Настоящее изобретение касается способа изготовления емкостей посредством термоформования и размещения декоративных полосок на таких емкостях.
В соответствии с этим способом используют первый формовочный блок, который содержит, по меньшей мере, одну камеру термоформования и выполнен с возможностью поворота между рабочим положением, в котором производят термоформование емкостей, и повернутым положением, в котором осуществляют введение декоративной полоски в камеру термоформования до начала термоформования емкости в указанной камере, как описано, например, в ЕР 0296302 и FR 2308484.
В соответствии с известным способом такого типа используют установку для термоформования, в которой формовочный блок состоит из двух формовочных полублоков, которые для обеспечения возможности помещения декоративных полосок в камеру термоформования могут одновременно поворачиваться, соответственно, направо и налево, в рабочее положение, в котором производят термоформование емкостей, и в повернутое положение.
В данном случае оба формовочных полублока переводят в повернутое положение, в каждую из соответствующих камер термоформования помещают декоративную полоску, после чего оба полублока возвращают в рабочее положение для осуществления термоформования емкостей в указанных камерах термоформования.
По окончании этапа термоформования полученные емкости извлекают из камер перед тем, как снова перевести оба формовочных полублока в повернутое положение для помещения в каждую из соответствующих камер термоформования новых декоративных полосок, а затем оба формовочных полублока возвращают в рабочее положение для дальнейшего термоформования.
Очевидно, что на последнем указанном этапе установка для термоформования не работает, так как она находится в ожидании возвращения формовочного блока с новыми декоративными полосками в рабочее положение.
Другими словами, между двумя последовательными операциями термоформования проходит значительное время, соответствующее длительности промежутка, необходимого для перевода обоих формовочных полублоков в повернутое положение, помещения декоративных полосок в камеры термоформования данных полублоков и возвращения полублоков в рабочее положение для последующего осуществления термоформования.
Этот промежуток определяет время простоя не только установки для термоформования, но и всей производственной линии, расположенной после установки для термоформования.
Очевидно, такое время простоя вызывает снижение суммарной производительности установок, используемых для осуществления рассматриваемого производственного метода.
Задача, на решение которой направлено настоящее изобретение, заключается в устранении указанных недостатков.
Для решения поставленной задачи предложен способ изготовления емкостей методом термоформования и размещения декоративных полосок на данных емкостях, в котором используют первый формовочный блок, содержащий по меньшей мере одну камеру термоформования и выполненный с возможностью поворота между рабочим положением, в котором осуществляют термоформование емкостей в вертикальном положении, и повернутым положением, в котором осуществляют введение декоративной полоски в камеру термоформования до начала термоформования емкости в указанной камере, отличающийся тем, что используют по меньшей мере один второй формовочный блок, аналогичный первому формовочному блоку, причем в то время, когда один из указанных формовочных блоков находится в рабочем положении для термоформования емкости в камере термоформования данного формовочного блока, другой или один из других формовочных блоков находится в повернутом положении для введения декоративной полоски в его камеру термоформования перед термоформованием другой емкости в указанной камере, причем в рабочем положении каждый из формовочных блоков выполнен с возможностью нахождения в положении термоформования, в котором осуществляют термоформование емкости в камере термоформования данного формовочного блока, и в положении извлечения, в котором емкость, только что изготовленную методом термоформования, извлекают, причем первую декоративную полоску вводят в первую камеру термоформования формовочного блока, находящегося в повернутом положении, в то время как другой или один из других формовочных блоков находится в положении термоформования, а другую декоративную полоску вводят в другую камеру термоформования формовочного блока, находящегося в повернутом положении, в то время как другой или один из других формовочных блоков находится в положении извлечения.
Под «формовочным блоком, аналогичным первому» понимают формовочный блок, также содержащий, по меньшей мере, одну камеру термоформования и выполненный с возможностью поворота между рабочим положением, в котором производят термоформование емкостей, и повернутым положением, в котором осуществляют введение декоративной полоски в камеру термоформования данного блока.
Понятно, что в соответствии со способом по изобретению время стадии термоформования емкости в камере термоформования одного из формовочных блоков используют для ввода, по меньшей мере, одной декоративной полоски в камеру термоформования другого формовочного блока перед осуществлением термоформования емкости в данной камере.
Понятно, что при использовании настоящего способа время простоя, имеющееся между двумя последовательными этапами термоформования, уменьшается по сравнению с известными технологиями, так как по окончании термоформования емкости в камере термоформования одного из формовочных блоков формовочный блок, заранее снабженный декоративными полосками, переводят в рабочее положение для термоформования другой емкости.
Другими словами, использование способа по настоящему изобретению позволяет изготовить методом термоформования за то же время большее количество емкостей, чем использование известных технологий. Следовательно, производительность установки, использующей способ по изобретению, значительно увеличивается.
При наличии более чем двух формовочных блоков декоративную полоску предпочтительно вводят в камеру термоформования формовочного блока, находящегося в повернутом положении, выбирая для этого тот формовочный блок, который должен перейти в рабочее положение на следующей стадии.
Когда один из формовочных блоков переводят в рабочее положение, другой или один из других формовочных блоков предпочтительно одновременно переводят в повернутое положение, что приводит к дальнейшему сокращению потерь времени.
В соответствии с известными технологиями камера термоформования ориентирована в, по существу, горизонтальном направлении, когда соответствующий формовочный блок находится в повернутом положении, и в, по существу, вертикальном направлении, когда соответствующий формовочный блок находится в рабочем положении.
В оптимальном варианте декоративную полоску вводят в камеру термоформования одного из формовочных блоков, находящегося в повернутом положении, во время термоформования емкости в камере термоформования другого или одного из других формовочных блоков, находящегося в рабочем положении.
В общем случае длительность операции термоформования превышает время, необходимое для ввода декоративной полоски в камеру термоформования. Таким образом, время операции термоформования выгодно используют для ввода декоративной полоски в камеру термоформования.
В оптимальном варианте после термоформования емкости в камере термоформования одного из формовочных блоков, находящегося в рабочем положении, указанную емкость извлекают, причем в камеру термоформования другого или одного из других формовочных блоков, находящегося в повернутом положении в момент извлечения указанной емкости, изготовленной методом термоформования, вводят декоративную полоску.
Поскольку длительность операции извлечения емкости превышает время, необходимое для ввода декоративной полоски в камеру термоформования, время операции извлечения выгодно используют для ввода декоративной полоски в камеру термоформования.
В общем случае операция извлечения включает в себя стадию перемещения формы для извлечения и этап перемещения емкости или емкостей, извлеченных из формы. Ввод декоративной полоски или полосок, как правило, проводят во время осуществления второго из этих этапов.
В оптимальном варианте, когда один из формовочных блоков перемещают в рабочее положение, между положением термоформования и положением извлечения, одновременно перемещают другой формовочный блок между повернутым положением на первом уровне и повернутым положением на втором уровне.
В оптимальном варианте, по меньшей мере, один набор декоративных полосок вводят в один из формовочных блоков, находящийся в повернутом положении на первом уровне, в то время как другой или один из других формовочных блоков находится в положении термоформования, и, по меньшей мере, один набор декоративных полосок вводят в формовочный блок, находящийся в повернутом положении на втором уровне, в то время как другой или один из других формовочных блоков находится в положении извлечения.
Под «набором декоративных полосок» следует понимать «по меньшей мере, одну декоративную полоску», но, поскольку каждый из формовочных блоков обычно содержит несколько камер термоформования, выражение «набор декоративных полосок» чаще означает несколько декоративных полосок, одновременно используемых в цикле термоформования.
Кроме того, декоративные полоски предпочтительно имеют форму цилиндра, открытого с концов.
Сначала предпочтительно вводят декоративные полоски в камеры термоформования формовочного блока, находящегося в повернутом положении на первом уровне, затем перемещают данный формовочный блок в повернутое положение на втором уровне, после чего вводят другие декоративные полоски в другие камеры термоформования данного формовочного блока.
Понятно, что в частном случае, в котором требуется одновременное термоформование четырех рядов емкостей, т.е. в случае, когда каждый из формовочных блоков содержит четыре ряда камер термоформования, расположение четырех отрезков декоративной полоски на четырех уровнях рядов камер термоформования формовочного блока, находящегося в повернутом положении, может быть затруднено из-за тесного расположения средств доставки декоративных полосок.
Поэтому в соответствии с известными технологиями предусматривают два формовочных полублока, каждый из которых содержит по два ряда камер термоформования. Такие полублоки одновременно поворачивают в противоположных направлениях и вводят с каждой стороны по два ряда декоративных полосок. После возвращения в прямое положение два полублока снова образуют единый формовочный блок с четырьмя рядами камер.
