ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к узлу группирования упаковок вдоль пути транспортировки.
В следующем описании и формуле изобретения термин «упаковка» используется в самом широком смысле для обозначения любого контейнера для упаковки жидкости или разливных пищевых продуктов и поэтому включает в себя не только пакеты, изготовленные из многослойного листового материала и тому подобное, на которые здесь далее сделана ссылка исключительно в виде примера, но также стеклянные или пластиковые бутылки, жестяные банки и т.д.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Как известно, многие разливные пищевые продукты, такие как фруктовые соки, пастеризованное молоко, вино, томатный соус и т.д. продаются в упаковках, изготовленных из стерилизованного листового упаковочного материала.
Типичным примером упаковки такого типа является упаковка в форме параллелепипеда для жидкостей или разливных пищевых продуктов, известная как Tetra Brik Aseptic (зарегистрированный товарный знак), которая изготавливается путем складывания и герметизации упаковочного материала из ламинированных полос. Упаковочный материал имеет многослойную структуру, содержащую слой волокнистого материала, например бумаги, покрытый с обеих сторон слоями термоклейкого пластикового материала, например полиэтилена. В случае асептической упаковки для продуктов длительного хранения, таких как пастеризованное молоко, упаковочный материал содержит слой кислородонепроницаемого материала, например алюминиевой фольги, который накладывается на слой термоклейкого пластикового материала, и в свою очередь покрывается другим слоем термоклейкого пластикового материала, который в конечном счете формирует внутреннюю поверхность упаковки, контактирующую с пищевым продуктом.
Как известно, упаковки такого сорта производятся на полностью автоматических упаковочных линиях, на которых из рулонного упаковочного материала формируется непрерывная труба; рулон упаковочного материала стерилизуется, например, путем нанесения химического стерилизующего вещества, такого как перекись водорода, которое затем удаляется с поверхностей упаковочного материала, например испаряется путем нагрева; и стерилизованный таким образом рулон упаковочного материала поддерживается в закрытой, стерильной среде, и складывается, и герметизируется продольно для формирования вертикальной трубы.
Труба заполняется стерилизованным или стерильно обработанным пищевым продуктом, герметизируется и затем отрезается вдоль равномерно разнесенных поперечных сечений для формирования упаковок типа «подушки», которые механически складываются для формирования соответствующих законченных упаковок, например, по существу, в форме параллелепипеда.
Альтернативно, упаковочный материал может быть разрезан на заготовки, которым придается форма упаковки на формовочных шпинделях, и упаковки заполняются пищевым продуктом и герметизируются. Одним из примеров упаковки такого типа является так называемая «упаковка с крышеобразным верхом», известная под торговой маркой Tetra Rex (зарегистрированный товарный знак).
В обоих вышеуказанных случаях законченные упаковки последовательно подаются в группирующий узел, где из них составляются отдельные группы из заданного числа упаковок, которые в итоге упаковываются в упаковочный материал, например картон или пластиковую пленку, для формирования соответствующих упаковок для транспортировки в розничные сети.
Более подробно, упаковки подаются в группирующий узел в линиях, параллельных направлению перемещения, и временно накапливаются на приемной станции; заданное количество упаковок с приемной станции затем подается на конвейер для транспортировки к выходной станции. Вдоль пути, ограниченного конвейером, упаковки в каждой группе выравниваются в одну или несколько линий поперек направления перемещения и затем проталкиваются в выходную станцию, где они упаковываются в упаковочный материал для формирования соответствующей упаковки.
Один из примеров известного группирующего узла, подходящего для группирования пластиковых бутылок, приведен в Патенте США US 6793064.
Более подробно, вышеуказанный узел, по существу, содержит непрерывный ленточный конвейер, имеющий прямую плоскую транспортирующую ветку, на которую подаются бутылки с заданными временными интервалами и в группах заданного количества, для транспортировки к упаковочной станции, расположенной ниже по ходу движения, где каждая группа бутылок, сформированная таким образом, упаковывается для доставки в розничные сети.
В ходе подачи на упаковочную станцию бутылки в каждой группе сперва выравниваются в определенную конфигурацию, а затем проталкиваются в этой конфигурации в упаковочную станцию. Это осуществляется посредством двух отдельных механизмов - выравнивающего механизма и проталкивающего механизма, - расположенных последовательно в направлении перемещения бутылок.
