Изобретение относится к станкостроению, в частности к металлорежущим станкам для механической обработки отверстий с регулярной несоосностью и соосных отверстий под подшипники коленчатого вала в блоках цилиндров и картерах двигателей внутреннего сгорания.
Известен пневмошпиндель для шлифовальных станков, выполненный в виде турбины, вращающейся на аэростатических опорах, снабженный распределительным устройством в виде неподвижного кольцевого корпуса, помещенного внутри турбины с возможностью разворота относительно последнего, причем корпус и распределительный вал снабжены радиальными отверстиями посредством проточки в корпусе с отверстиями, перекрываемыми при взаимном перемещении распределительного вала и корпуса, служащими для изменения давления воздушной струи, приводящей во вращение турбину (а.с. SU 461830, МКИ3 B24B 41/04, опублик. 28.02.75).
Недостатком пневмошпинделя является невозможность использования его в известном виде на металлорежущих станках для обработки ряда соосных отверстий большой длины при одновременном координировании его соосными люнетами, например, при шлифовании коренных опор в картерах дизелей. Невозможность такого использования обусловлена также отсутствием у известного пневмошпинделя возможности радиального смещения относительно оси обрабатываемого отверстия и осуществления в смещенном положении планетарного движения. Конструкция корпуса такого шпинделя, а также устройства для распределения воздуха и воздушной магистрали не приспособлены для контакта с центрирующими соосными люнетами при растачивании соосных отверстий из-за невозможности перемещения его внутри люнетов в условиях потери контакта с каждым предыдущим люнетом и приобретения контакта с последующим люнетом.
Наиболее близким техническим решением является конструкция металлорежущего станка (патент RU №2273548, МПК B23B 41/00 (2006.01) опубл. 10.04.2006. Бюл. №10), содержащего станину, привод, приспособление для установки и зажима детали, борштангу, установленную на подшипниках в гильзе, люнеты, привод продольной подачи и вращения борштанги, выполненный в виде пневматической реактивной турбины, закрепленной на борштанге, и механизма газораспределения турбины, состоящего из внешнего воздушного трубопровода, воздушных запорных клапанов, установленных в каждом люнете, замкнутых трубопроводов, расположенных в направляющих отверстиях люнетов вдоль их оси, и внутренних воздушных радиальных, кольцевого и осевого каналов турбин, образующих единый внутренний воздушный канал между внешним воздушным трубопроводом и соплами турбины при периодическом открытии воздушных запорных клапанов при воздействии на них фасками передней и задней крышек гильзы, приводящем к поочередному соединению единого внутреннего запорного клапана каждого последующего люнета и отключению предыдущего при перемещении гильзы внутри люнетов, приводящем к потере контакта фасок на торцах крышек гильзы с каждым из предыдущих воздушных клапанов и его отключению, а также к периодическим подаче и прекращению подачи воздуха под давлением в сопла турбины в процессе осевого рабочего хода гильзы и отключению при холостом ходе, причем механизм газораспределения турбины содержит выходные отверстия в крышках, а между борштангой и гильзой установлено промежуточное кольцо так, что радиальные отверстия гильзы и кольца совпадают, а кольцевой канал промежуточного кольца сообщается с радиальным и осевым отверстиями борштанги, образуя общий воздушный канал с внешним воздушным трубопроводом и соплами турбины при растачивании каждого очередного отверстия из ряда соосных.
Данное устройство имеет низкий технический уровень, обусловленный ограниченными функциональными возможностями при обработке соосных отверстий с регулярной несоосностью (Баев А.С. Синтез валов с регулярной несоосностью опор // Двигателестроение. - 1987. - №3. - С.36-38).
Низкий технический уровень обусловлен тем, что конструкция станка исключает возможность обеспечения технических требований к допускам на расположение промежуточных растачиваемых отверстий относительно крайних, например, в пределах Δн.с.=0,4±0,03 мм, предъявляемых к отверстиям с регулярной несоосностью.
Низкий уровень обусловлен отсутствием в известном станке механизма смещения оси борштанги. Невозможность радиального смещения борштанги и обеспечения на этом станке расточки как соосных отверстий, так и отверстий с регулярной несоосностью в пределах стандартных допусков путем его наладки, приводит к снижению его технологических возможностей.
Задачей заявленного устройства является создание новой конструктивной схемы металлорежущего станка, обладающего расширенными технологическими возможностями за счет обеспечения растачивания отверстий с регулярной несоосностью, путем введения механизма радиального смещения борштанги при сохранении возможности растачивания соосных отверстий.
Техническим результатом заявленного устройства является расширение технологических возможностей станка при обработке промежуточных растачиваемых отверстий с регулярной несоосностью. При этом сохраняются возможности растачивания соосных отверстий с жесткими допусками на их расположение относительно общей оси.
Поставленный технический результат достигается в металлорежущем станке, содержащем станину, приспособление для установки и зажима детали, борштангу, установленную на подшипниках в гильзе, люнеты, привод продольной подачи, привод вращения борштанги, выполненный в виде пневматической реактивной турбины, закрепленной на борштанге, и механизма газораспределения турбины, состоящего из внешнего воздушного трубопровода, воздушных запорных клапанов, установленных в каждом люнете, замкнутых канавок, расположенных в направляющих отверстиях люнетов вдоль их оси, и внутренних воздушных радиальных, кольцевого и осевого каналов турбины, образующих единый внутренний воздушный канал между внешним воздушным трубопроводом и соплами турбины при периодическом силовом открытии и закрытии воздушных запорных клапанов при воздействии на них фасками передней и задней крышек гильзы, причем механизм газораспределения турбины содержит выходные отверстия в крышках, а между борштангой и гильзой установлено промежуточное кольцо, при этом радиальные отверстия гильзы и кольца сообщаются, а кольцевые каналы промежуточного кольца и внутренней втулки сообщены с радиальными и осевым отверстиями борштанги с образованием общего воздушного канала с внешним воздушным трубопроводом и соплами турбины при растачивании каждого очередного отверстия из ряда соосных, отличающийся тем, что станок снабжен механизмом радиального смещения борштанги, состоящим из установленных на осях диаметрально противоположно расположенных кронштейнов задней крышки, копирного пальца, контактирующего поочередно с участками копировального паза, расположенными в направляющих отверстиях люнетов и подпружиненного стопора, гильзы с размещенными в ней промежуточной и внутренней втулками, входящими друг в друга и выполненными с возможностью смещения на величину эксцентриситета путем периодического поворота промежуточной втулки до величины регулярной несоосности промежуточных растачиваемых отверстий с регулярной несоосностью, при этом в разъеме цилиндрических поверхностей контакта промежуточной втулки и гильзы на внутренней поверхности гильзы и наружной поверхности промежуточной втулки выполнены фиксирующие полуотверстия, которые периодически попарно образуют общее отверстие, взаимодействующее через подпружиненный стопор, фиксирующий промежуточную втулку относительно гильзы после каждого поворота промежуточной втулки и ее радиального смещения на величину регулярной несоосности, возникающего от воздействия на нее соединенного с ней копирного пальца, взаимодействующего с участками копировального паза люнетов, соответвующими промежуточным растачиваемым отверстиям с регулярной несоосностью и производящим это воздействие при осевом перемещении гильзы в соответствующем люнете, а копировальные пазы выполнены так, что проекция профиля выхода копировального паза каждого предыдущего люнета на торец последующего люнета совпадает с проекцией профиля входа каждого копировального паза последующего люнета.
