Настоящее изобретение касается устройства для выдувания средств упаковки, в частности для выдувания бутылок из предварительно изготовленной соответствующей заготовки при помощи газа и рекуперации этого газа, имеющее по меньшей мере средства подачи в это устройство сжатого газа при первом значении давления и при втором значении давления, средства вытягивания заготовки и средства формования изготавливаемого средства упаковки.
Предлагаемое изобретение касается также способа выдувания средства упаковки в пресс-форме посредством газа под давлением из соответствующей заготовки и рекуперации этого газа выдувания.
В области технологических установок, предназначенных для выдувания средств упаковки, например бутылок, изготовляемых из синтетических материалов, существуют многочисленные проблемы. Прежде всего, необходимо располагать газом, например воздухом, при достаточно высоком давлении, составляющем, например, 40 бар, для осуществления выдувания средства упаковки в пресс-форме. Для сжатия этого газа выдувания обычно используются компрессоры. Однако в соответствии с некоторыми способами выдувания прежде всего осуществляют предварительное выдувание соответствующей заготовки, которая при этом будет трансформироваться в данное средство упаковки, а затем осуществляют собственно окончательное выдувание. Это предварительное выдувание осуществляется при давлении газа, составляющем примерно 10 бар, а затем давление выдувания повышается примерно до 40 бар. Первый способ обеспечения двух этих рабочих значений давления газа состоит в использовании двух различных компрессоров, причем один из этих компрессоров создает давление порядка 10 бар, а другой компрессор создает давление порядка 40 бар. Однако использование в данном случае двух компрессоров является достаточно дорогостоящим при том, что весьма существенными являются исходные инвестиции для их приобретения и технического обслуживания.
Другой способ в данном случае состоит в том, чтобы использовать только один компрессор, который обеспечивает создание давления газа на уровне 40 бар, после чего часть сжатого газа подвергается расширению для достижения давления, составляющего примерно 10 бар, для осуществления операции предварительного выдувания. Этот способ не является вполне удовлетворительным, поскольку здесь непроизводительно расходуется энергия, используемая для сжатия газа, давление которого затем будет снижено и не использовано в дальнейшем в процессе производства средств упаковки.
Кроме того, после формования данного средства упаковки путем выдувания использованный сжатый газ (который находится под давлением примерно 40 бар) выпускается в окружающую атмосферу, что представляет собой непроизводительную потерю энергии, затраченной на его сжатие.
Таким образом, оказывается необходимым усовершенствовать известные способы и устройства в данной области техники для повышения их коэффициента полезного действия и снижения непроизводительных затрат энергии.
Устройства и способы, обеспечивающие возможность производства упаковочных средств, в частности бутылок, изготовленных из полиэтилентерефталата при помощи выдувания, известны из существующего уровня техники. Так, например, во французском патенте №2662631 описаны такое устройство и такой способ. В соответствии с описанным в этом патенте способом вводят заготовку, закрепленную на устройстве распределения сжатого воздуха, в пресс-форму, присоединяют это распределительное устройство к источнику сжатого воздуха, подают сжатый воздух во внутреннюю полость заготовки таким образом, чтобы плотно прижать стенки заготовки к краям пресс-формы, обеспечивая таким образом формование необходимого средства упаковки. В способе, описанном в этом патенте, используют также силовой цилиндр вытягивания заготовки, действие которого в сочетании с действием сжатого воздуха позволяет обеспечить саморегулирующееся уравновешивание между осевой деформацией и поперечной деформацией заготовки, что является следствием в способе, сочетающем вытягивание и выдувание.
В устройстве, описанном в этом патенте, воздух под давлением, подаваемый во внутреннюю полость соответствующей заготовки, используется также для приведения в действие силового цилиндра вытягивания. После завершения формования данного средства упаковки воздух выдувания отводится в атмосферу.
В международной патентной публикации WO 96/25285 описан другой способ выдувания средств упаковки, таких, например, как бутылки, из предварительно созданной заготовки. В соответствии с известным способом в данном случае осуществляют предварительное выдувание заготовки с использованием сжатого газа под давлением в диапазоне от 8 бар до 12 бар, а затем осуществляют собственно выдувание, подавая во внутреннюю полость заготовки воздух под давлением 40 бар. В этом патенте используемый газ выдувания после завершения формования данного средства упаковки также выбрасывается в атмосферу.
В Европейском патенте №0039929 описан способ выдувания формуемых изделий, в соответствии с которым газ выдувания рекуперируется и возвращается в технологический цикл для повторного использования. Говоря более конкретно, в соответствии с этим патентным документом газ выдувания также выполняет функцию обработки внутренней поверхности выдуваемого средства упаковки, в частности для повышения непроницаемости этой внутренней поверхности, и для этого используемый газ выдувания имеет в своем составе соответствующий реактив. После завершения такого выдувания и обработки осуществляется рекуперация газа выдувания для его последующего повторного использования посредством газа продувки, причем этот газ продувки должен быть очищен от используемого реактива.
В Европейском патенте №0655313 описаны способ и устройство для рекуперации воздуха выдувания. В описанном здесь способе сжатый воздух высокого давления, который используется для выдувания сосуда, рекуперируется непосредственно в источник сжатого воздуха низкого давления. Недостатком этого способа является создание изменений давления в источнике низкого давления, которые нежелательным образом влияют на качество формования сосуда. Кроме того, выдуваемый сосуд в этом случае выдерживается на протяжении некоторого небольшого времени под высоким давлением выдувания, что также неблагоприятным образом влияет на качество выдуваемого сосуда.
И наконец, в патенте США №5173241 описаны способ и устройство, позволяющие обеспечить рекуперацию воздуха выдувания в установке литья под давлением пластического материала. В известном уровне техники вдуваемый воздух подвергается рекуперации в сборном контейнере путем всасывания и после этого снова подается в компрессор данной системы.