Выравнивающий механизм расположен поверх конвейера и содержит ряд выравнивающих планок, которые простираются поперек направления перемещения бутылок, которые подаются при помощи цепного привода вдоль непрерывного пути, имеющего участок, обращенный к транспортирующей ветке конвейера и параллельный ей.
Каждая группа бутылок, поданная на конвейер, опирается на соответствующую выравнивающую планку, расположенную ниже по ходу движения, перемещающуюся медленнее, чем конвейер.
Выравнивающие планки поэтому обеспечивают небольшое замедление бутылок относительно скорости конвейера, для того чтобы уплотнять бутылки в направлении перемещения и выравнивать их в одну или несколько линий, перпендикулярных направлению перемещения. Выравнивающие планки также предотвращают опрокидывание бутылок на конвейер.
Проталкивающий механизм расположен над конвейером и ниже по ходу движения от выравнивающего механизма в направлении перемещения бутылок и, подобно выравнивающему механизму, содержит ряд проталкивающих планок, простирающихся поперек направления перемещения бутылок, которые подаются дополнительным цепным приводом вдоль бесконечного пути, имеющего участок, обращенный к транспортирующей ветке конвейера и параллельный ей.
Когда выравнивающие планки освобождают соответствующие группы бутылок, каждая проталкивающая планка взаимодействует с верхней стороной бутылок в каждой группе для проталкивания группы к упаковочной станции с той же скоростью, что и конвейер.
Известные узлы вышеописанного типа имеют сравнительно большое количество подвижных частей, что означает сложные процедуры наладки и синхронизации, и сравнительно большие затраты на техническое обслуживание, а также являются достаточно громоздкими.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является обеспечение узла для группирования упаковок, предназначенного для обеспечения простого, недорогого решения вышеуказанных недостатков, как правило, встречающихся у известных узлов.
Согласно настоящему изобретению обеспечивается узел для группирования упаковок вдоль пути транспортировки, как указано в пункте 1 формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Предпочтительное, не ограничивающее воплощение настоящего изобретения будет описано в виде примера со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 изображает вид в перспективе узла для группирования упаковок в соответствии с настоящим изобретением, с отсутствием некоторых частей для ясности;
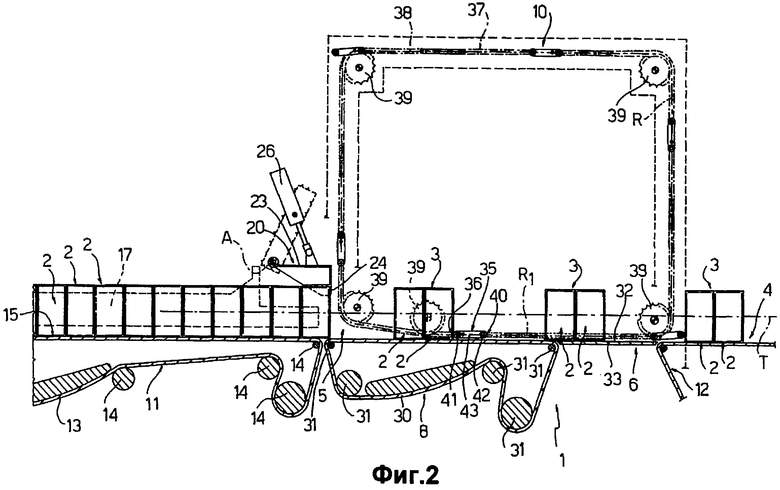
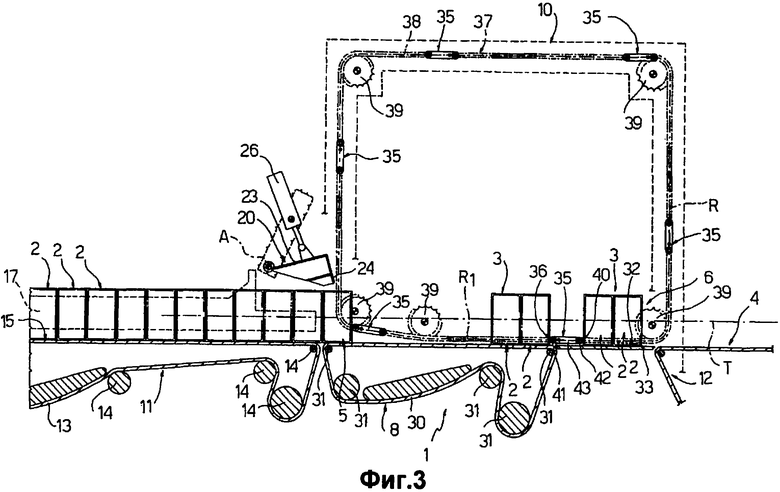
Фиг.2 и 3 изображают виды сбоку узла с Фиг.1 в двух разных рабочих состояниях, взаимодействующего с упаковками.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
Номер 1 на прилагаемых чертежах обозначает узел в целом в соответствии с настоящим изобретением для группирования упаковок 2 вдоль пути транспортировки Т в показанном примере, прямого пути транспортировки. Более подробно, узел 1 обеспечивает разделение упаковок 2 на группы 3, состоящие из заданного количества упаковок и имеющие определенную конфигурацию, для подачи в упаковочный узел 4 (показанный лишь частично), где группы 3 упаковываются в упаковочный материал (не показано), например в картон или пластиковую пленку, для формирования относительных упаковок для транспортировки в розничные сети.
