Область техники, к которой относится изобретение
Настоящее изобретение относится к способу повторного использования пневматической энергии выпускаемого воздуха, приходящего из продуваемых полостей формовочных машин для контейнеров из пластиковых материалов, например, бутылок, изготовленных из полиэтилентерефталата (PET), и к соответствующей установке.
Уровень техники
Существуют известные установки или системы повторного использования энергии из воздуха или других сжатых газов, используемые для различных промышленных процессов в соответствующих установках.
Пример таких систем описан в документе US 4488863, в котором раскрывается система повторного использования выдуваемого воздуха для пластиковых контейнеров, содержащая установку, специально образованную с помощью пневматических клапанов и датчиков, способную отслеживать профиль давления сжатого воздуха во время этапа дегазирования полостей и преобразование воздуха, чтобы его можно было снова использовать при низком давлении.
При производстве бутылок или других контейнеров из пластика, среди которых в наши дни чрезвычайно распространены изготовленные из полиэтилентерефталата (PET), процесс формования с выдуванием включает в себя использование значительных количеств сжатого воздуха, который вводится в полости для выдувания одноступенчатых машин или воздуходувных машин.
Одноступенчатая машина для производства контейнеров, таких как бутылки, банки и т.д., обозначает аппарат, который через процесс вдувания и последующего расширения и выдувания в одной отдельной машине приводит к преобразованию гранул PET в выдувной контейнер. Воздуходувная машина, в отличие от этого, обозначает аппарат, который через процесс нагрева и последующего расширения и выдувания преобразует черновые формы, полученные отдельно с помощью машины для впрыска материала под давлением, в выдувные контейнеры.
В конце операции формования с выдуванием остающаяся пневматическая энергия сжатого воздуха, приходящего из выдуваемых полостей, обычно теряется. В настоящее время разработаны системы или устройства, применяемые с этим типом машин, позволяющие произвести рециркуляцию и повторно использовать эту пневматическую энергию, например, для выдувания контейнеров. Данное остаточное давление этого воздуха для выдувания и постоянной работы этого оборудования, которое не является пренебрежимо малым, не использующие повторно вышеуказанную пневматическую энергию, предполагают значительные потери энергии в энергетическом балансе этих машин.
Процесс повторного использования воздуха для выдувания, согласно состоянию известного уровня техники, представлен кривой 2 на диаграмме фиг.1, при этом имеет место следующее. Сжатый воздух низкого давления, около 10 бар, так называемый первичный воздух вдувается в черновые формы, которые находятся при такой температуре, чтобы они могли расширяться и адаптироваться к внутреннему профилю формы для выдувания, соответственно сегменту A-B кривой 2 на диаграмме фиг.1.
На втором этапе, соответствующем сегменту B-H кривой 2, сжатый воздух при более высоком значении давления - около 40 бар, вдувается в пластиковый контейнер, чтобы привести его к такому состоянию, когда он принимает постоянную форму. Этот воздух сжимается за счет подачи нового воздуха в машину, при этом в систему вносится большое количество энергии. В конце этого этапа выдувной пластиковый контейнер поддерживается при высоком давлении в течение времени, которое зависит от типа используемого пластика и других известных параметров.
В заданное время воздух, находящийся в контейнере, выпускается и используется повторно, до тех пор, пока он не достигнет среднего давления (около 15-18 бар), в соответствии с сегментом H-I кривой 2. На этом этапе воздух перемещается в особый резервуар, чтобы в дальнейшем использоваться, как упоминалось ранее, в последующем цикле выдувания, соответственно сегменту A-B, как первичный воздух для выдувания (около 8-10 бар).
Впоследствии воздух низкого давления, остающийся в контейнере, выпускается в атмосферу, в соответствии с сегментом I-J кривой 2.
Таким образом, чувствуется необходимость создать способ повторного использования пневматической энергии выпускаемого воздуха, приходящего из выдуваемых полостей формовочных машин для контейнеров из пластиковых материалов, который улучшает энергетический баланс установок для производства пластиковых контейнеров, а также создать соответствующую формовочную машину с системой повторного использования пневматической энергии выпускаемого воздуха.
Сущность изобретения
Главной задачей настоящего изобретения является оптимизация способа повторного использования пневматической энергии выпускаемого воздуха, приходящего из выдуваемых полостей формовочных машин для контейнеров из пластиковых материалов, для того чтобы получить лучшую эффективность в силу заданного выбора значений давления сдвига.
Дополнительной задачей изобретения является создание альтернативной системы повторного использования пневматической энергии выпускаемого воздуха, приходящего из выдуваемых полостей формовочных машин для контейнеров из пластиковых материалов, которая позволяет повторное использование воздуха для выдувания, делая его доступным, по меньшей мере, при одном заданном давлении, или непосредственно в первичный воздушный резервуар, или непосредственно во вторичный воздушный резервуар, или, по меньшей мере, в один специальный резервуар для рециркуляции.
Настоящее изобретение, таким образом, направлено на достижение задач, описанных выше, с помощью создания способа повторного использования воздуха для выдувания в выдувной формовочной машине, используемой для выдувного формования контейнеров из пластиковых материалов, при этом машина содержит:
- пресс-формы, снабженные полостями для выдувания;
- первые средства выдувания, используемые для вдувания первичного воздуха в полости вышеуказанных пресс-форм, содержащие первичный воздушный резервуар;
- вторые средства выдувания, используемые для вдувания вторичного воздуха в полости вышеуказанных пресс-форм, содержащие вторичный воздушный резервуар;
- первые средства рециркуляции для повторного использования воздуха для выдувания, выходящего из вышеуказанных полостей на первом этапе выпуска воздуха из контейнеров.
Вышеуказанный способ рециркуляции содержит, в соответствии с п.1 формулы изобретения, следующие этапы:
a) в заданное время запуска цикла выдувания производится вдувание воздуха в полости пресс-форм при первом заданном давлении с помощью первых средств выдувания, и поддерживание воздуха в полости в таком состоянии с первым давлением до первого момента времени. На этом этапе вышеуказанный воздух определяется как первичный;
b) вдувание воздуха в полости пресс-форм при втором заданном давлении с помощью вторых средств выдувания, при этом вышеуказанное второе заданное давление является более высоким, чем первое давление, и поддерживание воздуха при вышеуказанном втором давлении до второго момента времени. На этом этапе вышеуказанный воздух определяется как вторичный;
c) выпуск воздуха из полостей до тех пор, пока в контейнерах не будет достигнуто третье давление. Третье давление имеет такое значение, которое находится между вышеуказанным первым давлением и вторым давлением, при этом рециркуляция воздуха при вышеуказанном третьем давлении производится с помощью первых средств рециркуляции;
d) выпуск оставшегося воздуха, содержащегося в полостях, при атмосферном давлении, при этом на этапе c) вышеуказанное третье давление имеет значение в диапазоне между 20 и 28 бар.
Согласно дополнительному аспекту изобретения обеспечивается выдувная формовочная машина для выдувного формования контейнеров из пластиковых материалов, которая адаптирована для применения вышеописанного способа, который, в соответствии с п.16, содержит пресс-формы, обеспеченные полостями для выдувания; первые средства выдувания, осуществляющие вдувание первичного воздуха в полости вышеуказанных пресс-форм, содержат первичный воздушный резервуар; вторые средства выдувания, осуществляющие вдувание вторичного воздуха в полости вышеуказанных пресс-форм, содержат вторичный воздушный резервуар; первые средства рециркуляции для повторного использования воздуха для выдувания, выходящего из вышеуказанных полостей на первом этапе выпуска воздуха из контейнеров; в которой вышеуказанные первые средства рециркуляции сконфигурированы таким образом, чтобы или позволять вдувание первичного воздуха во время первого этапа вдувания внутрь полостей вышеуказанных пресс-форм, или позволять вдувание части вторичного воздуха во время второго этапа вдувания.
