодвигателя поворотного типа 10.
Кинематический привод 11 (фиг. 1) состоит из двух отраженных на фиг. 2 одинаковых узлов, закрепленных соответственно на верхней и нижней частях вала пневмодвигателя поворотного типа 10, и параллельно расположенных относительно друг друга. Каждый узел кинематического привода 11 выполнен складывающимся и включает в себя коромысло 12, тягу 13 и две цапфы 14, закрепленные на подвижных плитах 9.
Модуль выдува 15 на фиг 1 установлен на перекладине 6. Каждый узел включает в себя герметизирующий пневмоцилиндр 16, пневмоцилиндр 17 с вытяжным штоком и выдувную головку 18 с уплотнительными манжетами.
Узел пневмоавтоматики 19 предназначен для подготовки сжатого воздуха и распределения его между пневмоцилиндрами 16, 17 и пневмодвигателем поворотного типа 10.
Работа установки для изготовления емкостей из пластмассы, например типа полиэтилентерефталата, осуществляется в следующем порядке.
Заготовки в виде преформ ПЭТ (полиэтилентерефталат), нагретые до определенной температуры, помещаются в одну из половин каждой пресс-формы 7. Сжатый воздух поступает в установленный на скользящем подвесе пневмодвигатель поворотного типа 10, соединенный с кинематическим приводом 11, обеспечивающим смыкание пресс-форм 7.
Вращательное движение пневмодвигателя поворотного типа 10 преобразуется через коромысло 12, тяги 13 и цапфы 14 в поступательное движение плит 9 с пресс-формами 7. При этом подвижные плиты 9 по направляющим валам 4 перемещаются вплоть до смыкания обеих частей пресс-форм 7.
Усилия пневмодвигателя поворотного типа 10 передаются на две пресс-формы 7, размещенные на противоположных сторонах от пневмодвигателя поворотного типа 10. Благодаря этому усилия на каждой пресс-форме 7 становятся в два раза меньше, чем при одностороннем размещении пресс-форм 7, как это имеет место в установке, принятой за прототип.
Применение пневмодвигателя поворотного типа 10 вместо пневмоцилиндра, размещенного в установке, принятой за прототип, позволило использовать кинематический привод 11, состоящий из двух одинаковых складывающихся узлов, параллельно расположенных относительно друг друга, обеспечивающих нарастание усилий на пресс-формы 7 при уменьшении скорости подвижных плит 9 в момент смыкания пресс-форм 7. Это обеспечивает надежность закрытия пресс-форм 7 при выдуве емкостей из пластмассы и предохраняет пресс-формы 7 от ударов при их закрытии. Кроме того, складывание узлов кинематического привода 11 обеспечивает компактность установки для изготовления емкостей.
Кинематический привод 11 обеспечивает передачу на подвижные плиты 9 переменных усилий, которые возрастают до максимального значения в момент смыкания пресс-форм 7. В этом случае снижается неблагоприятное влияние крутящих моментов на скользящие соединения в пневмодвигателе поворотного типа 10, подшипниках 8 и шарнирных соединениях кинематического узла 11.
Это способствует увеличению срока службы установки в целом.
Разделение кинематического привода 11 на два одинаковых узла, параллельно расположенных относительно друг друга, позволяет передавать усилия пневмодвигателя поворотного типа 10 на пресс-формы 7 по двум параллельным осям. Тем самым улучшается центровка, уменьшается перекос пресс-форм 7 при движении, смыкании и выдуве емкостей из пластмасс типа ПЭТ. Это приводит к снижению требуемых усилий в узлах кинематического привода 11 и тем самым - уменьшению габаритов и веса силовых элементов и установки для изготовления емкостей из пластмассы в целом.
Два вала 5 и два подшипника 8, обеспечивающие подвешенное состояние пневмодвигателя поворотного типа 10 имеют одну степень свободы, совпадающую с направлением движения поворотных плит 9, вследствие чего возникающие при выдуве усилия пресс-форм 7 передаются друг на друга через кинематический привод 11, минуя пневмодвигатель поворотного типа 10.
Это обеспечивает увеличение ресурса работы пневмодвигателя поворотного типа 10, и таким образом - снижение стоимости установки.
После смыкания пресс-форм 7 подается сжатый воздух в симметрично расположенные модули выдува 15. Герметизирующий пневмоцилиндр 16 перемещает вниз пневмоцилиндр 17 с вытяжным штоком вместе с выдувной головкой 18 и прижимает последнюю к горловине преформы ПЭТ.
Выдувная головка 18 с уплотнительной манжетой закреплена неподвижно на корпусе пневмоцилиндра 17 с вытяжным штоком, которые перемещаются как единый узел. Далее сжатый воздух поступает в пневмоцилиндр 17, который своим штоком вытягивает преформу ПЭТ до размеров, достаточных для качественного выдува емкости. При выдуве преформы должны быть выполнены три операции: ее герметизация, вытяжка и выдув. В установке для изготовления емкостей, принятой за прототип, это осуществляется двумя отдельными узлами: узлом выдува и узлом вытяжки. Выполнение в виде двух отдельных узлов требует их тщательной подгонки при сборке на установке для изготовления емкостей.