В показанном примере упаковки 2 представляют собой пакеты в форме параллелепипеда, которые изготовлены, как описано выше подробно, из многослойного листового упаковочного материала, и которые заполняются разливным пищевым продуктом, таким как пастеризованное или UHT молоко, фруктовый сок, вино и т.д., а затем герметизируются.
Альтернативно, упаковки 2 могут быть сформированы несколькими пакетами, удерживаемыми вместе упаковочным материалом, например пластиковой пленкой, или могут представлять собой другой тип упаковочных контейнеров, например бутылки, жестяные банки и т.д.
Узел 1, по существу, содержит приемную станцию 5 для приема упаковок 2, расположенных в продольные линии, параллельные пути Т; выходную станцию 6 для групп 3, содержащих заданное число упаковок 2 из соответствующих продольных линий, выровненных в одну или несколько линий, перпендикулярных пути Т; конвейер 8, образующий подвижную транспортирующую поверхность 9, на которую с заданными временными интервалами подаются упаковки 2 в количестве, равном количеству упаковок в каждой группе 3, и которая подает упаковки 2 от приемной станции 5 на выходную станцию 6 вдоль пути Т; и выравнивающее устройство 10, которое взаимодействует с упаковками 2 на конвейере 8 для выравнивания их в одну или несколько линий поперек пути Т, по мере их перемещения к выходной станции 6.
Более подробно, упаковки 2 подаются в приемную станцию 5 при помощи ленточного конвейера 11 прерывистого действия и после формирования отдельных групп 3 подаются из выходной станции 6 на следующий ленточный конвейер 12, формирующий часть упаковочного узла 4, показанный лишь частично на прилагаемых чертежах.
Более подробно, конвейер 11 содержит ленту 13, образующую петлю вокруг ряда роликов 14, по меньшей мере, один из которых имеет силовой привод и образующую для упаковок 2 плоскую горизонтальную верхнюю транспортирующую поверхность 15, копланарную с транспортирующей поверхностью 9 конвейера 8 и расположенную вверху по ходу движения от нее. Более подробно, по мере своего перемещения по конвейеру 11 упаковки 2 поддерживаются в продольных линиях, параллельных пути Т, при помощи ряда неподвижных каналов 16, выполненных на верху транспортирующей поверхности 15. Каждый канал 16 ограничен двумя боковыми направляющими стенками, между которыми подается относительно продольная линия упаковок 2, располагающихся на транспортирующей поверхности 15.
Известным образом конвейер 11 приводится в действие сервомотором (не показано) на периоды времени, продолжительность которых зависит от количества упаковок 2, которое необходимо подать, при каждом этапе привода конвейера 11 к приемной станции 5 для формирования относительных групп 3. То есть для каждого этапа привода конвейера 11 заданное число упаковок 2 транспортируется от участка транспортирующей поверхности 15 конвейера 11 внизу по ходу движения к приемной станции 5 узла 1, образованной участком вверху по ходу движения транспортирующей поверхности 9 конвейера 8. После каждого этапа привода следует пауза, за которую упаковки 2 накапливаются на вышеуказанном участке внизу по ходу движения транспортирующей поверхности 15.