Установка и способ, связанный с этой установкой, для повторного использования выдувного воздуха могут быть использованы в производстве пластиковых контейнеров, например, сделанный из PET (полиэтилентерефталата) - термопластичного полимера, как в одноступенчатых машинах, так и в воздуходувных машинах, включая термин, обозначающий воздух для выдувания, как первичный воздух, который традиционно определяется как воздух при давлении около 8-10 бар, и вторичный воздух, который традиционно определяется как воздух при давлении около 36-38 бар, а также воздух для рециркуляции или повторного использования. Воздух для рециркуляции особенно широко используется в процессе производства контейнеров, сделанных из PET, предназначенных для наполнения жидкостями, имеющими высокую температуру, который, как известно из существующего сейчас уровня техники, включает в себя:
- обычный процесс вдувания для черновых форм;
- расширение и последующее выдувание черновых форм в конечную форму в виде контейнеров;
- этап рециркуляции воздуха внутри выдувной полости, после завершения цикла формовки, на этапе, во время которого контейнер, выполненный из PET, уже полностью сформирован, но все еще находится внутри формовочной полости.
В первом варианте осуществления процесса в соответствии с изобретением повторно используемый воздух направляется или непосредственно в первичный воздушный резервуар, или в специальный резервуар для рециркуляции, изготовленный пригодным для низкого давления, традиционно составляющим приблизительно 8-10 бар, чтобы использоваться как первичный воздух в последующем выдувном цикле.
В частности, прямое повторное использование первичного воздуха в первичном воздушном резервуаре совместимо с возможным этапом рециркуляции воздуха внутри выдувной полости. Вышеуказанный этап обеспечивается в случае производства термостатических (HS) контейнеров.
Преимущества этого способа прямой рециркуляции включают в себя:
- высокую степень простоты и экономическую эффективность установки, которая не требует использования резервуаров, предназначенных для рециркуляции выдувного воздуха, с соответствующими системами и регулирующими устройствами, за исключением тех, которые обычно использованы для первичного и вторичного воздуха;
- использование двухпозиционного клапана включения/выключения, расположенного спереди по ходу относительно регулятора давления на питающей линии резервуара первичного воздуха, чтобы лучше управлять прямой рециркуляцией воздуха в первичном воздушном резервуаре;
- меньшая инвазивность во время выполнения этапа рециркуляции по отношению к общей работоспособности времени выдувания, и таким образом, оказывается более низкое воздействие на окно общего процесса, при этом давление сдвига выше, чем давление сдвига при стандартных способах рециркуляции;
- выбор давления сдвига, откалиброванного таким образом, чтобы балансировать объем воздуха, используемого в рециркуляции, в отношении воздуха, используемого как первичный воздух, и, таким образом, уменьшение колебания давления в резервуаре первичного воздуха.
Благодаря признакам этого первого варианта осуществления процесса в соответствии с изобретением, происходит уменьшение потребления воздуха, и, таким образом, уменьшение потребления энергии, равное приблизительно 15-20% относительно процесса выдувания без рециркуляции.
Во втором варианте осуществления процесса в соответствии с изобретением, повторно используемый воздух становится доступным в два этапа:
- при среднем давлении, приблизительно 20-25 бар, предпочтительно между 22 и 25 бар, для того чтобы использоваться как первый этап вторичного воздуха, таким образом используя высокое давление воздуха, приходящего из компрессора только при достижении пороговой величины давления, требуемого для процесса, приблизительно 36-38 бар;
- и дополнительно, при низком давлении, традиционно составляющем приблизительно 8-10 бар, для того, чтобы использоваться или как первичный воздух, или как рабочий воздух в производственной машине, или должен быть возвращен клиенту как воздух для установки. По этой причине, в этом втором случае, процесс рециркуляции изобретения называется рециркуляцией при средне-низком давлении.
Благодаря признакам этого второго варианта осуществления процесса в соответствии с изобретением, происходит уменьшение потребления воздуха, и, таким образом, уменьшение потребления энергии, равное около 50-55% относительно процесса выдувания без рециркуляции, и около 30-35% относительно процесса с рециркуляцией в один этап.
Предпочтительно, согласно способу рециркуляции настоящего изобретения, чтобы значения давления сдвига при среднем уровне давления находились между 20 и 28 бар, предпочтительно между 25 и 28 бар или между 22 и 25 бар.
Зависимые пункты формулы изобретения описывают предпочтительные варианты осуществления изобретения.
Краткое описание чертежей
Дополнительные признаки и преимущества изобретения станут более понятными, принимая во внимание детальное описание предпочтительных, хотя и не исключающих, вариантов осуществления изобретения установки повторного использования пневматической энергии выпускаемого воздуха для формовочных машин, производящих контейнеры, показанное в качестве неограничивающего примера, с помощью сопроводительных чертежей, в которых:
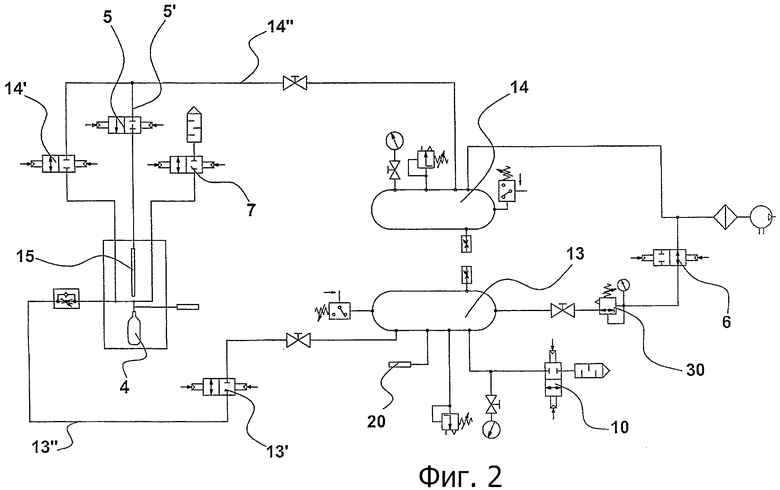
Фиг.1 показывает графики профилей давления в выдуваемых полостях, которые относятся, соответственно, к стандартному выдувному процессу без рециркуляции воздуха, процессу с рециркуляцией воздуха, согласно известному уровню техники, и первому варианту осуществления изобретения процесса с рециркуляцией воздуха, согласно настоящему изобретению.
Фиг.2 показывает первый вариант схемы установки, адаптированной для применения процесса с рециркуляцией воздуха изобретения, показанной на фиг.1.
