Изобретение относится к теплотехнике и может быть использовано в теплообменной аппаратуре, например в радиаторах и кондиционерах автомобилей, холодильниках и других теплообменных устройствах.
Создание новых способов формирования теплообменных поверхностей, обладающих более высокими эксплуатационными характеристиками, позволяет оптимизировать режимы работы теплообменной аппаратуры. В частности, существует достаточно острая проблема оребрения теплообменных поверхностей. Так, например, использование пайки для прикрепления теплообменных ребер [А.с. СССР № 744214, МПК F28F 1/24. Способ изготовления теплообменной трубы и вещество для осуществления этого способа // БИ - № 24, 1980] является дорогостоящей и экологически опасной технологией. Создание ребер методами литья [А.с. СССР № 1245850, МПК F28F 1/32. Теплообменная поверхность // БИ № 27, 1986] также дорого, не всегда целесообразно и возможно при получении развитых поверхностей теплообмена.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ формирования теплообменной поверхности, включающий получение на металлической заготовке оребрения в виде лепестков путем подрезки материала поверхностного слоя заготовки [Патент РФ № 2067738 от 02.02.1993 г., Манастырлы Г.К., Тейерман В.А. Теплообменная поверхность // Бюллетень изобретений № 28, 1996].
Однако известный способ не позволяет получать методом подрезки теплообменную поверхность, сохраняющую постоянные значения характеристик теплообмена при изменении потоков, омывающих ребра теплообмена. Это связано с тем, что лепестки, сформированные по известному способу-прототипу, обладают крайне нестабильными характеристиками, зависящими от направления подачи потока теплоносителя на оребрение. При подобной подрезке образуются параллельные ряды лепестков, имеющие различные аэродинамические свойства и различную способность турбулизировать потоки теплоносителя. Поэтому теплообменные поверхности, полученные по способу-прототипу не позволяют достигнуть стабильных характеристик в условиях изменения направлений обдува ребер.
Задачей, на решение которой направлен заявляемый способ, является повышение стабильности теплообмена в условиях изменения направлений обдува ребер.
Поставленная задача решается тем, что в способе получения теплообменной поверхности, включающем формирование на металлической заготовке оребрения в виде лепестков путем подрезки материала поверхностного слоя заготовки, в отличие от прототипа, после подрезки лепестки скручивают на угол а вокруг собственной оси, проходящей под углом β к поверхности заготовки, причем угол наклона осей лепестков β=(10°…90°), а угол закрутки α=(10°… n360°), где n - количество витков (n=0…10).
Кроме того, перед скручиванием лепестки могут быть выпрямлены, а оси лепестков могут быть параллельны друг другу.
После подрезки скручивание лепестков на угол α вокруг собственной оси, проходящей под углом β к поверхности заготовки, при угле наклона осей лепестков β=(10°…90°) и угле закрутки α=(10°…n360°), где n - количество витков (n=0…10), а также выпрямление лепестков перед скручиванием и параллельности осей лепестков друг другу позволяют достичь эффекта изобретения - повышения стабильности теплообмена. Данный положительный эффект не вытекает с очевидностью из уровня техники.
При использовании способа подрезки для формирования на поверхности заготовки оребрения в виде скрученных лепестков, последние могут быть получены при выполнении указанной последовательности операций: вначале - подрезка, а затем - скручивание лепестков. В предлагаемом способе лепестки имеют закрутку относительно собственной оси, которая обеспечивает поверхности равномерные теплообменные свойства, практически независимые от направления потока теплоносителя вдоль плоскости теплообмена.
Закрутка лепестков на угол α вокруг собственной оси, проходящей под углом β к поверхности заготовки, после ее подрезки заготовки, является существенным признаком, позволяющим достичь эффекта предлагаемого изобретения (повышение стабильности теплообмена). Другие существенные признаки, изложенные в зависимых пунктах формулы изобретения, являются дополнительными характеристиками закрутки лепестков и также направлены на достижение поставленной в изобретении задачи.
Перечисленные признаки, а также их совокупность не были обнаружены авторами при просмотре известной патентной и научно-технической литературы, что позволило сделать вывод о соответствии данного технического решения критерию "изобретательский уровень".
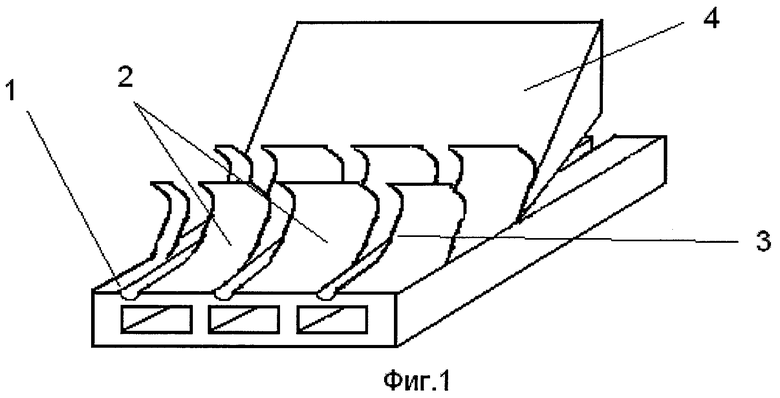
На фигурах 1 и 2 изображена схема осуществления предлагаемого способа изготовления теплообменной поверхности: фиг.1 - формирование на поверхности заготовки лепестков; фиг.2 - скручивание лепестков и образование оребренной поверхности теплообмена.