Настоящий способ обладает тем полезным отличием, что позволяет вводить четыре ряда декоративных полосок с, по меньшей мере, одной стороны, т.к. для этого достаточно располагать по два отрезка декоративных полосок на двух уровнях рядов камер формовочного блока, находящегося в повернутом положении, и перемещать данный формовочный блок между первым и вторым уровнями повернутого положения, вводя по два ряда декоративных полосок на каждом из этих уровней.
Таким образом, настоящий способ позволяет, в частности, вводить четыре ряда декоративных полосок при помощи двух рядов камер ввода, расположенных с одной стороны формовочного блока.
В этом случае другая сторона формовочного блока может оставаться доступной для операций обслуживания.
Ввод набора декоративных полосок предпочтительно производят в горизонтальной плоскости, т.е. в боковом направлении относительно формовочного блока.
В соответствии с первым вариантом способа по изобретению используют один второй формовочный блок, причем один из формовочных блоков поворачивают в первом направлении, а другой формовочный блок поворачивают в другом направлении таким образом, что в повернутом положении ввод декоративных полосок в один из формовочных блоков осуществляют с первой стороны, а ввод декоративных полосок в другой формовочный блок осуществляют со стороны, противоположной первой стороне.
В соответствии со вторым вариантом применения способа по изобретению используют три вторых формовочных блока, причем все формовочные блоки поворачивают в одном и том же направлении, так что в повернутом положении ввод декоративных полосок производят с одной и той же стороны.
Изобретение также охватывает устройство для изготовления емкостей, снабженных декоративными полосками, методом термоформования, содержащее первый формовочный блок, который содержит, по меньшей мере, одну камеру термоформования, средства для поворота первого формовочного блока между рабочим положением, в котором осуществляют термоформование емкостей, и повернутым положением, в котором осуществляют ввод декоративной полоски в камеру термоформования при помощи средств ввода перед термоформованием емкости в указанной камере.
Устройство такого типа известно. Оно использует вышеописанный известный способ и обладает вышеизложенными недостатками.
Задача, на решение которой направлено настоящее изобретение, заключается в устранении данных недостатков.
Для решения поставленной задачи предложено устройство для изготовления емкостей, снабженных декоративными полосками, методом термоформования, содержащее первый формовочный блок, включающий, по меньшей мере, одну камеру термоформования, средства для поворота первого формовочного блока между рабочим положением, в котором осуществляют термоформование емкостей в вертикальном положении, и повернутым положением для введения декоративной полоски в камеру термоформования при помощи средств ввода перед термоформованием емкости в камере, отличающееся тем, что дополнительно содержит, по меньшей мере, один второй формовочный блок, аналогичный первому формовочному блоку, средства для поворота, по меньшей мере, одного второго формовочного блока между рабочим положением и повернутым положением, средства для установки одного из формовочных блоков в повернутое положение для ввода декоративной полоски в камеру термоформования при помощи средств ввода перед термоформованием емкости в камере во время нахождения другого или одного из других формовочных блоков в рабочем положении для термоформования емкости в камере термоформования данного формовочного блока, а также дополнительно содержит средства для перемещения одного из формовочных блоков в рабочее положение между положением термоформования, в котором осуществляют термоформование емкости в камере термоформования данного формовочного блока, и положением извлечения, в котором извлекают емкость, только что изготовленную методом термоформования, причем указанные средства выполнены с возможностью одновременного перемещения другого или одного из других формовочных блоков между повернутым положением на первом уровне и повернутым положением на втором уровне.
В оптимальном варианте средства для поворота формовочных блоков выполнены с возможностью поворота всего узла формовочных блоков вокруг поворотного вала.
В соответствии с первым вариантом осуществления устройства, соответствующим первому варианту способа по изобретению, устройство по изобретению содержит один второй формовочный блок, причем первый и второй формовочные блоки расположены ортогонально по отношению один к другому.
В общем случае для перемещения формовочного блока между повернутым положением и рабочим положением его поворачивают на 90°.
Таким образом, понятно, что если два формовочных блока расположены ортогонально по отношению один к другому, поворот на 90° позволяет одновременно переместить один из формовочных блоков из повернутого положения в рабочее положение, а второй формовочный блок - из рабочего положения в повернутое положение.
В соответствии со вторым вариантом осуществления устройства, соответствующим второму варианту способа по изобретению, устройство по изобретению содержит три вторых формовочных блока, причем формовочные блоки расположены последовательно таким образом, что два соседних формовочных блока ортогональны по отношению один к другому.
Таким образом, понятно, что устройство содержит четыре формовочных блока, которые для удобства описания называют первым, вторым, третьим и четвертым формовочными блоками.
В соответствии со вторым вариантом осуществления изобретения четыре формовочных блока предпочтительно установлены на поворотном барабане.
В этом случае поворотный барабан обеспечивает совместное вращение четырех формовочных блоков, причем такое вращение предпочтительно всегда осуществляют в одном и том же направлении.
Понятно, что для каждого из формовочных блоков дополнительно имеется второе повернутое положение, противоположное повернутому положению для ввода декоративных полосок.
Первый уровень предпочтительно расположен в вертикальном направлении выше второго уровня.
В оптимальном варианте средства перемещения формовочного блока в рабочее положение между положением термоформования и положением извлечения содержат панель, выполненную с возможностью перемещения относительно средств ввода.
В общем случае средства ввода не перемещаются между первым и вторым уровнями вместе с формовочным блоком, находящимся в повернутом положении.
Панель предпочтительно выполнена с возможностью перемещения в вертикальном направлении.
В соответствии с первым вариантом осуществления изобретения формовочные блоки входят в узел формовочных блоков, причем средства ввода расположены по обе стороны от данного узла.
Средства ввода декоративных полосок предпочтительно содержат первые средства ввода, расположенные с одной стороны для ввода в формовочный блок, который в повернутом положении находится с данной стороны, и вторые средства ввода, расположенные с другой стороны для ввода в формовочный блок, который в повернутом положении находится с данной другой стороны.
В соответствии со вторым вариантом осуществления изобретения формовочные блоки входят в узел формовочных блоков, причем средства ввода содержат единственную систему ввода, расположенную с одной стороны от данного узла.
Узел формовочных блоков предпочтительно образован поворотным барабаном, на котором установлены четыре формовочных блока.
Единственное устройство ввода при этом предпочтительно расположено с одной стороны от барабана.
В этом случае один из формовочных блоков, находящийся во втором повернутом положении, легко доступен, например, для проведения операций его обслуживания.
Поскольку каждый из формовочных блоков может находиться во втором повернутом положении при соответствующей ориентации поворотного барабана, очевидно, что каждый из четырех формовочных блоков может быть легко доступен.
Понятно, что в данном варианте осуществления изобретения устраняется необходимость демонтажа блоков ввода для получения доступа к формовочным блокам и, в частности, для проведения операций их обслуживания.