Техническая задача предлагаемого изобретения состоит в том, чтобы усовершенствовать известные способы и устройства в данной области техники.
Говоря более конкретно, техническая задача данного изобретения состоит в создании устройства выдувания и рекуперации, используемого в этом устройстве газа выдувания, отличающееся простотой функционирования и легкостью регулировки.
Другая техническая задача предлагаемого изобретения состоит в оптимизации процесса рекуперации воздуха выдувания и в снижении расхода энергии в устройстве выдувания.
Еще одна техническая задача предлагаемого изобретения состоит в реализации возвращения в технологический цикл газа выдувания и в обеспечении повторного использования этого газа для различных этапов производства средств упаковки выдуванием или для других целей.
Поставленная задача решается тем, что в устройстве для выдувания средств упаковки, в частности бутылок, из соответствующей заготовки посредством газа и для рекуперации этого газа, содержащем по меньшей мере средства подачи в это устройство сжатого газа при первом значении давления и при втором значении давления, средства вытягивания заготовки и средства формования изготавливаемого средства, согласно изобретению содержит средства для рекуперации газа выдувания вплоть до достижения предварительно определенного третьего значения давления во внутренней полости средства упаковки и имеющие по меньшей мере один объем рекуперации и один клапан рекуперации, средства управления средствами рекуперации и средства регулировки, позволяющие отрегулировать функционирование этих средств управления.
Предпочтительно, чтобы средства рекуперации содержали по меньшей мере один клапан рекуперации, а один объем рекуперации содержал по меньшей мере один резервуар и клапан рекуперации был приспособлен обеспечить расширение газа выдувания в резервуаре или в окружающей атмосфере посредством поршня, перемещающегося в клапане рекуперации.
Целесообразно, чтобы клапан рекуперации управлялся механическими средствами, имеющими по меньшей мере один кулачок, приводящий в действие распределительный механизм, управляющий положением поршня клапана рекуперации.
Целесообразно, чтобы клапан рекуперации управлялся механическими средствами, связанными с электрическими средствами, имеющими по меньшей мере одну систему детектирования движения, связанную с автоматической программируемой системой, управляющей распределительным устройством, обеспечивающим соответствующее изменение положения поршня клапана рекуперации.
Целесообразно также, чтобы клапан рекуперации управлялся при помощи датчика давления, непосредственно связанного с автоматической программируемой системой, управляющей распределительным устройством, обеспечивающим соответствующее изменение положения поршня клапана рекуперации.
Предпочтительно, чтобы рекуперация могла содержать средства уравновешивания внутреннего давления этого клапана, образованные отверстием в поршне, либо внешним подводом сжатого газа.
Поставленная задача решается также тем, что способ выдувания при помощи сжатого газа средства упаковки в пресс-форме из соответствующей заготовки и рекуперации газа выдувания, содержащий по меньшей мере следующие этапы:
предварительное выдувание с использованием первого значения давления газа во внутренней полости заготовки;
собственно выдувание с использованием второго значения давления газа во внутренней полости заготовки для получения готового средства упаковки,
согласно изобретению дополнительно содержит следующие этапы:
рекуперация газа при втором значении давления в объеме рекуперации вплоть до получения третьего предварительно определенного значения давления во внутренней полости изготавливаемого средства упаковки;
расширение рекуперированного газа до значения давления рекуперации;
расширение до атмосферного давления газа, оставшегося во внутренней полости средства упаковки, в процессе и после осуществления фазы рекуперации;
возвращение в технологический цикл расширенного газа.
Предпочтительно, чтобы первое значение давления имело величину в диапазоне от 4×103 ГПа до 16×103 ГПа, второе значение давления имело величину в диапазоне от 25×103 ГПа до 40×103 ГПа и третье значение давления составляло примерно 17×103 ГПа.
Предпочтительно также, чтобы рекуперированный газ мог быть использован для приведения в действие силовых цилиндров вытягивания заготовки, которое выполняется в процессе осуществления этапов предварительного выдувания и собственно выдувания.
Целесообразно, чтобы рекуперированный газ использовался для приведения в движение вспомогательных технологических материалов устройства для выдувания средств упаковки или направлялся в общую сеть снабжения сжатым газом.
Устройство и способ в соответствии с предлагаемым изобретением обладают многочисленными преимуществами. В частности достигается существенная экономия энергии в результате снижения потребления электрической энергии компрессором. Кроме того, предлагаемое изобретение можно внедрить на уже существующих технологических установках, что также снижает затраты на модификацию.
Еще одно преимущество устройства и способа в соответствии с предлагаемым изобретением состоит в том, что поскольку воздух под высоким давлением рекуперируется в некотором объеме рекуперации, отсутствует его влияние на воздух низкого давления (предварительное выдувание и/или эксплуатационный воздух данной технологической установки) в момент рекуперации.
Кроме того, рекуперированный таким образом воздух подвергается расширению перед его использованием в воздухе низкого давления (предварительное выдувание и/или эксплуатационный воздух данной технологической установки) для предотвращения его влияния на воздух низкого давления в процессе его использования.
Рекуперированный таким образом воздух, снова вводимый в общую сеть снабжения сжатым воздухом данного предприятия, не расширяется на выходе из объема рекуперации таким образом, чтобы протекание его в эту общую сеть было возможно более быстрым.
Время выдержки высокого давления во внутренней полости выдуваемого средства упаковки не уменьшается в результате использования этого способа рекуперации при том, что время снижения давления газа в способе выдувания не будет увеличенным.