на фиг.1 и 2: заготовка (металлическая труба с плоскими противоположными стенками) 1, лепестки 2, теплообменная поверхность 3, резец 4, скрученные лепестки 5.
Способ осуществляется следующим образом. Подготавливают поверхность заготовки 1 и проводят ее подрезку с образованием лепестков 2 (фиг.1). Максимальную глубину подрезки определяют из условия обеспечения герметичности трубы 1. При необходимости обеспечения герметичности глубина подрезки в поверхностном слое должна быть меньше толщины стенки трубы 1. Одним из известных способов проводят шаговое подрезание и отгибку поверхностного слоя заготовки 1, получая, таким образом, на ней лепестки 2. Проводят скручивание лепестков 2, в результате чего образуется теплообменная поверхность 3 со скрученными лепестками 5 (фиг.2). Угол закрутки лепестка α, так же как и угол β, выбираются в зависимости от требуемых условий работы теплообменной поверхности. При подрезке подачу резца 4, глубину, угол и шаг подрезки выбирают из условия получения заданных параметров конструкции теплообменной поверхности. Так, глубина подрезки определяет толщину лепестка, величина подачи - высоту лепестка, шаг подрезки - шаг расположения лепестков.
В общем случае, в зависимости от конкретных условий эксплуатации, теплообменная поверхность, получаемая при помощи предлагаемого способа, может формироваться на заготовках различной конструкции. Могут использоваться заготовки в виде круглых или плоских труб с системой внутренних каналов, образуемых перегородками или без таковых. Могут использоваться плоские пластины, образующие развитые теплообменные поверхности и т.д. В качестве материала могут использоваться металлы, способные при пошаговом подрезании и отгибке образовывать лепестки и обладающие хорошими теплопроводными свойствами, например алюминий и его сплавы, а также медь и ее сплавы.
Пример конкретной реализации.
Для оценки стабильности теплообмена при изменении направления потоков теплоносителей, омывающих оребрение, в виде лепестков, полученных методом пошаговой подрезки с последующей закруткой, был проведен следующий эксперимент.
Из двух монолитных труб с плоскими противоположными стенками, пошаговым подрезанием и отгибкой поверхностного слоя были изготовлены теплообменные поверхности по способу-прототипу и по предлагаемому способу. Заготовки из алюминиевого сплава имели размеры 120×60×14 мм при толщине обрабатываемой стенки трубы 5 мм. Внутренняя полость трубы состояла из трех каналов, размером 11×4 мм, разделенная перегородками толщиной 4 мм, и боковыми стенками толщиной 4,5 мм. Открытые торцы образцов-теплообменников снабжались входными и выходными коллекторами.
Параметры пошаговой подрезки в обоих случаях были одинаковы и составляли: глубина - 1,2 мм; шаг подрезки (шаг расположения лепестков) - 8 мм; высота лепестков - 10 мм, ширина лепестков - 4 мм.
Параметры закрутки лепестков (только в случае изготовления образца по предлагаемому способу): угол закрутки вокруг собственной оси α=360°, угол наклона лепестка к поверхности заготовки β=90° (перед закруткой лепестки выпрямлялись).
Стабильность теплообмена при изменении направления потоков теплоносителей, омывающих оребрения, оценивалась по величине изменения температуры на входе и выходе из теплообменников при изменении углов обдува лепестков потоком теплоносителя. Температура измерялась при установившемся режиме теплообмена. В обоих случаях испытания теплообменных поверхностей вода подавалась с равномерным расходом при температуре 14°С. Результаты экспериментов приведены в таблице.
Как видно из таблицы, диапазон изменения температур у теплообменной поверхности, полученной по прототипу, составляет от 12°С до 35°С (изменяется на 23°С), в то время как у теплообменной поверхности, изготовленной по предлагаемому способу, диапазон температур на выходе составляет от 36°С до 39°С (изменяется только на 3°С).
Таким образом, результаты проведенных сравнительных испытаний прототипа и нового технического решения указывают на повышение стабильности работы теплообменной поверхности в условиях изменения потока теплоносителя, омывающего теплообменную поверхность, имеющую оребрение в виде скрученных лепестков.