Создание новой конструктивной схемы металлорежущего станка, обладающего расширенными технологическим возможностями, достигается введением в конструкцию станка новой конструктивной схемы механизма радиального смещения борштанги, состоящего из установленных на осях кронштейнов задней крышки копирного пальца, контактирующего с копировальным пазом, расположенным в направляющих отверстиях люнетов, подпружиненного стопора, гильзы и размещенных в ней промежуточной и внутренней втулок, входящих друг в друга и выполненных с возможностью смещения на величины регулярной несоосности и достижения допусков на координаты расположения промежуточных растачиваемых отверстий относительно крайних при растачивании отверстий с регулярной несоосностью. При этом сохраняются возможности растачивания соосных отверстий с жесткими допусками на их расположение относительно общей оси.
Расширение технологических возможностей металлорежущего станка достигается в условиях растачивания рядов отверстий, содержащих крайние и промежуточные растачиваемые отверстия. Причем промежуточные растачиваемые отверстия расположены относительно крайних с регулярной несоосностью и имеют жесткие допуски на координаты расположения относительно крайних. Достигаются расположение и допуски тем, что станок снабжен механизмом радиального смещения борштанги. Он состоит из установленных на осях диаметрально противоположно расположенных кронштейнов задней крышки, копирного пальца, контактирующего поочередно с копировальными пазами, расположенными в направляющих отверстиях люнетов подпружиненного стопора и гильзы. Размещенные в гильзе промежуточная и внутренняя втулки, выполнены входящими друг в друга и с возможностью смещения на величину эксцентриситета. Путем периодического поворота промежуточной втулки до величины регулярной несоосности промежуточных растачиваемых отверстий достигается смещение и отверстия промежуточной втулки, с отверстием и борштангой с резцом. В результате происходит смещение растачиваемого отверстия в фиксированном положении промежуточной втулки. Для фиксации ее в смещенном положении в разъеме цилиндрических поверхностей контакта промежуточной втулки и гильзы на внутренней поверхности гильзы и наружной поверхности промежуточной втулки выполнены фиксирующие полуотверстия, которые периодически попарно образуют общее отверстие. Оно взаимодействует через подпружиненный стопор, фиксирующий промежуточную втулку относительно гильзы после каждого поворота промежуточной втулки и ее радиального смещения на величину регулярной несоосности. Радиальное смещение возникает при этом от воздействия на промежуточную втулку соединенного с ней копирного пальца, взаимодействующего с копировальным пазом. Для поворота промежуточной втулки и смещения внутренней втулки с борштангой пазы выполнены наклонными на направляющих поверхностях из люнетов с поочередностью, соответствующей поочередности регулярной несоосности. Производится это воздействие при осевом перемещении гильзы в люнете, взаимодействующем с участками копировального паза люнетов, соответствующими промежуточным растачиваемым отвертиям с регулярной несоосностью. При этом копировальные пазы выполнены так, что проекция профиля выхода копировального паза каждого предыдущего люнета на торец последующего люнета совпадает с проекцией профиля входа каждого копировального паза последующего люнета.
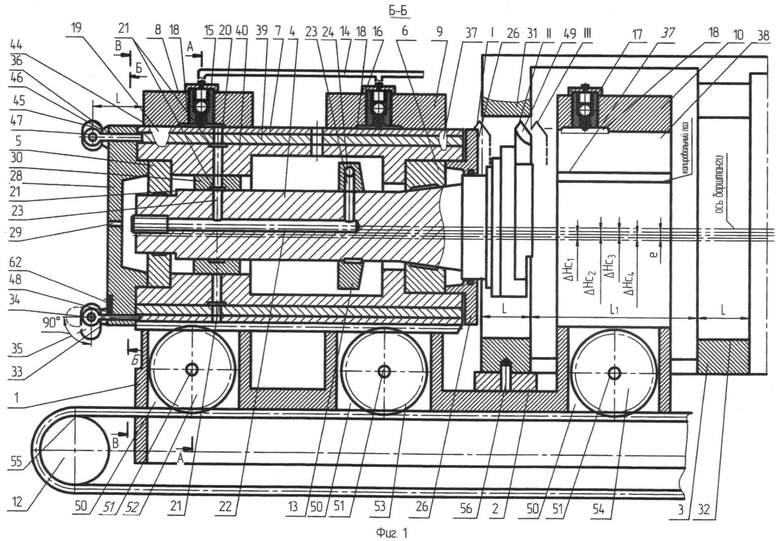
На фиг.1 показано продольное сечение станка с механизмом радиального смещения борштанги на величины регулярной несоосности Δн.с1.=Δн.с4=0±0,03 мм и Δн.с2.=Δн.с3.=0,4±0,03 мм.
На фиг.2 показаны устройство и схемы работы воздушного запорного клапана при подключении внешнего воздушного трубопровода к пневматической реактивной турбине и возникновении контакта гильзы с каждым люнетом.
На фиг.3 показаны устройство и схемы работы воздушного запорного клапана при отключении внешнего воздушного трубопровода от турбины после потери контакта гильзы с каждым люнетом.