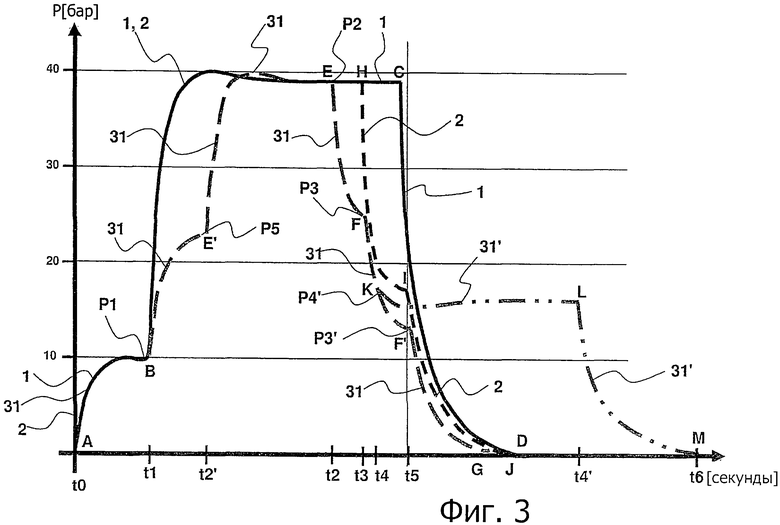
Фиг.3 показывает графики профилей давления в выдуваемых полостях, которые относятся, соответственно, к стандартному выдувному процессу без рециркуляции воздуха, процессу с рециркуляцией воздуха, согласно известному, уровню техники, и второму варианту осуществления изобретения процесса с рециркуляцией воздуха, согласно настоящему изобретению.
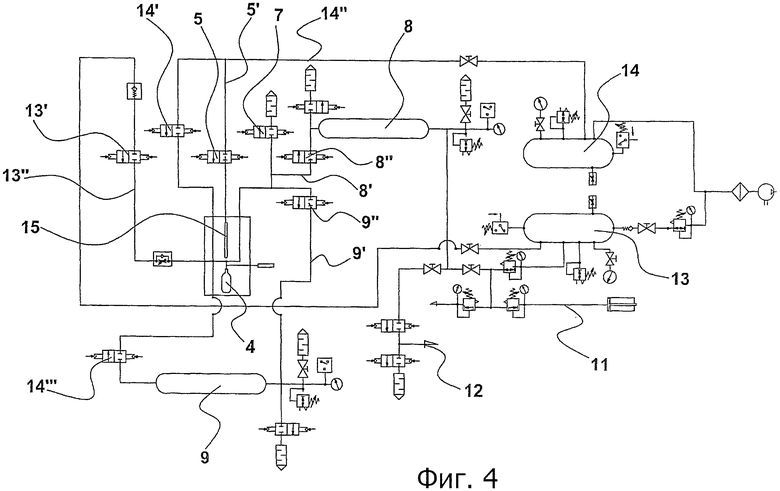
Фиг.4 показывает схему установки, адаптированной для применения процесса с рециркуляцией воздуха изобретения, показанной на фиг.3.
Осуществление изобретения
На фиг.1 профили давления в выдуваемых полостях для пластиковых контейнеров показаны в виде диаграммы в сравнительном виде. Эти профили соответствуют:
1) стандартному выдувному процессу с использованием первичного воздуха плюс вторичного воздуха, без рециркуляции воздуха: профиль A-B-C-D, обозначенный кривой, имеющей ссылочную позицию с номером 1;
2) выдувному процессу с рециркуляцией выдуваемого воздуха, согласно известному уровню техники: профиль A-B-H-I-J, обозначенный кривой, имеющей ссылочную позицию с номером 2;
3) первому варианту осуществления изобретения выдувного процесса с рециркуляцией воздуха при среднем уровне давления, согласно изобретению: профиль А-B-E-F-G, обозначенный кривой, имеющей ссылочную позицию с номером 3.
Процесс рециркуляции изобретения с рециркуляцией выдуваемого воздуха при среднем уровне давления, выполняется следующим образом.
Сжатый воздух при низком давлении P1, около 10 бар, так называемый первичный воздух вдувается в черновые формы, имеющие такую температуру, которая позволяет их расширение, чтобы адаптировать их к внутреннему профилю формы для выдувания. Этот процесс соответствует сегменту A-B кривой, изображенной на фиг.1.
На втором этапе, соответствующем сегменту B-E кривой 3, вторичный воздух при высоком давлении P2, около 40 бар, входит в пластиковый контейнер, чтобы заставить его принять постоянную форму. Этот воздух производится устройствами для компрессии известного типа и составляет новый воздух для системы.
В конечной стадии второго этапа выдувной пластиковый контейнер поддерживается при высоком давлении в течение временного промежутка, который зависит от типа используемого пластика и других известных параметров.
В заданное время, на третьем этапе, воздух, находящийся в контейнере, выпускается и используется повторно, пока не будет достигнуто среднее давление P3, приблизительно 20-28 бар, предпочтительно 25-28 бар, что соответствует сегменту E-F кривой 3.
В первом варианте процесса воздух, используемый повторно на этом третьем этапе, напрямую переносится в первичный воздушный резервуар, чтобы позже использоваться в последующем выдувном цикле, соответствующем сегменту A-B.
Во втором варианте процесса воздух, используемый повторно на этом третьем этапе, переносится в резервуар для рециркуляции, который отличается от первичного воздушного резервуара, чтобы позже использоваться в последующем выдувном цикле, соответствующем сегменту A-B, как упоминалось выше.
Продолжительность третьего этапа находится в диапазоне между 0,05 и 0,15 секунд.
Затем выполняется четвертый этап, в котором остающийся в выдувном контейнере воздух выпускается в атмосферу (сегмент F-G кривой 3).
Стоит заметить, что выбор значения давления сдвига (точка F) калибруется таким образом, чтобы осуществлять баланс объема воздуха для рециркуляции при сохранении производительности сети по отношению к тому, что необходимо для подачи первичного воздуха.
Предпочтительно, чтобы во время выполнения вышеупомянутого четвертого этапа выпуска воздух мог бы поддерживаться при давлении Р4, предпочтительно составляющем около 4-6 бар, для выполнения этапа рециркуляции в полостях, соответствующего сегменту K-L кривой 3'. Вышеуказанный этап рециркуляции выполняется для того, чтобы поддерживать противодавление в контейнерах, удерживаемое в полостях, предпочтительно около 5 бар.
Стадия предварительного создания давления резервуара первичного воздуха или резервуара для рециркуляции, предпочтительно, обеспечивается для того, чтобы гарантировать давление P1 в контейнерах во время этапа запуска формовочной машины.
Фиг.2 показывает первый вариант пневматической схемы установок для выдувания, использующих первичный и вторичный воздух, воздух для рециркуляции и повторно используемый воздух от процесса выдувания, как описано выше, в случае прямой рециркуляции воздуха с использованием первичного воздушного резервуара.
Такая установка, предпочтительно, содержит:
- средства для выдувания, в свою очередь содержащие средства для выдувания первичного воздуха и вторичного воздуха;
- возможные средства рециркуляции;
- возможные средства терморегуляции формы для выдувания;
- система рециркуляции для повторного использования выдувного воздуха и/или воздуха для рециркуляции.
Средства для выдувания содержат первичный и вторичный воздушные резервуары 13, 14, соответствующие впускные клапаны 13', 14' для впуска воздуха в контейнеры, соответствующие системы 13'', 14'' трубопроводов соответствующих компрессоров.
Средства рециркуляции содержат клапан 5 рециркуляции, соответствующую систему 5' трубопроводов и одинаковый удлиняющийся стержень 15, снабженный каналом, находящимся внутри него, чтобы вводить воздух для рециркуляции в контейнеры 4.