Другие свойства и достоинства настоящего изобретения станут ясны из нижеследующего описания примера одного из вариантов осуществления изобретения, который не накладывает каких-либо ограничений. Описание приведено со ссылками на прилагаемые чертежи, на которых:
- фиг.1 схематично изображает установку для первого варианта осуществления устройства по изобретению;
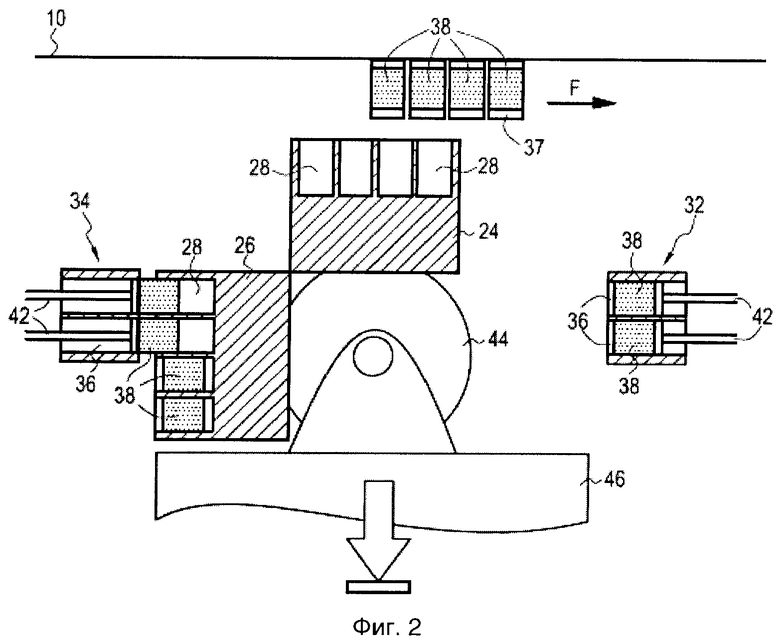
- фиг.2 схематично иллюстрирует первый вариант осуществления устройства по изобретению, причем первый формовочный блок находится в положении извлечения, а второй формовочный блок находится в повернутом положении на втором уровне;
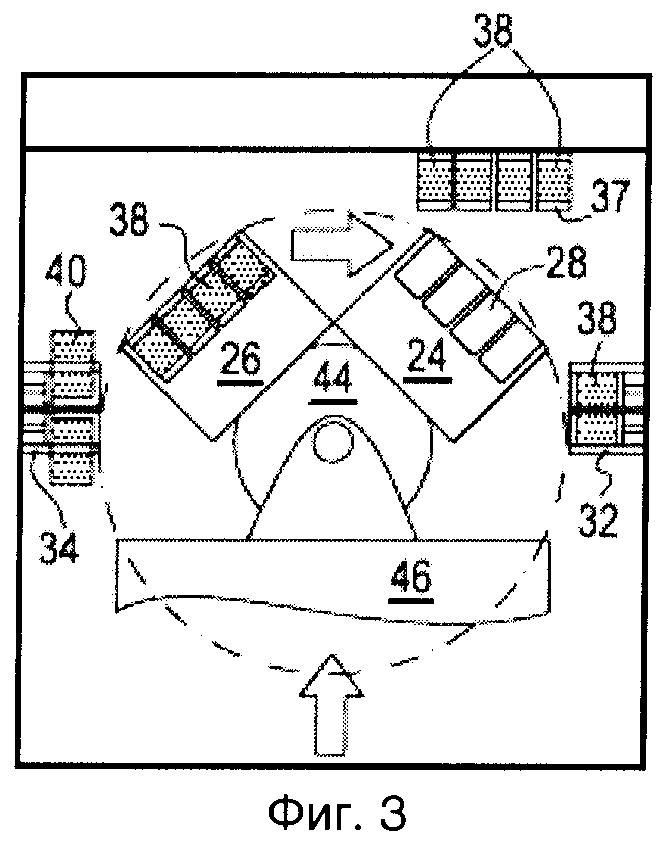
- фиг.3 схематично иллюстрирует первый вариант осуществления устройства по изобретению, причем представлено одновременное перемещение первого формовочного блока в повернутое положение и второго формовочного блока в положение термоформования;
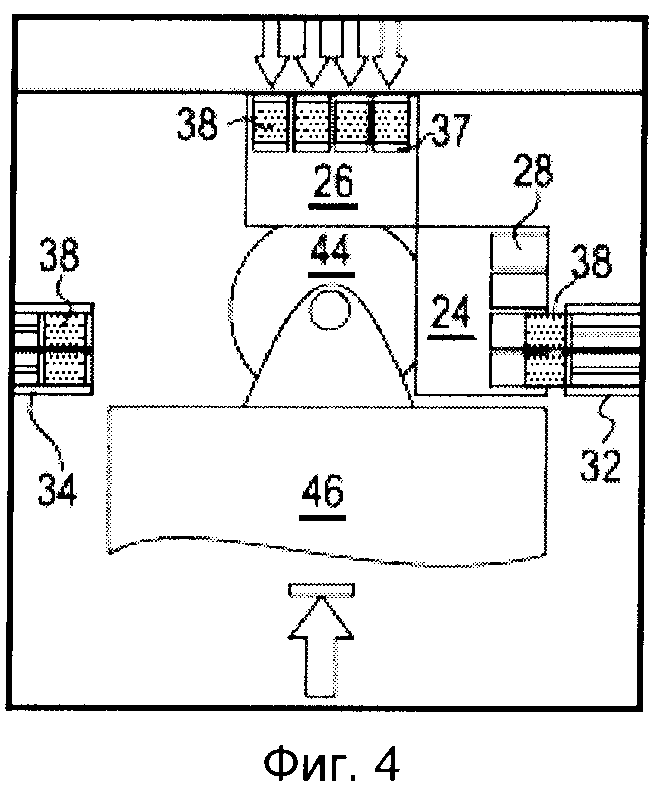
- фиг.4 схематично иллюстрирует первый вариант осуществления устройства по изобретению, причем первый формовочный блок находится в повернутом положении на первом уровне, а второй формовочный блок находится в положении термоформования;
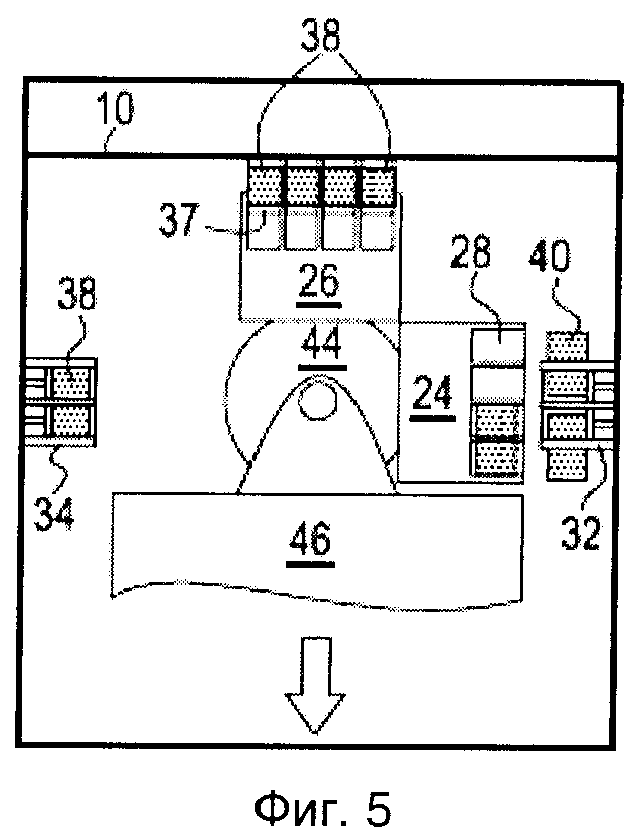
- фиг.5 схематично иллюстрирует первый вариант осуществления устройства по изобретению, причем представлено одновременное перемещение первого формовочного блока в повернутое положение на втором уровне и второго формовочного блока в положение извлечения;
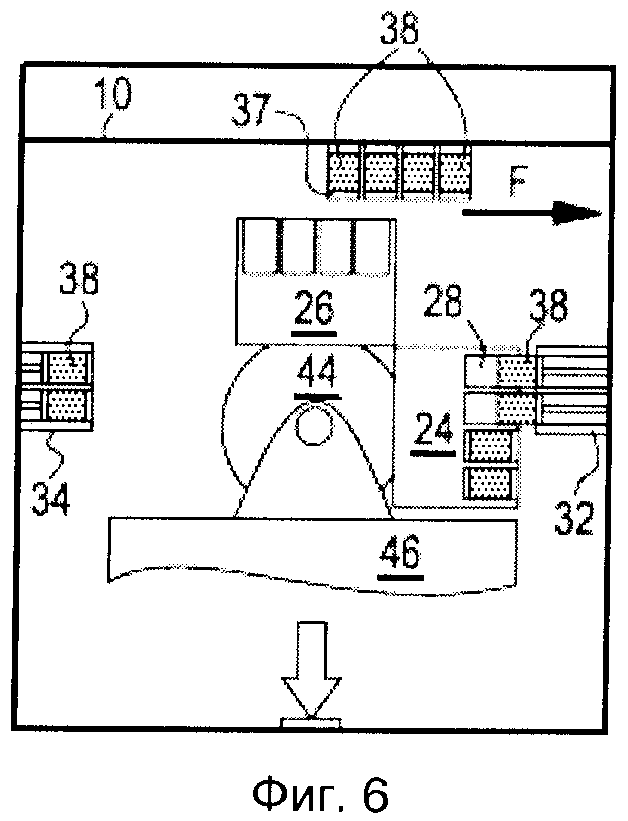
- фиг.6 схематично иллюстрирует первый вариант осуществления устройства по изобретению, причем первый формовочный блок находится в повернутом положении на втором уровне, а второй формовочный блок находится в положении извлечения;
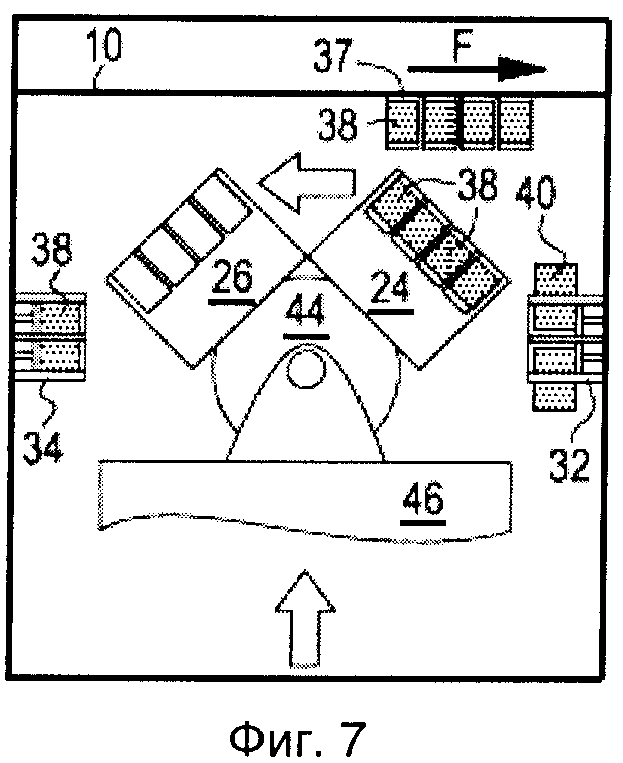
- фиг.7 схематично иллюстрирует первый вариант осуществления устройства по изобретению, причем представлено одновременное перемещение первого формовочного блока в рабочее положение и второго формовочного блока в повернутое положение;
- фиг.8 схематично иллюстрирует первый вариант осуществления устройства по изобретению, причем первый формовочный блок находится в положении термоформования, а второй формовочный блок находится в повернутом положении на первом уровне;
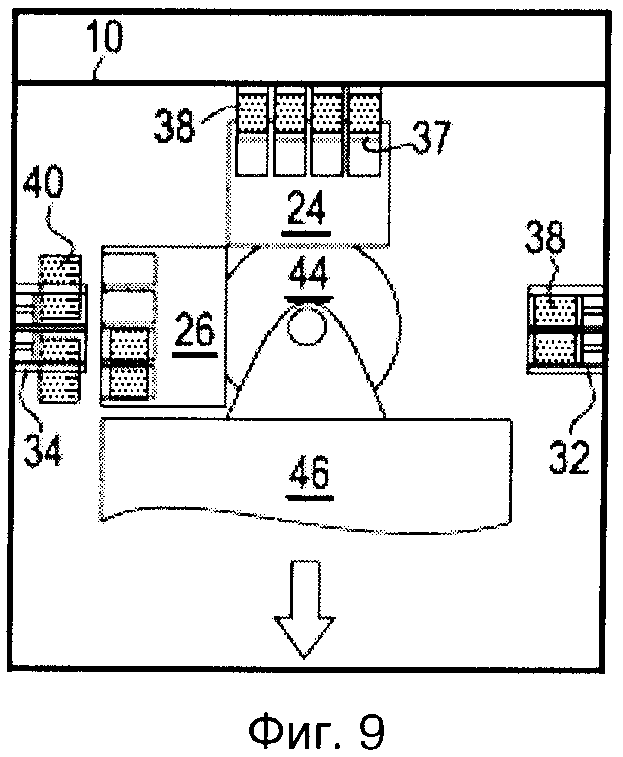
- фиг.9 схематично иллюстрирует первый вариант осуществления устройства по изобретению, причем представлено одновременное перемещение первого формовочного блока в положение извлечения и второго формовочного блока в повернутое положение на втором уровне;