Предлагаемое изобретение будет лучше понято из приведенного ниже описания способа его реализации со ссылками на приведенные прилагаемые чертежи, на которых изображено следующее:
фиг.1 представляет принципиальную схему устройства в соответствии с предлагаемым изобретением;
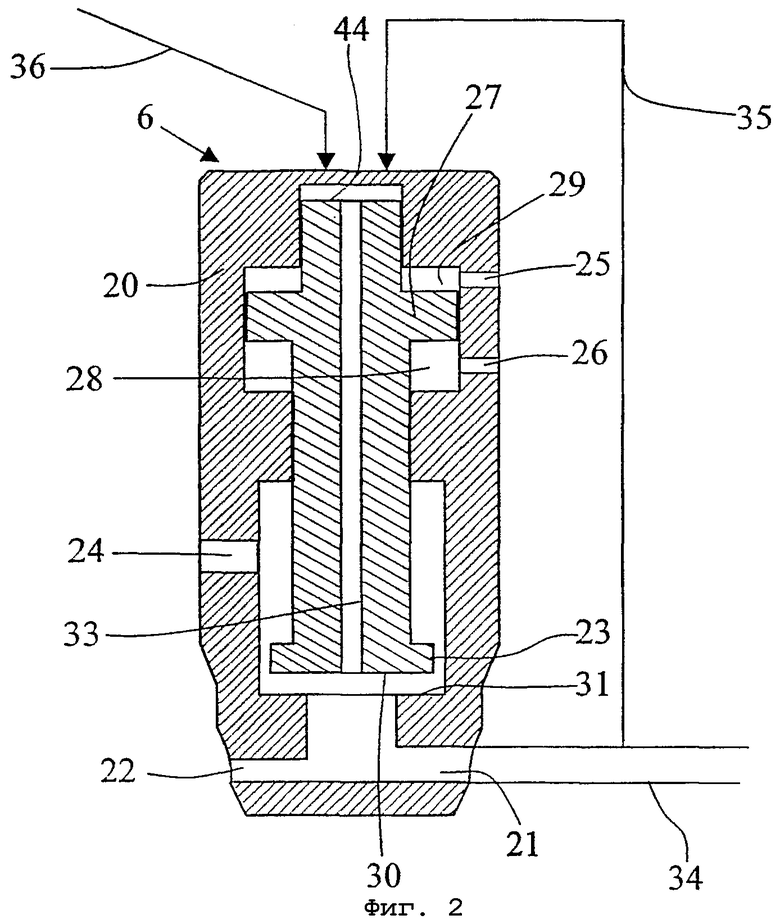
фиг.2 представляет схематический вид в разрезе варианта реализации клапана рекуперации в соответствии с предлагаемым изобретением;
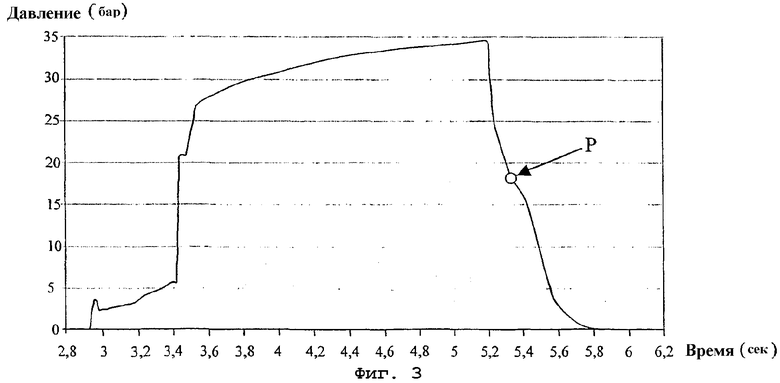
фиг.3 демонстрирует кривую, иллюстрирующую характер изменения давления газа во внутренней полости выдуваемого средства упаковки;
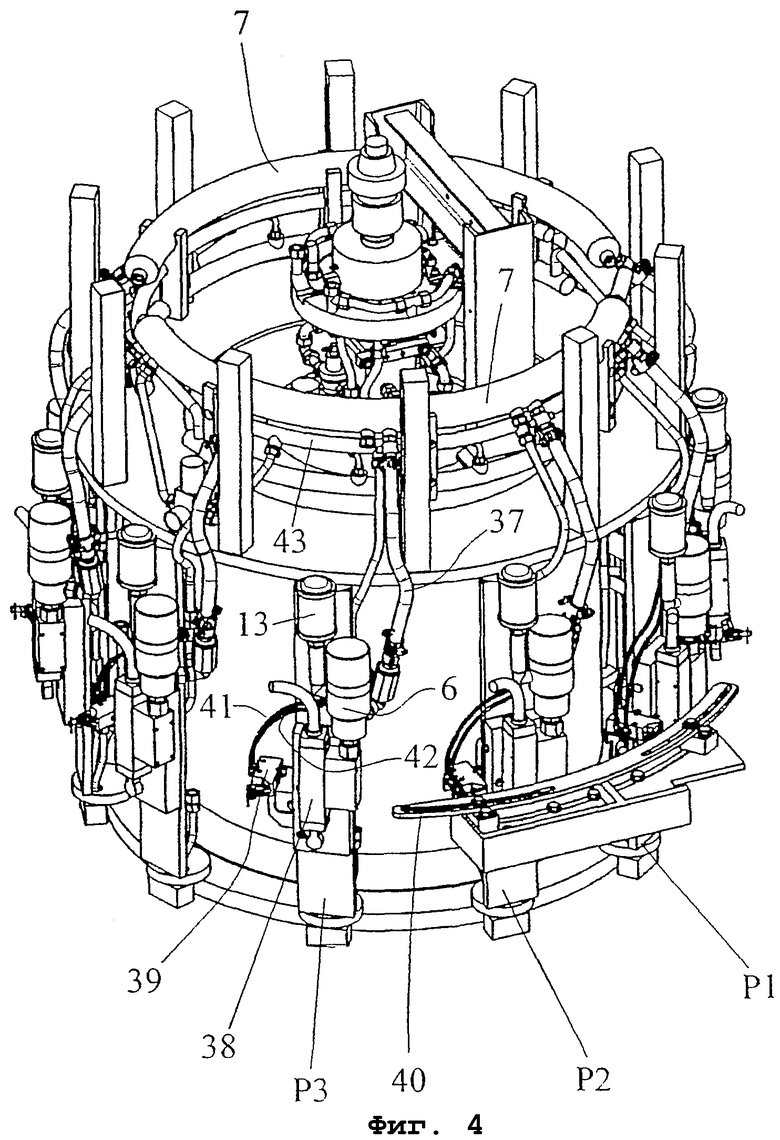
фиг.4 представляет схематический перспективный вид технологической установки в соответствии с предлагаемым изобретением с использованием первого варианта реализации системы управления клапаном рекуперации;
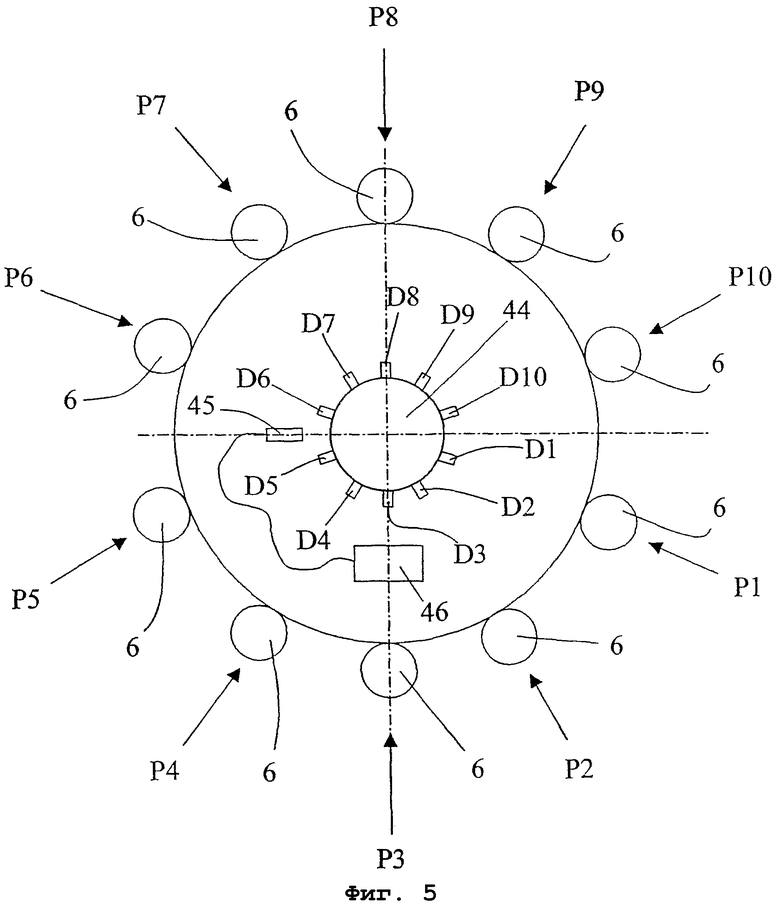
фиг.5 представляет собой схематический вид второго варианта реализации системы управления клапаном рекуперации.
Предлагаемое изобретение прежде всего будет описано со ссылками на фиг.1. Как можно видеть на этой фигуре, устройство для выдувания средств упаковки представляет собой известное из существующего уровня техники в данной области устройство, в частности распространяемое на рынке фирмой SIDEL. В этих известных устройствах, как об этом уже было сказано выше, подают сжатый газ, например воздух, под первым давлением, называемым давлением предварительного выдувания и имеющим величину в диапазоне от 4 бар до 16 бар для осуществления предварительного выдувания заготовки 1 в пресс-форме 