Количество упаковок 2, подаваемых на конвейер 8, контролируется известным способом при помощи датчиков, например оптических датчиков, не показанных на чертежах, так как они не являются основополагающими для ясного понимания настоящего изобретения.
Предпочтительно удерживающий элемент 20, приводимый в действие синхронно с паузами конвейера 11, оборудован для сдерживания цепочки упаковок 2, ожидающей подачи на приемную станцию 5.
Более подробно, удерживающий элемент 20 образован пластиной, которая при виде сбоку имеет форму перевернутой буквы L, и вращается вокруг неподвижной оси А, перпендикулярной направлению перемещения упаковок 2, между поднятым свободным положением (Фиг.3), в котором он освобождает упаковки 2 для обеспечения свободного доступа к конвейеру 8, и опущенным удерживающим положением (Фиг.1 и 2), в котором он сообщается с верхней и передней частями поперечной линии упаковок 2, расположенной непосредственно перед приемной станцией 5, для предотвращения их перемещения к конвейеру 8.
Более подробно, со ссылкой на направление перемещения упаковок 2 передняя концевая кромка удерживающего элемента 20 способна поворачиваться вокруг оси А, и удерживающий элемент содержит первый участок 23, ограниченный с одной стороны вышеуказанной концевой кромкой и расположенный лицом к транспортировочной поверхности 15 конвейера 11 и параллельно ей, для сообщения с верхней стенкой упаковок 2; и второй участок 24, простирающийся перпендикулярно от концевой кромки, противоположной оси А, участка 23 и сообщающийся с верхним участком соответствующих передних стенок упаковок 2, смежных с приемной станцией 5. Удерживающий элемент 20 перемещается между свободным и удерживающим положениями при помощи известного приводного устройства 26, не описанного подробно.
Упаковки 2 в каждой группе 3 выравниваются, находясь на конвейере 8, который предпочтительно представляет собой ленточный конвейер и приводится непрерывно с постоянной или изменяемой скоростью при помощи известного сервомотора (не показано).
Конвейер 8 содержит ленту 30, образующую петлю вокруг ряда роликов 31, по меньшей мере, один из которых соединен с сервомотором, и образует верхнюю транспортирующую поверхность 9 для упаковок 2.
Выходная станция 6 предпочтительно ограничена замедляющей поверхностью 32, компланарной с транспортирующей поверхностью 9, расположенной дальше по потоку от нее, которая замедляет группы 3 упаковок 2 перед транспортировкой к упаковочному узлу 4.
Замедляющая поверхность 32 предпочтительно образована неподвижной горизонтальной поверхностью 33, расположенной между конвейерами 8 и 12.
Альтернативно, замедляющая поверхность 32 может быть образована подвижной поверхностью, перемещающейся медленней, чем транспортировочная поверхность 9, или лишь поверхностью 9.
Выравнивающее устройство 10 содержит один или несколько планочных элементов 35, которые простираются перпендикулярно направлению перемещения упаковок 2, циклично перемещаются вдоль пути R, имеющего участок R1, параллельный пути Т, от приемной станции 5 к выходной станции 6, и каждый из которых образует выравнивающую поверхность 36, на которую, при каждом цикле, упаковки 2 соответствующей группы 3, расположенной выше по ходу движения, опираются и выравниваются в одну или несколько линий поперек пути Т.
В показанном примере планочных элементов 35 шесть, и они прикреплены, будучи равномерно разнесенными, к ленточному конвейеру 37, расположенному над транспортирующей поверхностью 9 конвейера 8 и над замедляющей поверхностью 32.
Более подробно, конвейер 37 содержит две идентичные бесконечные цепи 38, простирающиеся по противоположным сторонам транспортирующей поверхности 9 конвейера 8 и замедляющей поверхности 32, и поддерживающие планочные элементы 35 между ними.