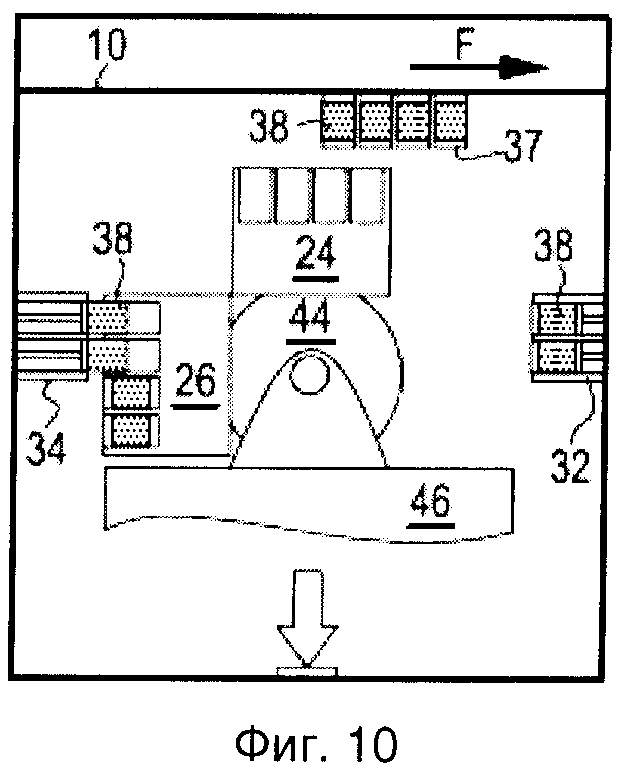
- фиг.10 схематично иллюстрирует первый вариант осуществления устройства по изобретению, причем первый формовочный блок находится в положении извлечения, а второй формовочный блок находится в повернутом положении на втором уровне;
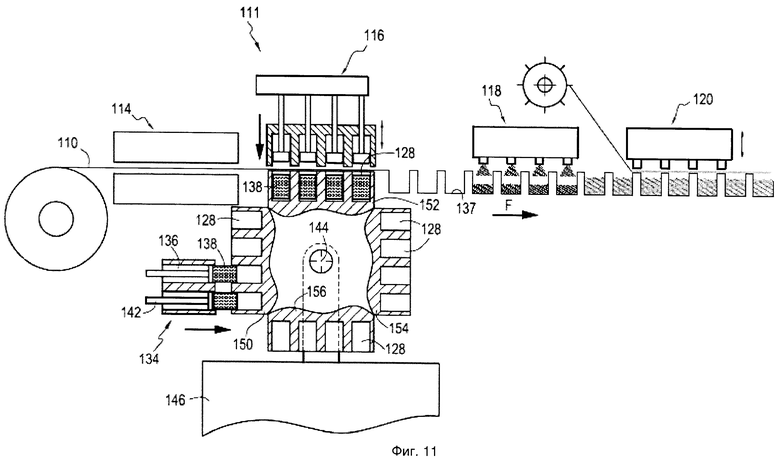
- фиг.11 схематично иллюстрирует второй вариант осуществления устройства по изобретению, причем первый формовочный блок находится в повернутом положении на первом уровне, а второй формовочный блок находится в положении термоформования;
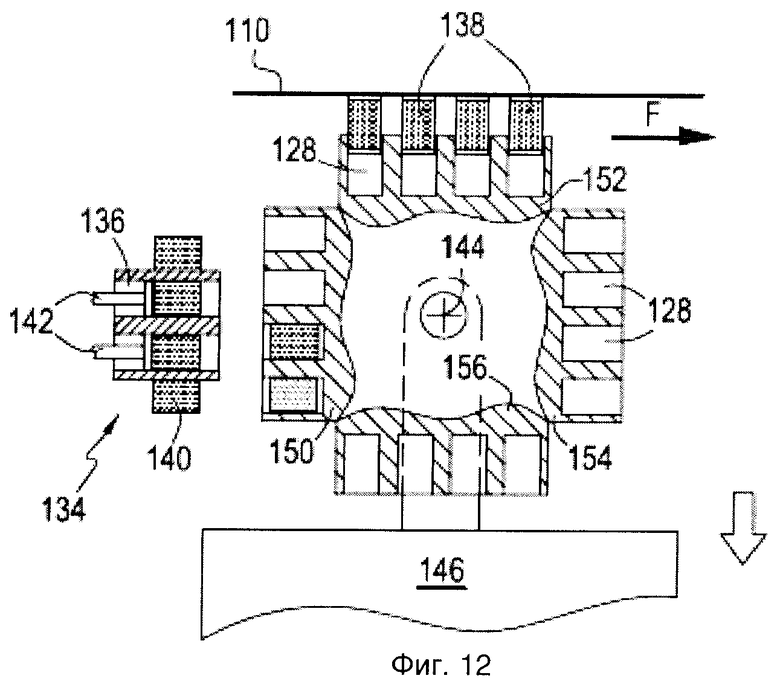
- фиг.12 схематично иллюстрирует второй вариант осуществления устройства по изобретению, причем представлено одновременное перемещение первого формовочного блока в повернутое положение на втором уровне и второго формовочного блока в положение извлечения;
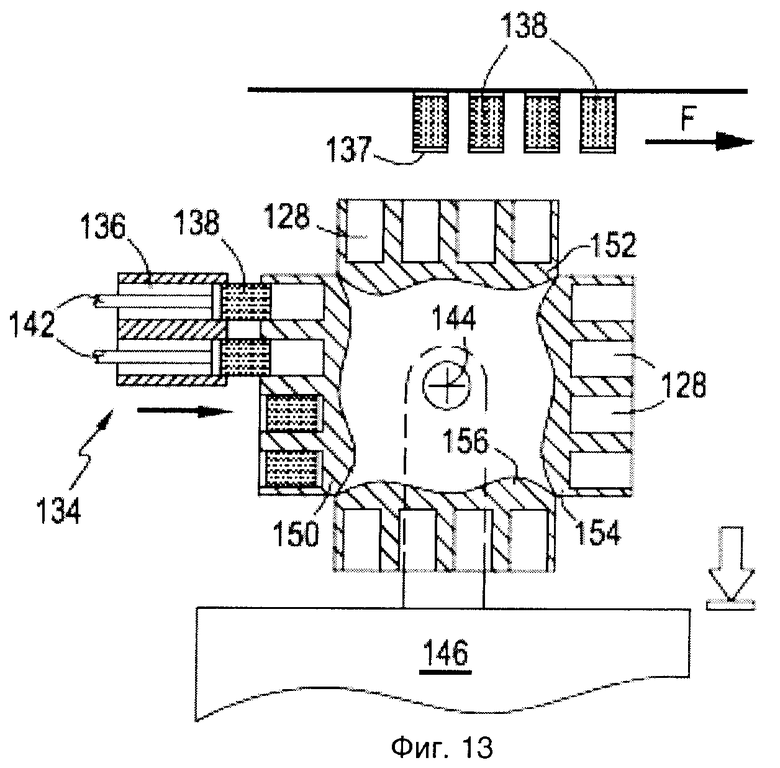
- фиг.13 схематично иллюстрирует второй вариант осуществления устройства по изобретению, причем первый формовочный блок находится в повернутом положении на втором уровне, а второй формовочный блок находится в положении извлечения;
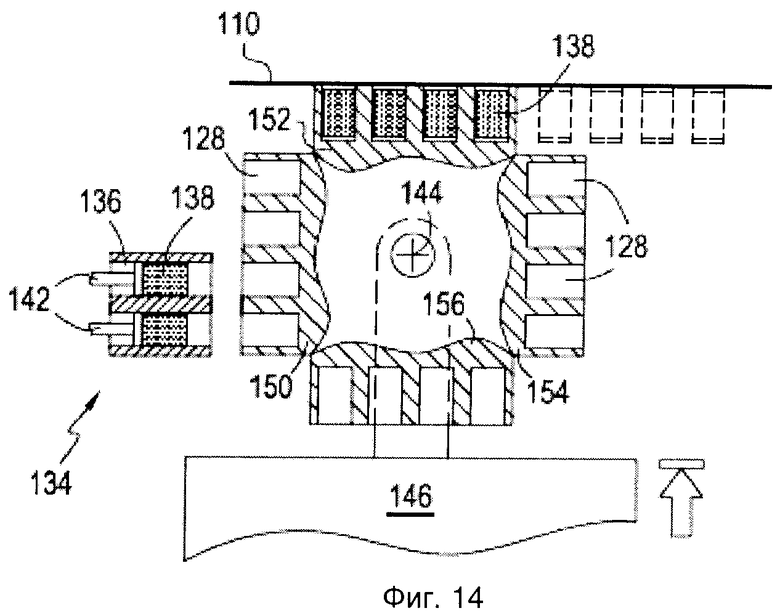
- фиг.14 схематично иллюстрирует второй вариант осуществления устройства по изобретению, причем представлено одновременное перемещение первого формовочного блока в рабочее положение и четвертого формовочного блока в повернутое положение;
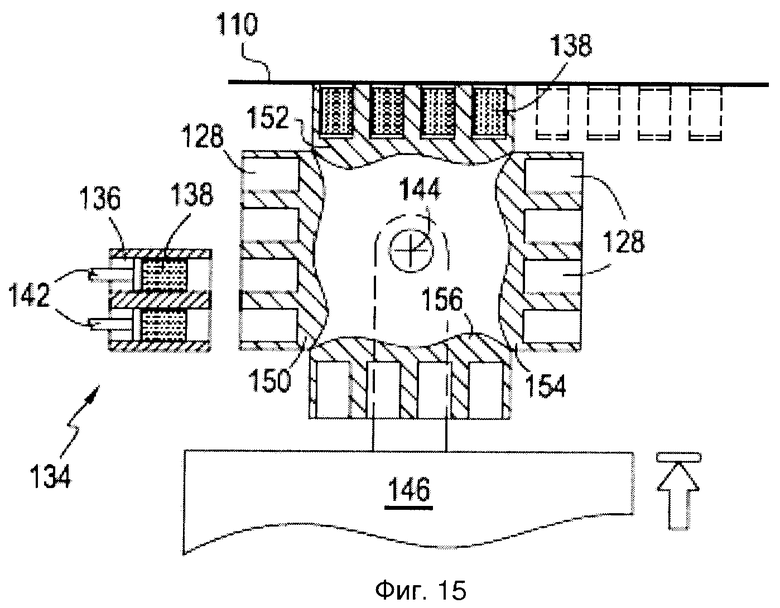
- фиг.15 схематично иллюстрирует второй вариант осуществления устройства по изобретению, причем первый формовочный блок находится в рабочем положении непосредственно перед началом термоформования, а четвертый формовочный блок находится в повернутом положении на первом уровне непосредственно перед помещением декоративных полосок в форму.
Установка, представленная на фиг.1, использует способ по изобретению в соответствии с первым вариантом его осуществления. Она содержит несколько модулей, через которые при помощи приводных средств (не представленных на чертеже) постепенно проводят ленту 10 из термопластического материала. При движении в направлении F продвижения ленты установка содержит модуль 14 нагревания, модуль 16 термоформования, модуль 18 наполнения емкостей 37, полученных методом термоформования, и модуль 20 закрывания данных емкостей 37 путем запайки их отверстий закрывающей лентой 22.