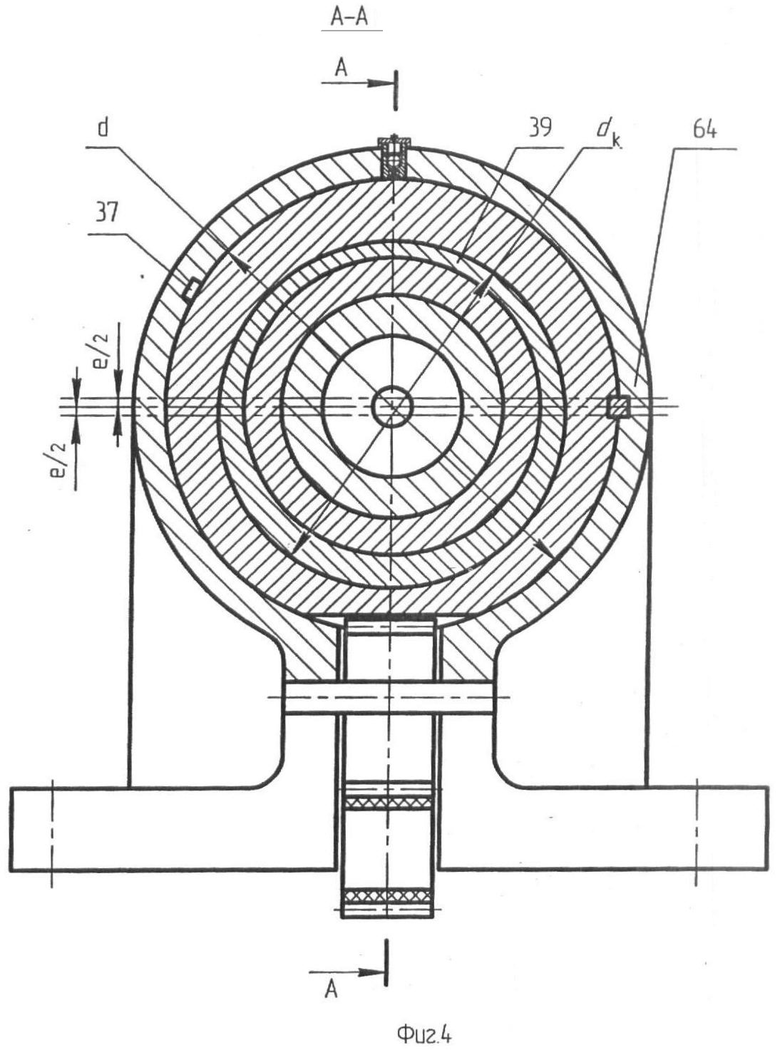
Фиг.4 показано устройство для смещения борштанги в поперечном сечении пиноли.
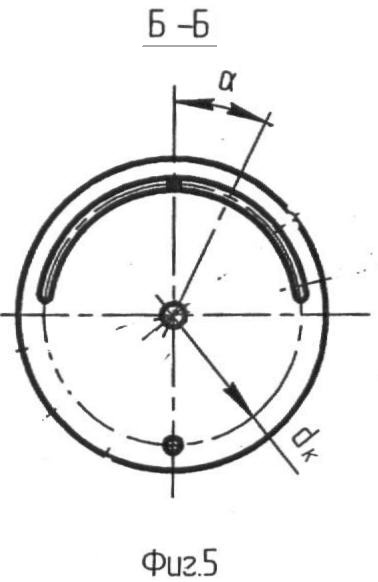
На фиг.5 показан вид Б-Б по фиг.1.
На фиг.6 представлена работа устройства в поперечном сечении В-В, обеспечивающего величину регулярной несоосности Δн.с1=0±0,03 мм (фиг.11) относительно общей оси крайних растачиваемых отверстий, проходящей через центры О1 и О4 (фиг.11). Она происходит без смещения борштанги.
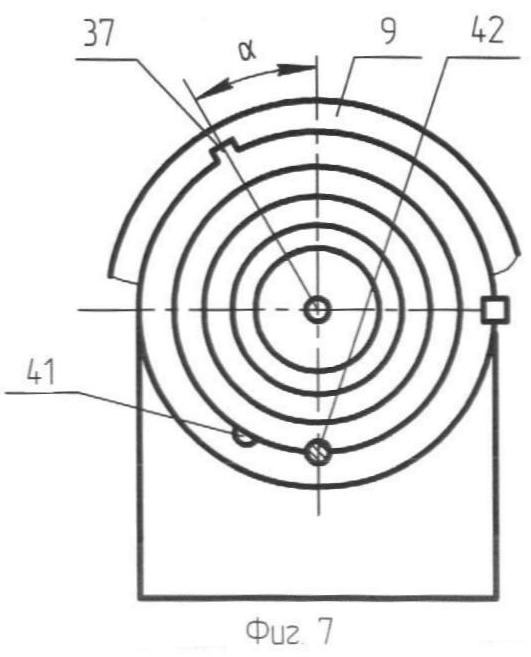
На фиг.7 представлена схема работы устройства в поперечном сечении В-В люнетов станка (фиг.1, 7), обеспечивающая смещение борштанги на величину регулярной несоосности Δн.с.2=0,4±0,03 мм относительно общей оси крайних растачиваемых отверстий, проходящей через центры О1 и О4 при обработке промежуточного растачиваемого отверстия с центром О2 (фиг.11).
На фиг.8 представлена схема работы устройства в поперечном сечении В-В люнета 10 станка (фиг.1, 8), обеспечивающая смещение борштанги на величину регулярной несоосности Δн.с3.=0,4±0,03 мм относительно общей оси крайних растачиваемых отверстий, проходящей через центр О3 (фиг.11).
На фиг.9 представлена схема работы устройства в поперечном сечении В-В люнета станка (фиг.1, 9), обеспечивающая смещение борштанги на величину регулярной несоосности Δн.с4.=0,±0.03 мм относительно общей оси крайних растачиваемых отверстий, проходящей через центры О1 и О4 (фиг.11) при обработке крайнего растачиваемого отверстия с центром О4.
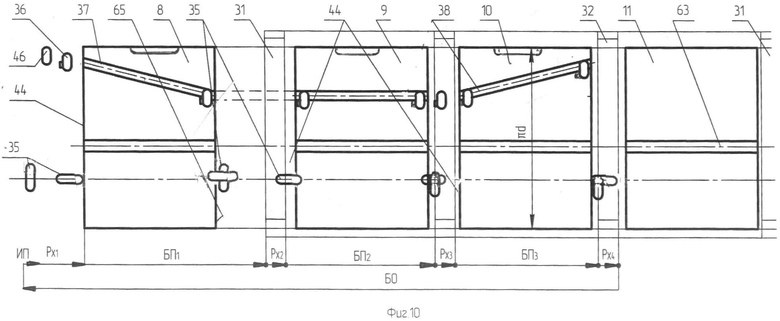
На фиг.10 представлена развертка всех люнетов и растачиваемых отверстий.
На фиг.11 представлено продольное сечение обрабатываемой детали (картера) и вид смещенных на величину регулярной несоосности Δн.с2. и Δн.с3. центров О2, О3 промежуточных растачиваемых отверстий относительно общей оси крайних растачиваемых отверстий, проходящей через центры О1 и О4.