Средства терморегуляции форм для выдувания содержат, например, модули контроля масла или резисторы с установленной мощностью около 1,8 кВт на одну полость.
Система рециркуляции для повторного использования пневматической энергии выдувного воздуха и, возможно, воздуха для рециркуляции, приходящего из выдувных полостей одноступенчатых машин, или воздуходувных машин в свою очередь содержат:
- средства рециркуляции воздуха;
- электронное управление и средства автоматизации.
Предпочтительно, чтобы в этом первом варианте средства рециркуляции для повторного использования воздуха от процесса выдувания и воздуха для рециркуляции содержали такой же контур первичного воздуха, как вышеупомянутый резервуар 13 первичного воздуха, чтобы повторно используемый воздух передавался непосредственно в него.
Впускной клапан 13', который подает первичный воздух в полость для выдувания, является двухходовым клапаном, который в начале процесса дегазации полости направляет поток воздуха назад, по направлению к первичному воздушному резервуару 13 для хранения, в основном с избыточным давлением относительно давления ps0, представленного здесь в начале процесса выдувания, т.е. давление P1 первого этапа выдувания начинается от этого давления и принимает давление psi в конце ввода первичного воздуха.
Когда это первое давление ps2 достигается в резервуаре 13, которое является, в основном, избыточным по сравнению с давлением ps0, клапан 13' закрывается и одновременно клапан 7 для дегазации открывается, чтобы завершить опорожнение полости.
Окончательное создание давления в резервуаре 13 при точном значении давления ps0 в начале операции выдувания первичным воздухом, которое точно соответствует требуемой величине давления, необходимого для формирования выдувного контейнера, получается следующим образом:
- с помощью уменьшения давления ps2 избыточно по отношению к давлению, в основном недостаточно высокому ps3, с помощью выпускного клапана 10, управляемого сигналом от датчика 20 давления.
- и, наконец, с помощью возможной корректировки начального значения ps0 с помощью регулятора 30 давления, помещенного на впускное отверстие на питающей линии резервуара 13.
Одновременным использованием различных инструментов для корректировки давления в резервуаре 13 первичного воздуха, тем не менее, необходимо гарантировать неоднократное достижение давления ps0 первичного воздуха при начале выдувания от давления ps1 конца выдувания первичного воздуха, независимо от потребностей контейнера, который должен выдуваться, и максимизировать повторное использование выдуваемого воздуха и, таким образом, добиться уменьшения потребления.
Предпочтительно, чтобы при начале выдувания первичным воздухом, питающая линия резервуара 13 с помощью регулятора 30 давления прерывалась за счет функционирования двухпозиционного клапана 6 включения/выключения, для того чтобы избежать попадание воздуха в саму питающую линию от возвращаемого давления ps0, таким образом позволяя этому выполняться вышеописанным способом, с помощью выпуска воздуха, приходящего из выдуваемой полости через вышеуказанный двухходовой клапан 13'.
Кроме того, давление сдвига (точка F кривой 3 на фиг.1), находится выше, чем такое же давление сдвига стандартного этапа рециркуляции (точка I кривой 2 на фиг.1), при этом инвазивность этапа рециркуляции уменьшается по отношению к общей работоспособности времени выдувания, и, таким образом, также оказывается более низкое воздействие на окно общего процесса.
Во втором варианте (не показан) пневматической схемы средства рециркуляции выдуваемого воздуха и воздуха для рециркуляции содержат специальный резервуар для рециркуляции, соответствующую систему трубопроводов и клапан рециркуляции. В этом случае впускной клапан 13' первичного воздуха в контейнерах может быть простым одноходовым клапаном.
Предпочтительно, сзади по ходу относительно вышеуказанного резервуара для рециркуляции обеспечивается трубка с дополнительным клапаном для ввода первичного воздуха в контейнер 4. Этот дополнительный впускной клапан для первичного воздуха открывается для использования рециркулируемого воздуха во время так называемого этапа первичного воздуха, соответствующего сегменту A-B кривой 3.
Существуют специально обеспеченные пневматические клапаны и датчики, способные прокладывать маршрут профиля давления сжатого воздуха во время этапа дегазации выдувных полостей.
Вышеупомянутые средства рециркуляции в обоих вариантах, предпочтительно, создают доступный для рециркуляции воздух при заданном давлении P1 (приблизительно 8-10 бар). Во время окончательного этапа выпуска воздуха из контейнеров 4 (сегмент F-G) настройка сжатого воздуха может быть обеспечена с помощью подходящих регулировочных средств, по существу, при постоянном давлении P4, предпочтительно равном приблизительно 4-6 бар, для того чтобы создать оптимальное противодавление в полости, подходящей для производства контейнеров, сохраняющих прочностные свойства при горячем заполнении.
Электронное управление и автоматические средства в обоих вариантах содержат:
- элементы присоединения к электрической сети;
- средства электромеханического управления и средства защиты для оборудования установки, такие как выключатели, изоляторы, плавкие предохранители и т.д.
- электронная плата управления и соответствующее программное обеспечение.
Фиг.1 и 2 показывают последовательность активации главных клапанов установки согласно изобретению, в его первом варианте, работающих при полной производительности:
- открывание двухходового клапана 13' в первом направлении для впуска первичного воздуха (сегмент A-B) при давлении P1 до момента времени t1, необходимого для стабилизации давления в контейнере;
- открывание впускного клапана 14' для впуска вторичного воздуха при давлении P2 (сегмент B-E) до момента времени t2, необходимого для стабилизации давления в контейнере;
- повторное открывание двухходового клапана 13' во втором направлении, противоположном первому, для прямой рециркуляции выдуваемого воздуха, выходящего из контейнера 4 в резервуар 13 первичного воздуха (сегмент E-F) до момента времени t3;
- закрывание двухходового клапана 13' и одновременное открывание клапана 7 сброса давления или дегазации до тех пор, пока воздух полностью не уйдет в атмосферу (сегмент F-G).
В случае второго варианта пневматической схемы (не показана) последовательность активации главных клапанов установки, работающих при полной производительности, является следующей:
- открывание впускного клапана 13' для впуска первичного воздуха (сегмент A-B) при давлении P1 до момента времени t1, необходимого для стабилизации давления в контейнере;
- открывание впускного клапана 14' для впуска вторичного воздуха при давлении P2 (сегмент B-E) до момента времени t2, необходимого для стабилизации давления в контейнере;
- открывание клапана рециркуляции для впуска воздуха для выдувания, уже использовавшегося в контейнере, в резервуар для рециркуляции (сегмент E-F) до момента времени t3;
- закрывание клапана рециркуляции и одновременное открывание клапана сброса давления, до тех пор, пока воздух полностью не уйдет из полости в атмосферу (сегмент F-G).
Альтернативно, в обоих вариантах, в случае производства термостатических пластиковых контейнеров, вдоль сегмента F-G, когда в выдувной полости достигается давление P4 в момент времени t4 (точка K), обеспечиваются:
- открывание клапана 5 рециркуляции для впуска воздуха для рециркуляции в контейнер 4, в то же самое время клапан 7 для дегазации остается открытым;
- поддержание противодавления в контейнере при значении давления P4 до момента времени t4' (сегмент K-L).
В этом случае полный выпуск остаточного воздуха из полости в атмосферу (сегмент L-M) выполняется за счет закрытия клапана 5 рециркуляции и оставления клапана 7 для сброса давления постоянно в открытом состоянии.