2, через клапан предварительного выдувания 3, после чего подают сжатый газ, например воздух, под вторым давлением, называемым давлением собственно выдувания и имеющим величину в диапазоне от 25 бар до 40 бар для собственно выдувания данного средства упаковки в пресс-форме 2, через клапан выдувания 4. Это давление выдувания зависит, в частности, от сложности геометрической формы подлежащего выдуванию средства упаковки: при этом чем проще его форма и чем меньше в ней специфических деталей, тем меньшим может быть давление выдувания. После того как обеспечено надлежащее выдувание данного средства упаковки, газ во внутренней полости этого средства упаковки, который находится под давлением выдувания, подвергается рекуперации через клапан 5 стравливания и клапан 6 рекуперации в объем 7 рекуперации. Этот объем рекуперации может представлять собой один резервуар или несколько резервуаров или может представлять собой трубопровод соответствующего объема, который может выполнять функцию резервуара. Для того чтобы не замедлять ход производственного цикла данного устройства, может быть рекуперирована только некоторая часть газа под давлением выдувания, причем в этом случае остальная часть газа удаляется при помощи шумопоглощающего выпускного устройства 13 в окружающую атмосферу.
Предпочтительно газ выдувания рекуперируют до тех пор, пока его давление во внутренней полости выдуваемого средства упаковки не достигнет величины примерно 17 бар, причем оставшаяся часть расширения или снижения давления этого газа осуществляется в окружающей атмосфере через выпускное устройство 13 (фиг.1 и 3).