Металлорежущий станок содержат станину 1, приспособление 2 для установки и зажима детали 3, борштангу 4, установленную на подшипниках 5 и 6 в гильзе 7, люнеты 8, 9, 10, 11 (фиг.1, 10), привод 12 продольной подачи и привод вращения борштанги 4, выполненный в виде жестко закрепленной на борштанге 4 пневматической реактивной турбины 13 и механизма газораспределения турбины 13, состоящего из внешнего воздушного трубопровода 14, воздушных запорных клапанов 15, 16, 17, установленных в каждом из люнетов 8, 9, 10, 11, замкнутых канавок 18, расположенных в направляющих отверстиях 19 люнетов 8, 9, 10, 11 вдоль их оси, и внутренних воздушных радиального 20 гильзы 7, кольцевых 21, осевого 22 и радиального 23 отверстий, образующих единый внутренний воздушный канал между внешним воздушным трубопроводом 14 и соплами 24 турбины 13 при периодическом силовом открытии и закрытии воздушных запорных клапанов 15, 16, 17 и воздействии на них фаской 25 (фиг.2) передней крышки 26 и фаской 27 (фиг.3) задней крышки 28, прикрепленных на гильзе 7, приводящем к поочередному соединению единого внутреннего воздушного канала с внешним воздушным трубопроводом 14 за счет поочередного включения воздушных запорных клапанов 15, 16, 17 каждого из люнетов 8, 9, 10, 11 и отключения предыдущего воздушного запорного клапана 15, 16, 17 при перемещении гильзы 7 внутри люнетов 8, 9, 10, 11, приводящем к потере контакта фасок 25, 27 на торцах крышек 26, 28 гильзы 7 с каждым из предыдущих воздушных запорных клапанов 15, 16, 17 и его отключению, а также к периодическим подаче и прекращению подачи воздуха под давлением в сопла 24 турбины 13 в процессе осевого рабочего хода гильзы 7 и отключению при холостом ходе, причем механизм газораспределения турбины содержит выходные отверстия 29 в задней крышке 28, а между борштангой 4 и гильзой 7 установлено промежуточное кольцо 30 так, что радиальное отверстия 20 гильзы 7, радиальное отверстие 23 и кольцевой канал 21 совпадают, а кольцевой канал 21 промежуточного кольца 30 сообщается с осевым 22 и радиальным 23 отверстиями борштанги 4, образуя общий воздушный канал с внешним воздушным трубопроводом 14 и соплами 24 и радиальным каналом 23 турбины 13 при обработке крайних растачиваемых отверстий 31 с центрами О1 и О4 и промежуточных растачиваемых отверстий 32 с центрами О2 и О3 (фиг.11), при этом металлорежущий станок содержит механизм радиального смещения борштанги, состоящий из подпружиненного стопора 33, установленной на осях 34 задней крышки 28, рукоятки 35, копирного пальца 36, контактирующего с копировальным пазом 37, расположенным во входных направляющих 19 люнетов 8 и 11. Копировальный паз 37 содержит в люнетах 8 и 11 участки 38 с наклонной осью. В люнете 9 ось копировального паза 37 параллельна общей оси крайних растачиваемых отверстий, проходящей через центры О1 и О4 (фиг.1, 11). Гильза 7 содержит размещенные в ней промежуточную втулку 39 и внутреннюю втулку 40, входящую в промежуточную 39 (d - диаметр отверстий люнетов; dк - диаметр контакта промежуточной 39 и внутренней 40 втулок (см. фиг.4). По мере растачивания каждого из обрабатываемых крайних и промежуточных растачиваемых отверстий необходимо обеспечивать различные положения промежуточной 39 и внутренней 40 втулок, относительно копировального паза 37 (фиг.6-9).
При этом промежуточная втулка 39 выполнена с возможностью смещения на величину регулярной несоосности Δн.с.=0,4 мм (нормируемый допуск на эту величину составляет ±0,03 мм). Пример расположения промежуточных растачиваемых отверстий 32 ряда относительно крайних растачиваемых отверстий 31 показан на фиг.11. Достигается это путем поворота промежуточной втулки 39 до совмещения одного из ее фиксирующих полуотверстий 41 (фиг.6-9), расположенных на ее наружной поверхности контакта с гильзой 7 с фиксирующим полуотверстием 42, расположенным на внутренней поверхности гильзы 7 (фиг.6, 7) и ее фиксации относительно гильзы 7 с величиной регулярной несоосности Δн.c2.=Δн.с3=0,4±0,03 мм промежуточных растачиваемых отверстий 32. При этом промежуточная втулка 39 установлена с возможностью образования общего отверстия 43, полученного из фиксирующих полуотверстий 41 и 42, выполненных в разъеме цилиндрических поверхностей контакта промежуточной втулки 39 и гильзы 7 после поворота промежуточной втулки 39 и ее радиального смещения на величину регулярной несоосности Δн.с2.=0,4±0,03 мм от воздействия на промежуточную втулку 39 соединенного с ней копирного пальца 36, взаимодействующего с участками 38 копировального паза 37 люнетов, соответствующими промежуточным растачиваемым отверстиям с регулярной несоосностью и производящим это воздействие при осевом перемещении гильзы в каждом из люнетов 8, 9, 10, а копировальный паз 37 выполнен так, что проекция профиля выхода копировального паза 37 каждого предыдущего люнета 8, 9, на торец последующего люнета 9, 10 совпадает с проекцией профиля входа каждого копировального паза последующего люнета 9 и 10 (фиг.10), копирный палец 36 установлен на задней крышке 28, содержащей подпружиненный стопор 33, а фиксирующие полуотверстия 42 гильзы 7 и фиксирующие отверстия 41 промежуточной втулки 39 в разъеме цилиндрических поверхностей контакта между ними, попарно образуют периодически общие отверстия 43, взаимодействующие с подпружиненным стопором 33 (фиг.6-9).
Рукоятка 35 подпружиненного стопора 33 установлена с возможностью контакта с торцом 44 люнета 8 и поворота на угол 90° на его оси. Для этого рукоятка 35 также находится на расстоянии L от торца 44 люнета 8 (L - длина крайних растачиваемых отверстий 31 и промежуточных растачиваемых отверстий 32). Аналогично копирный палец 36 имеет рукоятку 45, установленную в кронштейне 46 на оси 47, а кронштейн 48 подпружиненного стопора 33 и кронштейн 46 копирного пальца 36 отлиты с диаметрально противоположным расположением заодно с задней крышкой 28, которая закреплена на гильзе 7.