Моменты времени t1, t2, t3, t4 и t4' определяют моменты времени для циклов и зависят от различных факторов.
В случае времени t1 и t2 определяются моменты времени по отношению к времени t0 старта выдувания формовочного цикла, на основе определения давления, существующего внутри контейнеров, и которое должно, предпочтительно, достигнуть заданного стабильного уровня.
Время t3 также определено на основе толщины стенки контейнеров, которые должны быть подвергнуты процессу доведения до требуемой кондиции, который имеет место в контакте с горячими стенками пресс-формы.
Интервал между t2 и t3 имеет значения в диапазоне между 0,05 и 0,15 секунд.
Возможный интервал между t4 и t4' имеет значения в диапазоне между 0,3 и 1 сек.
На фиг.3 профили давления в выдуваемых полостях для пластиковых контейнеров схематически показаны в сравнительной манере, при этом профили соответствуют следующим процессам:
1) стандартный выдувной процесс, использующий первичный воздух плюс вторичный воздух, без рециркуляции воздуха: профиль A-B-C-D, обозначенный кривой, имеющей ссылочную позицию с номером 1;
2) выдувной процесс с рециркуляцией выдувного воздуха существующего уровня техники: профиль A-B-H-I-J, обозначенный кривой, имеющей ссылочную позицию с номером 2;
3) второй вариант осуществления изобретения выдувного процесса с рециркуляцией воздуха при среднем давлении, согласно изобретению: профиль A-B-E'-E-F-F'-G, обозначенный кривой, имеющей ссылочную позицию с номером 31.
Процесс с рециркуляцией выдувного воздуха в этом втором варианте осуществления изобретения обеспечивает двойную рециркуляцию при среднем и низком давлении, и выполняется следующим образом:
Сжатый воздух при низком давлении около 10 бар, так называемый первичный воздух, вдувается в черновые формы, которые находятся при такой температуре, чтобы они могли позволить свое расширение и адаптироваться к внутреннему профилю формы для выдувания, соответственно сегменту A-B на фиг.1.
На втором этапе, соответствующем сегменту B-E' кривой 31, сжатый воздух вдувается при давлении P5, имеющем более высокое значение, приблизительно 20-23 бар. Этот так называемый вторичный воздух находится при среднем давлении, которое взято из воздушного резервуара, содержащего повторно используемый воздух в части этапа опорожнения контейнеров в конце процесса формования.
На третьем этапе, представленном сегментом E'-E кривой 31, вторичный воздух при высоком давлении P2, около 40 бар, вводится в пластиковый контейнер, чтобы привести его к такому состоянию, когда он принимает постоянную форму. Этот воздух производится с помощью компрессорных устройств известного типа и состоит из нового воздуха, который вносится в систему. В конечной части этого третьего этапа выдувной пластиковый контейнер поддерживается при высоком давлении в течение времени, которое зависит от типа используемого пластика и других известных параметров.
В заданное время при выполнении четвертого этапа, воздух, находящийся в контейнере, выпускается и используется повторно, до тех пор, пока не будет достигнуто среднее давление P3 (около 22-25 бар), соответственно сегменту E-F кривой 31. Воздух во время этого четвертого этапа перемещается или к первому резервуару, предназначенному для рециркуляции, или непосредственно в резервуар для вторичного воздуха для последующего использования, как уже упоминалось выше, в последующем выдувном цикле, соответствующем сегменту B-E'. Продолжительность этого четвертого этапа находится в диапазоне между 0,05 и 0,10 сек.
Этот воздух используется в следующем цикле выдувания, в сегменте A-B как первичный воздух (около 8-10 бар). Дополнительной возможностью использования для этого рециркулируемого воздуха при низком давлении является его применение для пневматического приведения в действие воздуходувной машины во время ее работы, или, если выработка воздуха низкого давления является избыточной по отношению к примерам использования, которые приводились ранее, он может быть использован, например, как воздух для производственной установки.
Предпочтительно, во время вышеуказанного второго этапа выпуска воздуха этот воздух может поддерживаться при давлении P4', предпочтительно равном, приблизительно, 12-18 бар, для выполнения этапа рециркуляции в полостях, соответствующих сегменту K-L кривой 31'. Вышеуказанный этап рециркуляции выполняется для того, чтобы поддерживать противодавление в контейнерах, содержащихся в полостях, которое находится в диапазоне между 13 и 17 бар, предпочтительно около 15 бар. Такие значения могут, однако, изменяться как функция от толщины стенок контейнеров, которые должны быть подвергнуты обработке, между минимальным и максимальным значениями в 10 бар и 30 бар.
Предпочтительно обеспечивается этап предварительного создания давления первого и второго резервуаров для рециркуляции, или резервуара вторичного воздуха и второго резервуара для рециркуляции, для того чтобы, соответственно, гарантировать в контейнерах давление P5 и давление P1 во время этапа запуска формовочной машины.
Остающийся в выдувном контейнере воздух выпускается в атмосферу, начиная от более низкого давления (сегмент F'-G кривой 31), чем давление, при котором воздух выпускается в атмосферу в установках существующего уровня техники (сегмент I-J кривой 2). Это позволяет обеспечить дополнительное сохранение энергии, т.к. выпускаемый в атмосферу воздух имеет более низкое содержание энергии.
Следует заметить, что выбор значений давления сдвига (точки F, F') устанавливается для того, чтобы балансировать объемы рециркуляции при сохранении эффективности сети с теми объемами, которые требуются для подачи первичного воздуха и первого этапа подачи вторичного воздуха (точки B, E').
Фиг.4 показывает третий вариант пневматической схемы воздуходувных установок, использующих первичный и вторичный воздух, рециркуляцию воздуха и используемый повторно воздух от процесса выдувания, как описывалось во втором варианте осуществления изобретения, в том случае, когда обеспечиваются два предназначенных для рециркуляции резервуара.
На этих схемах резервуары для рециркуляции воздуха при среднем и низком давлении обозначаются соответствующими цифровыми ссылками с номерами 8 и 9.
Такая установка, как показанная на фиг.2, предпочтительно содержит:
- средства для выдувания, в свою очередь содержащие средства для выдувания первичного воздуха и вторичного воздуха;
- возможные средства рециркуляции, соответственно адаптированные для увеличенного расхода воздуха, относительно известных установок;
- возможные средства терморегуляции форм для выдувания, имеющие повышенную мощность, увеличенную примерно в два раза относительно известных установок;
- система рециркуляции для выдувного воздуха и/или воздуха для рециркуляции.
Средства для выдувания содержат первичный и вторичный воздушные резервуары 13, 14, соответствующие впускные клапаны 13', 14' для ввода воздуха в контейнеры, соответствующие системы трубопроводов 13'', 14'', соответствующие компрессоры.
Средства рециркуляции содержат клапан 5 рециркуляции, соответствующую систему 5' трубопроводов и одинаковый удлиняющийся стержень 15, снабженный каналом, находящимся внутри него, чтобы вводить воздух для рециркуляции в контейнеры 4.
Средства терморегуляции форм для выдувания содержат, например, модули контроля масла или резисторы с установленной мощностью около 1,8 кВт на одну полость.
И, наконец, система рециркуляции для повторного использования пневматической энергии выдувного воздуха и, возможно, воздуха для рециркуляции, приходящего из выдувных полостей одноступенчатых машин, или воздуходувных машин в свою очередь содержат:
- средства рециркуляции воздуха;
- электронное управление и средства автоматизации.