При этом получают рекуперированный газ, давление которого в среднем имеет величину порядка 12 бар в объеме рекуперации. После этого рекуперированный таким образом газ с упомянутым давлением рекуперации может быть возвращен в технологический цикл для повторного использования в различных вариантах применения, которые определяются, в частности, конфигурацией данной технологической установки. Первый вариант применения этого газа, который может быть осуществлен, представляет собой повторное использование сжатого газа для выполнения операции предварительного выдувания. Таким образом, объем рекуперации может быть связан, с одной стороны, с контуром предварительного выдувания, что схематически показано выражением "предварительное выдувание" и выходом 8 (фиг.1), связанным, например, с резервуаром предварительного выдувания, не показанным на приведенных в приложении фигурах, который будет располагаться перед клапаном 3 предварительного выдувания в контуре данного устройства. В функции величины полученного среднего давления рекуперации и величины давления предварительного выдувания, которое используется в процессе функционирования устройства, будет необходимо расположить дроссель между объемом рекуперации 7 и резервуаром предварительного выдувания для того, чтобы обеспечить снижение давления возвращаемого в технологический цикл газа до фактического давления предварительного выдувания. Эти параметры в большинстве случаев зависят от особенностей данного устройства и всякий раз должны подвергаться корректировке.
Второе возможное применение рекуперированного таким образом газа состоит в его использовании для приведения в действие силовых цилиндров 10 вытягивания заготовки. Как об этом уже было сказано выше, обычно обеспечивают одновременное сочетание предварительного выдувания и/или собственно выдувания с вытягиванием заготовки 1 в продольном направлении посредством силового цилиндра 10 вытягивания для сочетания поперечной деформации этой заготовки с ее осевой деформацией. Силовые цилиндры приводятся в действие либо механическим способом при помощи кулачка, либо при помощи сжатого газа, давление которого имеет величину в диапазоне от 7×103 ГПа до 10×103 ГПа. Таким образом, объем рекуперации также может быть связан с контуром управления силовыми цилиндрами 10 вытягивания, в случае необходимости через снижающий давление дроссель (не показанный на приведенных в приложении фигурах), для подачи сжатого газа, используемого для приведения в действие силового цилиндра 10. Это применение схематически представлено на фиг.1 выходом 9 из объема 7 рекуперации и силовым цилиндром 10.
Третье применение рекуперированного газа состоит в его использовании для приведения в действие других потребляющих пневматическую энергию элементов данной технологической установки выдувания, что схематически представлено словом "потребители" и выходом 11 из объема 7 рекуперации на фиг.1.
Четвертое применение этого рекуперированного газа состоит в его использовании для подачи в общие каналы снабжения сжатым газом, в частности сжатым воздухом, помещений, в которых установлены подобные технологические установки, а также для питания компрессора технологической установки выдувания, осуществляющего сжатие этого газа до давления 40×103 ГПа. Действительно, в таких производственных помещениях всегда используется сжатый газ для приведения в действие технологических установок и различных вспомогательных устройств, так что этот сжатый газ всегда оказывается полезным. Это применение схематически представлено выходом 12 из объема рекуперации и выражением "Резервуар 0-10" на фиг.1.
Три первых варианта применения оказываются особенно интересными для устройств для выдувания средств упаковки вращающегося типа в той мере, в какой рекуперированный газ повторно используется в самом устройстве таким образом, чтобы не было необходимости использовать поворотные коллекторы для подвода рекуперированного газа в резервуары, внешние по отношению к данному устройству.
Клапан 6 управляется при помощи соответствующих средств, которые более подробно будут описаны в последующем описании, в частности при помощи распределительного устройства 14, управление которым может быть механическим (механическая система управления 15), электрическим (электрическая система управления 16) или может быть связано с датчиком давления (система управления по давлению 17).
Способ выдувания посредством сжатого газа средства упаковки в пресс-форме из соответствующей заготовки и рекуперации газа выдувания, как показано на фиг.1, содержит следующие этапы:
открывание клапана 3 предварительного выдувания, осуществление предварительного выдувания при первом давлении газа (например, имеющем величину в диапазоне от 4 бар до 16 бар) в пресс-форме 1 и закрывание затем этого клапана 3;
открывание клапана 4, осуществление собственно выдувания при втором давлении газа (например, имеющем величину в диапазоне от 25 бар до 40 бар) в пресс-форме для получения готового средства упаковки и закрывание затем этого клапана 4 выдувания;
открывание клапана 5 стравливания и обеспечение рекуперации газа при втором давлении в объем 7 рекуперации через клапан 6 рекуперации вплоть до получения третьего предварительно определенного давления во внутренней полости выдуваемого средства упаковки.
После того как третье предварительно определенное давление достигнуто, закрывают клапан 6 рекуперации и оставшаяся во внутренней полости данного средства упаковки часть сжатого газа выбрасывается в окружающую атмосферу. Затем это прошедшее операцию выдувания средство упаковки извлекается из данной технологической установки выдувания и продолжает свой цикл изготовления.
В процессе осуществления предварительного выдувания и собственно выдувания средств упаковки приводят в действие силовой цилиндр вытягивания для обеспечения продольного вытягивания заготовки 1.
Затем используют рекуперированный газ для осуществления других операций, требующих использования сжатого газа, в частности для осуществления предварительного выдувания, приведения в действие силовых цилиндров вытягивания или для питания других потребителей, или же возвращают этот сжатый газ в общий технологический цикл. Все эти операции повторного использования рекуперированного газа могут быть связаны с расширением возвращаемого в технологический цикл газа в функции различных используемых давлений.
Способ в соответствии с предлагаемым изобретением позволяет осуществить рекуперацию примерно от 20 до 45% газа выдувания и обеспечить снижение потребления электрической энергии на величину от 15 до 45%.