Каждая цепь 38 образует петлю вокруг соответствующего числа роликов 39 так, чтобы принимать, по существу, прямоугольную форму, с двумя сторонами, параллельными транспортирующей поверхности 9 конвейера 8 и замедляющей поверхности 32, и двумя сторонами, перпендикулярными поверхностям 9, 32.
Цепи 38 приводятся в действие непрерывно с постоянной или изменяющейся скоростью при помощи известного сервомотора (не показано) и образуют путь R планочных элементов 35, который, в показанном примере, представляет собой прямоугольный путь с одной стороной, параллельной пути Т.
По меньшей мере, при взаимодействии с упаковками 2 каждый планочный элемент 35 перемещается цепями 38 медленнее или почти с той же скоростью, что и транспортирующая поверхность 9.
Предпочтительно каждый планочный элемент 35 также содержит, ниже по ходу движения, проталкивающую поверхность 40, которая, при каждом цикле, воздействует на каждую группу 3 упаковок 2 ниже по ходу движения от планочного элемента 35 для проталкивания группы 3 от узла 1 к упаковочному узлу 4.
Другими словами, каждый планочный элемент 35 обеспечивает, при каждом цикле, выравнивание соответствующей группы 3 упаковок 2, расположенных выше по ходу движения, в то время как группа 3 находится на транспортирующей поверхности 9 конвейера 8, а также проталкивание соответствующей группы 3 упаковок 2, расположенных ниже по ходу движения, замедленных на поверхности 32.
Каждый планочный элемент 35 содержит две цилиндрические планки 41, 42, соединенные на соответствующих противоположных концах соответствующими соединительными участками 43, объединенными с соответствующими цепями 38; планка (41), расположенная выше по ходу движения относительно направления перемещения упаковок 2 вдоль пути Т, образует выравнивающую поверхность 36; и другая планка (42) образует проталкивающую поверхность 40.
Как показано на Фиг.1, упаковки 2, перемещающиеся вдоль транспортирующей поверхности 9 конвейера 8, удерживаются сбоку двумя неподвижными боковыми элементами 45, которые сходятся по направлению к выходной станции 6 для уплотнения упаковок 2 перпендикулярно пути Т.
Работа узла 1 будет описана со ссылкой на формирование групп 3 из упаковок 2, и при этом в исходном состоянии (Фиг.2), в котором конвейер 11 неподвижен, упаковки 2, формирующие в конечном счете вышеуказанную группу, накапливаются на нижнем относительно хода движения участке транспортирующей поверхности 15 конвейера 11, и удерживающий элемент 20 занимает опущенное удерживающее положение, в котором он сообщается с поперечной линией упаковок 2, смежной с приемной станцией 5.
Когда конвейер 11 приводится в действие, удерживающий элемент 20 поворачивается в поднятое свободное положение (Фиг.3) для обеспечения подачи заданного числа упаковок 2 на конвейер 8.
Упаковки 2, перешедшие с конвейера 11 на конвейер 8, опираются на выравнивающую поверхность 36 планки 41 соответствующего планочного элемента 35, проходящего сквозь приемную станцию 5.
После схода заданного количества упаковок 2 с конвейера 11 он останавливается, и удерживающий элемент 20 поворачивается обратно в опущенное удерживающее положение (Фиг.2) для сдерживания очереди упаковок 2, накапливаемых на транспортирующей поверхности 15.
Группа 3 упаковок 2, поданных на конвейер 8, с другой стороны, продвигается вдоль пути Т к выходной станции 6; в ходе чего, так как конвейер 37 перемещается медленнее, чем конвейер 8, или с той же скоростью, упаковки 2 удерживаются в сгруппированном состоянии соответствующим планочным элементом 35 и, в данном проиллюстрированном примере, выровнены в две линии поперек пути Т.
После достижения неподвижной поверхности 33 упаковки 2 сперва замедляются и, в конечном счете, останавливаются. То есть на выходе с конвейера 8 упаковки 2 проскальзывают до остановки на неподвижной поверхности 33; и так как упаковки замедляются, предшествующий планочный элемент 35 отсоединяется от упаковок 2 и продолжает свое перемещение вдоль пути R.
По мере перемещения группы 3 вдоль пути Т составляющие ее упаковки 2 уплотняются перпендикулярно пути Т под направляющим воздействием боковых элементов 45.