Разумеется, настоящее изобретение также применимо к термоформованию емкостей из термопластического материала, подаваемого в форме, отличающейся от непрерывной ленты, например в форме отдельных заготовок в виде пластин или отдельных дисков, из которых формируют одну емкость или несколько емкостей.
Модуль 16 термоформования содержит два формовочных блока 24 и 26, причем каждый из формовочных блоков содержит несколько камер 28 термоформования.
Модуль 16 термоформования также содержит блок поршней 30 термоформования, которые перемещаются внутри указанных камер 28 термоформования, а также средства для помещения декоративных полосок в камеры термоформования, которые содержат два блока 32, 34 ввода камер 36 ввода декоративных полосок 38, которые предпочтительно ориентированы в направлении продвижения ленты.
Поршни 30 термоформования предпочтительно способны перемещаться в, по существу, вертикальном направлении.
В представленном примере формовочный блок 24 (или, соответственно, формовочный блок 26) соединен с блоком 32 ввода (или, соответственно, с блоком 34 ввода). Отрезки 40 декоративных полосок подводят при помощи приводных средств к камерам 36 ввода. Не представленные на чертеже средства позволяют разрезать декоративные полоски 38 на отрезки 40 и сворачивать их в камерах 36 ввода. Такие средства могут быть, например, аналогичны описанным в патентной публикации FR 2793185.
Декоративные полоски 38 имеют форму цилиндра, открытого с концов.
В настоящем устройстве могут быть установлены средства для регулировки положения полосок в камерах термоформования, описанные во французском патентном документе №0309217, который не был опубликован на дату приоритета настоящей заявки.
Вводящие стержни 42 предусмотрены для перемещения декоративных полосок 38 из камер 36 ввода в камеры 28 термоформования, причем данное перемещение происходит в боковом направлении относительно формовочных блоков 24, 26.
Далее со ссылками на фиг.2 следует более подробное описание конструкции устройства 11 по изобретению в соответствии с первым вариантом его осуществления.
Устройство 11 по изобретению, предназначенное для изготовления емкостей 37, снабженных декоративными полосками 38, методом термоформования содержит первый формовочный блок 24 и второй формовочный блок 26. Каждый из формовочных блоков 24, 26 содержит несколько камер 28 термоформования.
В представленном примере формовочный блок 24 содержит четыре ряда камер 28 термоформования (например, по шесть камер термоформования в каждом ряду), причем указанные ряды ориентированы в поперечном направлении относительно направления F продвижения термопластической ленты 10.