Борштанга 4 установлена во внутренней втулке 40, содержит резец 49, а встроенная пневматическая реактивная турбина 13 закреплена жестко на борштанге 4. Люнеты 8, 9, 10, 11 имеют одинаковые внутренние полости 50, в которых на осях 51 помещены приводные элементы 52, 53, 54. Вращение приводных элементов 52, 53, 54 может осуществляться от зубчатой ременной передачи 55, связанной с приводом 12. Обрабатываемая деталь 3 (например, блок цилиндров или картер двигателя внутреннего сгорания) установлена на базовые пальцы 56 и содержит крайние растачиваемые отверстия 31 и промежуточные растачиваемые отверстия 32, которые по очереди растачиваются резцом 49 при вращении борштанги 4 и поступательном прямолинейном ее перемещении вместе с гильзой 7. Передняя крышка 26 и задняя крышка 28 служат для закрепления подшипников 5 и 6, а задняя крышка 28, кроме того, служит для сброса через выходное отверстие 29 отработанного воздуха из полости внутренней втулки 40 наружу. К люнетам 8, 9, 10, 11 выполнен подвод воздуха от внешнего воздушного трубопровода 14 через запорные клапаны 15, 16, 17 так, что он периодически сообщается с воздушными радиальными отверстиями 20 в гильзе 1 и через радиальные 23, кольцевые 21 внутренней втулки 40, промежуточного кольца 30 и осевым 22 каналами борштанги 4 с соплами 24 турбины 13. Перепуск воздуха от внешнего воздушного трубопровода 14 через запорные клапаны 15, 16, 17 (фиг.2), шарики 57, после сжатия пружин 58 путем перемещения пустотелого штока 59, который ограничен в осевом перемещении резьбовой втулкой 60 и может утапливаться фаской 25 гильзы 7 так, что, воздействуя на шарик 57, заставляет его открыть запираемый им канал 61, по которому сжатый воздух может поступать в полость замкнутых канавок 18 и далее на турбину 13.
При этом пружина 62 воздействует на подпружиненный стопор 33, установленный на оси 34, помещенной в кронштейне 48, выполненном на крышке 28, заставляя его перемещаться в направлении рабочего движения гильзы 7 с промежуточной втулкой 39, внутренней втулкой 40 и борштангой 4 (вправо по фиг.1).
Из представленной на фиг.10 развертки люнетов 8, 9, 10, 11 видна форма копировального паза 37 и обрабатываемых отверстий с соответствующей наладкой копирного пальца 36 и циклограмма работы станка в процессе контакта каждого из люнетов 8, 9, 10, 11 с гильзой 7, копирным пальцем 36 и подпружиненным стопором 33.
Паз 63 в люнетах 8, 9, 10, 11 служит также для прохода через них остановленного в ориентированном положении расточного резца 49 при перемещении его к очередному крайнему обрабатываемому отверстию 31 или к обрабатываемому промежуточному отверстию 32 (фиг.10) и для шпонки 64 гильзы 7. Торцы 65 люнетов 8, 9, 10 служат, как и торцы 44, для принудительной расфиксации промежуточной втулки 39 и внутренней втулки 40 при быстром отводе (БО) гильзы в исходное положение ИП (фиг.10).
Гильза 7 содержит промежуточную 39 и внутреннюю 40 втулки и перед расточкой отверстия 32 находится в исходном положении (ИП) (резец 49 находится в положении I), при этом копирный палец 36 установлен с возможностью ориентирования против копировального паза 37 (фиг.1, 10). Промежуточная 39 и внутренняя 40 втулки имеют одинаковые эксцентриситеты е (фиг.4) относительно общей оси люнетов 8, 9, 10, 11 и гильзы 7. Копирный палец 36 жестко укреплен на торце промежуточной втулки 39. Фиксирующие полуотверстия 41 промежуточной втулки 39 и фиксирующее полуотверстие 42 на гильзе 7 выполнены с возможностью образовывать при их попарном поочередном совмещении общее отверстие 43, выходящее на общий торец (например, они просверлены в сборе промежуточной втулки 39 и гильзы 7) и могут иметь одновременный контакт с подпружиненным стопором 33, фиксирующим их взаимное расположение относительно друг друга. Копирный палец 36 обеспечивает поворот промежуточной втулки 39 вокруг ее оси и ее смещение на величину регулярной несоосности Δн.с.2 для последующей обработки промежуточного растачиваемого отверстия 32. Пружина 62 воздействует на подпружиненный стопор 33, установленный на оси 34, помещенной в кронштейне 48 задней крышки 28, заставляя его перемещаться в направлении рабочего движения гильзы 7 с промежуточной втулкой 39, внутренней втулкой 40 и борштангой 4 (вправо на фиг.1). Поскольку гильза 7 постоянно ориентирована относительно люнетов 8, 9, 10 шпонкой 64 (фиг.9), поочередно входящей в паз 63 каждого из люнетов 8, 9, 10, 11, выполненный в направляющих отверстиях люнетов 8, 9, 10, то и промежуточная втулка 39 оказывается ориентированной относительно люнетов 8, 9, 10, 11 и обрабатываемой детали 3 на величину регулярной несоосности Δн.с.2.
Станок может работать в автоматическом режиме смещения оси борштанги 4 на величину регулярной несоосности и по ее достижения в ручном режиме возврата гильзы 7 и борштанги 4 в исходное положение.
Каждый из режимов осуществляется после определенной наладки станка, показанной на фиг.6-11.
В автоматическом режиме смещения борштанги на величину регулярной несоосности Δн.с1=Δн.с4=0,±0,03 мм и Δн.с2.=Δн.с3=0,4±0,03 мм станок работает следующим образом.
Обрабатываемая деталь 3 (картер) содержит соосные крайние растачиваемые отверстий 31 и смещенные относительно их общей оси на величины Δн.с2.=Δн.с3=0,4±0,03 мм промежуточные растачиваемые отверстия 32 (фиг.11). Она координируется на пальцах 56 приспособления 2 и закрепляется. При этом ось борштанги 4 через внутреннюю втулку 40, промежуточную втулку 39 и гильзу 7 координируется люнетами 8 и 9 относительно общей оси крайних растачиваемых отверстий 31 (фиг.1) с центрами О1 и О4.
Смещение центров О1 и О4 относительно теоретической общей оси не должно превышать нормируемых величин Δн.с1.=Δн.с4=0,±0,03 мм. Перед началом работы станка гильза 7 находится в люнетах 8 и 9, что соответствует точке ИП циклограммы станка. При этом исходное положение I резца 49 соответствует вертикальному положению рукояток 35 и 46 (фиг.10).
При получении команды на обработку крайнего растачиваемого отверстия 31 от внешнего источника (не показан) из внешнего воздушного трубопровода 14 давление воздуха подается через клапан 15, полость 18 люнета 8, кольцевые каналы 20 внутренней втулки 40 и 21 промежуточного кольца 30, осевой канал 22, радиальный 23 на сопла 24 турбины 13, создавая реактивный крутящий момент. При этом борштанга 4 с резцом 49 начинают вращаться. Приводные элементы 52, 53, связанные с зубчатоременной передачей 55 и электромеханическим приводом 12, приводят в движение в осевом направлении гильзу 7, вместе с вращающейся борштангой 4, которая обрабатывает крайнее растачиваемое отверстие 31 детали 3 с выполнением технического требования, например, Δн.с1.=0,±0,03 мм. Этот переход соответствует положению фиксирующих полуотверстий 41 и 42, образующих общее фиксирующее отверстие 43, как это показано на фиг.6. При этом подпружиненный стопор 33 находится в общем отверстии 43, фиксируя промежуточную втулку 39 и гильзу 7. По циклограмме это соответствует участку Рх1 рабочего хода гильзы 7.