Смежный планочный элемент 35, расположенный выше по ходу движения от группы 3 упаковок 2, остановленных на неподвижной поверхности 33, захватывает вышеуказанные упаковки, освобождает группу 3 упаковок 2, расположенную выше по ходу движения, и выталкивает упаковки 2, расположенные ниже по ходу движения, из узла 1 на конвейер 12 упаковочного узла 4.
Преимущества узла 1 в соответствии с настоящим изобретением станут очевидны из следующего описания.
В частности, каждый планочный элемент 35 обеспечивает выравнивание и уплотнение упаковок 2, расположенных выше по ходу движения, а также выталкивание упаковок 2, расположенных ниже по ходу движения, из узла 1, таким образом обеспечивая существенное снижение общего количества подвижных частей, подлежащих синхронизации, а также затрат на техническое обслуживание и общих размеров узла 1.
То есть в отличие от отдельных конвейеров для транспортировки выравнивающих элементов и проталкивающих, как показано, например, в Патенте США 6793064, для транспортировки элементов (35), предназначенных как для выравнивания, так и для проталкивания упаковок 2 в каждой группе 3, может быть использован один конвейер.
Очевидно в узле 1, описанном и проиллюстрированном здесь, могут быть выполнены изменения, не выходящие тем не менее за пределы изобретения, ограниченные в прилагаемой формуле изобретения.
Узел (1) группирования упаковок (2) вдоль пути перемещения (Т) включает в себя приемную станцию (6) для групп (3), образованных заданным количеством упаковок (2), подвижную транспортирующую поверхность (9), на которую с заданными временными интервалами подаются упаковки (2) в количестве, равном количеству упаковок в каждой группе (3), и которая подает упаковки (2) вдоль пути перемещения (Т), и, по меньшей мере, один подвижный элемент (35), который имеет выравнивающую поверхность (36), на которую при каждом цикле упаковки (2) в каждой группе (3), находящейся выше по ходу движения от подвижного элемента (35), опираются и выравниваются в, по меньшей мере, одну линию, перпендикулярную пути перемещения (Т), и проталкивающую поверхность (40). Подвижный элемент (35) подается вдоль рабочего пути (R), имеющего, по меньшей мере, один участок (R1), параллельный пути перемещения (Т). Узел имеет замедляющие средства (32), которые воздействуют на вышеуказанные упаковки (2) в каждой группе (3) для замедления упаковок (2) до оказания на них проталкивающего воздействия вышеуказанным подвижным элементом (35). Подвижный элемент (35), по меньшей мере, при взаимодействии с вышеуказанными упаковками (2) непрерывно перемещается со скоростью, практически равной скорости вышеуказанной транспортирующей поверхности (9). Изобретение обеспечивает упрощение конструкции. 4 з.п. ф-лы, 3 ил.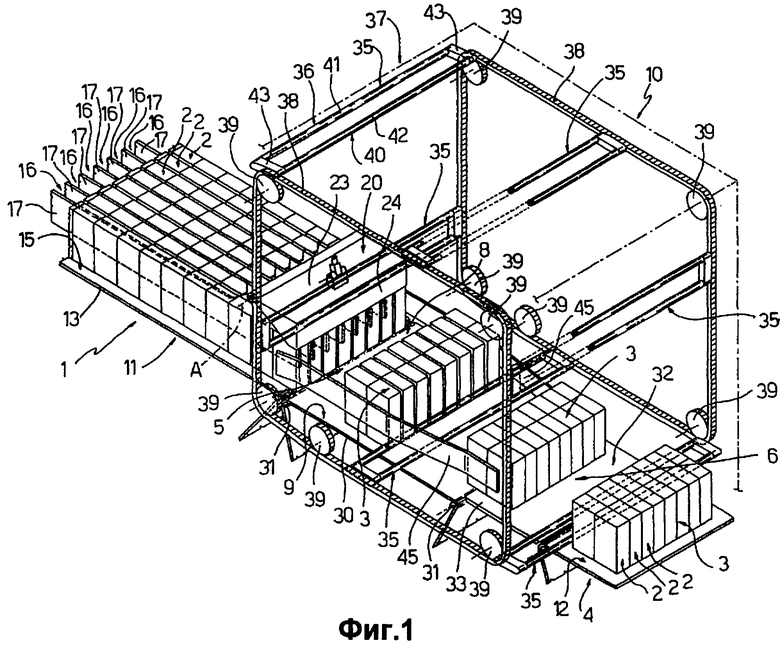
1. Узел (1) группирования упаковок (2) вдоль пути перемещения (Т), содержащий:
приемную станцию (5), принимающую вышеуказанные упаковки (2), расположенные в виде продольных линий, параллельных вышеуказанному пути перемещения (Т);
выходную станцию (6) для групп (3), содержащих заданное количество упаковок (2) из соответствующих вышеуказанных продольных линий и выровненных в, по меньшей мере, одну линию, поперечную вышеуказанному пути перемещения (Т);