В сравнении с известными способами получения теплообменных поверхностей [Патент РФ № 2067738 от 02.02.1993 г., Манастырлы Г.К., Тейерман В.А. Теплообменная поверхность // Бюллетень изобретений № 28, 1996], предлагаемый способ позволяет повысить стабильность теплообмена за счет создания равных условий смывания лепестков при изменении направления потоков теплоносителя. Кроме того, повышается коэффициент теплоотдачи между оребренной поверхностью и теплоносителем в результате увеличения турбулентности потока.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ПОВЕРХНОСТИ | 2008 |
|
RU2374588C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННОЙ ПОВЕРХНОСТИ | 2002 |
|
RU2224201C1 |
| ТЕПЛООБМЕННАЯ ПОВЕРХНОСТЬ | 1993 |
|
RU2067738C1 |
| УСТРОЙСТВО ДЛЯ ИНТЕНСИФИКАЦИИ ТЕПЛООБМЕНА В КАНАЛАХ РАЗЛИЧНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2009 |
|
RU2432542C2 |
| Пучок теплообменных труб | 1985 |
|
SU1390511A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ С НАРУЖНЫМИ СПИРАЛЬНЫМИ РЕБРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2521938C1 |
| СОТОВЫЙ ТЕПЛООБМЕННИК С ЗАКРУТКОЙ ПОТОКА | 2008 |
|
RU2386096C2 |
| ТЕПЛОВАЯ ПАНЕЛЬ | 2007 |
|
RU2355954C1 |
| ТЕПЛООБМЕННАЯ ПОВЕРХНОСТЬ | 1990 |
|
RU2030702C1 |
| Теплообменная труба | 1990 |
|
SU1725061A1 |
Изобретение относится к теплотехнике и может быть использовано в теплообменной аппаратуре, например в радиаторах и кондиционерах автомобилей, холодильниках и других теплообменных устройствах. Создают на заготовке оребрение путем подрезки материала ее поверхностного слоя с получением лепестков. Осуществляют скручивание лепестков вокруг собственной оси, проходящей под углом к поверхности заготовки. Скручивание лепестков осуществляют на угол закрутки α=(10°…n360°), где n - количество витков (n=0…10) с расположением осей лепестков под углом β=(10°…90°) к поверхности заготовки. В результате повышается стабильность теплообмена поверхности при изменении направления обдува ребер. 2 з.п. ф-лы, 2 ил, 1 табл.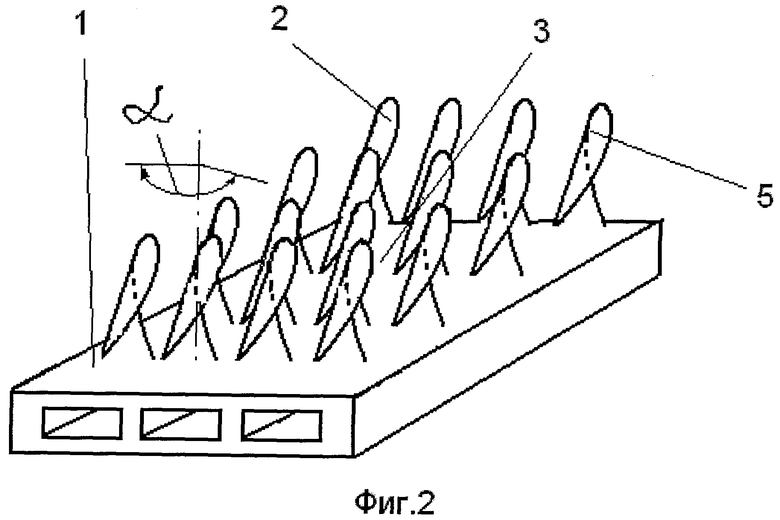
1. Способ формирования теплообменной поверхности на металлической заготовке, включающий создание на заготовке оребрения путем подрезки материала ее поверхностного слоя с получением лепестков и скручивание последних вокруг собственной оси, проходящей под углом к поверхности заготовки, отличающийся тем, что скручивание лепестков осуществляют на угол закрутки α=10°…n360°, где n - количество витков (n=0…10) с расположением осей лепестков под углом β=10…90° к поверхности заготовки.
2. Способ по п.1 или 2, отличающийся тем, что перед скручиванием лепестки выпрямляют.
3. Способ по п.1 или 2, отличающийся тем, что оси лепестков параллельны друг другу.
| ПЛАСТИНЧАТО-ТРУБНЫЙ ТЕПЛООБМЕННИК | 1998 |
|
RU2145051C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕНИЯ ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2248259C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ С ЧЕРЕДУЮЩИМИСЯ ВЫСТУПАМИ И ВПАДИНАМИ (ВАРИАНТЫ) И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2044606C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННОЙ ПОВЕРХНОСТИ | 2002 |
|
RU2224201C1 |
| Строгальный станок для обработки обзолов обрезных шпал | 1935 |
|
SU57461A1 |