По окончании растачивания производится обработка промежуточного растачиваемого отверстия 32 с центром О2.
Поступает команда от путевого датчика (не показан) и осуществляется осевое холостое поступательное перемещение гильзы 7 вперед в позицию растачивания очередного промежуточного растачиваемого отверстия 32 с центром О2 (фиг.11 и участок БП1 быстрого подвода гильзы 7 на циклограмме фиг.10). При этом производится автоматическое смещение оси борштанги не величину регулярной несоосности Δн.с2.=0,4±0,03 мм вместе с внутренней втулкой 40 за счет осуществления поворота промежуточной втулки 39. Происходит это в результате того, что рукоятка 35 подпружиненного стопора 33 наезжает на торец 44 люнета 8 и поворачивается вокруг оси 34 на угол 90°, сжимая пружину 62, вытягивая подпружиненный стопор 33 и освобождая промежуточную втулку 39. После этого копирный палец 36 входит в соответствующий (наклонный на фиг.10) участок 38 копировального паза 37 люнета 8 и при движении гильзы 7 вперед вызывает поворот промежуточной втулки 39 на угол α. Для этого расстояние L между рукояткой 45 и торцом 44 люнета 8 рассчитано и отрегулировано так, что поворот на угол α заканчивается после входа копирного пальца 36 в участок 38 и заканчивается после его выхода из участка 38 копировального паза 37. В момент выхода копирного пальца 36 из контакта с участком 38 подпружиненный стопор 33 попадает в общее отверстие 43, образованное из фиксирующих полуотверстий 41 и 42 промежуточной втулки 39 и гильзы 7 соответственно, фиксируя их относительно друг друга и относительно люнета 8 и обрабатываемой детали 3. После этого производится обработка промежуточного растачиваемого отверстия 32 с центром О3. Этот переход соответствует положению фиксирующих полуотверстий 41 и 42, образующих общее отверстие 43, как это показано на фиг.7. При этом подпружиненный стопор 33 находится в общем отверстии 43, фиксируя промежуточную втулку 39 и гильзу 7. По циклограмме это соответствует участку Рх2 рабочего хода гильзы 7.
По окончании растачивания промежуточного отверстия 32 копирный палец 36 в очередной раз оказывается против копировального паза 37 (на соответствующем прямом участке на фиг.10) люнета 9.
Поступает команда от путевого датчика (не показан) и осуществляется осевое холостое поступательное перемещение гильзы 7 вперед в позицию растачивания очередного промежуточного растачиваемого отверстия 32 с центром О3 (фиг.11 и участок БП2 быстрого подвода гильзы 7 на циклограмме фиг.10). Для его обработки не производится автоматическое смещение оси борштанги не величину регулярной несоосности Δн.с2.=0,4±0,03 мм. Поэтому участок 38 копировального паза 37 выполнен параллельно обшей оси крайних отверстий О1О4 (фиг.11). Когда рукоятка 35 подпружиненного стопора 33 наезжает на торец 44 люнета 9 и поворачивается вокруг оси 34 на угол 90°, сжимая пружину 62, вытягивая подпружиненный стопор 33 и освобождая промежуточную втулку 39, копирный палец 36 входит в соответствующий (прямой на фиг.10) участок 38 копировального паза 37 люнета 9 и при движении гильзы 7 вперед не вызывает поворота промежуточной втулки 39 на угол α. При этом расстояние L между рукояткой 45 и торцом 44 люнета 9 рассчитано и отрегулировано так, что поворот на угол α заканчивается после входа копирного пальца 36 в участок 38 и заканчивается после его выхода из участка 38 копировального паза 37. В момент выхода копировального пальца 36 из контакта с участком 38 подпружиненный стопор 33 попадает в общее отверстие 43, образованное из фиксирующих полуотверстий 41 и 42 промежуточной втулки 39 и гильзы 7 соответственно, фиксируя их относительно друг друга и относительно люнета 8 и обрабатываемой детали 3. После этого производится обработка промежуточного растачиваемого отверстия 32 с центром О3. Этот переход соответствует положению фиксирующих полуотверстий 41 и 42, образующих общее отверстие 43, как это показано на фиг.8. При этом подпружиненный стопор 33 находится в общем отверстии 43, фиксируя промежуточную втулку 39 и гильзу 7. По циклограмме это соответствует участку Рх3 рабочего хода гильзы 7.
По окончании растачивания промежуточного отверстия 32 копирный палец 36 в очередной раз оказывается против копировального паза 37 (на его наклонном участке 38 на фиг.10 так, что и при движении гильзы 7 вперед (на холостом ходу) входит в него.
Поступает команда от путевого датчика (не показан) и осуществляется осевое холостое поступательное перемещение гильзы 7 вперед в позицию растачивания крайнего растачиваемого отверстия 31 с центром О4 (фиг.11 и участок БПЗ быстрого подвода гильзы 7 на циклограмме фиг.10). При этом производится автоматическое смещение оси борштанги на величину регулярной несоосности Δн.с2.=0,4±0,03 мм вместе с внутренней втулкой 40 за счет осуществления поворота промежуточной втулки 39. Происходит это в результате того, что рукоятка 35 подпружиненного стопора 33 наезжает на торец 44 люнета 10 и поворачивается вокруг оси 34 на угол 90°, сжимая пружину 62, вытягивая подпружиненный стопор 33 и освобождая промежуточную втулку 39. После этого копирный палец 36 входит в соответствующий (наклонный на фиг.10) участок 38 копировального паза 37 очередного люнета 10 и при движении гильзы 7 вперед вызывает поворот промежуточной втулки 39 на угол α. Для этого расстояние L между рукояткой 45 и торцем 44 люнета 9 рассчитано и отрегулировано так, что поворот на угол α заканчивается после входа копирного пальца 36 в участок 38 и заканчивается после его выхода из участка 38 копировального паза 37, в момент выхода копировального пальца 36 из контакта с участком 38 подпружиненный стопор 33 попадает в общее отверстие 43, образованное из фиксирующих полуотверстий 41 и 42 промежуточной втулки 39 и гильзы 7 соответственно, фиксируя их относительно друг друга и относительно люнета 9 и обрабатываемой детали 3. После этого производится обработка промежуточного растачиваемого отверстия 31 с центром О4. Этот переход соответствует положению фиксирующих полуотверстий 41 и 42, образующих общее фиксирующее отверстие 43, как это показано на фиг.8. При этом подпружиненный стопор 33 находится в общем отверстии 43, фиксируя промежуточную втулку 39 и гильзу 7. По циклограмме это соответствует участку Рх4 рабочего хода гильзы 7.