Средства рециркуляции для выдувного и повторно используемого воздуха предпочтительно содержат:
- первый резервуар 9 рециркуляции, соответствующую систему 9' трубопроводов и клапан 9'' для рециркуляции;
- второй резервуар 8 рециркуляции, соответствующую систему 8' трубопроводов и клапан 8'' для рециркуляции.
Предпочтительно, сзади по ходу относительно вышеуказанного первого резервуара 9 обеспечена система трубопроводов с дополнительным впускным клапаном 14''' для впуска вторичного воздуха в контейнеры 4. Этот клапан 14''' открывается, чтобы выполнить так называемый первый этап для вторичного воздуха, соответствующий сегменту B-E' кривой 31.
Существуют специально обеспеченные пневматические клапаны и датчики, способные прокладывать маршрут профиля давления сжатого воздуха во время этапа дегазации выдувных полостей.
Вышеуказанные средства рециркуляции, предпочтительно, делают доступным воздух для рециркуляции:
- при заданном давлении P3 (около 22-25 бар);
- и при дополнительном заданном давлении P3' (около 12-14 бар), для того чтобы было возможно регулировать давление с помощью соответствующих регулирующих средств при практически постоянном давлении P4', предпочтительно равным значению около 12-18 бар, чтобы создать оптимальное противодавление в полостях, подходящее для производства контейнеров с горячим наполнением и долговременными прочностными характеристиками.
Альтернативно, как вариант (не показан) пневматической схемы фиг.4, первый этап рециркуляции выдувного воздуха производится непосредственно во вторичный воздушный резервуар. Как аналогичным образом описано для этапа прямой рециркуляции в первичный воздушный резервуар, в этом случае впускной клапан 14', который поставляет вторичный воздух в выдувную полость, является двухходовым клапаном, который при начале дегазации полости направляет поток воздуха назад, по направлению к вторичному воздушному резервуару 14, возвращая, в основном избыточно по отношению к давлению ps0', представленному здесь при начале процесса выдувания, т.е. давление Р5 первого этапа выдувания вторичного воздуха, начинается от этого давления ps1' в конце ввода вторичного воздуха.
Когда это первое давление ps2' достигнет резервуара 14, которое является, в основном, избыточным относительно давления ps0', то клапан 14' закрывается, и одновременно открывается клапан 8'' резервуара 8 рециркуляции.
Окончательное создание давления резервуара 14 с точным значением давления ps0' начала выдувания вторичным воздухом таким образом получается:
- за счет уменьшения давления ps2', избыточно по отношению к давлению, в основном недостаточно высокому ps3', с помощью выпускного клапана, управляемого сигналом, приходящим от датчика 20 давления;
- и, наконец, за счет возможной корректировки начального значения ps0' с помощью регулятора давления, помещенного на впускное отверстие на питающей линии резервуара вторичного воздуха.
Одновременным использованием различных инструментов для корректировки давления в резервуаре 14 вторичного воздуха, тем не менее, необходимо гарантировать неоднократное достижение давления ps0' вторичного воздуха при начале выдувания от давления ps1' конца выдувания вторичного воздуха, независимо от потребностей процесса контейнера, который должен выдуваться, и максимизировать повторное использование выдуваемого воздуха и, таким образом, добиться уменьшения потребления.
Предпочтительно, чтобы при начале выдувания вторичным воздухом, питающая линия резервуара 14 с помощью регулятора 30 давления прерывалась за счет функционирования двухпозиционного клапана включения/выключения, для того чтобы избежать попадания воздуха в саму питающую линию от обратного воздействия давления ps0', таким образом позволяя этому выполняться вышеописанным способом, с помощью выпуска воздуха, приходящего из выдуваемой полости через двухходовой клапан 14'.
Электронное управление и автоматические средства также в этих других двух вариантах содержат:
- элементы соединения к электрической сети;
- средства электромеханического управления и средства защиты для оборудования установки, такие как выключатели, изоляторы, плавкие предохранители и т.д.
- электронная плата управления и соответствующее программное обеспечение. Фиг.3 и 4 показывают последовательность активации главных клапанов установки, согласно изобретению, работающих при полной производительности:
- открывание впускного клапана 13' для первичного воздуха (сегмент A-B) при давлении P1 до момента времени t1, необходимого для стабилизации давления в контейнере;
- открывание впускного клапана 14''' для впуска вторичного воздуха при давлении P5 (сегмент B-E') до момента времени t2', необходимого для стабилизации давления в контейнере;
- открывание впускного клапана 14' для впуска вторичного воздуха при давлении p2 (сегмент E-E') до момента времени t2, необходимого для стабилизации давления в контейнере;
- открывание клапана 9'' рециркуляции для впуска воздуха для выдувания, уже использовавшегося в контейнере, в первый резервуар 9 для рециркуляции (сегмент E-F) до момента времени t3;
- открывание клапана 8'' рециркуляции для впуска воздуха для выдувания, уже использовавшегося в контейнере, во второй резервуар 8 для рециркуляции (сегмент F-F') до момента времени t5;
- закрывание клапана 8'' рециркуляции и одновременное открывание клапана 7 сброса давления, до тех пор, пока воздух полностью не уйдет из полости в атмосферу (сегмент F'-G).
В случае дополнительного варианта пневматической схемы (не показан), в котором обеспечивается первая прямая рециркуляция во вторичный воздушный резервуар, последовательность активации главных клапанов установки, работающих при полной производительности, является следующей:
- открывание впускного клапана 13' для первичного воздуха (сегмент A-B) при давлении P1 до момента времени t1, необходимого для стабилизации давления в контейнере;
- открывание двухходового клапана 14' в первом направлении для впуска вторичного воздуха (сегмент B-E') при давлении P5 до момента времени t2', а затем при давлении P2 (сегмент E-E') до момента времени t2, необходимого для стабилизации давления в контейнере;
- повторное открывание двухходового клапана 14' во втором направлении, противоположном первому, для прямой рециркуляции выдувного воздуха, выходящего из контейнера 4, в резервуар 14 вторичного воздуха (сегмент E-F) до момента времени t3;
- закрывание двухходового клапана 14' и одновременное открывание клапана 8'' рециркуляции, чтобы впустить воздух для выдувания, уже использовавшийся в контейнере, во второй резервуар 8 для рециркуляции (сегмент F-F') до момента времени t5;
- закрывание клапана 8'' рециркуляции и одновременное открывание клапана 7 сброса давления, до тех пор, пока воздух полностью не уйдет из полости в атмосферу (сегмент F'-G).
Альтернативно, в случае производства термостатических долговечных пластиковых контейнеров, вдоль сегмента F-F', когда в выдувной полости достигается давление P4' в момент времени t4 (точка K), обеспечиваются:
- открывание клапана 5 рециркуляции для впуска воздуха для рециркуляции в контейнер 4, в то же самое время клапан 8'' рециркуляции остается открытым;
- поддержание противодавления в контейнере при значении давления P4' до момента времени t4' (сегмент K-L).
В этом случае полный выпуск остаточного воздуха из полости в атмосферу (сегмент L-M) выполняется за счет закрытия клапана 8'' рециркуляции и клапана 5 рециркуляции, а также одновременного открытия клапана 7 для сброса давления.
Моменты времени t1, t2', t2, t3 и t5 или t4 и t4' определяют моменты времени для цикла и зависят от различных факторов.