Специфическим элементом системы рекуперации в данном случае является клапан 6 рекуперации. Способ и различные варианты реализации этого клапана 6 описаны в последующем изложении со ссылками на фиг.2. Этот клапан содержит корпус 20, вход 21, предназначенный для подачи сжатого газа, поступающего из выдуваемого средства упаковки, выход 22, предназначенный для рекуперированного газа, который связан с объемом 7 рекуперации, поршень 23, выход 24, предназначенный для газа, который расширяется в окружающей атмосфере при помощи шумоподавляющего выпускного устройства 13 (фиг.1). Корпус 20 этого клапана дополнительно содержит два отверстия 25, 26, которые дают возможность обеспечить перемещение цилиндра в корпусе посредством сжатого газа, например сжатого воздуха, причем упомянутые отверстия связаны с распределительным устройством 14, схематически представленным на фиг.1. Поршень 23 содержит кольцевой участок 27, диаметр которого превышает диаметр остальной части этого поршня 23, причем этот кольцевой участок 27 образует совместно с корпусом 10 клапан с двумя камерами 28, 29, которые связаны соответственно с отверстиями 26 и 25. Таким образом, перемещение поршня 23 в корпусе клапана управляется путем подачи газа под давлением в одну из двух выше камер 28, 29. При этом, если сжатый газ, например сжатый воздух, подается в камеру 28, то данный поршень перемещается в направлении вверх, что приводит к открытию клапана 6 и вследствие этого рекуперированный газ, поступающий на вход 21 этого клапана, выходит через отверстие 24. Если же сжатый газ, например сжатый воздух, подается в камеру 29, то поршень 23 перемещается в направлении вниз и фронтальная поверхность 30 этого поршня 23 входит в механический контакт с соответствующей поверхностью 31 корпуса 20 клапана, что приводит к перекрытию этого клапана и обеспечивает возможность рекуперации газа, поступающего через вход 21, который выходит через отверстие 22 в направлении объема 7 рекуперации (фиг.1). Предпочтительным образом устанавливают обратный клапан 32 в канале, связывающем выход 22 и объем 7 рекуперации, для того чтобы предотвратить расширение газа, содержащегося в упомянутом объеме 7, в том случае, когда поршень 23 находится в своем верхнем положении и когда сжатый газ направляется в окружающую атмосферу.
Поршень 23 клапана 6 является специфическим в том смысле, что он содержит сквозное отверстие 33, которое проходит по всей его длине. Это отверстие позволяет обеспечить уравновешивание давления между поверхностью 30 и поверхностью 44 этого поршня 23 и исключить возможность разбалансирования давления рекуперируемого газа с давлением в камере 29 в том случае, когда осуществляется рекуперирование газа выдувания, давление которого имеет величину в диапазоне от 25 до 40 бар. Для компенсации этого давления и для того, чтобы поршень 23 не поднимался в процессе этой рекуперации, если давление имеется только в одной его камере 29, оказывается необходимым существенно увеличить размеры, в частности площадь поверхности кольцевого участка 27 поршня 23, что соответствующим образом увеличивает габаритные размеры клапана 6. Уравновешивая давление в клапане 6 при помощи сквозного отверстия 33, можно добиться того, чтобы значительно меньшее по величине давление было необходимо для перемещения поршня 23 и чтобы его размеры могли оставаться относительно небольшими.
Разумеется, существуют различные другие варианты реализации, отличающиеся от упомянутого сверления поршня и предназначенные для достижения того же эффекта уравновешивания давления. Эти варианты реализации схематически представлены на фиг.2 и можно осуществлять, например, подачу извне газа под давлением через специальный канал 35, который будет связан с каналом 34, подводящим рекуперированный газ на вход 21 клапана 6, или через другой независимый канал 36.
Кривая изменения давления во внутренней полости выдуваемого средства упаковки схематически представлена на фиг.3 в качестве иллюстративного примера. Прежде всего, процесс изменения давления начинается с этапа предварительного выдувания, который обеспечивает поднятие давления примерно до 6×103 ГПа, затем переходят к этапу собственно выдувания, в ходе которого давление увеличивается максимум примерно до 35×103 ГПа, после чего переходят к этапу расширения газа выдувания, в процессе которого осуществляют рекуперацию этого газа выдувания. Для того чтобы кривая расширения не была пологой и, соответственно, чтобы не затягивать время прохождения производственного цикла данного устройства, обеспечивают рекуперирование газа выдувания вплоть до получения во внутренней полости изготавливаемого средства упаковки давления, составляющего примерно 17×103 ГПа (точка Р на фиг.3), причем оставшаяся часть газа удаляется затем в окружающую атмосферу, как об этом уже было сказано выше.
Ниже со ссылками на фиг.4 будет описана технологическая установка для выдувания средств упаковки. Эта технологическая установка представляет собой производственную установку вращающегося типа, содержащую 10 последовательно расположенных и идентичных друг другу постов производства средств упаковки. На этой технологической установке уже описанные выше элементы обозначены теми же цифровыми позициями. Вследствие этого в последующем изложении подробно описан только один производственный пост, а другие посты построены аналогичным образом, причем здесь важно отметить, что на этой фиг.4 не показаны пресс-формы.
На этой фигуре можно видеть, в частности, клапан 6 рекуперации, причем выход этого клапана связан с объемом 7 рекуперации, который в рассматриваемом здесь примере реализации представляет собой резервуар в форме "банана", при помощи трубопровода 37, а другой его выход связан с шумопоглощающим выпускным устройством 13. Вход клапана 6 рекуперации присоединен к распределительному клапану 38, который в рассматриваемом здесь случае может занимать три положения, причем первое его положение предназначено для обеспечения возможности подачи газа предварительного выдувания во внутреннюю полость заготовки, второе его положение предназначено для обеспечения возможности подачи газа, собственно выдувания во внутреннюю полость этой заготовки, а его третье положение предназначено для обеспечения возможности стравливания газа выдувания через клапан 6 рекуперации в резервуар 7. Клапан 38 соответствует трем клапанам 3, 4, 5, описанным выше со ссылками на фиг.1, и управление этим клапаном для его перехода из одного положения в другое осуществляется обычно при помощи механического кулачка.