По окончании обработки крайнего растачиваемого отверстия 31 копирный палец 36 остается в копировальном пазу 37 (на соответствующем наклонном участке 38 на фиг.10) люнета 10.
Поступает команда от путевого датчика (не показан) на реверс продольной подачи и осуществляется осевое холостое поступательное перемещение гильзы 7 назад в исходную позицию ИП (этот переход соответствует участку БО - быстрый отвод гильзы 7 на циклограмме фиг.10), при котором производится автоматическое смещение оси борштанги не величину регулярной несоосности в обратном порядке. При этом подача воздуха во внешний воздушный трубопровод 14 перекрывается, вращение резца 49 прекращается и резец 49 выставляется против паза 63.
Движение гильзы 7 назад в исходное положение ИП сопровождается автоматическим смещением оси борштанги 4 на величину регулярной несоосности Δн.с3=0,4±0,03 мм относительно общей оси центров О1 и О4 в обратном порядке (фиг 8, 7, 6). При переходе гильзы 7 из люнета 10 в люнет 9 для осуществления смещения борштанги 4 и, соответственно, внутренней втулки 40 поворотом промежуточной втулки 39 рукоятка 35 подпружиненного стопора 33 наезжает на торец 65 люнета 10 и поворачивается вокруг оси 34 на угол 90°, сжимая пружину 62, вытягивая подпружиненный стопор 33 и освобождая промежуточную втулку 39. После этого копирный палец 36 входит в соответствующий прямой на фиг 10 участок 38 копировального паза 37 очередного люнета 9 и при движении гильзы 7 назад происходит поворот промежуточной втулки 39 на угол α в обратную сторону. Для этого расстояние L1 между рукояткой 45 и торцом 65 люнета 9 отрегулировано так, что поворот на угол α заканчивается после выхода копирного пальца 36 из копировального паза 37. В это же время подпружиненный стопор 33 выходит из общего отверстия 43, образованного фиксирующими полуотверстиями 41 и 42 промежуточной втулки 39 и гильзы 7 соответственно, расфиксируя их относительно друг друга и относительно люнета 9 и обрабатываемой детали 3. После этого возможен выход гильзы 7 в соответствии с положением подпружиненного стопора 33, показанного на фиг.8. По выходу резца 49 из очередного промежуточного отверстия 32 копирный палец 36 в очередной раз оказывается против копировального паза 37 на соответствующем участке (фиг.10) люнета 8 так, что и при движении гильзы 7 назад (на холостом ходу) входит в него. При этом рукоятка 35 подпружиненного стопора 33 в очередной раз упирается в торец 65 очередного люнета 8 и происходит расфиксация промежуточной втулки 39 и повторение предыдущего перехода без смещения оси боршанги перед проходом гильзы 7 через люнет 5 и т.д. до достижения гильзой 7 исходного положении ИП.
Для растачивания деталей с рядом соосных отверстий, например, имеющих техническое требование на расположение промежуточных отверстий относительно крайних в пределах Δн.с1=Δн.с2=Δн.с3.=Δн.с4=0,±0,03 используются участки шпоночного паза 63 направляющих отверстий люнетов станка. Так как на все участки выполнены соосно, то после перестановки в паз 63 копировального пальца 36, исключается поворот промежуточной втулки 39 в процессе обработки промежуточных отверстий 32. Этим сохраняется возможность станка растачивать соосные отверстия.
Технико-экономический эффект от применения станка создается за счет расширенных технологических возможностей станка, обеспечивающих растачивание ряда отверстий с регулярной несоосностью Δн.с..
Чтобы износ подшипников был минимальным и равномерным, необходимо равные условия их работы. Это достигается путем растачивания на станках отверстий под подшипники с минимальным отклонением их осей от соосности (Санинский В.А. Дестабилизация параметров масляного клина соосных подшипников скольжения / В.А.Санинский // Автомобильная промышленность. - 2006. - №3. - С.14-16).
Повышение работоспособности соосных подшипников скольжения достигают растачиванием соосных отверстий с жестким допуском ±0,03 мм. Но иногда для этого коренные опоры растачивают на специальных металлорежущих станках с регулярной несоосностью Δн.с., например 0,4±0,03 мм с тем, чтобы в нерабочем состоянии их оси образовывали кривую с, выпуклую в сторону кривошипношатунного механизма двигателя, а в рабочем - образовывали прямую линию. В этом случае требуются разработки механизмов и металлорежущих станков для обеспечения жестких требований к точности расположения (несоосности) коренных для обеспечения благоприятных расчетных смещений и заданных допусков на требуемую соосность (либо регулярную несоосность Δн.с.) коренных опор под собираемые подшипники коренных опор, например, в многоопорном подшипниковом узле дизеля (Санинский В.А. Диаметральная компенсация погрешностей коренных опор толщиной вкладышей соосных подшипников скольжения / В.А.Санинский // Вестник машиностроения. - 2006. - №6. - С.13-18).
На фиг.8 показано расположение промежуточных отверстий относительно крайних и те геометрические элементы растачиваемых отверстий, которые соответствуют понятию регулярной несоосности Δн.с. при наибольшей их работоспособности: о1…о4 - номера центров коренных опор картера (Санинский В.А. Отклонения расположения коренных опор длинномерного коленчатого вала / В.А.Санинский, Г.Г.Меньшенин, Ю.М.Быков // Тракторы и сельскохозяйственные машины. - 2005. - №3. - С.36-43).
 - векторы несоосности 2-ой и 3-ей коренных опор. Для повышения работоспособности коренных подшипников путем создания регулярной несоосности Δн.с. появилась необходимость в создании таких металлорежущих станков, снабженных устройством для смещения в радиальном направлении расточной борштанги 4 с резцом 49 (фиг.1) на величину регулярной несоосности Δн.с2 и Δн.с.3.. Они позволяют осуществить приемы растачивания соосных отверстий, обеспечивающие более высокую точность размеров и биений поверхностей коренных опор за счет регулирования положения оси расточной борштанги.
- векторы несоосности 2-ой и 3-ей коренных опор. Для повышения работоспособности коренных подшипников путем создания регулярной несоосности Δн.с. появилась необходимость в создании таких металлорежущих станков, снабженных устройством для смещения в радиальном направлении расточной борштанги 4 с резцом 49 (фиг.1) на величину регулярной несоосности Δн.с2 и Δн.с.3.. Они позволяют осуществить приемы растачивания соосных отверстий, обеспечивающие более высокую точность размеров и биений поверхностей коренных опор за счет регулирования положения оси расточной борштанги.