В случае времени t1 и t2 определяются моменты времени по отношению к времени t0 запуска цикла, на основе определения давления, существующего внутри контейнеров, и которое должно, предпочтительно, достигнуть заданного стабильного уровня.
Моменты времени t3 и t5 также определены на основе толщины стенки контейнеров, которые должны быть подвергнуты процессу доведения до требуемой кондиции, который имеет место в контакте с горячими стенками пресс-формы.
Интервал между t2 и t3, а также между t3 и t5 имеет значения в диапазоне между 0,05 и 0,10 секунд.
Возможный интервал между t4 и t4' имеет значения в диапазоне между 0,2 и 1,5 сек.
Поскольку давление P4' может совпадать с давлением P3', то моменты времени t4 и t5 в свою очередь также могут совпадать.
В конце каждой операции формования с выдуванием, воздух, хранящийся в резервуаре 8 для рециркуляции, может, предпочтительно, снова использоваться, чтобы подаваться в резервуар 13 первичного воздуха, или он может быть направлен к первому устройству управления 11 подачей воздуха или ко второму устройству управления 12 подачей воздуха для повторного использования в различных частях установки.
Предпочтительно, чтобы воздух, хранящийся в резервуаре 9 для рециркуляции, повторно использовался для подачи в контейнеры 4 во время первого этапа для вторичного воздуха (сегмент B-E').
Во всех вариантах, описанных выше, установка настраивается для работы с оборудованием для производства контейнеров, изготовленных из PET, для того чтобы позволить повторное использование выдувного воздуха, в соответствии с описанными здесь режимами, и эти варианты могут быть применены как к одноступенчатым машинам, так и к воздуходувным машинам.
Способ для рециркуляции энергии, относящийся к формовочной машине с выдуванием, для формования с выдуванием пластиковых контейнеров, включающий в себя систему рециркуляции для повторного использования пневматической энергии выпускаемого воздуха, приходящего из выдуваемых полостей формовочной машины. Последняя способна повторно использовать выпускаемый воздух, делая его доступным для использования при данном давлении для последующего вдувания в полость. При этом машина содержит первые и вторые средства выдувания, предназначенные для вдувания, соответственно, первичного или вторичного воздуха в соответствующий воздушный резервуар. Формовочная машина содержит также средства рециркуляции для повторного использования воздуха для выдувания, выходящего из полостей на первом этапе выпуска воздуха из контейнеров. Технический результат, достигаемый при использовании способа по изобретению, заключается в том, чтобы оптимизировать повторное использование пневматической энергии выпускаемого воздуха, приходящего из выдуваемых полостей формовочных машин для контейнеров из пластиковых материалов, для того чтобы получить лучшую эффективность в силу заданного выбора значений давления сдвига. 2 н. и 22 з.п. ф-лы, 4 ил.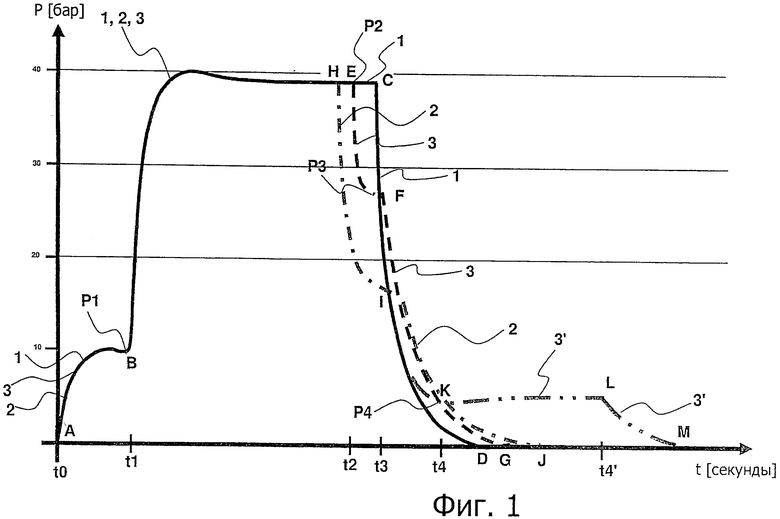
1. Способ для повторного использования выдувного воздуха из выдувной формовочной машины для формования с выдуванием контейнеров из пластических материалов, при этом вышеуказанная машина содержит:
- пресс-формы, обеспеченные полостями для выдувания;
- первые средства (13, 13') выдувания, используемые для вдувания первичного воздуха в полости вышеуказанных пресс-форм, содержащие первичный воздушный резервуар (13);
- вторые средства (14, 14') выдувания, используемые для вдувания вторичного воздуха в полости вышеуказанных пресс-форм, содержащие вторичный воздушный резервуар (14);
- первые средства рециркуляции для повторного использования воздуха для выдувания, выходящего из вышеуказанных полостей на первом этапе выпуска воздуха из контейнеров,
при этом способ содержит следующие этапы:
a) в заданное время t0 запуска цикла выдувания производится вдувание воздуха в полости пресс-форм при первом заданном давлении Р1 с помощью первых средств выдувания, и поддерживание воздуха в полости в таком состоянии с первым давлением до первого момента времени t1, на этом этапе вышеуказанный воздух определяется как первичный;
b) вдувание воздуха в полости пресс-форм при втором заданном давлении Р2 с помощью вторых средств выдувания, при этом вышеуказанное второе заданное давление является более высоким, чем первое давление Р1, и поддерживание воздуха при вышеуказанном втором давлении до второго момента времени t2, на этом этапе вышеуказанный воздух определяется как вторичный;
c) выпуск воздуха из полостей до тех пор, пока в контейнерах не будет достигнуто третье давление Р3, причем третье давление имеет такое значение, которое находится между вышеуказанным первым давлением Р1 и вторым давлением Р2, при этом рециркуляция воздуха при вышеуказанном третьем давлении Р3 производится с помощью первых средств рециркуляции, причем вышеуказанное третье давление Р3 имеет значение в диапазоне между 20 и 28 бар и имеет продолжительность этапа с) в диапазоне между 0,05 и 0,15 с, и
d) выпуск оставшегося воздуха, содержащегося в полостях, при атмосферном давлении,
при этом в указанном способе между этапами с) и d) обеспечивается промежуточный выпуск воздуха из полостей до тех пор, пока давление в контейнерах не достигнет дополнительного заданного давления (Р3'), которое имеет величину между вышеуказанным первым давлением (Р1) и третьим давлением (Р3), находящуюся в диапазоне 12-18 бар, и рециркуляция воздуха осуществляется при дополнительном заданном давлении (Р3').
2. Способ по п.1, в котором воздух, рециркуляция которого осуществляется с помощью первых средств рециркуляции, направляется для дальнейшего повторного использования непосредственно в первичный воздушный резервуар (13), чтобы обеспечивать первичный воздух на этапе а) последующего цикла выдувания.
3. Способ по п.2, в котором на этапе с) прямая рециркуляция в резервуар (13) позволяет достигнуть давления (ps2) в нем, которое, в основном, избыточно по отношению к первому давлению (Р1), присутствующему здесь во время (t0) запуска цикла выдувания.
4. Способ по п.3, в котором обеспечивается этап предварительного создания давления вышеуказанного резервуара (13) для того, чтобы гарантировать в контейнерах вышеуказанное первое давление (Р1) во время стартового этапа цикла выдувания.