Как видно из фиг.4, 6 и 8, формовочный блок, например формовочный блок 26, может находиться в четырех разных положениях: в положении термоформования (фиг.4), в котором емкости 37 термоформуют с использованием поршней, в положении извлечения (фиг.6), в котором формовочный блок перемещен вниз относительно положения термоформования для высвобождения емкостей 37, которые были только что отформованы (т.е. для их извлечения из формы), и в повернутом положении (фиг.8), в котором формовочный блок повернут на четверть оборота относительно положения извлечения таким образом, чтобы обеспечить возможность ввода декоративных полосок в камеры термоформования данного формовочного блока. Кроме того, формовочный блок может находиться в повернутом положении на двух разных уровнях (см. фиг.4 и 6 для формовочного блока 26 и фиг.8 и 10 для формовочного блока 24); причины использования такой конфигурации объяснены ниже. Для удобства описания в дальнейшем формовочный блок считается находящимся в рабочем положении, если он находится в положении термоформования или в положении извлечения.
В рабочем положении камеры термоформования формовочных блоков ориентированы вертикально, а в повернутом положении - по существу, горизонтально.
Как видно из фиг.2, оба формовочных блока прикреплены своими краями к цилиндрическому поворотному валу 44, расположенному в горизонтальной плоскости и ориентированному в поперечном направлении относительно направления продвижения термопластической ленты 10.
Установка формовочного блока 24 или 26 на поворотном вале 44 осуществлена таким образом, что камеры 28 термоформования ориентированы в радиальном направлении относительно цилиндрического поворотного вала 44.
Устройство по изобретению содержит средства для поворота первого и второго формовочных блоков между рабочим положением, используемым для термоформования емкостей 37, и повернутым положением, используемым для помещения декоративных полосок в камеры термоформования перед термоформованием емкостей 37 в указанных камерах. В представленном примере указанные средства, в частности, содержат поворотный вал 44, поворот которого на 90° позволяет поворачивать формовочный блок между вышеописанными рабочим положением и повернутым положением.
В оптимальном варианте устройство по изобретению дополнительно содержит средства для установки одного из формовочных блоков в повернутое положение в то время, когда другой формовочный блок находится в рабочем положении. В представленном примере указанные средства содержат поворотный вал 44, причем два формовочных блока расположены ортогонально по отношению один к другому.
Точнее, два формовочных блока прикреплены к поворотному блоку 44 так, что направление, в котором ориентированы камеры термоформования первого формовочного блока, и направление, в котором ориентированы камеры термоформования второго формовочного блока, ортогональны одно другому при любом угловом положении поворотного вала 44.
Например, в конфигурации, представленной на фиг.2, где первый формовочный блок 24 находится в рабочем положении, а второй формовочный блок находится в повернутом положении, понятно, что при повороте поворотного вала 44 на 90° по часовой стрелке одновременно происходит перемещение первого формовочного блока 24 в повернутое положение и второго формовочного блока 26 в рабочее положение.
Аналогичным образом, например, в конфигурации, представленной на фиг.6, где первый формовочный блок 24 находится в повернутом положении, а второй формовочный блок находится в рабочем положении, понятно, что при повороте поворотного вала 44 на 90° против часовой стрелки одновременно происходит перемещение первого формовочного блока 24 в рабочее положение и второго формовочного блока 26 в повернутое положение.
Кроме того, устройство 11 по изобретению содержит средства 46 для перемещения формовочного блока, находящегося в рабочем положении, между вышеописанными положением термоформования и положением извлечения. В представленном примере указанные средства содержат панель 46, которая может перемещаться в вертикальном направлении между верхним положением, в котором формовочный блок находится в положении термоформования, и нижним положением, в котором формовочный блок находится в положении извлечения.
Как видно из фиг.2, поворотный вал 44 установлен на панели 46 с возможностью его вращения.
Как видно из фиг.4 и 6 или 8 и 10, в повернутом положении формовочный блок может находиться на двух разных уровнях в зависимости от вертикального положения панели 46.
Когда панель 46 находится в верхнем положении, как представлено на фиг.4 и 8, формовочный блок в повернутом положении находится на первом уровне. Аналогичным образом, когда панель 46 находится в нижнем положении, как показано на фиг.6 и 10, формовочный блок в повернутом положении находится на втором уровне.
Блоки 32, 34 ввода расположены по обе стороны от панели 46 так, что их вводящие стержни 42 ориентированы в направлении продвижения термопластической ленты 10. Следовательно, по направлению F продвижения термопластической ленты 10 последовательно расположены блок 34 ввода, расположенный перед панелью 46, и блок 32 ввода, расположенный после панели 46.
Как видно из чертежей, первый формовочный блок 24 (или, соответственно, второй формовочный блок 26) взаимодействует с задним блоком 32 ввода (или, соответственно, передним блоком 34 ввода) панели 46.
Каждый из блоков 32, 34 ввода предпочтительно содержит два поперечно расположенных ряда камер 36 ввода, причем каждый из этих рядов содержит по шесть камер 36 ввода.
Блоки 32, 34 ввода предпочтительно закреплены относительно конструкции, а камеры 28 термоформования формовочного блока 24, 26, находящегося в повернутом положении, могут перемещаться перед камерами 36 ввода таким образом, что когда формовочный блок 24, 26 находится в повернутом положении на первом уровне, камеры 36 соответствующего блока ввода находятся напротив камер 28 термоформования двух соседних рядов указанного формовочного блока 24, 26, а когда формовочный блок 24, 26 находится в повернутом положении на втором уровне, камеры 36 соответствующего блока ввода находятся напротив камер 28 термоформования двух других соседних рядов указанного формовочного блока 24, 26.
Далее следует описание способа по изобретению в соответствии с первым вариантом его осуществления, приведенное со ссылками на фиг.2-10 и на вышеприведенное подробное описание устройства 11. На фиг.2-10 представлен рабочий цикл, используемый для производства методом термоформования в соответствии со способом по изобретению набора емкостей 37 в каждом из двух формовочных блоков 24, 26.
Рабочий цикл описан ниже начиная с исходного положения, представленного на фиг.2, в котором первый формовочный блок 24 находится в положении извлечения, а второй формовочный блок 26 находится в повернутом положении на втором уровне, причем все его камеры 28 термоформования содержат декоративные полоски 38.
В данном положении декоративные полоски 38 предварительно введены в камеры 36 заднего блока 32 ввода.
Поворотный вал 44 поворачивают на 90° по часовой стрелке, после чего панель 46 переводят в верхнее положение так, чтобы, с одной стороны, перевести первый формовочный блок 24 в повернутое положение на первом уровне, а с другой стороны, перевести второй формовочный блок 26 в положение термоформования, как показано на фиг.3. В это время новые декоративные полоски 38 вводят в камеры 36 переднего блока 34 ввода.
В данном положении, представленном на фиг.4, два ряда декоративных полосок вводят из камер ввода заднего блока 32 ввода в два соответствующих ряда камер 28 термоформования первого формовочного блока 24.
В этом же положении осуществляют термоформование набора из четырех рядов емкостей 37 в камерах термоформования второго формовочного блока 26, который находится в положении термоформования.
После окончания термоформования набора емкостей 37 во втором формовочном блоке 26 панель 46 перемещают вниз так, чтобы, с одной стороны, перевести второй формовочный блок 26 в положение извлечения для извлечения данного набора емкостей 37, а с другой стороны, перевести первый формовочный блок в повернутое положение на втором уровне.
В это время, как видно из фиг.5, новые декоративные полоски 38 вводят во камеры 36 заднего блока 32 ввода.
Когда панель находится в нижнем положении, как представлено на фиг.6, термопластическую ленту 10 передвигают вперед так, чтобы переместить только что отформованные емкости 37 к модулю наполнения. В это время два новых ряда декоративных полосок 38 вводят в два других ряда камер 28 термоформования первого формовочного блока 24 из камер ввода заднего блока 32 ввода.
Понятно, что в этот момент каждая из камер термоформования первого формовочного блока 24 содержит по декоративной полоске 38.
Затем, как видно из фиг.7, поворотный вал 44 поворачивают на 90° против часовой стрелки, после чего панель 46 переводят в верхнее положение так, чтобы перевести первый формовочный блок 24 в положение термоформования, а второй формовочный блок 26 - в повернутое положение на первом уровне.
В этом положении, представленном на фиг.8, производят термоформование набора из четырех рядов емкостей 37 в первом формовочном блоке 24 и одновременно вводят два ряда декоративных полосок 38 в два ряда камер термоформования второго формовочного блока 26.