В предлагаемом устройстве эти три операции - герметизация, вытяжка и выдув преформы - обеспечивает один модуль выдува 15. Этот модуль выдува 15 может быть выполнен в виде самостоятельного модуля, который собирается отдельно от установки и тем самым исключается необходимость тщательной подгонки его составных частей непосредственно на установке для изготовления емкостей.
Все это, с одной стороны, позволяет упростить монтаж узла выдува 15 на установке и, кроме того, использовать модуль выдува 15 в любом необходимом количестве в установке для изготовления емкостей.
Кроме того, модуль выдува 15, унифицированный в виде самостоятельного модуля, может применяться не только в заявленном изобретении, но и в других установках подобного типа для выполнения операции выдува емкостей.
Использование такой установки позволяет уменьшить ее габариты и вес, упростить сборку отдельных узлов и монтаж установки в целом, уменьшить ее стоимость, повысить надежность работы установки,
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ РАЗДУВОМ | 2002 |
|
RU2213660C1 |
| БАНКА ДЛЯ ПРОДУКТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2164887C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ РАЗЛИЧНОЙ ЕМКОСТИ | 1999 |
|
RU2140853C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ РАЗДУВОМ | 2002 |
|
RU2197384C1 |
| ВЫДУВНАЯ ПРЕСС-ФОРМА ИЗМЕНЯЕМОГО ОБЪЕМА | 2001 |
|
RU2237576C2 |
| УСТРОЙСТВО ДЛЯ СМЫКАНИЯ ПРЕСС-ФОРМЫ | 2008 |
|
RU2390413C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2454327C2 |
| МАШИНА ПНЕВМОФОРМОВОЧНАЯ | 1997 |
|
RU2143976C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2005 |
|
RU2297913C1 |

Установка для изготовления емкостей из пластмассы содержит станину и смонтированные на ней двигатель поворотного типа, кинематический привод в виде двух одинаковых складывающихся узлов, параллельно расположенных относительно друг друга. На станине также смонтированы неподвижные рамы, подвижные плиты с пресс-формами, расположенными на противоположных сторонах от двигателя поворотного типа, и узел выдува. Двигатель расположен вертикально между рамами и смонтирован в подвешенном состоянии посредством подшипников скольжения на направляющих валах. Валы расположены в горизонтальной плоскости по обе стороны от двигателя. Причем установка снабжена узлом вытяжки, образующим с узлом выдува единый модуль в виде герметизирующего цилиндра, вытяжного пневмоцилиндра и выдувной головки, смонтированной на корпусе вытяжного пневмоцилиндра. Техническим результатом является уменьшение габаритов и веса, упрощение сборки и монтажа, повышение надежности работы установки и унификация отдельных узлов, снижение стоимости установки. 2 ил.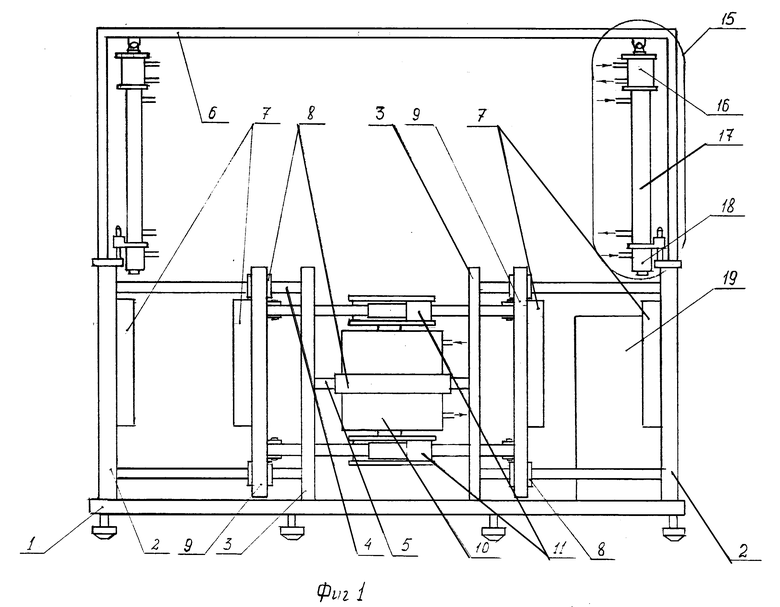
Установка для изготовления емкостей из пластмассы, содержащая станину и смонтированные на ней двигатель поворотного типа, кинематический привод в виде двух одинаковых складывающихся узлов, параллельно расположенных относительно друг друга, неподвижные рамы и подвижные плиты с пресс-формами, расположенными на противоположных сторонах от двигателя поворотного типа, и узел выдува, отличающаяся тем, что двигатель расположен вертикально между рамами и смонтирован в подвешенном состоянии посредством подшипников скольжения на направляющих валах, расположенных в горизонтальной плоскости по обе стороны от двигателя, причем установка снабжена узлом вытяжки, образующим с узлом выдува единый модуль в виде герметизирующего цилиндра, вытяжного пневмоцилиндра и выдувной головки, смонтированной на корпусе вытяжного пневмоцилиндра.
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Многоцелевая машина для выдувания пластмассовых бутылок, модель QSC (Китай), 1996 | |||
| US 4878828 A, 07.11.89 | |||
| ВЫДУВНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ | 0 |
|
SU289560A1 |
| US 3964852 A, 22.06.76. | |||