5. Способ по п.4, в котором вышеуказанный этап предварительного создания давления включает в себя избыточное уменьшение давления (ps2) до давления (ps3), в основном недостаточно высокого по отношению к первому давлению (Р1), с помощью выпускного клапана (10), управляемого от датчика (20) давления, и возможную корректировку значения вышеуказанного первого давления (Р1) с помощью регулятора (30) давления, помещенного на впускное отверстие на питающей линии резервуара (13).
6. Способ по п.5, в котором обеспечивается прерывание питающей линии резервуара (13) с помощью регулятора (30) давления во время (t0) запуска цикла выдувания за счет приведения в действие двухпозиционного клапана (6) включения/выключения.
7. Способ по п.1, в котором воздух, рециркуляция которого осуществляется с помощью первых средств рециркуляции, направляется для дальнейшего повторного использования в резервуар для рециркуляции, чтобы обеспечить первичный воздух на этапе а) последующего цикла выдувания.
8. Способ по п.1, в котором воздух, рециркуляция которого осуществляется на этапе с), направляется для дальнейшего повторного использования или в первый резервуар (9) рециркуляции, или непосредственно во вторичный воздушный резервуар (14), чтобы обеспечивать подпитку частью вторичного воздуха во время этапа b) выдувания до тех пор, пока в контейнерах не будет достигнуто пятое давление (Р5), которое является более высоким, чем первое давление (Р1), и более низким, чем второе давление (Р2).
9. Способ по п.8, в котором этапом с) и этапом d) рециркуляция воздуха при вышеуказанном пятом давлении осуществляется с помощью вторых средств рециркуляции, содержащих второй резервуар (8) рециркуляции.
10. Способ по п.9, в котором воздух, рециркуляция которого осуществляется во время вышеуказанного промежуточного выпуска, используется для подачи первичного воздуха на этапе а) последующего цикла выдувания.
11. Способ по п.9, в котором обеспечивается этап предварительного создания давления первого и второго резервуаров (9, 8) рециркуляции для того, чтобы гарантировать в полостях, соответственно, вышеуказанное пятое давление (Р5) для первой части этапа b) и вышеуказанное первое давление (Р1) во время этапа запуска выдувного цикла.
12. Способ по любому из пп.1-11, в котором во время этапа d), когда достигается шестое давление (Р4'), обеспечивается выдерживание воздуха в полости при вышеуказанном шестом давлении для использования этапа рециркуляции в полостях до третьего момента времени (t4').
13. Способ по п.9 или 10, в котором во время вышеуказанного промежуточного выпуска, когда достигается шестое давление (Р4'), обеспечивается выдерживание воздуха в полости при вышеуказанном шестом давлении для использования этапа рециркуляции в полостях до третьего момента времени (t4').
14. Способ по любому из пп.1-11, в котором третье давление (Р3) имеет значение между 25 и 28 бар, или между 22 и 25 бар, вышеуказанное второе заданное давление (Р2) имеет значение, равное приблизительно 40 бар, и вышеуказанное первое заданное давление (Р1) имеет значение, равное приблизительно 10 бар.
15. Формовочная машина с выдуванием для формования с выдуванием контейнеров (4) из пластика, адаптированная осуществлять способ согласно любому из пп.1-14, содержащая:
- пресс-формы, обеспеченные выдувными полостями;
- первые средства выдувания, используемые для вдувания первичного воздуха в полости вышеуказанных пресс-форм, содержащие первичный воздушный резервуар (13);
- вторые средства (14, 14') выдувания, используемые для вдувания вторичного воздуха в полости вышеуказанных пресс-форм, содержащие вторичный воздушный резервуар (14);
- первые средства рециркуляции для повторного использования воздуха для выдувания, выходящего из вышеуказанных полостей на первом этапе выпуска воздуха из контейнеров;
при этом вышеуказанные первые средства рециркуляции сконфигурированы таким образом, чтобы или позволять ввод первичного воздуха на первом этапе вдувания воздуха внутрь полостей вышеуказанных пресс-форм, или позволять ввод части вторичного воздуха на втором этапе вдувания воздуха.
16. Машина по п.15, в которой вышеуказанные первые средства рециркуляции содержат первичный воздушный резервуар (13) и клапан (13') для ввода первичного воздуха в вышеуказанные полости, при этом вышеуказанный клапан (13') является клапаном двухходового типа и адаптирован таким образом, чтобы позволять прямую рециркуляцию выдувного воздуха в вышеуказанный первичный воздушный резервуар (13).
17. Машина по п.16, в которой обеспечиваются средства создания предварительного давления первичного воздушного резервуара (13), содержащие выпускной клапан (10), управляемый от датчика (20) давления и регулятора (30) давления, помещенного на впускное отверстие на питающей линии первичного воздушного резервуара (13).
18. Машина по п.17, в которой обеспечивается двухпозиционный клапан (6) включения/выключения, адаптированный для прерывания питающей линии первичного воздушного резервуара (13) с помощью регулятора (30) давления, когда начинается вдувание первичного воздуха в полости.
19. Машина по п.15, в которой вышеуказанные первые средства рециркуляции содержат резервуар для рециркуляции, чтобы подавать первичный воздух в вышеуказанные полости.
20. Машина по п.15, в которой вышеуказанные первые средства рециркуляции содержат первый резервуар (9) для рециркуляции, клапан (9'') рециркуляции и соответствующую систему (9') трубопроводов для рециркуляции, и которые адаптированы таким образом, чтобы позволять ввод части вторичного воздуха на этапе b) вдувания воздуха внутрь контейнеров для того, чтобы создать в самих полостях вышеуказанное пятое давление (Р5).
21. Машина по п.15, в которой вышеуказанные первые средства рециркуляции содержат вторичный воздушный резервуар (14) и клапан (14') для ввода вторичного воздуха в вышеуказанные полости, при этом вышеуказанный клапан (14') является клапаном двухходового типа и адаптирован, чтобы позволить прямую рециркуляцию выдувного воздуха в вышеуказанный вторичный воздушный резервуар (14).
22. Машина по п.20 или 21, в которой обеспечиваются вторые средства (8) хранения, используемые для хранения воздуха, выходящего из вышеуказанных полостей во время второго этапа выпуска воздуха, которые адаптированы таким образом, чтобы позволять ввод первичного воздуха на этапе а) вдувания внутрь контейнеров для того, чтобы создать в самих полостях вышеуказанное первое давление (Р1).
23. Машина по п.22, в которой вышеуказанные вторые средства хранения содержат второй резервуар (8) для рециркуляции, клапан (8") для рециркуляции и соответствующая система трубопроводов (8') для рециркуляции.
24. Машина по любому из пп.15-21, в которой обеспечиваются впускные средства для ввода рециркулируемого воздуха (5) в вышеуказанные контейнеры, помещенные в полости вышеуказанных пресс-форм, содержащие клапан (5) для рециркуляции и соответствующая система трубопроводов (5') для рециркуляции.
| DE 202005020967 U1, 11.01.2007 | |||
| WO 2007023349 А1, 01.03.2007 | |||
| WO 03009993 А1, 06.02.2003 | |||
| DE 102004014653 А1, 13.10.2005 | |||
| Устройство для анализа биологических растворов и суспензий | 1990 |
|
SU1777056A1 |
| US 4488863 А, 18.12.1984 | |||
| ЩВАРЦ О | |||
| и др | |||
| Переработка пластмасс | |||
| - СПб.: Профессия, 2005, с.92-93, 98-99. | |||