Затем, как показано на фиг.9, панель 46 переводят в нижнее положение таким образом, чтобы, с одной стороны, перевести первый формовочный блок в положение извлечения для извлечения набора емкостей 37, изготовленных перед этим методом термоформования, а с другой стороны, перевести второй формовочный блок 26 в повернутое положение на втором уровне. В это время новые декоративные полоски 38 вводят в камеры 36 переднего блока 34 ввода.
Когда панель 46 находится в нижнем положении, как представлено на фиг.10, термопластическую ленту 10 передвигают вперед так, чтобы переместить изготовленные перед этим методом термоформования емкости 37 к модулю 18 наполнения. В это время два новых ряда декоративных полосок 38 вводят в два других ряда камер термоформования второго формовочного блока 26 из камер ввода переднего блока 34 ввода.
Понятно, что в этот момент каждая из камер 28 термоформования второго формовочного блока 26 содержит по декоративной полоске 38 для последующего термоформования.
Выше был описан полный цикл работы в соответствии со способом по изобретению в соответствии с первым вариантом его осуществления, в процессе которого набор емкостей 37 производят методом термоформования в камерах термоформования обоих формовочных блоков 24, 26.
Ниже со ссылками на фиг.11-15 приведено описание второго варианта осуществления способа по изобретению и второго варианта осуществления устройства по изобретению.
Элементы, идентичные элементам устройства по первому варианту осуществления изобретения, имеют те же цифровые обозначения, увеличенные на 100.
Ниже описаны основные различия между первым и вторым вариантами осуществления.
Устройство 111 по второму варианту осуществления изобретения содержит узел 149 формовочных блоков, в который входят первый формовочный блок 150, второй формовочный блок 152, третий формовочный блок 154 и четвертый формовочный блок 156.
Каждый из четырех формовочных блоков имеет конструкцию, аналогичную конструкции первого и второго формовочных блоков по первому варианту осуществления устройства по изобретению.
Как видно из фиг.11, четыре формовочных блока 150, 152, 154 и 156 установлены на поворотном барабане 148, который может поворачиваться на поворотной оси 144, аналогичном поворотному валу по первому варианту осуществления устройства по изобретению.
Поворотная ось 144 установлена на панели 146, аналогичной панели 46 по первому варианту осуществления устройства по изобретению.
Четыре формовочных блока 150, 152, 154 и 156 распределены по периферии барабана 148 таким образом, что два соседних формовочных блока всегда ориентированы ортогонально по отношению один к другому. А именно, первый формовочный блок 150 ортогонален второму формовочному блоку 152 и четвертому формовочному блоку 156, а второй формовочный блок 152 ортогонален первому формовочному блоку 152 и третьему формовочному блоку 154.
Таким образом, поворотная ось 144 представляет собой ось симметрии узла 149 формовочных блоков.
Кроме того, барабан 148 может поворачиваться только в одном направлении, а именно в том, которое обеспечивает перевод формовочного блока из повернутого положения на втором уровне в рабочее положение. В примере, представленном на чертежах, этому направлению соответствует направление по часовой стрелке.
Барабан 148 предпочтительно поворачивается в то время, когда панель 146 находится, по существу, в нижнем положении, во избежание столкновения с нижним краем пресса модуля 116 термоформования в процессе поворота.
Таким образом, очевидно, что после четырехкратного поворота барабана на угол в 90° в одном и том же указанном направлении барабан снова принимает исходное положение.
Кроме того, средства ввода содержат единственное устройство 134 ввода, расположенное с одной из сторон узла 149 формовочных блоков.
Данное устройство ввода образовано блоком 134 ввода, сходным с передним блоком 34 ввода по первому варианту осуществления устройства по изобретению.
Ниже следует более подробное описание второго варианта осуществления устройства по изобретению, начиная с положения по фиг.11, в котором первый формовочный блок находится в повернутом положении на первом уровне, второй формовочный блок, камеры термоформования которого содержат декоративные полоски 138, находится в положении термоформования, а третий и четвертый формовочные блоки находятся в промежуточных положениях.
В данном положении два ряда декоративных полосок 138 вводят сбоку в два соответствующих ряда камер 128 термоформования первого формовочного блока 150 из камер ввода блока 134 ввода.
В этом же положении осуществляют термоформование набора из четырех рядов емкостей 137 в камерах термоформования второго формовочного блока 152, который находится в положении термоформования.
По окончании термоформования набора емкостей 137 во втором формовочном блоке 152 панель 146 перемещают вниз таким образом, чтобы, с одной стороны, перевести второй формовочный блок 152 в положение извлечения для извлечения данного набора емкостей 137, а с другой стороны, перевести первый формовочный блок 150 в повернутое положение на втором уровне.
В это время, как видно из фиг.12, новые свернутые декоративные полоски 138 помещают в камеры 136 ввода блока 134 ввода.
Когда панель 146 находится в нижнем положении, как представлено на фиг.13, термопластическую ленту 110 продвигают вперед так, чтобы переместить четыре ряда только что отформованных емкостей 137 к модулю наполнения. В это время два новых ряда декоративных полосок 138 вводят в два других ряда камер 128 термоформования формовочного блока 24 из камер ввода блока 134 ввода.
Понятно, что в этот момент каждая из камер термоформования первого формовочного блока 150 содержит по декоративной полоске 138.
Затем, как видно из фиг.14, барабан 158 поворачивают на 90° по часовой стрелке, после чего панель 146 переводят в верхнее положение так, чтобы переместить первый формовочный блок 150 в положение термоформования, а четвертый формовочный блок 156 - в повернутое положение на первом уровне.
В данном положении, представленном на фиг.15, осуществляют термоформование набора из четырех рядов емкостей 137 в первом формовочном блоке 150 и одновременно вводят два ряда декоративных полосок 138 в два ряда камер термоформования четвертого формовочного блока 156.
Операции, представленные на фиг.15, совпадают с операциями, представленным на фиг.11, так как поворотный барабан повернут на 90° по часовой стрелке.
По окончании термоформования набора емкостей 137 в первом формовочном блоке 150 вышеописанные этапы повторяют для последовательного осуществления термоформования емкостей 137 в четвертом формовочном блоке 156 и в третьем формовочном блоке 154, а затем снова во втором формовочном блоке 152.
Выше приведено описание полного рабочего цикла в соответствии со вторым вариантом осуществления способа по изобретению, в ходе которого производят термоформование емкостей 137 в камерах термоформования каждого из четырех формовочных блоков 150, 152, 154 и 156.
Таким образом, преимущество изобретения заключается в том, что оно обеспечивает возможность ввода четырех рядов декоративных полосок 138 в камеры 128 термоформования каждого из формовочных блоков 150, 152, 154 и 156 при помощи двух рядов камер ввода, причем такой ввод осуществляют в боковом направлении, с одной и той же стороны поворотного барабана 148.
Единый блок 134 ввода расположен с одной стороны от поворотного барабана 148, что облегчает доступ к другой стороне барабана и, в частности, к формовочному блоку, находящемуся во втором повернутом положении.
Кроме того, следует понимать, что преимущество заключается в том, что существует возможность демонтажа поворотного барабана 148, например, для проведения операций обслуживания, или доступа к формовочному блоку, находящемуся во втором повернутом положении, без необходимости демонтажа блока 134 ввода.
Поскольку каждый из формовочных блоков может быть переведен в данное второе повернутое положение, очевидно, что существует простая возможность поочередного доступа к каждому из формовочных блоков 150, 152, 154, 156.