Таким образом, вышеизложенное свидетельствует о выполнении при использовании заявленного изобретения следующей совокупности условий:
новая конструктивная схема привода радиального смещения оси борштанги, для чего станок снабжен механизмом радиального смещения борштанги, состоящим из установленных на осях диаметрально противоположно расположенных кронштейнов задней крышки, копирного пальца, контактирующего поочередно с копировальными пазами, расположенными в направляющих отверстиях люнетов и подпружиненного стопора, гильзы с размещенными в ней промежуточной и внутренней втулками, входящими друг в друга и выполненными с возможностью смещения на величину эксцентриситета е путем поворота промежуточной втулки на величину регулярной несоосности Δн.с.2 и Δн.с.3., растачиваемых отверстий и ее последующей фиксации относительно гильзы в таком положении так, что в результате неоднократного поворота промежуточной втулки достигается ее эксцентриситет е, при этом на промежуточной втулке выполнены фиксирующие полуотверстия, которые в разъеме цилиндрических поверхностей контакта промежуточной втулки и гильзы периодически попарно образуют общее отверстие с фиксирующим полуотверстием, выполненным на внутренней поверхности гильзы, взаимодействующее с подпружиненным стопором и фиксирующее промежуточную втулку относительно гильзы через подпружиненный стопор после каждого поворота промежуточной втулки вокруг ее оси и радиального смещения ее на величину несоосности Δнс при воздействии соединенного с ней копирного пальца, взаимодействующего с копировальным пазом, выполненным в каждом из люнетов на его направляющей поверхности при осевом перемещении в ней гильзы так, что горизонтальная проекция выхода пазов на торцы люнетов совпадает с профилем входа каждого копировального паза соседнего люнета;
для заявленного изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления в соответствии с описанием и прилагаемыми чертежами;
разработанное устройство, воплощающее заявленное изобретение, при его осуществлении способно обеспечить достижение усматриваемого технического результата.
Следовательно, заявленное изобретение соответствует требованию «промышленная применяемость».
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2004 |
|
RU2273548C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| Металлорежущий станок | 1985 |
|
SU1333475A1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Устройство для растачивания отверстий | 1981 |
|
SU990432A2 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
| ТОКАРНО-РАСТОЧНОЙ СТАНОК|?СЕСОЮЗ[-!АЯТЕЙ1Н1-;Л:гПГ^-:;? | 1972 |
|
SU350596A1 |






Станок содержит станину, приспособление для установки и зажима детали, борштангу, установленную на подшипниках в гильзе, люнеты, привод продольной подачи, привод вращения борштанги, выполненный в виде пневматической реактивной турбины, закрепленной на борштанге, и механизма газораспределения турбины. Для расширения технологических возможностей за счет обработки отверстий с регулярной несоосностью он снабжен механизмом радиального смещения борштанги, состоящим из установленных на осях диаметрально противоположно расположенных кронштейнов задней крышки копирного пальца, контактирующего поочередно с участками копировального паза, расположенными в направляющих отверстиях люнетов, и подпружиненного стопора, размещенных в гильзе промежуточной и внутренней втулок, входящих друг в друга и выполненных с возможностью смещения на величину эксцентриситета путем периодического поворота промежуточной втулки. При этом в разъеме цилиндрических поверхностей контакта промежуточной втулки и гильзы на внутренней поверхности гильзы и наружной поверхности промежуточной втулки выполнены фиксирующие полуотверстия, которые периодически попарно образуют общее отверстие, взаимодействующее с подпружиненным стопором, фиксирующим промежуточную втулку относительно гильзы. Поворот промежуточной втулки и ее радиальное смещение на величину регулярной несоосности возникают от воздействия на нее копирного пальца, взаимодействующего с участками копировального паза люнетов, соответствующими промежуточным растачиваемым отверстиям с регулярной несоосностью и производящими это воздействие при осевом перемещении гильзы в соответствующем люнете. При этом копировальные пазы выполнены так, что проекция профиля выхода копировального паза каждого предыдущего люнета на торец последующего люнета совпадает с проекцией профиля входа каждого копировального паза последующего люнета. 11 ил.
Металлорежущий станок, содержащий станину, приспособление для установки и зажима детали, борштангу, установленную на подшипниках в гильзе, люнеты, привод продольной подачи, привод вращения борштанги, выполненный в виде пневматической реактивной турбины, закрепленной на борштанге, и механизма газораспределения турбины, состоящего из внешнего воздушного трубопровода, воздушных запорных клапанов, установленных в каждом люнете, замкнутых канавок, расположенных в направляющих отверстиях люнетов вдоль их оси, и внутренних воздушных радиальных, кольцевого и осевого каналов турбины, образующих единый внутренний воздушный канал между внешним воздушным трубопроводом и соплами турбины при периодическом силовом открытии и закрытии воздушных запорных клапанов при воздействии на них фасками передней и задней крышек гильзы, причем механизм газораспределения турбины содержит выходные отверстия в крышках, а между борштангой и гильзой установлено промежуточное кольцо, при этом радиальные отверстия гильзы и кольца совпадают, а кольцевые каналы промежуточного кольца и внутренней втулки сообщены с радиальными и осевым отверстиями борштанги с образованием общего воздушного канала с внешним воздушным трубопроводом и соплами турбины при растачивании каждого очередного отверстия из ряда соосных, отличающийся тем, что станок снабжен механизмом радиального смещения борштанги, состоящим из установленных на осях диаметрально противоположно расположенных кронштейнов задней крышки, копирного пальца, контактирующего поочередно с участками копировального паза, расположенными в направляющих отверстиях люнетов и подпружиненного стопора, гильзы с размещенными в ней промежуточной и внутренней втулками, входящими друг в друга и выполненными с возможностью смещения на величину эксцентриситета путем периодического поворота промежуточной втулки до величины регулярной несоосности промежуточных растачиваемых отверстий с регулярной несоосностью, при этом в разъеме цилиндрических поверхностей контакта промежуточной втулки и гильзы на внутренней поверхности гильзы и наружной поверхности промежуточной втулки выполнены фиксирующие полуотверстия, которые периодически попарно образуют общее отверстие, взаимодействующее с подпружиненным стопором, фиксирующим промежуточную втулку относительно гильзы после каждого поворота промежуточной втулки и ее радиального смещения на величину регулярной несоосности, возникающего от воздействия на нее соединенного с ней копирного пальца, взаимодействующего с участками копировального паза люнетов, соответствующими промежуточным растачиваемым отверстиям с регулярной несоосностью и производящим это воздействие при осевом перемещении гильзы в соответствующем люнете, а копировальные пазы выполнены так, что проекция профиля выхода копировального паза каждого предыдущего люнета на торец последующего люнета совпадает с проекцией профиля входа каждого копировального паза последующего люнета.
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2004 |
|
RU2273548C1 |
| Металлорежущий станок | 1985 |
|
SU1333475A1 |
| Борштанга | 1990 |
|
SU1821293A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2005 |
|
RU2287406C1 |
| US 4678379 A, 07.07.1987. | |||