Управление положением поршня в клапане 6 рекуперации (фиг.2) в соответствии с первым вариантом реализации осуществляется посредством распределительного механизма 39, содержащего ролик и взаимодействующего с регулируемым кулачком, расположенным рядом с данной технологической установкой. Воздействие этого кулачка 40 на упомянутый ролик позволяет закрыть клапан 6 при помощи распределительного устройства, которое направляет сжатый газ, например воздух, в камеру 29 (фиг.2) клапана 6 через один из трубопроводов 41 или 42 и, следовательно, обеспечить рекуперацию газа выдувания. Таким образом, длина этого кулачка определяет время, на протяжении которого можно выполнять рекуперацию газа выдувания, поскольку скорость вращения данной технологической установки известна. В случае, представленном на фиг.4, два производственных поста, а именно посты Р1 и Р2, находятся в фазе рекуперации газа выдувания, а пост Р3 находится в фазе выдувания и будет в ближайшее время входить в фазу рекуперации газа выдувания.
В соответствии с этим вариантом реализации газ выдувания, рекуперированный в объем 7, расширяется и накапливается во втором резервуаре 43 для последующего возвращения в технологический цикл, в частности в качестве газа предварительного выдувания.
Второй вариант реализации управления клапаном 6, в котором механическую систему ролик-кулачок, показанную на фиг.4, заменяют на электромеханическую систему, схематически представлен на фиг.5. Показанная здесь технологическая установка содержит, как и установка, показанная на фиг.4, 10 последовательно расположенных постов Р1-Р10. В целях упрощения чертежа эти 10 постов схематически представлены их клапанами 6 рекуперации. На оси вращения данной технологической установки размещено зубчатое колесо 44, количество зубьев которого D1-D10 и их расположение соответствует количеству производственных постов и их относительному размещению. Фиксированный датчик 45 также необходим для того, чтобы выявлять факт прохождения каждого зуба D1-D10, и этот датчик связан с автоматической программируемой системой управления 46, которая, в частности, обеспечивает управление процессом рекуперации газа выдувания. Кроме того, в данном случае необходимо использовать средства запуска данной системы, например специфический зуб, таким образом, чтобы после одного полного оборота данной технологической установки положение каждого производственного поста было известно программируемой автоматической системе управления. Таким образом, в этом варианте реализации на упомянутое распределительное устройство (фиг.4) воздействует уже не механический кулачок, а автоматическая программируемая система управления 46, которая непосредственно и электрическим образом управляет этим распределительным устройством, воздействуя на клапан для обеспечения возможности рекуперации газа выдувания.
Так, например, в положении, показанном на фиг.5, можно считать, что между постами Р10 и Р9 размещают заготовку 1 (фиг.1), посты Р9-Р8-Р7-Р6 соответствуют выполнению операций предварительного выдувания, посты Р6-Р5-Р4-Р3-Р2 соответствуют выполнению операций собственно выдувания, посты Р2-Р1 соответствуют расширению газа выдувания и его рекуперации, а открытие пресс-формы 2 (фиг.2) и удаление отформованного средства упаковки из данной технологической установки осуществляются между постами Р1 и Р10. Таким образом, в рассматриваемом здесь примере реализации имеется определенное время между постами Р2 и Р1 для того, чтобы рекуперировать газ выдувания, и клапан 6 рекуперации может быть закрыт на протяжении этого времени для передачи газа выдувания в объем рекуперации. Поскольку продолжительность цикла данной технологической установки известна, нетрудно запрограммировать автоматическое устройство управления таким образом, чтобы опустить поршень клапана данного производственного поста для обеспечения возможности рекуперации на протяжении времени Т после прохождения датчика через зуб, соответствующий этому посту. Впрочем, порядок опускания поршня может быть задан либо после определенного количества проходов зубьев, что будет соответствовать положению остановки данной технологической установки, либо по истечении определенного времени, что будет соответствовать положению движения этой установки, например, когда пост Р3, показанный на фиг.5, перемещается для того, чтобы занять положение поста Р2.
Определение времени, на протяжении которого осуществляется рекуперация газа, может быть выполнено либо расчетным путем, принимая во внимание периоды циклов данной технологической установки, но также может быть окончательно откорректировано на конкретной технологической установке. Важной опорной точкой в производстве средств упаковки путем выдувания является момент, когда элементы, удерживающие изготавливаемое упаковочное средство, отсоединяются от него, в результате чего исчезает герметичность соединения между этими элементами и отформованным средством упаковки: если время, которое было предназначено для расширения газа выдувания, оказывается слишком коротким, давление газа во внутренней полости данного средства упаковки еще будет превышать атмосферное давление и в процессе устранения упомянутой выше герметичности будет иметь место резкое падение давления, которое будет производить резкий акустический шум. Таким образом, в производственной технологической установке, имеющей определенную продолжительность цикла, можно на слух определить, полностью ли осуществлено снижение давления газа выдувания. Аналогичным образом и, в частности, в описанном выше способе реализации, в соответствии с которым используют автоматическое программируемое устройство для управления рекуперацией газа выдувания на протяжении определенного периода времени Т, можно легко изменить это предварительно определенное время Т, увеличивая его вплоть до того, чтобы почувствовать резкое снижение давления газа, еще содержащегося во внутренней полости выдуваемого средства упаковки, когда устраняется упомянутая герметичность. После того как эта точка достигнута, можно уменьшить время Т вплоть до исчезновения этого резкого расширения и тогда будет получена оптимальная точка для максимальной рекуперации газа выдувания.
Разумеется, такая регулировка также может быть выполнена на технологической установке с управлением при помощи кулачка (фиг.4), но ее легче осуществлять при использовании программируемой автоматической системы, используемой в технологической установке, показанной на фиг.5.