Изобретение касается способа изготовления емкостей методом термоформования и размещения декоративных полосок на емкостях. Способ изготовления емкостей методом термоформования и размещения декоративных полосок на емкостях, в котором используют первый формовочный блок (24), содержащий по меньшей мере одну камеру термоформования (28) и выполненный с возможностью поворота между рабочим положением, в котором осуществляют термоформование емкостей в вертикальном положении, и повернутым положением, в котором осуществляют введение декоративной полоски (38) в камеру термоформования (28) до начала термоформования емкости в камере. При этом используют по меньшей мере один второй формовочный блок (26), аналогичный первому формовочному блоку (28). Причем в то время, когда один из формовочных блоков находится в рабочем положении для термоформования емкости (37) в камере термоформования (38) данного формовочного блока, другой или один из других формовочных блоков находится в повернутом положении для введения декоративной полоски (38) в его камеру термоформования (28) перед термоформованием другой емкости (37) в камере. При этом в рабочем положении каждый из формовочных блоков выполнен с возможностью нахождения в положении термоформования, в котором осуществляют термоформование емкости в камере термоформования данного формовочного блока, и в положении извлечения, в котором емкость, только что изготовленную методом термоформования, извлекают, причем первую декоративную полоску (38) вводят в первую камеру термоформования (28) формовочного блока, находящегося в повернутом положении, в то время как другой или один из других формовочных блоков находится в положении термоформования, а другую декоративную полоску (37) вводят в другую камеру термоформования (26) формовочного блока, находящегося в повернутом положении, в то время как другой или один из других формовочных блоков находится в положении извлечения. Технический результат, достигаемый при использовании способа по изобретению, заключается в уменьшении времени простоя, имеющегося между двумя последовательными этапами термоформования, так как по окончании термоформования емкости в камере термоформования одного из формовочных блоков формовочный блок, заранее снабженный декоративными полосками, переводят в рабочее положение для термоформования другой емкости. 2 н. и 14 з.п. ф-лы, 15 ил.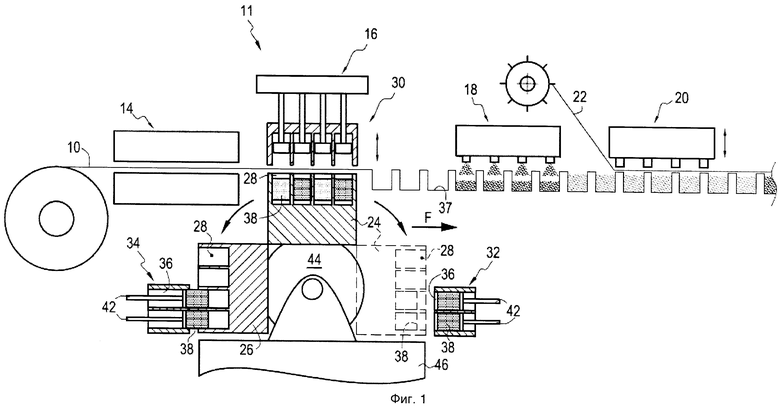
1. Способ изготовления емкостей методом термоформования и размещения декоративных полосок на данных емкостях, в котором используют первый формовочный блок, содержащий по меньшей мере одну камеру термоформования и выполненный с возможностью поворота между рабочим положением, в котором осуществляют термоформование емкостей в вертикальном положении, и повернутым положением, в котором осуществляют введение декоративной полоски в камеру термоформования до начала термоформования емкости в указанной камере, отличающийся тем, что используют по меньшей мере один второй формовочный блок, аналогичный первому формовочному блоку, причем в то время, когда один из указанных формовочных блоков находится в рабочем положении для термоформования емкости в камере термоформования данного формовочного блока, другой или один из других формовочных блоков находится в повернутом положении для введения декоративной полоски в его камеру термоформования перед термоформованием другой емкости в указанной камере, причем в рабочем положении каждый из формовочных блоков выполнен с возможностью нахождения в положении термоформования, в котором осуществляют термоформование емкости в камере термоформования данного формовочного блока, и в положении извлечения, в котором емкость, только что изготовленную методом термоформования, извлекают, причем первую декоративную полоску вводят в первую камеру термоформования формовочного блока, находящегося в повернутом положении, в то время как другой или один из других формовочных блоков находится в положении термоформования, а другую декоративную полоску вводят в другую камеру термоформования формовочного блока, находящегося в повернутом положении, в то время как другой или один из других формовочных блоков находится в положении извлечения.
2. Способ по п.1, отличающийся тем, что один из формовочных блоков переводят в рабочее положение одновременно с переведением другого или одного из других формовочных блоков в повернутое положение.
3. Способ по п.1, отличающийся тем, что декоративную полоску вводят в камеру термоформования одного из формовочных блоков, находящегося в повернутом положении, во время термоформования емкости в камере термоформования другого или одного из других формовочных блоков, находящегося в рабочем положении.
4. Способ по п.1, отличающийся тем, что после термоформования емкости в камере термоформования одного из формовочных блоков, находящегося в рабочем положении, указанную емкость извлекают, а в камеру термоформования другого или одного из других формовочных блоков, находящегося в повернутом положении в момент извлечения термоформованной емкости, вводят декоративную полоску.
5. Способ по п.4, отличающийся тем, что когда один из формовочных блоков перемещают в рабочее положение, между положением термоформования и положением извлечения, одновременно перемещают другой или один из других формовочных блоков между повернутым положением на первом уровне и повернутым положением на втором уровне.
6. Способ по п.5, отличающийся тем, что по меньшей мере один набор декоративных полосок вводят в один из формовочных блоков, находящийся в повернутом положении на первом уровне, в то время как другой или один из других формовочных блоков находится в положении термоформования, и по меньшей мере один набор декоративных полосок вводят в формовочный блок, находящийся в повернутом положении на втором уровне, в то время как другой или один из других формовочных блоков находится в положении извлечения.
7. Способ по п.1, отличающийся тем, что используют один второй формовочный блок, причем один из формовочных блоков поворачивают в первом направлении, а другой формовочный блок поворачивают в другом направлении таким образом, что в повернутом положении ввод декоративных полосок в один из формовочных блоков осуществляют с первой стороны, а ввод декоративных полосок в другой формовочный блок осуществляют со стороны, противоположной первой стороне.
8. Способ по п.1, отличающийся тем, что используют три вторых формовочных блока, причем формовочные блоки поворачивают в одном и том же направлении таким образом, что в повернутом положении ввод декоративных полосок осуществляют с одной и той же стороны.
9. Устройство для изготовления емкостей, снабженных декоративными полосками, методом термоформования, содержащее первый формовочный блок (24), включающий по меньшей мере одну камеру (28) термоформования, средства для поворота первого формовочного блока (24) между рабочим положением, в котором осуществляют термоформование емкостей в вертикальном положении, и повернутым положением для введения декоративной полоски в камеру (28) термоформования при помощи средств (32, 42) ввода перед термоформованием емкости (37) в камере, отличающееся тем, что дополнительно содержит по меньшей мере один второй формовочный блок (26), аналогичный первому формовочному блоку (24), средства для поворота по меньшей мере одного второго формовочного блока (26) между рабочим положением и повернутым положением, средства для установки одного из формовочных блоков в повернутое положение для ввода декоративной полоски (38) в камеру (28) термоформования при помощи средств (32, 42) ввода перед термоформованием емкости (37) в камере во время нахождения другого или одного из других формовочных блоков в рабочем положении для термоформования емкости (37) в камере (28) термоформования данного формовочного блока, а также дополнительно содержит средства для перемещения одного из формовочных блоков (24, 26) в рабочее положение между положением термоформования, в котором осуществляют термоформование емкости (37) в камере (28) термоформования данного формовочного блока, и положением извлечения, в котором извлекают емкость (37), только что изготовленную методом термоформования, причем указанные средства выполнены с возможностью одновременного перемещения другого или одного из других формовочных блоков между повернутым положением на первом уровне и повернутым положением на втором уровне.
10. Устройство по п.9, отличающееся тем, что средства для поворота формовочных блоков выполнены с возможностью поворота всего узла формовочных блоков вокруг поворотного вала (44).
11. Устройство по п.9 или 10, отличающееся тем, что содержит один второй формовочный блок, причем первый и второй формовочные блоки расположены ортогонально по отношению один к другому.
12. Устройство по п.9 или 10, отличающееся тем, что содержит три вторых формовочных блока, причем формовочные блоки расположены последовательно таким образом, что два соседних формовочных блока ортогональны по отношению один к другому.
13. Устройство по п.12, отличающееся тем, что формовочные блоки установлены на поворотном барабане.
14. Устройство по п.9, отличающееся тем, что указанные средства для перемещения содержат панель (46), выполненную с возможностью перемещения относительно средств (32, 34) ввода.
15. Устройство по п.9, отличающееся тем, что формовочные блоки входят в узел формовочных блоков, причем средства (32, 34) ввода расположены по обе стороны от данного узла.
16. Устройство по п.9, отличающееся тем, что формовочные блоки входят в узел формовочных блоков, причем средства (32, 34) ввода содержат единственное устройство ввода, расположенное с одной стороны от данного узла.
| ГЕРБИЦИДНАЯ КОМПОЗИЦИЯ | 0 |
|
SU296302A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИОМАССЫ КЛЕТОК РАСТЕНИЙ | 2005 |
|
RU2308484C2 |
| DE 10348182 А1, 25.05.2005 | |||
| DE 202004017669 U1, 24.02.2005 | |||
| ТЕРМОФОРМУЮЩЕЕ УСТРОЙСТВО ДЛЯ ТЕРМОФОРМУЕМЫХ МАТЕРИАЛОВ В ФОРМЕ ЛЕНТЫ ИЛИ ЛИСТА | 1995 |
|
RU2159181C2 |