по меньшей мере, один подвижный элемент (35), который подается циклически вдоль рабочего пути (R), имеющего, по меньшей мере, один участок (R1), параллельный вышеуказанному пути перемещения (Т) от вышеуказанной приемной станции (5) до вышеуказанной выходной станции (6), и содержащий выравнивающую поверхность (36), на которую при каждом цикле упаковки (2) каждой группы (3), расположенной выше по ходу движения от подвижного элемента (35), опираются и выравниваются в, по меньшей мере, одну линию, поперечную пути перемещения (Т);
а также проталкивающую поверхность (40), которая при каждом цикле воздействует на каждую группу (3) упаковок (2), расположенную ниже по ходу движения от подвижного элемента (35), для выталкивания вышеуказанной группы (3) из вышеуказанного узла (1), отличающийся тем, что он дополнительно содержит
подвижную транспортирующую поверхность (9), перемещаемую по вышеуказанному пути (Т), и на которую через заданные промежутки времени подаются упаковки (2) в количестве, равном количеству упаковок в каждой группе (3), и которая подает вышеуказанные упаковки (2) от вышеуказанной приемной станции (5) на вышеуказанную выходную станцию (6) вдоль вышеуказанного пути перемещения (Т);
замедляющие средства (32), которые воздействуют на вышеуказанные упаковки (2) в каждой группе (3) вдоль концевого участка вышеуказанного пути перемещения (Т) для замедления упаковок (2) до оказания на них проталкивающего воздействия вышеуказанным подвижным элементом (35);
при этом подвижный элемент (35), по меньшей мере, при взаимодействии с вышеуказанными упаковками (2), непрерывно перемещается со скоростью, практически равной скорости вышеуказанной транспортирующей поверхности (9).
2. Узел по п.1, отличающийся тем, что вышеуказанные замедляющие средства (32) содержат неподвижную поверхность (33), простирающуюся вдоль вышеуказанного пути перемещения (Т) ниже по ходу движения от вышеуказанной транспортирующей поверхности (9).
3. Узел по п.1, отличающийся тем, что вышеуказанный подвижный элемент (35) содержит две параллельные планки (41, 42), перпендикулярные вышеуказанному пути перемещения (Т), одна (41) из которых, расположенная выше по ходу движения, образует вышеуказанную выравнивающую поверхность (36) и другая из которых образует вышеуказанную проталкивающую поверхность (40).
4. Узел по п.1, отличающийся тем, что он содержит ряд вышеуказанных подвижных элементов (35), установленных вдоль вышеуказанного рабочего пути (R), так что выравнивающая поверхность (36) каждого из них воздействует на соответствующую группу (3) упаковок (2), расположенную выше по ходу движения, и проталкивающая поверхность (40) каждого из них воздействует на соответствующую группу (3) упаковок (2), расположенную ниже по ходу движения.
5. Узел по п.1, отличающийся тем, что он содержит два направляющих боковых элемента (45), расположенных на противоположных сторонах вышеуказанного пути перемещения (Т), и сходящихся в направлении вышеуказанной выходной станции (6), для уплотнения вышеуказанных упаковок (2) в каждой группе (3) перпендикулярно пути перемещения (Т).
| US 5147027 А, 15.09.1992 | |||
| US 3194382 А, 13.07.1965 | |||
| US 5667055 А, 16.09.1997 | |||
| US 3872647 А, 25.03.1975 | |||
| DE 3546248 А1, 02.07.1987 | |||
| Устройство для разделения потока ящиков на конвейере | 1975 |
|
SU575289A1 |