В другом варианте реализации можно непосредственно использовать, в сочетании с программируемой автоматической системой управления, датчик давления, который измеряет давление газа во внутренней полости формуемого средства упаковки для обеспечения управления клапаном рекуперации газа и, например, прерывания этой рекуперации в том случае, когда достигается предварительно определенная величина давления во внутренних полостях выдуваемых средств упаковки. Этот способ реализации особенно предпочтителен в технологических установках выдувания линейного типа, в которых все формуемые средства упаковки выдуваются одновременно. При этом давление газа выдувания является идентичным во всех формуемых средствах упаковки и вследствие этого достаточно использовать только один датчик давления. В технологических установках вращающегося типа, представленных схематически на фиг.4 и 5, выдувание выполняется последовательно (одно средство упаковки после другого) таким образом, что необходимо использовать один датчик давления на каждый производственный пост. По соображениям стоимости такое техническое решение не является благоприятным в технологической установке последовательного типа.
Предлагаемое изобретение не ограничивается технологической установкой выдувания средств упаковки вращающегося типа с 10 производственными постами, как это представлено на фиг.4 и 5, но применяется к технологическим установкам вращающегося типа, имеющим в своем составе от 1 до 48 постов, а также к технологическим установкам выдувания линейного типа, имеющим в своем составе от 1 до 40 постов.
Устройство предназначено для выдувания средств упаковки, в частности бутылок, из предварительно изготовленной соответствующей заготовки. Устройство для выдувания средств упаковки, в частности бутылок, из предварительно изготовленной соответствующей заготовки посредством газа и для рекуперации этого газа содержит по меньшей мере средства подачи в это устройство сжатого газа при первом значении давления и при втором значении давления, средства вытягивания и средства формования изготавливаемого средства упаковки. Это устройство содержит также средства для рекуперации газа вплоть до достижения предварительно определенного третьего значения давления во внутренней полости данного средства упаковки и имеющие по меньшей мере один объем рекуперации и один клапан рекуперации и средства регулировки, позволяющие отрегулировать функционирование средств управления. Способ выдувания при помощи сжатого газа средства упаковки в пресс-форме из соответствующей заготовки и рекуперации газа выдувания содержит по меньшей мере следующие этапы. Предварительное выдувание с использованием первого значения давления газа во внутренней полости заготовки и собственно выдувание с использованием второго значения давления газа во внутренней полости заготовки для получения готового средства упаковки. Способ дополнительно содержит следующие этапы. Рекуперацию газа при втором значении давления в объеме рекуперации вплоть до получения третьего предварительно определенного значения давления в внутренней полости средства упаковки. Расширение рекуперированного газа до значения давления рекуперации. Расширение до атмосферного давления газа, оставшегося во внутренней полости средства упаковки, в процессе и после осуществления фазы рекуперации и возвращение в технологический цикл расширенного газа. Технический результат, который достигается при использовании изобретений, заключается в том, чтобы создать устройство выдувания и рекуперации используемого в этом устройстве газа выдувания, отличающиеся простотой функционирования и легкостью регулирования. 2 н. и 8 з.п. ф-лы, 5 ил.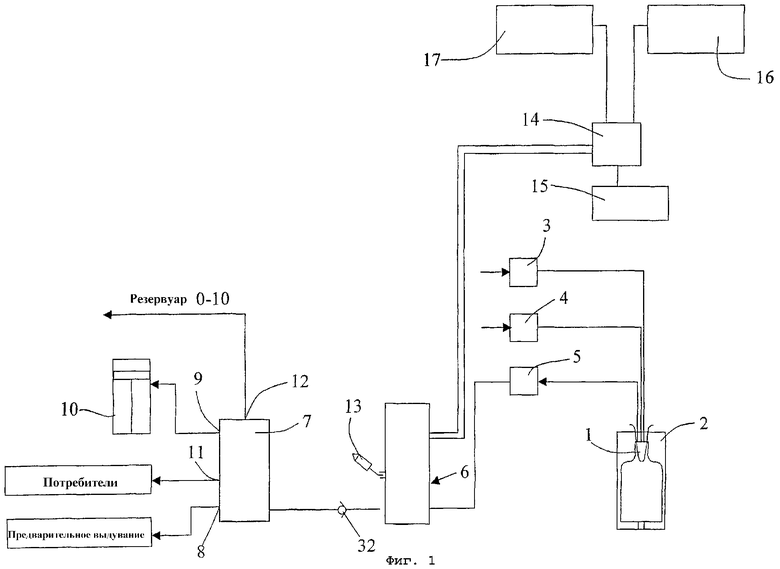
предварительное выдувание с использованием первого значения давления газа во внутренней полости заготовки;
собственно выдувание с использованием второго значения давления газа во внутренней полости заготовки для получения готового средства упаковки,
отличающийся тем, что дополнительно содержит следующие этапы:
рекуперация газа при втором значении давления в объеме рекуперации вплоть до получения третьего, предварительно определенного значения давления во внутренней полости средства упаковки;
расширение рекуперированного газа до значения давления рекуперации;
расширение до атмосферного давления газа, оставшегося во внутренней полости средства упаковки, в процессе и после осуществления фазы рекуперации;
возвращение в технологический цикл расширенного газа.
| Способ получения ациламинозамещенных 5-членных гетероциклических производных | 1976 |
|
SU655313A3 |
| Способ получения производных нафтиридина или их стереоизомеров или их солей | 1977 |
|
SU655314A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ПЛАСТМАССОВОГО КОНТЕЙНЕРА | 1996 |
|
RU2143340C1 |
| GB 569093 A, 03.05.1945 | |||
| US 3400636 A, 10.09.1968 | |||
| DE 3111925 A1, 07.10.1982 | |||
| JP 54033566 A, 12.03.1979. | |||

